

Что такое нормализация?
Под данным понятием понимается нагрев:
- доэвтектоидной стали более чем Ас3;
- заэвтектоидной стали более чем Асант. на 50 градусов.
После нагрева выполняется плавное температурное уменьшение на воздухе. При таком процессе выполняется перекристаллизация стали, удаляющая крупнозернистую структуру, появившуюся при ковке или литье. После охлаждения при довольно низком температурном уровне становиться лучше дисперсность смеси за счёт распада аустенита на ферритно-цементитную смесь. Улучшить можно любую сталь, однако для конкретных видов заготовок она может менять некоторые стадии термические обработки.

Температура нагрева стали при термической обработке
Если выполняется нормализация стали 45, то данная процедура заменяет большой отпуск и закалку. При это происходит понижение механических параметров, однако за то уменьшается дефармация изделий, чего нельзя сказать про результат, который выходит при закалке
Взяв во внимание то, что температура, применяемая чтобы нормализовать при критичной точке Ac3, составляет 770 градусов. Благодаря этому температура нагревания должна быть не меньше 810 градусов
В данном случае структура аустенита распадается на 100%.
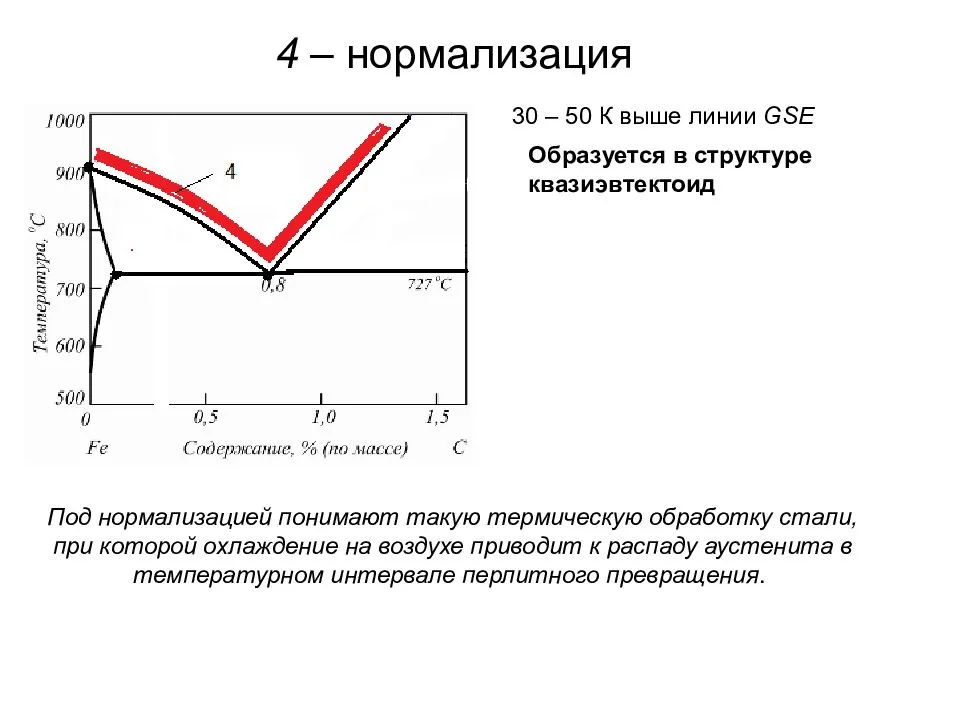
Если уменьшить температуру до Ar3, то тут же появятся первые зернышки феррита. Если продолжать понижение до Ar1, то из аустенита выделятся только зерна феррита, а концентрация углерода в остатке будет подниматься, а это означает, что при подобном же температурном уровне быстро достигнет 0,8%. Если температура нормализации стали 45 еще чуть-чуть опустится, то начнет выделяться перлитовый песок.
