

Производство пружин способом горячей навивки
Метод горячей навивки при изготовлении винтовых пружин не столь популярен, и причиной этому является высокая стоимость оборудования, которое могут себе позволить далеко не все российские предприятия.
Главное отличие от технологии холодной навивки заключается в том, что проволока нагревается и подается на навивочный стан в горячем состоянии. Основные этапы процесса горячей навивки следующие:
- отрезка и нагрев заготовки;
- обработка концов заготовки – оттяжка или вальцовка;
- повторный нагрев;
- навивка пружины и обрезка концов;
- разводка и правка пружины;
- закалка и отпуск изделия;
- шлифовка торцов;
- нанесение покрытия в зависимости от условий эксплуатации пружины.
Данный метод включает больше этапов и требует особого оборудования, поэтому он более трудоемок и дорог. Дороговизна – самый значительный недостаток горячей навивки, однако он компенсируется существенными преимуществами:
- можно использовать проволоку диаметром от 10мм и выше;
- технические характеристики пружин лучше, чем при методе холодной навивки.
Производство пружин путем горячей навивки открывает широкие возможности перед инженерами, позволяя проектировать механизмы с крупными пружинами, не ограничиваясь диаметром проволоки в 16мм.
Пружина – упругий элемент, входящий в состав многих механизмов и конструкций. В процессе использования на пружину воздействуют растяжением, сжатием, кручением, изгибом.
Она растягивается или сжимается, скручивается, накапливая при этом энергию. После завершения воздействия — возвращается в исходное состояние.
Изготовление пружин происходит в несколько этапов.
1.Первым по счету и очень важным в процессе навивки пружин является этап планирования, проектирования и расчета пружины.
На этом этапе определяют габариты изделия, диаметр навивки, толщину прута или проволоки, шаг витка, количество витков и основные эксплуатационные характеристики, подбирают материал.
2.Навивка пружин осуществляется на современном высокоточном пружинно-навивочном оборудовании с числовым программным управлением.
Навивка пружин производится в горячем или холодном состоянии. При толщине прута до 10 мм. навивка осуществляется исключительно в холодном состоянии.
Холодная навивка возможна только для металлических прутов и проволоки диаметром до 16 мм, проволока и пруты большего диаметра должна быть подвергнуты нагреву, чтобы избежать риска появления внутренних и внешних дефектов, таких как трещины и т. п.
Холодная навивка пружины начинается с подготовки торцевого края проволоки, его поверхность стачивают или сплющивают для закрепления в направляющем валу. Когда торец прута надежно закреплен, второй вал начинает вращательное движение и накручивает на себя прут. Скорость движения вала определяет шаг витка будущей пружины.
Навив необходимое число оборотов, проволоку обрезают. Далее следует механическая обработка торцов изделия, придание им нужной формы.
Горячая навивка пружины отличается тем, что проволоку нагревают до мягкого состояния.
Навивка раскаленной проволоки или прута производится на всю их длину, а обрезается в размер уже после снятия с вала.
3.Завершает процесс создания изделия — термообработка. Отпуск производится при температуре от 200 до 500 градусов по Цельсию в течение нескольких часов.
С помощью отпуска удаётся избавиться от внутреннего напряжения, полученного в процессе навивки.
4.Далее, следует механическая очистка, шлифовка и нанесение внешнего покрытия для транспортировки или защиты детали в процессе эксплуатации.
Описание основных этапов работ

Сначала берем прямоугольный профиль 40х25 мм и отрезаем одну часть длиной 40 см, а также две части длиной по 5 см. Потом все три отрезка жестко соединяем между собой: две короткие части привариваем по краям длинной части профильной трубы.

Берем трехчетвертную стальную трубу, и отрезаем пару кусков: длина одного – 6 см, второго — 10 см. Потом берем дюймовую трубу и болгарку или ленточную пилу, и от трубы отрезаем одну часть длиной 5,5 см, и еще 4 фрагмента длиной по 20 мм.


