

Причины появления коррозии при сварке
Появление коррозии в первую очередь на сварных соединениях, объясняется двумя причинами:
- разрывом первичных межкристаллических связей и получением новых, отличных по своим механическим свойствам от прежних, а также появление напряжений в структуре металла.
- изменением химического состава, появлением оксидов (эндогенных неметаллических включений), являющихся концентраторами напряжений в структуре;
- образованием гальванической пары за счет изменений в хим. составе сварного шва.
Влияние вышеперечисленных изменений возрастает пропорционально степени и интенсивности, количеству и размерам. Скорость протекания реакции окисления дополнительно определяется условиями работы: климатической составляющей, физико-химическим воздействием (рабочей средой).
Необходимость зачистки сварных швов
На заключительном этапе сварочных работ специалист очищает шов от шлака и окалины. Весь процесс состоит из трех простых этапов:
- Место сварного соединения по периметру обрабатывается одни из трех выше перечисленных методом.
- После этого поверхность полируется составом, предотвращающим окисление.
- Выполняется лужение сварного стыка.
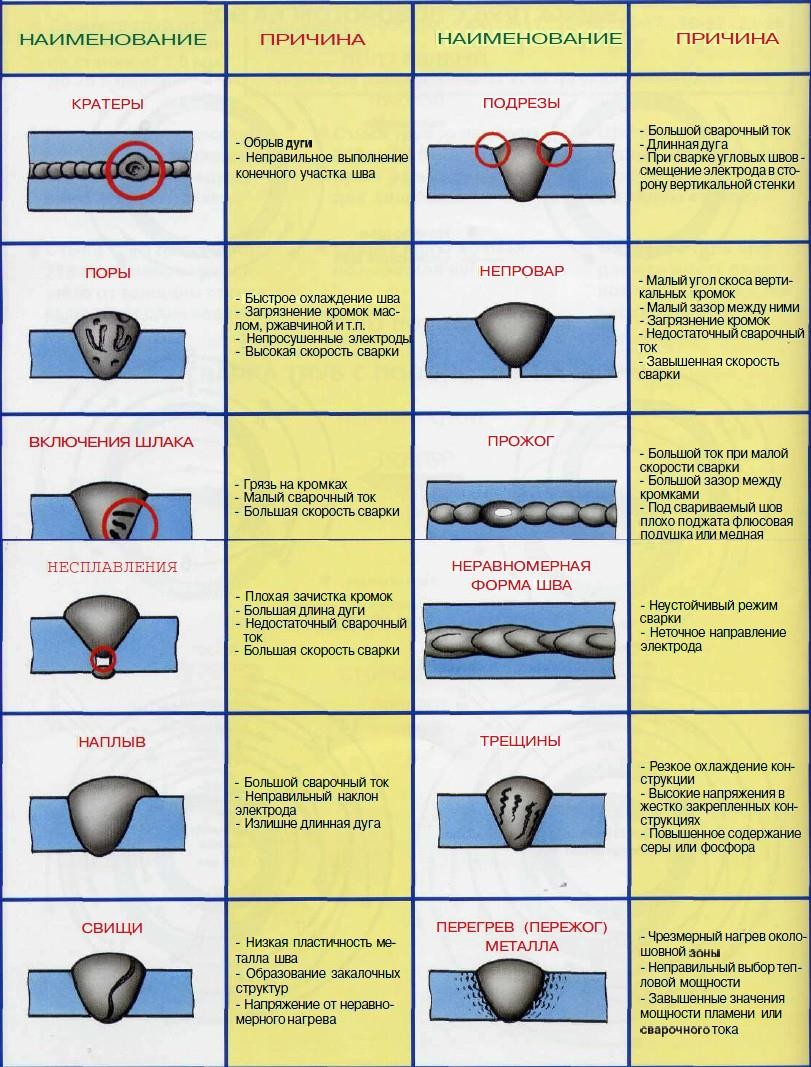
Зачистка сварных швов производится с целью устранения изъянов поверхности и регламентируется положениями пунктов ГОСТа 9.402-80. К дефектам принято относить: трещины, свищи, лунки и кратеры, которые могут образоваться в местах сварного соединения.
