

Настройка токарно-винторезного станка 1К62
Настройка механизма главного движения токарно-винторезного станка 1К62

Настройка скорости вращения шпинделя станка 1к62 (табл.18)
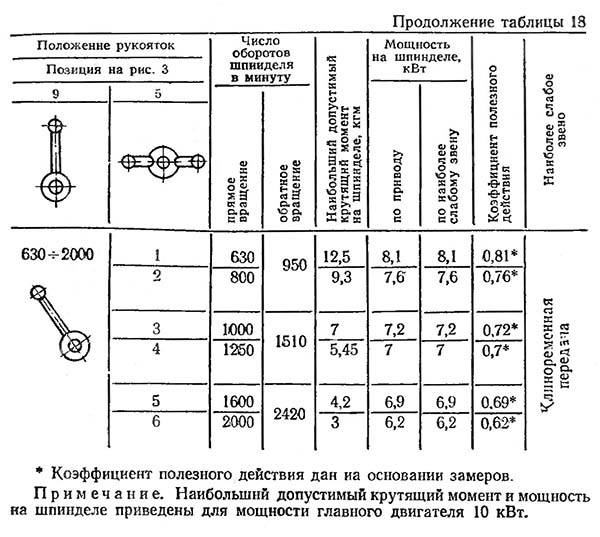
Настройка скорости вращения шпинделя станка 1к62 (табл.18)
Настройка механизма подач токарно-винторезного станка 1К62
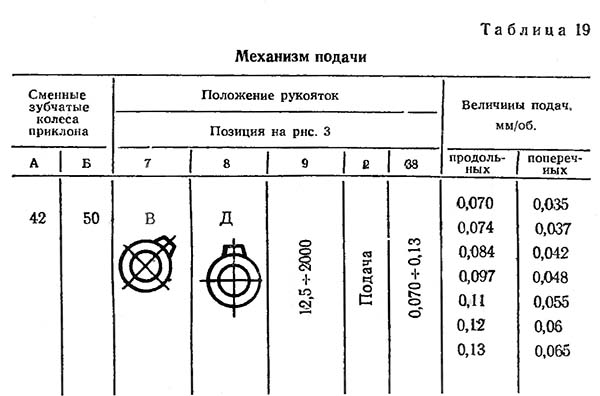
Настройка механизма подач токарного станка 1к62 (табл.19)

Настройка механизма подач токарного станка 1к62 (табл.19)
Настройка приклона (гитары) токарно-винторезного станка 1К62