После этого берем отрезок трехчетвертной трубы длиной 15 см и просверливаем отверстия и выбираем паз. На следующем этапе приступаем к сборке самодельного приспособления. В первую очередь занимаемся привариванием короткого вала с распорными втулками по краям, затем на иной стороне станины станка привариваем другой вал. После этого изготавливаем ручку и стальную насадку.

Используя данное приспособление, мы можем не только делать пружины, но и взяв толстую проволоку, изготовлять кольца.
Источник
Пошаговая инструкция
Первое, что необходимо сделать, если вы собираетесь изготовить пружину своими руками, – это подобрать материал для такого изделия. Оптимальным материалом в данном случае является другая пружина (главное, чтобы диаметр проволоки, из которой она изготовлена, соответствовал поперечному сечению витков пружины, которую вам надо сделать).
Подбирая материал от старой пружины, вы будите уверены, что проволока сделана из закаленной высокоуглеродистой стали
Отжиг проволоки для пружины, как уже говорилось выше, позволит вам сделать ее более пластичной, и вы без особого труда сможете выровнять ее и намотать на оправку. Для выполнения такой процедуры лучше всего использовать специальную печь, но если таковой нет в вашем распоряжении, то можно воспользоваться любым другим устройством, растапливаемым дровами.








В такой печи необходимо разжечь березовые дрова и, когда они прогорят до углей, положить в них пружину, проволоку от которой вы собираетесь использовать. После того как пружина раскалится докрасна, угли надо сдвинуть в сторону и дать нагретому изделию остыть вместе с печью. После остывания проволока станет значительно пластичней, и вы без труда сможете работать с ней в домашних условиях.
Ставшую мягкой проволоку следует тщательно выровнять и начать наматывать на оправку требуемого диаметра
При выполнении такой процедуры важно следить за тем, чтобы витки располагались вплотную друг к другу. Если вы никогда не занимались намоткой пружин ранее, можно предварительно посмотреть обучающее видео, которое несложно найти в интернете. Для намотки небольшой пружины можно использовать шуруповерт
Для намотки небольшой пружины можно использовать шуруповерт
Чтобы ваша новая пружина обладала требуемой упругостью, ее необходимо закалить. Такая термическая обработка, как закалка, сделает материал более твердым и прочным. Для выполнения закалки готовую пружину надо нагреть до температуры 830–870°, для чего можно использовать газовую горелку. Ориентироваться на то, что требуемая температура закалки достигнута, можно по цвету раскаленной пружины: он должен стать светло-красным. Чтобы точно определить такой цвет, также ориентируйтесь на видео. После нагрева до требуемой температуры пружину необходимо охладить в трансформаторном или веретенном масле.
Цвета каления стали
После закалки пружину следует выдержать в сжатом состоянии на протяжении 20–40 часов, а затем обработать ее концы на точильном станке, чтобы сделать изделие требуемого размера.
Пружины – упругие элементы конструкций, служащие для накопления или рассеяния механической энергии. Они окружают нас со всех сторон — под клавишами клавиатуры компьютера, в подвеске автомобиля и в подъемном механизме дивана. Наиболее распространены витые пружины сжатия. Существует несколько способов сделать их.