Нужно строго соблюдать технологические нормы выполнения зачистки. Не допускаются любые отклонения от общепринятых стандартов. Желательно полностью использовать все возможности, которые предоставляет современная шлифовальная техника и химические реагенты.
Виды термической обработки
Способ термообработки сварного шва выбирают в зависимости от поставленной цели:
- После термического отдыха уменьшается остаточное напряжение и количество водорода внутри шва. Процесс проводят при температуре до 300⁰C с выдержкой в течение 1,5 — 2 часов. Этим способом обрабатывают сварные соединения на толстостенных конструкциях, когда нет возможности применить другие виды.
- Отпуском за счет разрушения закалочных структур добиваются уменьшения напряжения на 90%, увеличения пластичности и стойкости к ударным нагрузкам. Нагрев до 600 — 700⁰C, выдержка до 3 часов. Метод применяют на перлитных сталях.
- Нормализацию выполняют при 800⁰C с выдержкой 20 — 40 минут на тонкостенных деталях. После завершения процесса структура становится мелкозернистой и однородной.
- Аустенизацию проводят на высоколегированных видах стали для снятия напряжений и восстановления пластичности. Нагрев до 1100⁰C, двухчасовая выдержка с последующим естественным охлаждением.
- Для отжига после сварки термообработку выполнят при 970⁰C с выдержкой в течение 3 часов и остыванием в естественных условиях. Используют при работе с высоколегированными сталями для улучшения стойкости к коррозии.
Температуру контролируют по изменению цвета меток, нанесенных на поверхность деталей термокарандашом или термокраской. Однако точность измерения этим способом невысока, поэтому чаще пользуются пирометрами и тепловизорами. Они могут быть ручными или встроенными в системы автоматического поддержания температуры на заданном уровне.
Если к качеству сварных соединений предъявляются высокие требования, выполнение термообработки обязательно. После ее проведения на швах не появятся трещины, разломы, коррозия. При использовании современного оборудования термообработка не займет много времени.
Источник
В чем необходимость обработки?
Сварка влияет на скрепляемые металлические конструкции, больше, чем кажется. В этот момент у деталей появляется большое внутреннее напряжение. А из-за него те могут деформироваться и становиться более хрупкими, что приводит к быстрому разрушению.
Также сварка влияет на химические, физические и механические свойства металлов, так как неравномерный нагрев деталей в процессе скрепления приводит к нарушению кристаллической решетки материала.
Чтобы вернуть деталям потерянные свойства, делается обработка в местах скрепления. Зачистка помогает не только укрепить конструкцию, увеличить ее пластичность, но также защитить сварные швы от коррозии и ржавчины.
Термическая обработка
Чаще всего термическая зачистка подходит для конструкций с тонкими стенками, например, трубопроводов, корпусов реакторов, сосудов давления и т. д.
Процедура восстановит прочность материала, снизит влияние на швы внутреннего напряжения металла, а также обеспечит стыкам долговечность. А из-за этого станет надежнее и вся конструкция. Но все эти преимущества можно получить, если работу выполнит специалист. Ведь малейшая ошибка приведет к дефектам, которые невозможно будет исправить
Также важно, чтобы во время термической зачистки использовались качественные инструменты, однако, они будут очень требовательны к энергии, это тоже потребуется учесть
Сама технология термической зачистки швов предполагает, что сначала деталь будет нагреваться, а потом охлаждаться с соблюдением правильного температурного режима.

Процесс термообработки предполагает, что сначала область вокруг шва и он сам нагреваются. В этом состоянии деталь находится в течение времени (зависит от метода обработки), а потом охлаждается.
Так как температура нагрева будет зависеть от толщины сварного участка, а также вида самой конструкции, предполагаются разные способы термической зачистки.
