Оборудование для горячей ковки металла
Изготовление некоторых деталей невозможно проводить без их предварительного нагрева, поскольку в холодном состоянии изделия теряют свою пластичность, они становятся более хрупкими, подверженными деформации и появлению сколов.
Оборудование для ковки металла в горячем состоянии бывает таких видов:
- Горны – специальные приспособления для предварительного разогрева заготовок;
- Наковальни – опорные инструменты, на которые кладется железная заготовка;
- Стуловые тиски – изделия, при помощи которых фиксируются металлические заготовки;
- Молотки – инструменты разной величины и массы, которыми выполняется непосредственное давление на металл;
- Также есть группа дополнительного оборудования, которая включает в себя обжимки, гладилки, раскатки, всадной инструмент, подбойники и прочие принадлежности.
Как сделать улитку для холодной ковки
Далее будет рассмотрено изготовление трех вариантов улитки для холодной ковки:
- Монолитной неразборной
- Съемной конструкции
- Разборной улитки с вращением
В зависимости от возможностей домашнего мастера, планов производства изделий, количества разных типоразмеров можно выбрать один из этих вариантов исполнения.
Монолитная неразборная улитка
Особое внимание нужно уделить разработке схемы шаблона, поскольку после приварки к плите внести коррективы в размеры и конфигурацию будет весьма затруднительно. Витки будущего завитка следует располагать на расстоянии 12-13 мм, учитывая, что в образующиеся пазы должен поместиться 10-мм пруток. Монолитная неразборная улитка
 Монолитная неразборная улитка
Монолитная неразборная улитка
Основание диаметром 80 см вырезается из пластины толщиной от 4 мм, далее по чертежу из полосы толщиной от 3 мм вырезается и формуется шаблон для завитка. Для облегчения гибки его следует прокалить, далее сделать косую фаску по верхней стороне, а нижнюю приварить к основанию по контуру.
Основание крепится к станине болтами или струбцинами. Такое крепление позволяет оперативно применять разные шаблоны по мере надобности
Съемная конструкция
Шаблон для холодной ковки делается из стальной пластины не тоньше 10 мм и крепится на основании резьбовыми соединениями. Изготовление изделия начинают с внутреннего завитка. В паз на внутреннем сегменте шаблона зажимают конец заготовки.

Съемная конструкция улитки
Для страховки можно дополнительно прижать его малой струбциной. Используя рычаг с большим плечом, изготовленный из прутка сечением 2 см, на шаблон накручивают с усилием оставшуюся часть заготовки. Конструкцию можно улучшить, применив рычаг с закрепленным на нем подвижным подшипником.
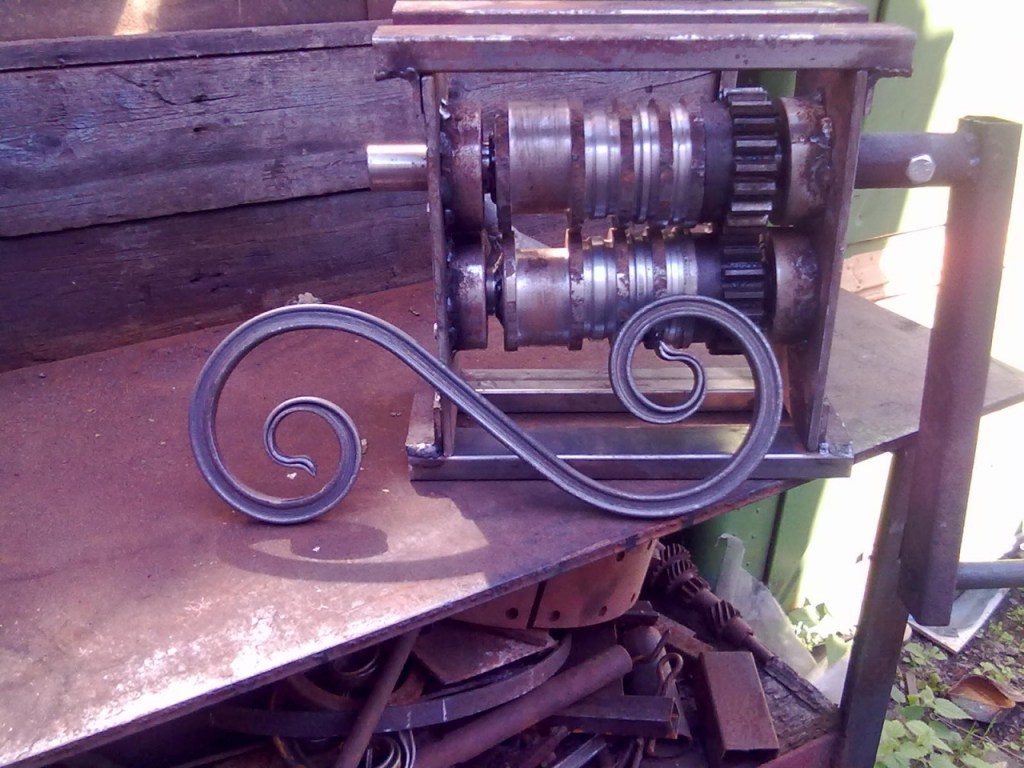
Разборные улитки с вращением