Режим нормализации стали 45, предполагающий медлительное нагревание при низкой температуре, т.е. ниже линии PSK, не приводит ни к каким превращениям. Если дальше медленно обогревать доэвтектоидную сталь, то феррит понемногу растворяется в аустените. Если температура, при которой выполняется нормализация стали, выше линии GSE, то структура будет предоставлена только аустенитом.
После нормализации структура среднеуглеродистой стали будет предоставлена ферритом и перлитовым песком (крупнозернистая смесь цементита и феррита).
Есть несколько отделочных этапов будущих изделий:
- отжиг – нагревание до конкретной температуры, а после этого медлительное охлаждение;
- нормализация – аналог отжига, только охлаждение изготавливается на чистом воздухе;
- закалка – нагревание заготовки до самого большого уровня температуры, а потом выполняется быстрое охлаждение;
- отпуск – снижение остатков напряжения, благодаря чему уменьшается твердость и хрупкость заготовки сделанной из металла, но возрастает вязкость;
- старение – после отжига выполняется еще одно нагревание металла до небольшой температуры и дальнейшее медлительное остужение.
Инструменты для выполнения работы:
- наждачная бумага;
- баки с маслом и с водой;
- металлографический микроскоп;
- печь с наличием термоэлектрического пирометра;
- твердомеры по Роквеллу;
- несколько наборов микрошлифов (структура троостит, мартенсит, сорбит, видманштеттовая структура, феррит + мартенсит).
Рекомендации при выборе
Сталь 65г совсем не поддаётся свариванию. При изготовлении изделий следует учитывать это свойство.
Также нужно помнить, что материал чаще всего применяется для спортивного холодного оружия. Это обусловлено хорошей стойкостью к ударам при одновременной низкой стоимостью исходного материала. Это позволяет иметь в наличии снаряды при небольших материальных затратах.
 Нож сделанный из стали 65Г.
Нож сделанный из стали 65Г.
Ножи из 65г не рекомендуется использовать в хозяйственных целях, например, на кухне, где постоянная сырость. Чтобы режущие инструменты, изготовленные из этой марки, не покрывались ржавчиной, их необходимо хранить в сухих помещениях. Масляное покрытие защитит клинки от коррозии.
Классификация и виды термообработки
Основополагающими параметрами, влияющими на качество термообработки являются:
- время нагревания (скорость);
- температура нагревания;
- длительность выдерживания при заданной температуре;
- время охлаждения (интенсивность).
Изменяя данные режимы можно получить несколько видов термообработки.
Виды термической обработки стали:
- Отжиг
- I – рода: гомогенизация;
- рекристаллизация;
- изотермический;
- снятие внутренних и остаточных напряжений;
II – рода:
полный;
неполный;
- Закалка;
- Отпуск:
- низкий;
- средний;
- высокий.
Нормализация.

Температура нагрева стали при термообработке
Отпуск
Отпуск в машиностроении используется для уменьшения силы внутренних напряжений, которые появляются во время закалки. Высокая твердость делает изделия хрупкими, поэтому отпуском добиваются увеличения ударной вязкости и снижения жесткости и хрупкости стали.
Отпуск низкий
Для низкого отпуска характерна внутренняя структура мартенсита, которая, не снижая твердости повышает вязкость. Данной термообработке подвергаются измерительный и режущий инструмент. Режимы обработки:
- Нагревание до температуры – от 150°С, но не выше 250°С;
- выдерживание — полтора часа;
- остывание – воздух, масло.
Средний отпуск
Для среднего отпуска преобразование мартенсита в тростит. Твердость снижается до 400 НВ. Вязкость возрастает. Данному отпуску подвергаются детали, работающие со значительными упругими нагрузками. Режимы обработки:
- нагревание до температуры – от 340°С, но не выше 500°С;
- охлаждение – воздух.
Высокий отпуск
При высоком отпуске кристаллизуется сорбит, который ликвидирует напряжения в кристаллической решетке. Изготавливаются ответственные детали, обладающие прочностью, пластичностью, вязкостью.