Оборудование
Для металлических деталей небольших размеров обычно используются муфельные печи, но чаще все же пользуются индукционным, газовым или радиационным методом.
Так, для индукционной обработки нужен генератор переменного тока (высокочастотный). На деталь, которую нужно нагреть, наматывается нагревающаяся катушка индуктивности.

Для газового метода потребуется горелка. Основной сложностью здесь будет направить и сформировать факел так, чтобы необходимый участок получил равномерное нагревание.
При радиационном методе нагревание будет производиться нихромовой проволокой инфракрасного излучения, через которую проходит ток.
Так как технология термической зачистки швов предполагает нагревание детали до определенной температуры, дополнительно потребуется оборудование, которое будет эту температуру контролировать. Надежнее всего использовать пирометры и тепловизоры, что могут работать на расстоянии. Также применяются термокарандаши и термокраски, след которых меняет цвет в зависимости от изменений температуры. За этим нужно будет непрерывно следить и ждать появления нужного оттенка.
Виды термообработки
Термообработка потребует выбора оборудования и определения подходящего вида нагрева. Сначала нужен предварительный нагрев. Такая обработка применяется перед сваркой конструкций и предполагает нагревание — до 150-200 °C. Далее применяется один из методов:
- Высокий отпуск — это нагревание от 650 до 750 °C в зависимости от стали, а потом поддержка этой температуры в течение 5 часов.
- При нормализации потребуется температура от 950 °C, в основном эта обработка применяется для углеродистой стали. После того как сварные участки будут выдержаны, они остужаются в естественных условиях.
- Аустенизация предполагает температуры от 1050 °C, под которыми шов держится час, а потом остужается охлаждающими средствами. Часто этот вид температурной обработки используется для конструкций из аустенитных сталей.
- Стабилизация похожа на аустенизацию, только применяются меньшие температуры.
Останется только термический отдых, когда металл прогревается до температуры в 250-300 °C, что снимает напряжение со сварного участка, снижая содержание диффузного водорода.
Оборудования для зачистки
К выбору техники нужно подходить взвешенно. Нужно правильно подбирать расходные материалы и рабочее оборудование.
Это может быть металлическая щётка, угловая шлиф/машинка с абразивными кругами или шлифовальный станок.
Выбирая шлифовальную технику, следует ориентироваться в первую очередь на отдаваемую мощность. И только потом смотреть на показатели потребления.»










К примеру, в судостроительной отрасли успешно используются передвижные шлифовальные машинки. Проще подъехать к заготовке больших размеров, нежели пытаться перемещать её на новое место.

Передвижная шлифовальная машина
Применяемое оборудование
Для термической обработки сварных швов применяют следующие виды оборудования:
- Индукционное. Принцип работы основан на нагреве металла вихревыми токами, создаваемыми индукционной катушкой (индуктором), подключенной к высокочастотному генератору. Нагреваемый участок предварительно накрывают асбестом. Поверх него гибким проводом наматывают витки катушки с шагом 2,5 см на расстоянии 25 см по обе стороны от стыка. В качестве индуктора также используют накладки с расположенными внутри проводами. Технология обеспечивает быстрый, равномерный нагрев участка соединения независимо от положения деталей.
- Радиационное. Нагрев осуществляется теплом от проводов из нихрома, по которым проходит электроток. Гибкие нагревательные элементы удобны для обработки соединений сложной формы. Радиационное оборудование эффективней индукционного при работе с металлами с низкими электромагнитными характеристиками.
- Газовое выгодно для применения, так как не нуждается в электроэнергии. Однако на нагрев уходит много времени. Поэтому оборудование используют на небольших конструкциях. Для обеспечения равномерного прогрева соединения работу выполняют двумя многопламенными ацетиленовыми горелками одновременно с обеих сторон.
- Для работы с деталями небольшого размера применяют муфельные печи. Их также используют на трубопроводах малого диаметра.