В этом варианте шаблон улитки, называемый лемехом, закрепляется на массивной плите толщиной 4-10 мм, Изменение формы заготовки производится путем вращения вала, в котором закреплен ее свободный конец. Вал вращается с помощью рычага или ворота, приваренного к его верхнему концу. Лемех может выполняться из нескольких сегментов, соединенных между собой шарнирными пальцами. Кривизна поверхности лемеха меняется специальными регулировочными винтами. В поверхности основания нужно сделать систему отверстий для крепления сегментов лемеха в заданном чертежом положении.

Разборные улитки с вращением
Улитку для холодной ковки с разборным лемехом с шарнирными штифтами затруднительно сделать в условиях домашней мастерской. Быстрее и дешевле будет заказать эти детали на производстве. Своими руками лучше изготовить разборный лемех без шарниров. Требуется изготовить чертеж деталей шаблона и обозначить на нем отверстия для крепления.
В основании сверлится система отверстий для крепления частей лемеха в разных положениях, обеспечивающих различную кривизну.
Схема гнутика и последовательность работы на нем
— основания, закрепляемого на столе/верстаке, касательно движущегося поводка, который и производит гибку;
— рычага, перемещающего поводок;
— лимба с указателем углов поворота рычага;
— сменных валиков, имеющих разные углы гиба;
— регулируемых прокладок и зажимных губок, фиксирующих деталь в определенном положении.
Рисунок 2 — Общий вид гнутика
Последовательность действия изготовления гнутика для холодной ковки следующая. Приспособление крепится к столу/верстаку, либо устанавливается на него. Для гибки металлов, требующих значительного усилия, приспособление лучше крепить стационарно, для чего в опорном уголке предусматриваются отверстия. В прямоугольную стальную рамку, внутренние поверхности которой должны быть шлифованными, помещается ползунок. На верхней плоскости ползунка устанавливаются следующие детали:








- Сменный пуансон, на рабочей поверхности которого имеются все наиболее часто используемые варианты гиба заготовок: по радиусу, по дуге, с прямым гибом и т.д.
- Рычаг, при помощи которого можно производить возвратно-поступательное перемещение ползунка.
- Ограничители хода ползунка в раме приспособления.
Установив сменный инструмент, болтами прикрепляют раму к опорной поверхности гнутика, после чего на верхней плоскости устанавливают два валика. Лучше, если валики будут иметь возможность для продольного перемещения вдоль рамы: это позволит производить гибку заготовок различной толщины или диаметра. Для этого пазы крепления роликов выполняют овальной формы, рассчитывая на определенный диапазон изменения толщины заготовки. Оси валиков должны допускать свободное вращение: это уменьшит усилие гибки и исключит зажим валиков при изгибании изделий из более прочных металлов.
Для повышения точности гнутья при изготовлении инструмента для ковки на опорном уголке часто устанавливают лимб с делениями, проградуированными в углах гиба (с учетом пружинения металла).