Нагревание до температуры – от 450°С, но не выше 650°С.
Отжиг
Применение отжига позволяет получить однородную внутреннюю структуру без напряжений кристаллической решетки. Процесс проводят в следующей последовательности:
- нагревание до температуры чуть выше критической точки в зависимости от марки стали;
- выдержка с постоянным поддержанием температуры;
- медленное охлаждение (обычно остывание происходит совместно с печью).
Гомогенизация
Гомогенизация, по-иному отжиг диффузионный, восстанавливает неоднородную ликвацию отливок. Режимы обработки:
- нагревание до температуры – от 1000°С, но не выше 1150°С;
- выдержка – 8-15 часов;
- охлаждение: печь – до 8 часов, снижение температуры до 800°С;
- воздух.
Рекристаллизация
Рекристаллизация, по-иному низкий отжиг, используется после обработки пластическим деформированием, которое вызывает упрочнение за счет изменения формы зерна (наклеп). Режимы обработки:
- нагревание до температуры – выше точки кристаллизации на 100°С-200°С;
- выдерживание — ½ — 2 часа;
- остывание – медленное.
Изотермический отжиг
Изотермическому отжигу подвергаются легированные стали, для того чтобы произошел распад аустенита. Режимы термообработки:
- нагревание до температуры – на 20°С — 30°С выше точки ;
- выдерживание;
- остывание: быстрое – не ниже 630°С;
- медленное – при положительных температурах.
Отжиг для устранения напряжений
Снятие внутренних и остаточных напряжений отжигом используется после сварочных работ, литья, механической обработки. С наложением рабочих нагрузок детали подвергаются разрушению. Режимы обработки:










- нагревание до температуры – 727°С;
- выдерживание – до 20 часов при температуре 600°С — 700°С;
- остывание — медленное.
Отжиг полный
Отжиг полный позволяет получить внутреннюю структуру с мелким зерном, в составе которой феррит с перлитом. Полный отжиг используют для литых, кованных и штампованных заготовок, которые будут в дальнейшем обрабатываться резанием и подвергаться закалке.

Полный отжиг стали
- температура нагрева – на 30°С-50°С выше точки ;
- выдержка;
- охлаждение до 500°С: сталь углеродистая – снижение температуры за час не более 150°С;
- сталь легированная – снижение температуры за час не более 50°С.
Структурные изменения металла
При нагревании конструкционной специальной стали 45 до аустенитного уровня, происходит изменение состояния структурной решетки железа с переходом из объемно-центрированной в гранецентрированную структуру. Осуществляется перемещение углерода входящего в перлит и представляющего собой мельчайшие кристаллы Fe3C (цементита) в гранецентрированную измененную решетку железа.
Структура стали 45 после отжига и закалки
В ходе охлаждения происходит быстрое снижение температуры обрабатываемой стали, но из-за замедления скорости перемещения атомов углерода они остаются внедренными в новую решетку железа, образуя твердую пересыщенную структуру, имеющую внутреннее напряжение. Решетка преобразуется в тетрагональную с ориентацией в одном направлении.
Происходит образование игольчатых мелких структур имеющих название мартенсит. Данный вид кристаллов придает металлу высокую прочность, твердость и улучшенные характеристики. Происходит образование одновременно двух видов кристаллов аустенита и мартенсита, которые воздействуют друг, на друга создавая внутреннее избыточное напряжение. При активном влиянии на металл внешних сил происходит взаимная компенсация двух видов кристаллов, придавая структуре прочность.
Выбор способа термообработки для стали
Нормализацию или другой способ термической обработки стали выбирают в зависимости от концентрации в ней углерода. Если материал содержит его в количестве до 0,2%, то наиболее приемлемым способом является нормализация. Если углерода присутствует 0,3−0,4%, то подойдет как нормализация, так и отжиг.
Выбирать тот или иной способ обработки также следует в зависимости от требуемых свойств. Например, нормализация придаст изделию мелкозернистую структуру, а по сравнению с отжигом — большую твердость и прочность.