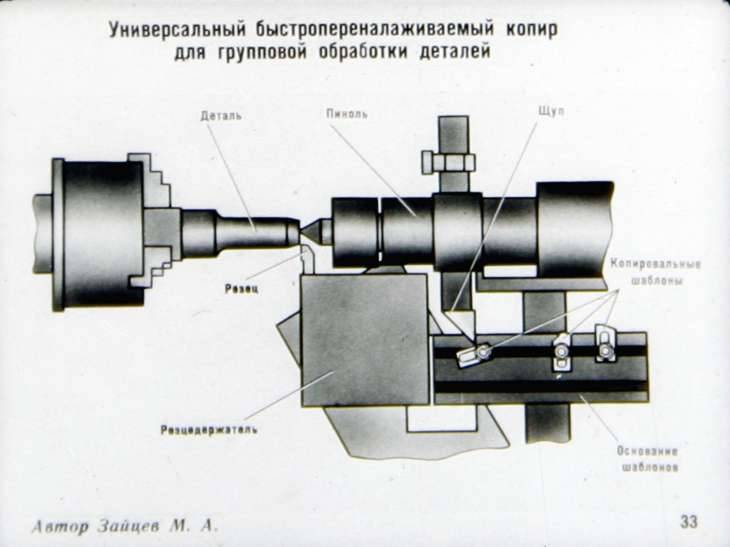
Приспособление для навивки пружин на токарном станке
Качество и технологии
Рабочий инструмент и приспособления для навивки пружин
Для горячей навивки необходимы кузнечные клещи, молотки, гладкие цилиндрические оправки, клинья, нап
равляющие устройства и другие приспособления.

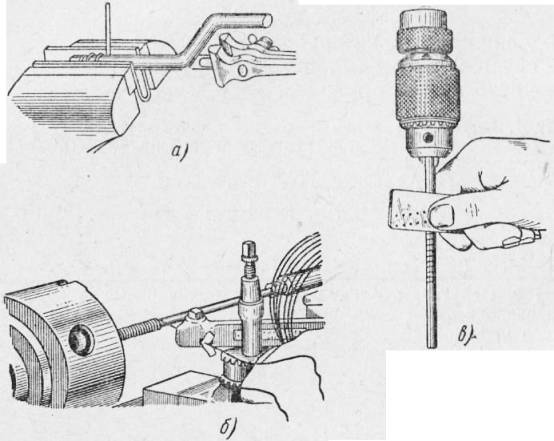
Клещи служат для удержания, поворота и установки нагретых заготовок пружин на гладкие оправки при навивке. На рис. 19, а показаны наиболее часто применяемые клещи. В зависимости от формы поперечного сечения заготовки клещи имеют соответствующую
форму губок, которыми они сжимают заготовку. Клещи должны соответствовать размерам сечения заготовки. Для удержания в губках клещей тяжелых заготовок применяют кольца или скобы, которые надевают на тот конец клещей, который держит рабочий.
Молотки (рис. 19, б) служат для установки и крепления заготовки клином на гладкой оправке. Молоток, имеющий массу 0,5—1,5 кг, насажен на ручку, изготовленную из прочного и вязкого дерева, например из березы или клена. Ручка молотка должна быть тщательно расклинена во избежание соскакивания с нее молотка при ударах.
Оправка необходима собственно для навивки пружины, а клин — для крепления заготовки на оправке.
Мелкие и средние пружины навивают в холодном состоянии. Пружины можно навивать вручную с применением несложных приспособлений, а также на токарных станках, оснащенных специальной оснасткой, и на холоднонавивочных пружинах автоматах.
Для изготовления небольших партий пружин применяют простейшие приспособления. Приспособление для навивки пружин, работающих на сжатие и растяжение (рис. 20), состоит из цилиндрической неподвижной оправки 4, установленной во втулке 5 и закрепленной стопорным винтом 3. Оправка имеет паз для крепления конца проволоки. Рукоятка / с втулкой устанавливается на оправку 4. Втулка имеет выступ с направляющей канавкой. Проволока 2 заправляется в паз и вращением ручки вокруг оправки осуществляется навивка пружины. Натяг пружины производится выступом втулки.