Закрепив заготовку, постепенно перемещают рычаг до сближения с заготовкой, затем корректируют ее расположение между роликами и ползунком и гнут по получения требуемого угла. Для облегчения процесса возврата ползунка в первоначальное положение, его можно снабдить возвратной пружиной. Ее усилие подбирается из учета 20-25 % от усилия гибки. Это усилие можно установить либо по имеющемуся динамометру, либо воспользовавшись приближенной зависимостью:
в
b — ширина полосы (или диаметр прутка);
S — толщина изгибаемого материала;
σв — предел временного сопротивления материала заготовки (см. таблицу):
Разновидности и значение станков для ковки
Станки для обработки труб выполняют множество необходимых операций по изгибу, созданию формы. Во время работы применяют профильные трубы, квадраты, прутки, полосы, профили разнообразной формы.
В основном станок справляется с любой задачей по созданию изогнутой формы металла. Ее получают с помощью дополнительного набора оправок. Ролики регулируются от установленного градуса. Гнет трубы выбирается по диаметру и габаритам. Управление станком доступно как ручное, так и автоматическое. Во время эксплуатации станка используется напряжение до двух киловатт.
Для работы применяют: рабочее напряжение, скорость вала. В среднем вес рабочего станка составляет 400 килограммов.
Станки для создания деталей с формой завитка работают на основе вала и зажима эксцентрика. Оборудование подлежит определенной комплектации: М 001–003. Формы создаются за счет разных оправок и воздействий на металл при мощности 1,5 киловатт. Станок имеет вес 300 килограммов. К этому виду относят и другие возможности обработки.
Кузнечный молот пневматического назначения относится к практичному и популярному инвентарю. Работа основывается на мощном ударе. Под воздействием силы получают форму. Инвентарь применяют для широкого назначения.
Станок для ковки универсальный предлагается для всех видов работ. Оборудование выполняет скручивание, сгибы, создает углы, форму во время использования мощности 2,2 киловатта.
Многофункциональность станка имеет надежную структуру двигателей и долго служит во время эксплуатации. Поэтому в производстве используют в первую очередь мощную технику, а во вторую – масштабную по назначению и применению.
На выставке «Металлообработка» станки для ковки металлических изделий представлены в большом ассортименте и разновидностях от разных производителей.
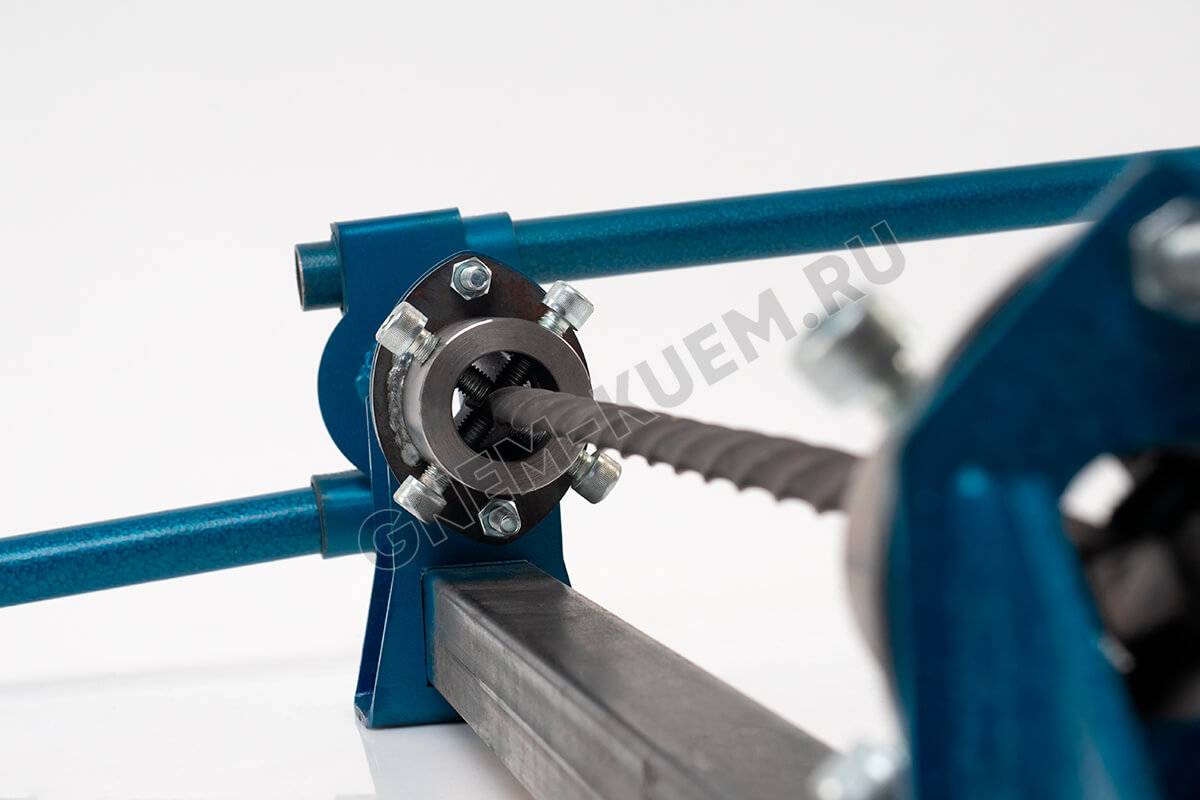
Оборудование для холодной ковки: своими руками или купить
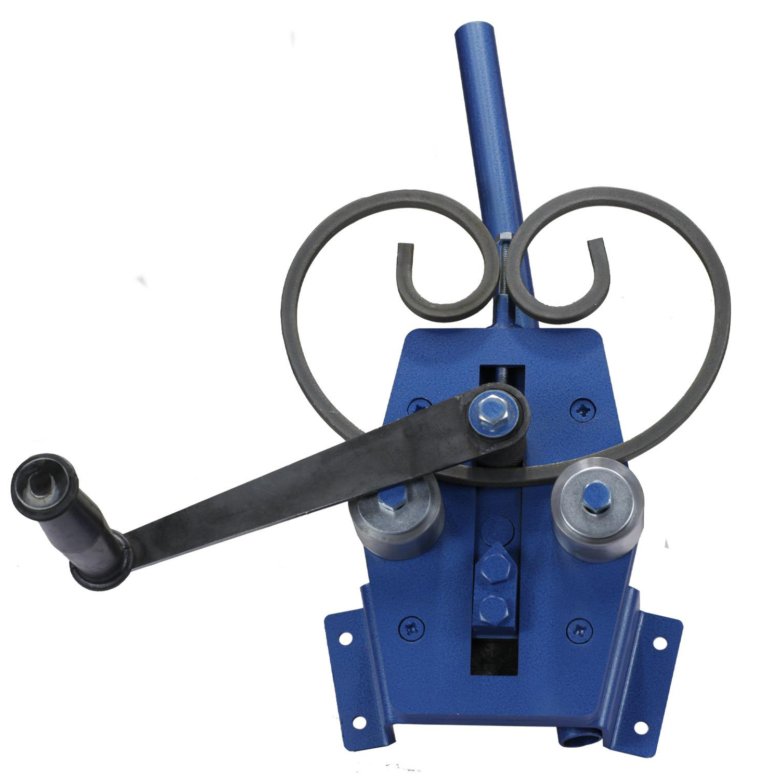
Кроме торсиона для холодной ковки применяются другие станки с ручным (рычажным) управлением, среди которых наиболее выделяется улитка, использующаяся для изготовления завитков. Подобные устройства чаще всего применяются индивидуальными мастерами, а также кузнецами небольших кузниц, мастерских и компаний.