Во многих случаях нормализация является наиболее предпочтительным методом обработки материалов, поскольку имеет немало преимуществ по сравнению с другими. Во многих отраслях, в частности, машиностроении, его используют для термообработки чаще всего.
Применение защитных мер
В процессе термической обработки происходит постепенное выгорание углерода и образование налета окалины. Для предотвращения ухудшения качества металла и его защиты используются защитные газы, которые закачиваются в ходе процесса закаливания. В печь имеющую герметичную камеру, где происходит термообработка с помощью специального генератора, закачивается газ аммиак или метан.
При отсутствии герметичных печей операции обработки производятся в специальной герметичной таре, куда предварительно засыпается чугунная стружка для предотвращения выгорания углерода.
При обработке заготовок в соляных ваннах металл защищен от окисления, а для создания необходимых условий для сохранения уровня углерода содержание ванной 2-х кратно в течение суток раскисляется борной кислотой, кровяной солью или бурой. При температуре обработки в диапазоне температур 760-1000 °С в качестве раскислителя может использоваться древесный уголь.
Характеристика стали 45
Вообще, сталь – это сплав углерода и железа. Сегодня данный материал, благодаря собственной твердости, пользуется постоянным большим спросом в различных промышленных отраслях. Доля железа в таком сплаве будет примерно 45%. Все свойства стадии напрямую зависят от легирующих компонентов и содержания углерода, что оказывает влияние на будущие изделия для металлического проката. Сталь 45 считается очень популярной маркой. Конкретные режимы температурной обработки позволяют получить крепкие изделия. Твердость стали 45 после нормализации напрямую связана с диапазоном температур в рабочий период.

Конечный режим обработки – это отпуск стали 45. Основной целью данного процесса считается снижение закалочных стрессов, чтобы грядущая сталь 45, обрела твердость, эластичность и крепость. Ее греют до предела ниже Ac1, могут выдержать, а потом охлаждают на воздухе при заданной скорости. В зависимости от уровня температуры нагрева, этот вид термические обработки бывает 3-х видов:
- Невысокий – нагрев 200-250 градусов для получения мартенсита и снятия напряжения внутри со сбережением твердости. Сталь применяется для режущих и измерительных инструментов.
- Усредненный – нагрев 350-500 градусов для получения троостита, увеличения вязкости и большой упругости. Его применяют для изготовления рессор, пружин и кузнечных штампов.
- Большой – нагрев 500-600 градусов для получения сорбита, чтобы было лучшее соотношение пластических и свойств прочности. Она применятся во время изготовления множества деталей автомобиля, к примеру, шатуны двигателей и оси автомобилей.
https://youtube.com/watch?v=I-br0B8ocpI
Нормализация стали 45 – это главная составляющая обработки стали. В зависимости от диапазона температуры нагрева применяются разные режимы нормализации стали. Тут выполняется закалка металла, т.е. улучшение ее параметров и параметров для последующего их закрепления.
Если вы нашли погрешность, пожалуйста, выдилите фрагмент текста и нажмите Ctrl+Enter.
Область применения
Применение сплава довольно широкое. В настоящее время его используют для изготовления кухонных ножей с невысокой стоимостью. Они нравятся домохозяйкам, так как за ними просто ухаживать, при соблюдении элементарных правил они почти не ржавеют. Лезвия ножей острые, легко затачиваются. Можно резать любые продукты: рыбу, мясо, фрукты, овощи. Инструменты совершенно безопасны в использовании.
Помимо этого, из 40х13 изготавливают:
- медицинские скальпели;
- приспособления для измерений;
- подшипники;
- пружины;
- маникюрные инструменты;
- компрессорные детали и многие другие предметы бытового назначения.
Ножи из сплава используют рыбаки, дайверы, туристы, водолазы и простые кухарки. Кто-то предпочитает иметь у себя сувенирные клинки, имеющие прекрасный внешний вид.