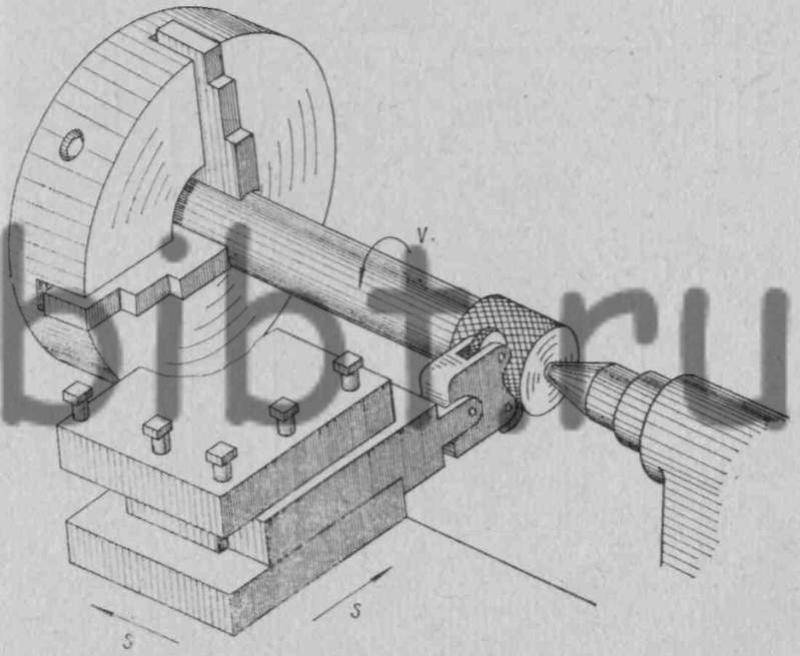
Оснастка, применяемая при навивке пружин на токарных станках, состоит из гладких оправок, приспособлений для направления и натяга проволоки на гладкие .оправки, вращающейся катушки. Гладкие оправки могут иметь цилиндрическую, коническую и бочкообразную форму. Материалом для оправок служит конструкционная углеродистая сталь. Форма гладких оправок зависит от формы пружин. Один из торцов гладких оправок имеет глухое центровое отверстие, которое служит для установки центра задней бабки. Конец проволоки крепится кулачком патрона передней бабки токарного станка. Для безопасной навивки пружины гладкая оправка поджимается центром задней бабки токарного станка.
Приспособление для направления и натяга проволоки при навивке пружин на токарных станках состоит из двух пар вращающихся роликов. Верхние ролики вращением винта могут перемещаться в вертикальном

направлении. Винт обеспечивает необходимое давление роликов на проволоку, увеличивая силы трения между ними. Приспособление обеспечивает постоянный натяг проволоки при навивке пружины.
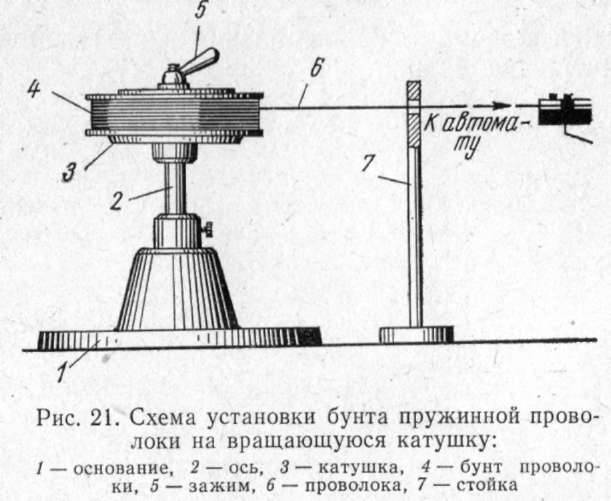
Вращающаяся катушка представляет собой карусель (рис. 21). Катушка состоит из массивного основания с подшипником, в котором установлена вертикально стойка, свободно вращающаяся вокруг своей оси. На стойку надета катушка с мотком пружинной проволоки. Конец проволоки пропускают через установленную перед токарным станком стойку, которая при резке проволоки не позволяет ей спутаться на катушке.