Восстановление поврежденного при монтаже покрытия
| 4.6 В заводских условиях не подлежат грунтованию, окрашиванию и металлизации места монтажных соединений на высокопрочных болтах с контролируемым натяжением и зоны монтажной сварки на ширину 100 мм по обе стороны от шва. |
СП 28.13330.2012 «ЗАщита строительных конструкций от коррозии»
Получается, что зона монтажной сварки ничем не защищена от коррозии на период транспортирования и лежания на объекте. А что, если конструкции там пролежит год? Она ведь заржавеет. А что, если эту зону все-таки загрунтуют. Качество шва сильно от этого снизится? Или рабочие будут болгаркой снимать слой грунтовки? И что значит «На монтажной площадке производится восстановление покрытий поврежденных в процессе транспортирования, хранения и монтажа»? Предположим, монтаж производился в зимнее время, температура заведомо отрицательная. При этом ГФ-021 можно наносить только при температуре выше 5 градусов. Будут до весны ждать? Или же это вообще порошковая краска. Я насколько правильно понимаю, конструкции после нанесения порошковой краски помещаются в печь. Как такое покрытие восстановить на площадке?
Оснащение проходки горных выработок, ПОС, нормоконтроль, КР, АР
СП 28.13330.2012 9.3.8 можно и нужно удовлетворить упаковкой стальных конструкций (обмотка + силикагель).
ГОСТ 23118-2012 «Конструкции стальные строительные» 4.6 надо удовлетворять всегда. Но это касается не только высокопрочных болтов. Обычно так выпускают все конструкции.
Нормами предусмотрено хранение материалов в зависимости от пути доставки до нескольких месяцев (РН-73 том 1). За это время арматура покрывается ржавчиной лёжа на открытой площадке. При доставке водным путём, если путь открывается на 2 месяца в году, продолжительность хранения может составлять 12 месяцев. В таком исключительном случае нужны особые требования к упаковке, транспортировке и хранению. Например, хранение только в закрытом складе.
Источник
Особенности развития коррозии в местах сварного соединения
Чтобы понять причины появления и прогрессирования коррозии, нужно учитывать особенности процесса сваривания. Чтобы соединить листы или стальные детали между собой используется сварочная проволока.
Для изготовления проволоки выбирают сплавы с высокой устойчивостью к высоким температурам.
Защита от ржавчины отходит на второй план, при том, что шовные кромки превращаются в коррозийно-активную область.
Есть несколько факторов, которые стимулируют постепенное развитие коррозии в процессе сварки:
- Нагрев. Высокие температуры в такой ситуации выступают в качестве катализатора окислительного процесса.
- Сильное локальное напряжение. Также провоцирует коррозию, представляет собой механическую нагрузку, которую очень сложно выдержать материалу.
- Микродефекты. Даже у самых опытных сварщиков такие дефекты присутствуют в работе. Там где есть дефекты, остается много места для оседания катализаторов окисления. Особенно это актуально при использовании изделия на открытом воздухе.
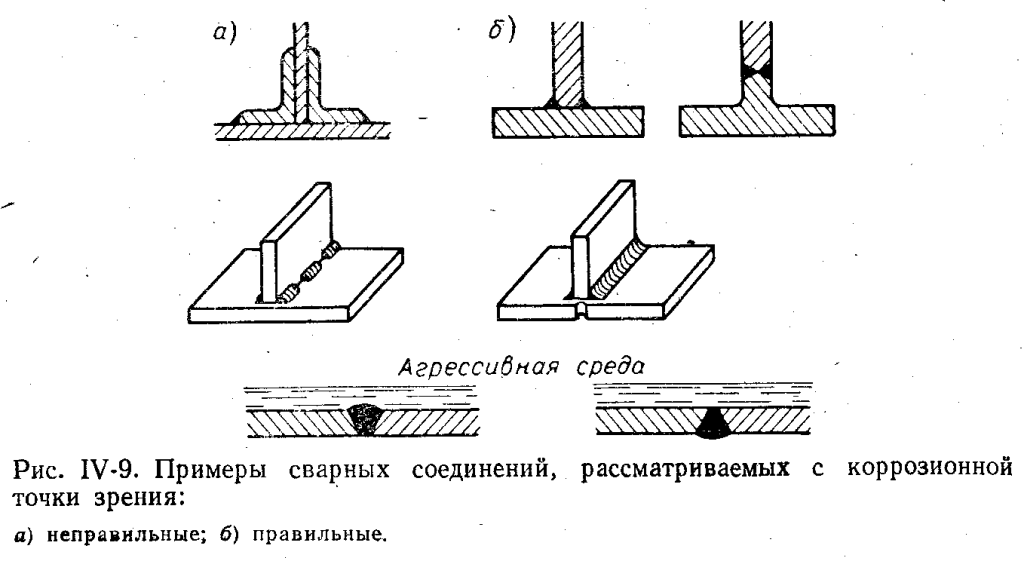
- Неоднородность соединения металлов. Часто это становится причиной появления электрохимической коррозии.