Станок типа улитка PROMA, Фото ВсеИнструменты.ру
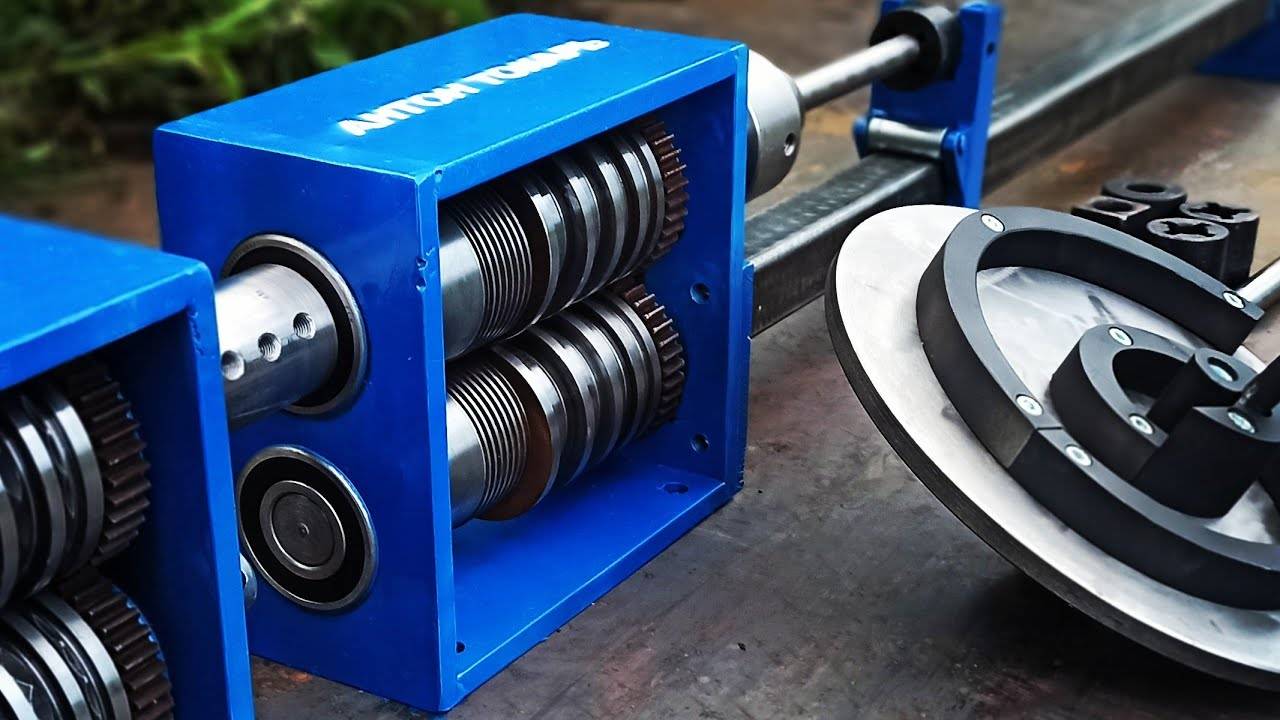
Данные механизмы отличаются достаточно простым устройством, поэтому их возможно собрать своими руками, что актуально и для рычажных щепоколов. Самодельная улитка, волна или другой станок отличается необходимой для определенного мастера конструкцией и размерами, что позволяет решать поставленные задачи.
Станки с электропроводом отличаются более высокой производительностью, а также снижают трудозатраты. Самостоятельная сборка устройств позволяет сделать модель, отвечающую всем критериям.
Универсальные станки представляют собой автоматические или ручные машины, предназначенные для выпуска больших объемов различных элементов. Высокая производительность делает агрегаты востребованными на крупных и средних предприятиях. Универсальное оборудование позволяет обрабатывать заготовки с разным сечением: полосы, профильные трубы, круглые и квадратные прутки.
Станок для ковки Ажур-1М. Фото КовкаПРО
Инструменты: клещи, вилки и кувалда и приспособления: шаблоны, лекала, кондукторы в большинстве случаев изготавливаются своими руками.
Повышенный интерес владельцев дач и частных домов вызывают щепоколы.
Приспособление «Гнутик»
Покупной или сделанный самостоятельно «Гнутик» — универсальное приспособление, позволяющее получить дугу или угол из прута. Он представляет собой основание с ползуном, на котором закреплен упор с углом (90° или другим по необходимости) и двумя цилиндрическими неподвижными упорами. Перемещая ползун и угловой упор, прут сгибается под углом. Для получения дуги предусмотрен третий цилиндр, вращающийся на противоположной от углового упора стороне.









Приспособление может быть выполнено на горизонтальной или вертикальной платформе.