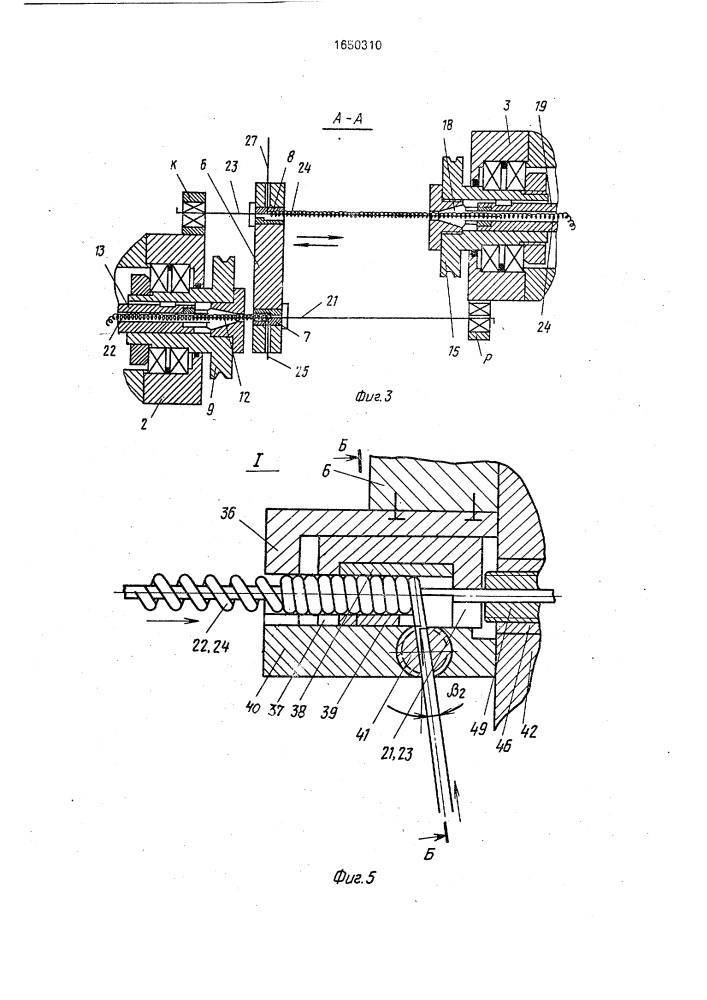
Основным инструментом и оснасткой пружинонавивочных автоматов моделей ПН-1, А520, А521, А-522А, А524, А524А и другие являются: вращающиеся ролики правильного механизма для правки пружинной проволоки

входные, средние и выходные направляющие планки механизма подачи (см. рис. 39), навивочный палец (рис. 22), неподвижная оправка навивочного механизма (рис. 23), шаговая лапка с пальцем шагового механизма (см. рис. 45) и отрезной резец отрезного механизма (рис. 24).
Направляющие планки, неподвижная оправка, навивочный палец и отрезной резец обеспечивают надежную работу пружинонавивочного автомата, испытывают большие нагрузки при подаче и отрубке проволоки.
По вопросам размещения заказов на изготовление пружин обращаться:
голоса
Рейтинг статьи
Какие типы пружин мы производим
Пружинами называют упругие элементы, накапливающие и отдающие или поглощающие энергию за счет деформации при нагрузке. Рабочим элементом, создающим «пружинистость», может быть металл, жидкость или газ. Мы специализируемся на производстве металлических изделий. По типу принимаемой нагрузки они делятся на пружины сжатия, растяжения, изгиба и кручения, производство каждого из этих подвидов возможно на заказ по выгодным ценам.









По конструкции металлические пружины делятся на следующие типы:
- На сжатие:
- винтовые (витые цилиндрические);
- амортизаторы (витые конические);
- На кручение:
- торсионные;
- Тарельчатые;
- Из ленты и листа:
- пластинчатые;
- спиральные;
- плоские.
Мы расскажем об особенностях производства каждого из этих видов пружин на нашем предприятии.
Что общего у всех технологий изготовления пружин
В подавляющем большинстве случаев способ изготовления пружины напрямую зависит от назначения, габаритов и особенностей материала изделия, какая требуется потенциальная энергия пружины. Например, мелкие и средних размеров пружины с круглым сечением прутка делают с помощью холодной навивки, а для производства более габаритных аналогов прибегают уже к методу горячей навивки. В некоторых случаях изделия одного и того же типа можно изготовить разными способами – количество вариантов зависит от условий заказа, предполагаемого функционала и требований к конечному продукту.