Еще один фактор риска – остатки флюсов, которые часто есть на металле после того, как сварка уже закончилась. При попадании воды, создается активная среда, запускается кислотный коррозийный процесс.
Способы зачистки сварных швов
Из-за этого и необходимости придания шву эстетичности зачистка является одним из пунктов, которые внесены в требования ГОСТа. Для зачистки сварного соединения применяются различные инструменты и методы:
- Механическая обработка стыка методом шлифовки с использованием «болгарки» или подручных абразивных материалов.
- Химическая обработка, подразумевающая протравливание специальными реагентами.
- Термический способ. Снимает остаточные напряжения конструкции.
Каждая из технологий отличается нюансами и рекомендована в конкретном случае
В определенной ситуации очень важно правильно выбрать наиболее подходящий метод и инструмент. Наиболее часто используются угловая шлифовальная машинка, металлическая щетка или шлифовальный станок
Важно при выборе оборудования учитывать в первую очередь отдаваемую мощность и только потом обращать внимание на потребляемую мощность
Один и тот же вид оборудование имеет несколько модификаций. К примеру, в противовес привычной ручной шлифмашинке в производстве кораблей используются передвижные высокопроизводительный агрегаты. Они представляют собой шлифовальный станок, который можно переместить к конструкции большого размера и уже по месту зашлифовать стык.
Другие виды обработки
Кроме термообработки, широко используются также механические и химические виды очистки сварных швов.
Механическая
Проводится с использование проволочных щеток или абразивных дисков. В промышленных условиях щетка, диск или лепестковая абразивная насадка закрепляет в угловой шлифовальной машинке (в быту называемой «болгарка»)
Способом механической зачистки с поверхности соединения удаляют шлаки, окалину, брызги застывшего металла и оксидную пленку.

Механическая обработка сварного шва
Зачистка сварного шва после сварки применяется перед термообработкой или покраской.
Химическая
Призвана удалить с поверхности шва следы жира, смазки, оксидные пленки и другие загрязнения. Проводится перед нанесением на конструкцию покрытий, предохраняющих от коррозии.






Травление — обработка сильнодействующими кислотами — проводится перед механической обработкой. После нее проводят пассивацию — нанесение вещества, образующего на поверхности защитную пленку.

Химическая обработка сварного шва
Химическая обработка металла проводится химически активными веществами, многие из которых пожароопасны и могут причинить серьезный вред здоровью. Поэтому следует строго соблюдать правила техники безопасности.
Источник
Обработка сварных швов после процесса сварки
Для создания надёжного и долговечного сварного соединения шов нуждается в обработке и защите. Лучше всего эти операции выполнять непосредственно после сварки и остывания. Процессы коррозии инициируются очень быстро. Спустя продолжительное время после сварки остановить процессы окисления становится труднее.