Стандартный набор сменных шестерен 1к62 (табл.13)
При отправке с завода на станке 1К62 устанавливаются сменные зубчатые колеса с числом зубьев z =42 (А), z =95 (В), z = 50 (Б).
Комбинация сменных зубчатых колес (А/В)·(В/Б) = (42/95)·(95/50) = (42/50) = 0,84 обеспечивает нарезание метрических и дюймовых резьб с шагами, величины которых указаны в таблице станка.
Настройка станка для нарезания торцовых резьб (спираль Архимеда)
Спираль Архимеда – это особый вид спирали с постоянным расстоянием между витками. Благодаря этому свойству она широко распространена при проектировании катушек и пружин.
Настройка станка для нарезания торцовых резьб (табл.14)
Настройка необходимого числа оборотов шпинделя, величины подачи указана в описании передней бабки, коробки подач и фартука.
Данные для настройки сменных шестерен приклона приведены в табл. 13.
Данные для настройки станка для нарезания торцовых резьб даны в табл. 14.
Формулы настройки приклона для нарезания торцовых резьб:
где:
tнар — шаг нарезаемой резьбы;
iсм — передаточное отношение сменных зубчатых колес (А/В)·(Г/Б);
iп.б — передаточное отношение от шпинделя передней бабки до сменных зубчатых колес;
iк.п — передаточное отношение коробки подач;
iф. — передаточное отношение фартука;
tх.в — шаг ходового винта;
где шестерни конуса 26; 28; 32; 36; 40; 44; 48; звено множителя 1; 2; 4; 8.
tнар = 3/8;
iсм = А/Б = 46/58;
(46·64·72·54·1) / (58·185·28·4) = 9,52459 мм
Ошибка на шаге равна 0,00041 мм.
tнар = 7/16;
iсм = А/Б = 46/58;
(46·64·72·54·1)/(58·185·48·2) = 11,112022 мм
Ошибка на шаге равна 0,000478 мм.
Настройка станка для нарезания резьб при прямом включении ходового винта
При прямом включении ходового винта движение передается от выходного колеса “Б” гитары напрямую на ходовой винт станка. Переключение осуществляется рукояткой 1 (Рис.3).
Таким образом, исключаются зубчатые передачи коробки подач, что увеличивает точность нарезаемой резьбы. Вид резьбы и ее шаг определяется исключительно комбинацией сменных колес гитары.
Настройка станка для нарезания торцовых резьб (табл.15)
Формулы настройки станка для нарезания резьб при прямом включении ходового винта:
Формула настройки на модульные резьбы:
(А/В)·(Г/Б) = (π·m·z)/12
Формула настройки на метрические резьбы:
(А/В)·(Г/Б) = (tнар·z)/12
Формула настройки на питчевые резьбы:
(А/В)·(Г/Б) = (127·π·z)/(60·Р)
Формула настройки на дюймовые резьбы:
(А/В)·(Г/Б) = (127)/(60·Р)
где
m — модуль, мм;
z — число заходов резьбы;
tнар — шаг нарезаемой резьбы, мм;
р — нарезаемый шаг в питчах;
n — число ниток на дюйм.
Настройка токарного станка 1к62 для нарезания резьб

Настройка станка для нарезания резьб (табл.20)

Настройка станка для нарезания резьб (табл.20)

Табличка укрепленная на станке токарного станка 1к62

Табличка для рукоятки 1 токарного станка 1к62
Механика токарно-винторезного станка 1К62
Данные для настройки шага нарезаемой резьбы приведены в таблице 20.
Сменные шестерни для нарезания различных типов резьб, не (приведенных в таблице 20), через механизм коробки подач подбираются по формулам:
Питчевые резьбы:
iсм = (64/97) ·Р1/Р
где:
iсм — передаточное отношение сменных зубчатых колес;
t — нарезаемый шаг резьбы, мм;
t1 — шаг резьбы по таблице, мм;
m — нарезаемый модуль, мм;
m1 — модуль по таблице, мм;
n — нарезаемое число ниток на дюйм;
n1 — число ниток на дюйм по таблице;
Р — нарезаемый шаг в питчах;
P1 — шаг в питчах по таблице.
- остановить главный электродвигатель;
- включить фрикционную муфту прямого хода;
- снять футляр, закрывающий сменные шестерни и приводные ремни;
- вращать против часовой стрелки фрикционный вал до совпадения риски «60» на диске 12 (см. рис. 18) с риской на фланце стакана 2. После этого снять натяг в цепи;
- рукоятку передней бабки 7 (см.рис. 3) установить в положение «Механическое отключение при делении на многозаходные резьбы»;
- фрикционный вал поворачивать против часовой стрелки при делении на двухзаходную резьбу на 30 делений по диску, на трехзаходную — на 20, на -четырехзаходную — на 15 и т. д.;
- рукоятку 7 передней бабки установить в положение, соответствующее нарезанию резьбы.
Техника нарезания резьбы
Нарезать резьбу на токарном станке можно разными способами. Деталь проходит предварительную обработку и подготовку. Под накатку наружный диаметр делается меньше. Металл не срезается, а вжимается роликом. Лишний материал поднимается, образуя гребни. Размер проточки указан в специальных технологических таблицах.