Детали из стали 40Х13.
Закалка стали 45
В целом, отжиг стали или же ее нормализация являются подготовкой сплава к последующим процессам термообработки. Вторым по счету процессом обработки идет закалка стали 45
. С виду может показаться, что этот этап полностью дублирует отжиг и нормализацию:Закалка стали 45 также состоит из двух основных технологических операций: нагрева и охлаждения. Однако у него имеются свои довольно важные отличительные характеристики.
Если быть точнее, то этой важной отличительной чертой будет скорость охлаждения стали. В случае с закалкой стали 45 заготовка сперва нагревается до температуры, которая превышает критическую
После этого сталь будет сразу же охлаждена в специальной жидкости
В роли такой жидкости может выступать чистая вода, вода с растворами солей, вода с содержанием в составе 5%-й каустической соды, либо же различные минеральные масла (рис. 1)
После этого сталь будет сразу же охлаждена в специальной жидкости. В роли такой жидкости может выступать чистая вода, вода с растворами солей, вода с содержанием в составе 5%-й каустической соды, либо же различные минеральные масла (рис. 1)
Рисунок 1
Закалка стали 45
в воде производится при температуре жидкости от +20°С до +30°С. Если в качестве закалочной среды используют раствор каустической соды, то его температура будет составлять от +50°С до +60°С.Температура закалки стали 45 , при которой этот материал помещают в охлаждающую жидкость, составляет от + 820 °С до + 860°С. Визуально подобные температуры соответствует диапазону от светло-красного до темно-оранжевого цвета.
Н агрев стали до этих значений обычно выполняется в специальных печах. Но в некоторых случаях также применяется закалка стали 45
токами высокой частоты (ТВЧ). Между этими двумя методами существует разница в о времени выдержк и заготовки. Это обусловлено тем, что данные установки имеют раз лич ные режимы нагрева. При этом с помощью ТВЧ сталь 45 будет нагрета за более быстрый промежуток времени в сравнении с обычной печью.










Устройство для нагрева стали
Температура нагрева стали
От +820°С до +860°С
От +880°С до +920°С
Несмотря на то, что при использовании ТВЧ нагрев стали 45 нужно выполнять до чуть более высоких температур, как такового перегрева материала не происходит. Размер и структура у зерна остается прежним, так как для нагрева через ТВЧ требуется намного меньше времени. Кстати говоря, с помощью проведения закалки токами высокой частоты, твердость стали 45
возрастает по шкале Роквелла (HRC) возрастает приблизительно на 2-3 единицы.
При нагреве стали 45 до температуры, превышающей критическое значение на отметку в +30°С — +50°С, материал достигнет своего аустенитного состояния. Иначе говоря, атомная решетка железа (Fe) изменит объемно-центрированн ой вид на решетку гранецентрированной формы. У глерод (С), содержащийся в перлит е как кристалл ы соединения Fe 3 C (цементита) примет вид твердого раствора — атомы внедрятся в гранецентрированную решетку.
После помещения раскаленного материала в охлаждающую ванну для закалки, температура стали 45
очень быстро понижается до значения комнатной от +20°С до +25°С. Само собой, в связи с этим в структуре сразу происходит процесс обратной перестройки атомной решетки металла — из гранецентрированной она возвращается в исходную объемно-центрированную. Именно это и придает итоговому материалу высокую твердость и прочность.
Дело в том, что при комнатной температуре рабочей среды атомы будут иметь крайне малую степень подвижности. Поэтому при резком охлаждении они попросту не успевают выйти из состояния раствора и образовать цементит. Получается, что сам углерод силой удерживается в решетке железа, тем самым образовывая перенасыщенный твердый раствор. В решетке при этом создается избыточное внутреннее напряжение от атомов углерода.