Для уменьшения внутренних напряжений в металле и структуре шва изделия отжигают. По технологии изготовления различных изделий и конструкций это не всегда возможно. Отжиг значительно снижает локальные напряжения, но этот процесс по-разному влияет на показатели прочности. Кроме того, не всегда возможно нагреть соединение до требуемых температур.
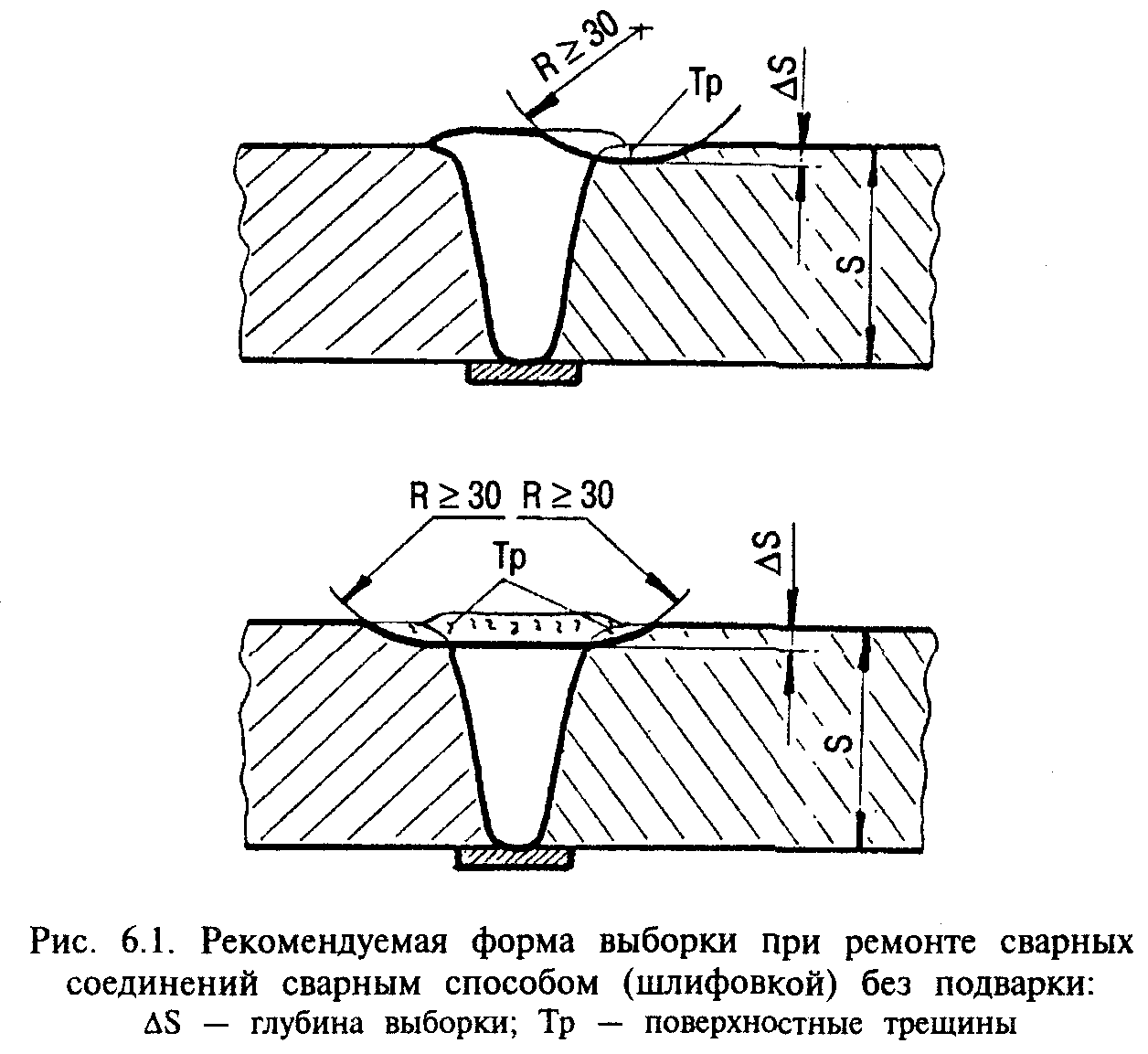
Зачистка и шлифовка шва механическим способом удаляет лишние вкрапления, устраняет большое количество неровностей. Однако шлифовка снижает прочность, уменьшая среднее сечение сварного шва. Поэтому шлифовка выполняется с соблюдением ограничений по конечной форме шва и при выборке минимального количества металла.