Нарезка метчиками и плашками требует незначительного занижения размера, на 2–5% высоты резьбы. Под резец диаметр делается с плюсовым припуском. В процессе работы все лишнее срезается.
Деталь крепится в патроне. Длинная поджимается задней бабкой. Резец подводится до касания. Затем выставляется глубина реза. В конце нарезки резец резко отводится назад.
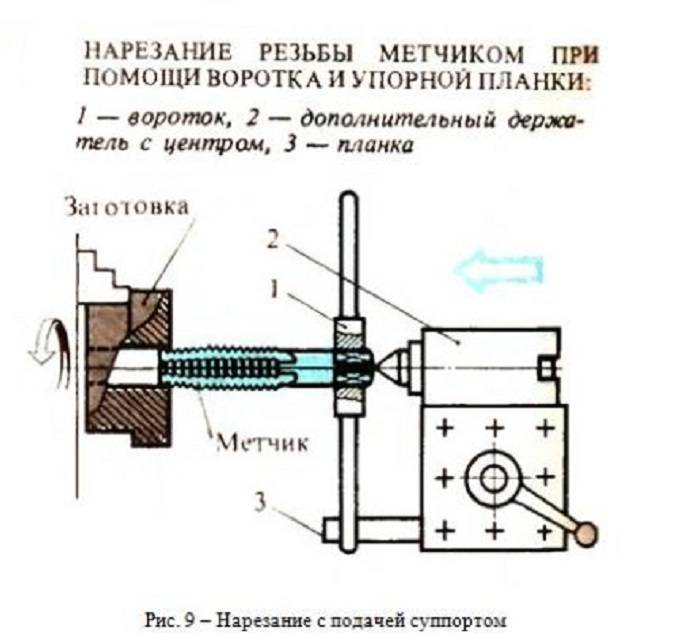
При использовании метчика, он поджимается задней бабкой. Плашка и резьбонарезная головка могут крепиться в патроне. Метиз подводится к ним вторым патроном или суппортом.
Способ нарезки винтовой нити на токарном станке определяется количеством и размером детали, наличием соответствующего инструмента.
Как нарезать резьбу на токарном станке 1к62</index>
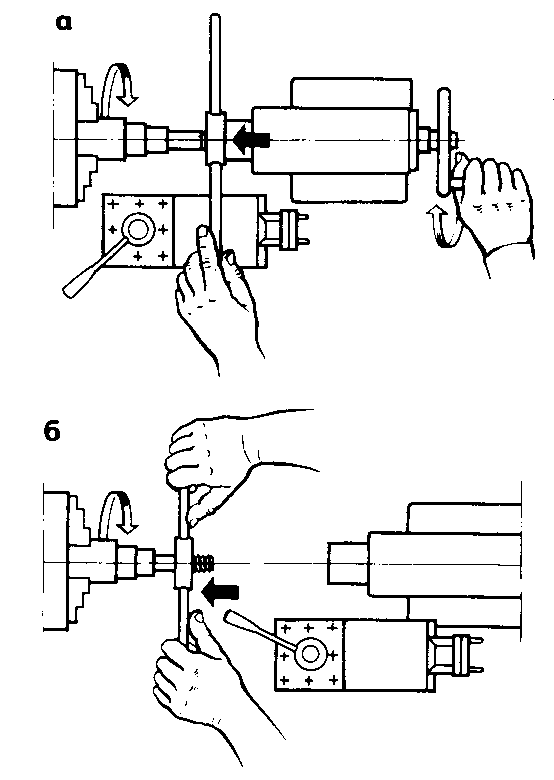
Соблюдая постоянную скорость подачи на станке по длине вращающегося прутка, инструмент врезается в него своей вершиной и нарезает винтовой канал (рис. 1).
Рис. 1. Схема нарезания наружной резьбы:
а – схема движения инструмента и заготовки; б – нарезание однозаходной резьбы резцом
Величина наклона линии винтового канала к плоскости, которая перпендикулярная центру вращения прутка, находится в зависимости от того, с какой частотой вращается патрон с прутком и подается резец. Эта величина получила название µ – угол, под каким поднимается винтовая линия (рис. 2).
Выбор электролобзика для дома: характеристики, параметры, ТОП-5
Рис. 2. Геометрия винтовой линии:
µ — угол наклона винтовой линии; P – шаг винтовой линии; L – длина окружности шага винтовой линии
Измеренное вдоль прутка расстояние между гребнями винтовых линий, имеет название Р – шаг винтовой линии. Развернутый на плоскости отрезок с поверхности прутка имеет вид прямоугольного треугольника АБВ. Из него определяется:
tgµ=P/(πd),
где d – сечение прутка по внешней поверхности резьбы.
Углубляя резец в тело прутка, по ходу заготовки вырезается винтовая канавка. Ее внутренняя конфигурация повторяет форму режущей кромки инструмента. Резьбой называется винтообразная линия, образующаяся на поверхности тел вращения. С ее помощью соединяются, уплотняются либо обеспечиваются какие-либо перемещения частей деталей и узлов механизмов. Резьба бывает конической и цилиндрической.
Разный профиль резьбы используется для резьбовых соединений, различных друг от друга. Резьбовой профиль – это контур диаметра в плоскости, которая пересекает ее центр. Большое распространение получили резьбы, имеющие следующие профили:
- прямоугольный;
- трапецеидальный;