Виды отжига
По классификации А. А. Бочвара различают 2 вида отжига:
Полный и неполный отжиг
- Полный отжиг заключается в нагреве стали на 30—50 °C выше верхней критической точки для полного превращения структуры стали в аустенит и последующем медленном охлаждении до 500—600 °C для образования феррита и перлита. Скорость охлаждения для углеродистых сталей около 50—100 °C/час. Если охлаждение ведётся на воздухе, происходит нормализация.
- Неполный отжиг заключается в нагреве до температуры между нижней и верхней критическими точками и последующем медленном охлаждении.
Изотермический отжиг
Для легированных сталей применяют изотермический отжиг, состоящий в нагреве выше верхней критической точки А3 область избыточного аустенита, выдержке, охлаждении до температуры ниже нижней критической точки А1, выдержке, достаточной для полного превращения аустенита в перлит, и охлаждении до комнатной температуры.
Диффузионный (гомогенизирующий) отжиг
Диффузионный отжиг состоит в нагреве до температур, значительно превосходящих критические точки, и продолжительной выдержке; используется для литого материала, обеспечивает получение равновесной структуры. Диффузионный отжиг приводит к достижению более однородных свойств по объёму изделия и особенно улучшению механических свойств в поперечном (по отношению к прокатке) направлении. В необходимых случаях для предотвращения обезуглероживания стали производят отжиг в защитных атмосферах. При диффузионном отжиге идут следующие процессы:
- выравнивание химического состава до равновесного;
- растворение избыточных фаз;
- выделение фаз из пересыщенного твёрдого раствора — особый случай — гетерогенизация во время гомогенизации, наблюдается в алюминиевых сплавах, содержащих хром, цирконий и скандий;
- рост зерна;
- образование и рост пор.
Методы выполнения диффузионного отжига
При начале диффузионного отжига сначала растворяются самые легкоплавкие эвтектики (тройные, четверные), потом нагревают до двойной эвтектики, а затем нагревают под температуру метастабильного солидуса. Основная задача — сократить время обработки. Для этого нужно нагреть на возможно более высокую температуру. При этом материал не должен испытывать:
Высокотемпературный диффузионный отжиг
Нагревать до температуры между температурами метастабильного и стабильного солидуса, заранее обрекая материал на частичное расплавление. Если объём легкоплавких фаз менее 1 %, то эта жидкость позднее рассасывается и влияния на свойства не оказывает.
Температура нагрева зависит от температуры плавления Тн = 0,7—0,8 Тпл
Рекристаллизационный отжиг
Рекристаллизационный отжиг — нагрев до температуры на 100—200 °C выше температуры рекристаллизации, выдержка и последующее охлаждение. Вследствие процесса рекристаллизации происходит снятие наклёпа, и свойства металла соответствуют равновесному состоянию.
Синеломкость
Синеломкость — снижение пластичности стали при одновременном повышении прочности, наблюдаемое при деформации в интервале температур, вызывающих синий цвет побежалости (200—300 °C).
Закалка стали 45
В целом, отжиг стали или же ее нормализация являются подготовкой сплава к последующим процессам термообработки. Вторым по счету процессом обработки идет закалка стали 45
. С виду может показаться, что этот этап полностью дублирует отжиг и нормализацию:Закалка стали 45 также состоит из двух основных технологических операций: нагрева и охлаждения. Однако у него имеются свои довольно важные отличительные характеристики.
Если быть точнее, то этой важной отличительной чертой будет скорость охлаждения стали. В случае с закалкой стали 45 заготовка сперва нагревается до температуры, которая превышает критическую
После этого сталь будет сразу же охлаждена в специальной жидкости
В роли такой жидкости может выступать чистая вода, вода с растворами солей, вода с содержанием в составе 5%-й каустической соды, либо же различные минеральные масла (рис. 1)
После этого сталь будет сразу же охлаждена в специальной жидкости. В роли такой жидкости может выступать чистая вода, вода с растворами солей, вода с содержанием в составе 5%-й каустической соды, либо же различные минеральные масла (рис. 1)
Рисунок 1
Закалка стали 45
в воде производится при температуре жидкости от +20°С до +30°С. Если в качестве закалочной среды используют раствор каустической соды, то его температура будет составлять от +50°С до +60°С.Температура закалки стали 45 , при которой этот материал помещают в охлаждающую жидкость, составляет от + 820 °С до + 860°С. Визуально подобные температуры соответствует диапазону от светло-красного до темно-оранжевого цвета.