Также на выбор технологии влияет используемый материал – от его характеристик зависит мощность, продолжительность и/или необходимость термической обработки.
Одна из самых распространенных технологий – навивка. Она проводится вручную (оператор навивает проволоку или пруток на станке) или автоматически (с помощью навивочного автомата), горячим или холодным методом, с отпуском или без. Холодный способ навивки самый распространенный, так как имеет самую низкую себестоимость, но для изготовления крупногабаритных пружин подходит только горячий метод.
Общие этапы всех технологий изготовления пружин:
- Предварительная подготовка прутков нужного диаметра (как правило, выполняется на прокатных станках).
- Правка заготовок (выправление геометрии, шлифовка).
- Расчет пружин при изготовлении на заказ и в штатном режиме выполняется на программах расчета.
- Возможно покрытие готовых деталей антикоррозийными составами.
Какие варианты антикоррозийного покрытия возможны: фосфатирование + промасливание, оцинковка, кадмирование, хромирование, полимерное порошковое покрытие, электрополировка и т.д. Также возможно нанесение эмалей, лаков с алюминиевой пудрой и краски. При изготовлении пружин на заказ вариант антикоррозийного покрытия согласуется с заказчиком.
Какое оборудование используется при производстве пружин:
- пружинонавивочные автоматы;
- гибочные станции;
- переоборудованные токарные станки;
- шлифовальные станки;
- отпускные и закалочные печи (для термообработки);
- стенды для контроля качества.
Делая заказ на изготовление пружин у нас, будьте уверены: мы выполняем все этапы производства на качественном современном оборудовании, регулярно проходящем тех. осмотр, в соответствии с ГОСТами и высшими европейскими стандартами качества. Мы реализуем продукцию собственного производства, поэтому готовы поручиться за каждую пружинку, сделанную для вас, независимо от ее размеров и материала.
Бесконечная пружина
Январь 25, 2014 admin
Трудно поверить, что на токарном станке можно навить пружину длиной с железнодорожный состав. Ведь длина пружины при данном способе изготовления ограничивается длиной оправки, на которой ее навивают.
При чем тут, спросят, токарный станок? Есть специальные автоматы, буквально выстреливающие пружинами: мелкие — сотнями штук в минуту, Диаметром побольше — десятками. Но когда пружин нужно немного, разного диаметра, с разным шагом, держать автоматы на каждую разновидность невыгодно. Вы зажимаете в патрон токарного станка оправку и, повторяя дедовский прием, пропускаете проволоку для натяга между двумя дощечками, зажатыми в резцедержателе станка.
Вращается патрон, ползет по ходовому винту суппорт, и проволока ровными витками ложится на оправку, к концу которой через пару минут подползает последний виток. Но что это? Вместо заданных 40 мм в диаметре все пятьдесят, и шаг получился «вольный». Может быть, слабо была зажата проволока, без должного натяга? Пробуем еще раз. Теперь переборщили в другую сторону: диаметр получился меньше, чем нужно. Так можно и час провозиться. Подобрав, наконец, нужный натяг, получаем нужную пружину. Но нет никакой гарантии, что и вторая и третья пружины повторят результат. А длинную пружину — как ее навить?
Изобретатель для навивки пружин на токарном станке предлагает универсальное устройство.
Производительность… Если не остановить станок вовремя, заполнит пружиной как пеной весь цех. Вместо цилиндрической оправки стальной конус, на котором можно навивать пружины в широком диапазоне диаметров. На участках конуса, которые ближе к вершине, получаются пружины малого диаметра, ближе к основанию — большие. Определенный шаг пружины обеспечивает разделительный нож, а навивает проволоку прижимной ролик при планетарном движении по образующей конуса. Включают станок, и выползает из приспособления, извиваясь словно змея, пружина. И может длиной она быть хоть с пожарный рукав, если понадобится.