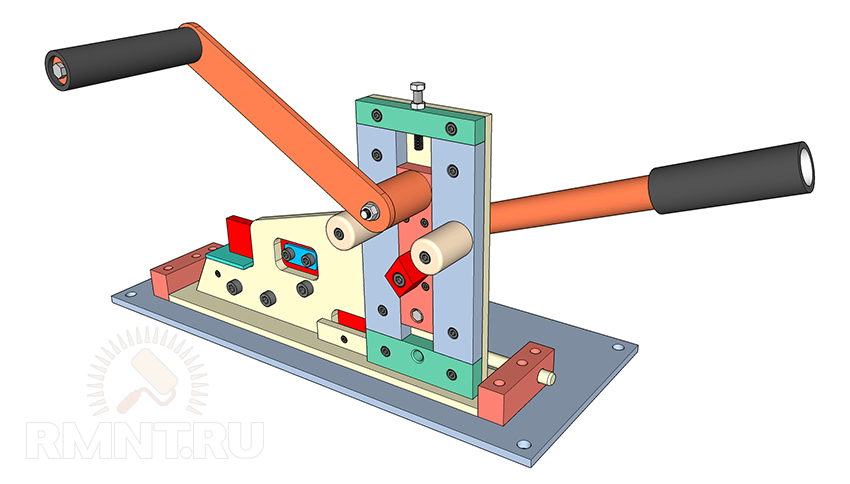 Аксонометрия приспособления «Гнутик» — вертикальное расположение
Аксонометрия приспособления «Гнутик» — вертикальное расположение
Чтобы смасштабировать размеры, приводим чертёж нижней планки этого «Гнутика».
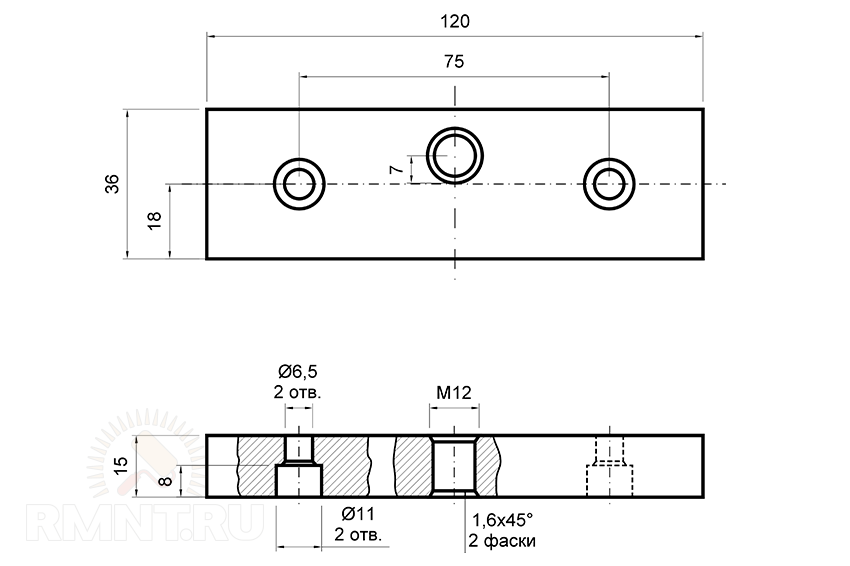 Планка нижняя
Планка нижняя
Это приспособление — универсальное. С помощью насадок на нем можно не только гнуть, но и резать, и пробивать отверстия. Но это уже будет следующим шагом.