После зачистки и шлифовки шов обрабатывают специальными составами для удаления продуктов окисления и остатков флюса. Большинство составов в качестве главного компонента используют ортофосфорную кислоту. Она обладает хорошей растворяющей способностью в отношении продуктов окисления. Кроме того, эта кислота при взаимодействии с железом образует устойчивый пассивирующий слой.
После обработки пассивирующим составом на шов и прилежащие кромки наносится защитный состав. Перед нанесением состава вся поверхность должна быть обезжирена и тщательно просушена.
Современные защитные средства часто имеют в своём составе агент, преобразующий ржавчину. Эти составы можно наносить на коррозионный металл после удаления рыхлых веществ. Однако, в случае обработки сварных швов лучше максимально удалять все продукты коррозии. Это связано с тем, что преобразующий компонент не всегда эффективно взаимодействует с окалиной и гидроксидом железа, расположенными в микротрещинах. В этих случаях процесс коррозии будет продолжаться и после нанесения защитного покрытия.
Нанесение защитного состава выполняется в соответствии с инструкцией производителя. Следует соблюдать предписанную толщину материала с выводом кромок заподлицо с плоскостью поверхности изделия, чтобы полимер не задирался в процессе эксплуатации.
Результат защиты сварного соединения зависит не только от качества применяемого материала. Самый значительный вклад в надёжность защиты вносит подготовительный процесс. При качественной подготовке и применении современных полимерных композиций в качестве защиты сварные соединения не подвергаются коррозии до 30-50 лет.
Источник
Зачистка сварных швов после сварки
В соединении металлических заготовок на сегодняшний день сварочные технологии находятся вне конкуренции. Это и наиболее распространенный, и самый экономичный способ изготовления сложных металлоконструкций. Сварка позволяет получать очень прочное соединение неограниченного количества элементов из металлов с однородным и эстетичным стыком. В то же время сварочный шов может стать самым уязвимым звеном конструкции из-за плохого качества работ. Зачистка дает возможность выявить брак в процессе выполнения соединений и устранить его задолго до начала эксплуатации конструкции.
Контроль температуры
При проведении термообработки ключевое значение имеет температура нагрева конструкции. Для контроля температуры применяют:
- Термокарандаш и термокраска. Представляют собой химическое соединение, меняющее цвет по мере изменения температуры. Наносятся на поверхность изделия.
- Тепловизоры и пирометры. Электронные устройства, дистанционно измеряющие температуру.
Термокарандаши и термокраска – традиционные средства, достаточно трудоемкие в применения и требующие постоянного визуального контроля со стороны оператора и его оперативного вмешательства в случае выхода параметров за пределы допустимых значений.
Пирометр
Особенности проведения
Термообработку выполняют поэтапно:
- нагревают только шов или вместе с участками возле него;
- поддерживают температуру в течение определенного времени;
- планомерно охлаждают до температуры окружающей среды.

В зависимости от решаемых задач термообработку после сварки выполняют при температуре от 600 до 1100⁰C. Разработано несколько методов обработки с разными графиками нагревания, временем выдерживания, охлаждения. Способ и оборудование выбирают в зависимости от марки металла, толщины и конфигурации деталей.
Термообработке должны подвергаться сварные швы трубопроводов большой протяженности, соединения на грузоподъемных механизмах, сосуды и емкости, работающие под давлением. Процедуру нельзя откладывать на срок больше трех суток. Для повышения стойкости к коррозии термообработку проводят сразу после завершения сварки.