Настраивается приспособление очень просто. Пошла, например, пружина диаметром меньше, чем нужно,— перемещается место навивки ближе к основанию конуса. Вот и все. За несколько минут можно настроить приспособление на любой диаметр в пределах одного конуса, а имея несколько сменных конусов, можете навивать пружину любого диаметра и шага в пределах номинального ряда.
(2 votes, average: 4,00 out of 5) Бесконечная пружина ← Медовый пряник с вишнямиОрганизация труда на пасеке →
bdjola.com
Как сделать пружину в домашних условиях своими руками
Чаще всего вопрос о том, как сделать пружину самостоятельно, используя для этого подручные средства, не возникает. Однако бывают ситуации, когда пружины требуемого диаметра нет под рукой. Именно в таких случаях возникает потребность в изготовлении этого элемента своими руками.
Изготовить небольшую пружину вполне реально
Конечно, пружины для ответственных механизмов, работающих в интенсивном режиме, лучше всего изготавливать в производственных условиях, где есть возможность не только правильно подобрать, но и соблюсти все параметры технологического процесса. Если же нестандартная пружина вам требуется для использования в механизме, который будет эксплуатироваться в щадящем режиме, то можно сделать ее и в домашних условиях.
Что потребуется
Чтобы сделать пружину своими руками, подготовьте следующие расходные материалы и оборудование:
- стальную проволоку, диаметр которой должен соответствовать размеру поперечного сечения витков вашего будущего пружинного изделия;
- обычную газовую горелку;
- инструмент, который обязательно есть в каждой слесарной мастерской;
- слесарные тиски;
- печь, в качестве которой может быть использовано и нагревательное устройство бытового назначения.
Навивать спираль легче с помощью приспособлений, конструкция которых зависит от размеров и жесткости пружины
Проволоку, если ее диаметр не превышает 2 мм, можно не подвергать предварительной термической обработке, так как ее легко согнуть и без этого. Перед тем как наматывать такую проволоку на оправку требуемого диаметра, ее необходимо разогнуть и тщательно выровнять по всей длине намотки.
Выбирая диаметр оправки, следует учитывать размеры пружины, которую вы собираетесь сделать в домашних условиях. Чтобы компенсировать упругую деформацию проволоки, диаметр оправки выбирают несколько меньше, чем требуемый размер внутреннего поперечного сечения будущего изделия.
Приспособление для навивки спиральной пружины
В том случае, если диаметр проволоки, из которой вы своими руками собираетесь сделать пружину, больше 2 мм, ее необходимо предварительно отжечь, так как без такой процедуры выравнивать ее и навивать на оправку будет затруднительно.
Пошаговая инструкция
Шаг 1
- Первое, что необходимо сделать, если вы собираетесь изготовить пружину своими руками, — это подобрать материал для такого изделия. Оптимальным материалом в данном случае является другая пружина (главное, чтобы диаметр проволоки, из которой она изготовлена, соответствовал поперечному сечению витков пружины, которую вам надо сделать).
- Подбирая материал от старой пружины, вы будите уверены, что проволока сделана из закаленной высокоуглеродистой стали
Шаг 2
- Отжиг проволоки для пружины, как уже говорилось выше, позволит вам сделать ее более пластичной, и вы без особого труда сможете выровнять ее и намотать на оправку. Для выполнения такой процедуры лучше всего использовать специальную печь, но если таковой нет в вашем распоряжении, то можно воспользоваться любым другим устройством, растапливаемым дровами.
- В такой печи необходимо разжечь березовые дрова и, когда они прогорят до углей, положить в них пружину, проволоку от которой вы собираетесь использовать. После того как пружина раскалится докрасна, угли надо сдвинуть в сторону и дать нагретому изделию остыть вместе с печью. После остывания проволока станет значительно пластичней, и вы без труда сможете работать с ней в домашних условиях.