 Получение дуги на «Гнутике»
Получение дуги на «Гнутике»
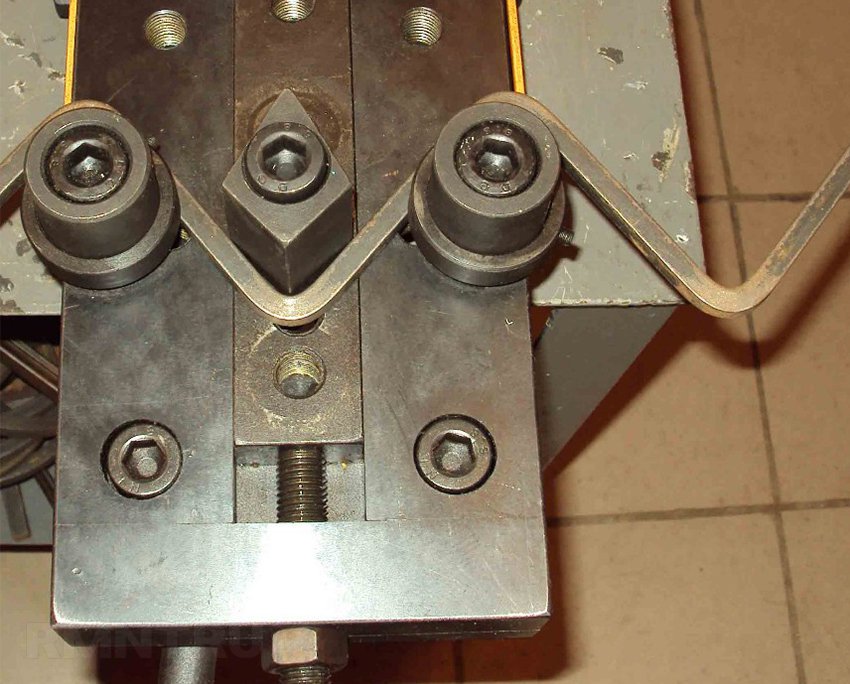 Получение угла на «Гнутике»
Получение угла на «Гнутике»
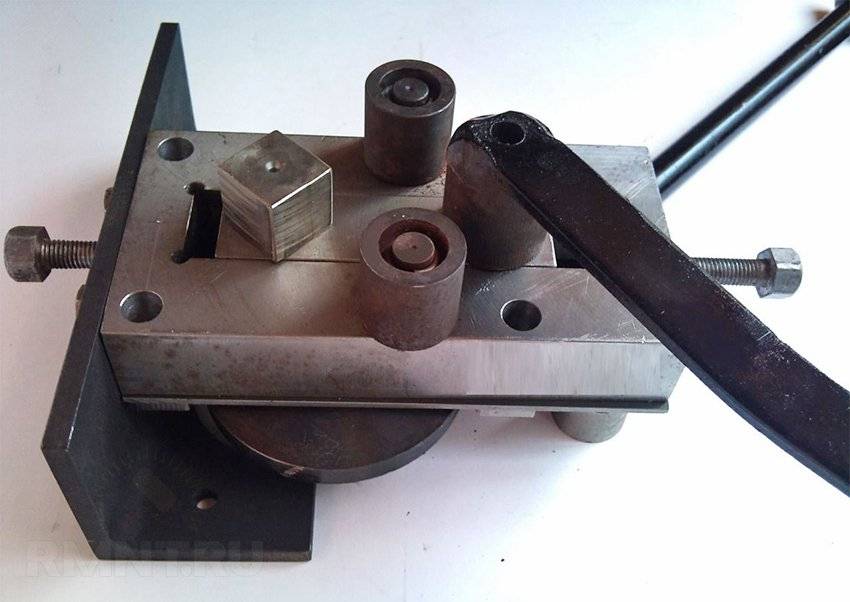
Так выглядит самодельный «Гнутик»:
Оборудование для художественной ковки металла
Прогрессивное развитие ковки заметно в превращении ее в художественное направление, одним из ярких примеров этого является известная «Пальма Мерцалова», которую выковал умелец из Донбасса, причем из обычного рельса.
Сейчас оборудование для художественной ковки металла с каждым днем становится популярнее. На выставке представлены многочисленные образцы самого современного оборудования.
С древних времен обработка метала, в том числе и ковка изделий, занимает в жизни человека одно из важных мест.
Сначала основной целью было обеспечение бытовых и насущных нужд человечества, сюда включалось изготовление оружия и орудий труда. С течением времени и движением прогресса, технологии значительно изменились, а ковку приравняли к искусству.
Применение кованных изделий
Сфера применения кованых изделий обширна и многогранна, поэтому описать ее несколькими словами невозможно.