- увеличение надежности и долговечности сварных соединений;
- возможность улучшения нужных параметров.
К недостаткам термообработки относят:
- Невозможность исправления брака при нарушении технологии термообработки. Соединение придется заново переваривать.
- Большую цену и габариты оборудования.
- Для выполнения термообработки нужен квалифицированный персонал.
- Повышенный расход энергоресурсов.
Химическая обработка
Здесь зачистка сварных участков будет проводиться только путем травления или пассивацией.
Травление швов проводится перед механической шлифовкой. Для этого используют химические составы, которые создают на местах соединения антикоррозийное покрытие. С помощью травления можно устранить с металлических конструкций окисленные никель и хром, которые вызовут ржавчину, если их оставить.
То, как будут использоваться средства для травления, зависит от величины участков, которые нужно защитить, а также типа металла. Это повлияет на время обработки и то, будет ли деталь полностью помещаться в травильный раствор или им будет покрываться нужная небольшая часть.

Другим методом очистки сварных участков будет пассивация. Здесь используемые составы, оксиданты, будут мягко снимать свободный металл с поверхности, а после образуют устойчивую к коррозии пленку.
Однако, при обработке пассивацией используются сильные реагенты. Поэтому после их остатки нужно смыть с металлической детали, а воду, в которой проводилось промывание, правильно утилизировать.
Сам раствор, которым проводилась пассивация, будет содержать кислоты. Его нужно нейтрализовать щелочью, после профильтровать, а потом утилизировать по нормам.










Защита сварного шва от коррозии после сварки
Коррозия представляет большую опасность для металла. Это процесс приводит к его постепенному разрушению, выходу из строя крупных металлоконструкций. Ситуация представляет опасность для человека и оборудования.
Но коррозия металла часто связывается только с его поверхностью. Это неверно.
Ржавчина может развиваться и в сварных швах. Даже если лист или стальная деталь хорошо защищены от коррозионного поражения, опасность для мест соединения остается высокой.
Чтобы не допустить развития процесса, потребуется защита сварных швов от коррозии
Рассмотрим, каким образом обеспечить безопасность и на что стоит обратить внимание в первую очередь
Как не допустить коррозии шва
Защита сварного шва от коррозии после сварки – ключ к длительному использованию детали или металлоконструкции
Важно быстро обработать соединительный участок после того, как мастер закончил сваривать
Процессы разрушения материала запускаются очень быстро, потому дорога каждая минута.
Есть несколько главных защитных мер:
- Отжиг. Нужен для того, чтобы убрать внутреннее напряжение в металле. Иногда отжиг не удается выполнить – в этом случае стоит искать альтернативные методы, которые бы не повредили деталь.
- Зачистка и шлифовка. Выполняются механическим способом. Это убирает неровности, микродефекты, позволяет уменьшить сечение шва. Здесь стоит учитывать влияние шлифования на общую прочность и следить за тем, сколько металла снимается в процессе.
- Поверхностная обработка. Есть специальные составы, которые позволяют убрать неизбежно образующиеся при сваривании продукты окисления, флюс. Обычно они создаются на основании ортофосфорной кислоты. Она отлично растворяет все потенциальные катализаторы коррозии, при этом помогает создать пассивирующий слой на поверхности.
- Нанесение защитного состава. Его можно наносить только на заранее подготовленную и обезжиренную поверхность. Не допускается использование с влажным металлом – место обработки требуется просушить.
В продаже есть много специальных защитных составов, которые включают в себя преобразователи ржавчины. Они вступают во взаимодействие с окалиной, гидроксидом железа, быстро проникают в оставшиеся на материале микротрещины.
Также может наноситься дополнительное защитное покрытие, которое не допускает контакта с потенциальными катализаторами коррозии.
Если все защитные меры были выполнены правильно, на сварных соединениях не будет возникать коррозия. Исследования показывают, что в таком состоянии шов может оставаться целым на протяжении более 50 лет.
Источник