Н агрев стали до этих значений обычно выполняется в специальных печах. Но в некоторых случаях также применяется закалка стали 45
токами высокой частоты (ТВЧ). Между этими двумя методами существует разница в о времени выдержк и заготовки. Это обусловлено тем, что данные установки имеют раз лич ные режимы нагрева. При этом с помощью ТВЧ сталь 45 будет нагрета за более быстрый промежуток времени в сравнении с обычной печью.
Устройство для нагрева стали
Температура нагрева стали
От +820°С до +860°С
От +880°С до +920°С
Несмотря на то, что при использовании ТВЧ нагрев стали 45 нужно выполнять до чуть более высоких температур, как такового перегрева материала не происходит. Размер и структура у зерна остается прежним, так как для нагрева через ТВЧ требуется намного меньше времени. Кстати говоря, с помощью проведения закалки токами высокой частоты, твердость стали 45









возрастает по шкале Роквелла (HRC) возрастает приблизительно на 2-3 единицы.
При нагреве стали 45 до температуры, превышающей критическое значение на отметку в +30°С — +50°С, материал достигнет своего аустенитного состояния. Иначе говоря, атомная решетка железа (Fe) изменит объемно-центрированн ой вид на решетку гранецентрированной формы. У глерод (С), содержащийся в перлит е как кристалл ы соединения Fe 3 C (цементита) примет вид твердого раствора — атомы внедрятся в гранецентрированную решетку.
После помещения раскаленного материала в охлаждающую ванну для закалки, температура стали 45
очень быстро понижается до значения комнатной от +20°С до +25°С. Само собой, в связи с этим в структуре сразу происходит процесс обратной перестройки атомной решетки металла — из гранецентрированной она возвращается в исходную объемно-центрированную. Именно это и придает итоговому материалу высокую твердость и прочность.
Дело в том, что при комнатной температуре рабочей среды атомы будут иметь крайне малую степень подвижности. Поэтому при резком охлаждении они попросту не успевают выйти из состояния раствора и образовать цементит. Получается, что сам углерод силой удерживается в решетке железа, тем самым образовывая перенасыщенный твердый раствор. В решетке при этом создается избыточное внутреннее напряжение от атомов углерода.
Близкие процессы
Термическая обработка стали, помимо нормализации, включает отжиг, отпуск, закалку, криогенную обработку, дисперсионное твердение. Цель нормализации, как и принцип осуществления, совпадает с названными технологиями. Поэтому далее проведено сравнение данных процессов.
Отжиг дает более тонкую структуру перлита, так как подразумевает охлаждение в печи. Его применяют в целях снижения структурной неоднородности, напряжения после обработки литьем или давлением, придания мелкозернистой структуры, улучшения обработки резанием.
Принцип закалки аналогичен, за исключением больших температур, чем при нормализации, и повышенной скорости охлаждения, благодаря тому, что его производят в жидкостях. Закалка повышает прочность и твердость, как и нормализация. Однако полученные таким способом детали отличаются хрупкостью и пониженной ударной вязкостью.
Отпуск используется после закалки для сокращения хрупкости и напряжений. Для этого материал нагревают до меньшей температуры и охлаждают на воздухе. С ростом температуры падают предел прочности и твердость, и увеличивается ударная вязкость.
Дисперсионное твердение, относящееся также к окончательной обработке, подразумевает выделение дисперсных частиц в твердом растворе после закалки при меньшем нагреве с целью упрочнения.
Благодаря криогенной обработке материал получает равномерную структуру и твердость. Такая технология особо актуальна для закаленной углеродистой стали.