Шаг 3
Ставшую мягкой проволоку следует тщательно выровнять и начать наматывать на оправку требуемого диаметра
При выполнении такой процедуры важно следить за тем, чтобы витки располагались вплотную друг к другу. Если вы никогда не занимались намоткой пружин ранее, можно предварительно посмотреть обучающее видео, которое несложно найти в интернете
Для намотки небольшой пружины можно использовать шуруповерт
Шаг 4
- Чтобы ваша новая пружина обладала требуемой упругостью, ее необходимо закалить. Такая термическая обработка, как закалка, сделает материал более твердым и прочным. Для выполнения закалки готовую пружину надо нагреть до температуры 830-870°, для чего можно использовать газовую горелку.
- Ориентироваться на то, что требуемая температура закалки достигнута, можно по цвету раскаленной пружины: он должен стать светло-красным. Чтобы точно определить такой цвет, также ориентируйтесь на видео.
- После нагрева до требуемой температуры пружину необходимо охладить в трансформаторном или веретенном масле.
- Цвета каления стали
Шаг 5
После закалки пружину следует выдержать в сжатом состоянии на протяжении 20-40 часов, а затем обработать ее концы на точильном станке, чтобы сделать изделие требуемого размера.
Навивка – пружина
Навивка пружин из этой стали производится в холодном состоянии в отожженном виде, после чего производится термообработка.
Навивка пружин по спирали Архимеда обеспечивается соответствующим профилированием намоточного пальца. Для получения пружин различных диаметров и шагов изготовляют набор сменных намоточных пальо. В серийном и массовом производстве пружины навивают на специальных полуавтоматах.








Навивка пружины производится в холодном состоянии на оправке, диаметр которой подбирается с учетом увеличения наружного диаметра шага пружины после снятия ее с оправки. Клапанные пружины после подгибки крайних витков и зачистки торцов подвергают отпуску при температуре около 300, а затем-5 – 10-кратному обжатию до соприкосновения витков.
Навивка пружины производится в холодном состоянии на оправке, диаметр которой подбирается с учетом увеличения наружного диаметра пружины после снятия ее с оправки. Клапанные пружины после подгибки крайних витков и зачистки торцов подвергают отпуску при температуре около 300 С, а затем 5 – 10-кратному обжатию до соприкосновения витков.
Навивка пружин, работающих на растяжение ( с плотно соприкасающимися витками), производится точно так же, но суппорт станка перемещается вручную от передней бабки к задней.
| Принципиальная схема установки для правки проволоки. |
Навивка пружин может быть произведена: а) на пружинонавивочных автоматах; б) на токарных станках с использованием оправок и специальных приспособлений.
| Принципиальная схема установки для правки проволоки. |
Навивка пружин на токарных станках применяется в единичном и мелкосерийном производстве для материалов, поставляемых в любом состоянии.
| Схема навивки пружин сжатия на автоматах. |
Навивка пружины на шаг осуществляется шаговым механизмом автомата с помощью шагового штифта 6, имеющего поступательное движение относительно оси навиваемой пружины.
Навивка пружин без оправки не требует ручных работ, отличается высокой производительностью и точностью.
Навивка пружин – формообразование винтовых, цилиндрических, конусных и других пружин – достигается навивкой проволоки на гладкие металлические оправки. Напряженно-дефор-мирозанное состояние металла заготовки при навивке пружин сходно с процессами гибки листовых и профильных материалов, поэтому навивку можно рассматривать как непрерывный процесс гибки, в течение которого в очаге пластического деформирования исходному материалу придается требуемая кривизна. Формообразование пружин выполняют двумя способами: навивкой на оправку и навивкой без оправки.
| Цилиндрические пружины.| Навивка пружины на тохар-ном станке. |
Навивка пружин производится на универсальных токарных станках ( рис. 87), а в условиях серийного и массового производства – на специальных пружинонави-вальных автоматах.