Изделия, выполненные при помощи оборудования для художественной ковки металла, используются в следующих целях:
- Внешний вид двора (различные ворота, кованые калитки и ограждения);
- Декоративные изделия для дизайна (светильники, лавочки, элементы беседок, горшки и другое);
- Оконные решетки для защиты дома;
- Дизайнерские элементы и изделия (каминные решетки, элементы светильников и ламп, отдельные части домашней мебели и т.д.).
Если посмотреть, то изделия ковки пользуются большим спросом, это происходит из-за следующих факторов: из-за эстетической ценности, практичности применения в быту. При этом качества эксплуатации находятся на уровень ниже.
Мы знаем, что ручная художественная ковка стоит на порядок дороже изделий, произведенных с помощью аппаратуры и механизмов. Это происходит из-за творческого вклада мастера в своё изделие.
Хотя, по факту, готовое изделие, изготовленное на оборудовании для художественной ковки металла, от ручной работы сможет отличить только профессионал, и то потому, что на ручном изделии могут быть огрехи. К тому же ручной процесс займет больше времени и сил. Убедиться в этом можно прямо на выставке, на многочисленных экспозициях.
Технологии ковки
Технология основывается на том, что при нагревании стали и доведении её до определенной температуры сталь становиться пластичной и легко деформируется.
Оптимальной является температура от 800 до 900 градусов по Цельсию.
Конечно, ковка металла возможна и при более высоких температурах, но тогда они прослужат не так долго и эксплуатационные свойства достаточно упадут. Благодаря такой температуре увеличивается пластичность, но не страдает прочность полученных вещей, а энергетическая емкость не превышает финансовых затрат.
Приемы художественной ковки
Чтобы придать получившемуся изделию необходимую форму, можно прибегать к следующему ряду технологий:
- Вытяжка. Для увеличения длины будущего изделия или заготовки. Для этого деталь по всей длине пробивается, и необходимо делать это со всех сторон изделия, и вращается по направлению оси.
- Скручивание. Делается с помощью устройства, называемого вороток. Один край заготовок фиксируется в тисах, а второй с помощью воротка вращается по оси.
- Осадка. Если при вытяжке изделие растягивается, то при осадке длина заготовки уменьшается в несколько раз, и удары производятся не по длине, а по торцу изделия, только с необходимым постоянным выравниванием.
- Рубка и гнутье. Данные методы используются при изготовлении всех изделий, поэтому не стоит рассматривать их подробно.
- Выглаживание. Устранение возникших во время ковки дефектов и уточнение имеющихся граней.
- Узоры. Нанесение тонких художественных узоров – самая филигранная техника. У каждого мастера свои техники нанесения узоров и их создания.
Рассмотрим, к примеру, оборудование DH-W5, которое используется для ковки металла. В него входят такие узлы для применения технологий:
- Изгибание заготовок под любыми углами, даже с достаточно сложной конфигурацией. Это происходит благодаря встроенным роликам различного диаметра.
- Изготовление жгутов из заготовок, при этом возможно скручивание нескольких сразу.
- Резка металла и пробивание отверстий.
Современное оборудование для художественной ковки металла демонстрируется на ежегодной выставке «Металлообработка».
Оборудование для холодной ковки металла
Выбрать оборудование для ковки металла в собственный цех будет очень просто, если заранее определиться с его функциями и качественными характеристиками.
Для холодной ковки используются такие механические станки:
- Гнутик – используется для сгиба металлических брусков под определенным углом и придания дугообразной формы необходимого диаметра металлическим пруткам.
- Волна – станок для придания изделиям волнообразной формы, выпуклости по всей длине получаются идеально ровными и одинаковыми. Эту установку невозможно заменить гнутиком, поскольку он не дает возможности добиться симметричности всех элементов волны.
- Улитка – установка, при помощи которой выполняется спиральный загиб прутков. Такие станки используются для изготовления круглых оснований мебели и предметов интерьера.
- Твистер – приспособление для выполнения кручения прутка вокруг оси.
- Оборудование с ЧПУ – к этой категории можно условно отнести все станки, которые максимально автоматизируют производство, поскольку управление ими осуществляется при помощи программного обеспечения. Такие агрегаты целесообразнее всего приобретать в мастерских или на производствах с большими объемами работы, они значительно повышают производительность и сводят к минимуму наличие брака.