- остроугольный.
Резьба может быть левой и правой. Болты с правой резьбой закручивают, вращая по часовой стрелке, болты с левой резьбой закручивают, вращая против часовой стрелки. Бывают многозаходные и однозаходные резьбы. Однозаходные выполнены одной сплошной нитью резьбы. Многозаходные резьбы имеют несколько сплошных ниток.
Нитки резьбы располагаются эквидистантно. На торце гайки либо болта, в начале резьбы, хорошо видны все нитки и их количество (рис. 3, а и б). Многозаходные резьбы имеют шаг Р и ход Рₓ. Ход по ГОСТ 11708-82 – длина, отмеренная вдоль линии, которая параллельная резьбовой оси, между произвольной точкой на стороне сбоку резьбы и средней точкой, которая получается от передвижения начальной точки посередине винтового канала с углом 360˚ между сопрягаемыми точками того же витка и той же нитки резьбы.
На многозаходной резьбе ход равняется шагу, умноженному на количество заходов:
Рₓ=kР,
где k – количество заходов.
Рис. 3. Многозаходная резьба:
А – двухзаходная; б – трехзаходная; Phи P = шаг и ход резьбы
Принцип нарезки резьбы на токарном станке
К вращающейся заготовке, закрепленной в шпинделе, подводится инструмент. Инструмент врезается в заготовку и перемещается вдоль неё с одинаковой скоростью. Вершина инструмента оставляет на заготовке линию в виде спирали, называемую винтовой.
У резьбы выделяют такие параметры:
- Расположение. Резьба может находиться на внутренней и наружной поверхности.
- Направление. Выделяют левые и правые резьбы. Изделие с правой резьбой закручивается по часовой стрелке, это направление более распространено.
- Шаг. Представляет собой расстояние между одинаковыми точками соседних винтовых линий, измеренное вдоль центральной оси заготовки. Регулируется отношением скорости перемещения инструмента к скорости вращения заготовки.
- Наклон винтовой линии. Это понятие связано с шагом. Определяется относительно перпендикулярной плоскости к оси заготовки. Тангенс угла наклона равен шагу, разделенному на произведение π и внешнего диаметра заготовки.
- Тип опорной поверхности. Выделяют цилиндрические и конические резьбы.
- Профиль. Представляет собой контур резьбы в продольном сечении. В зависимости от профиля резьбы делят на треугольные, прямоугольные и трапециевидные.
- Количество резьбовых линий. По этому параметру резьбы можно разделить на однозаходные и многозаходные. Количество заходов видно на торцах резьбы, в зависимости от этого параметра различается расстояние, которое проходит вкручиваемая или накручиваемая деталь за один оборот.
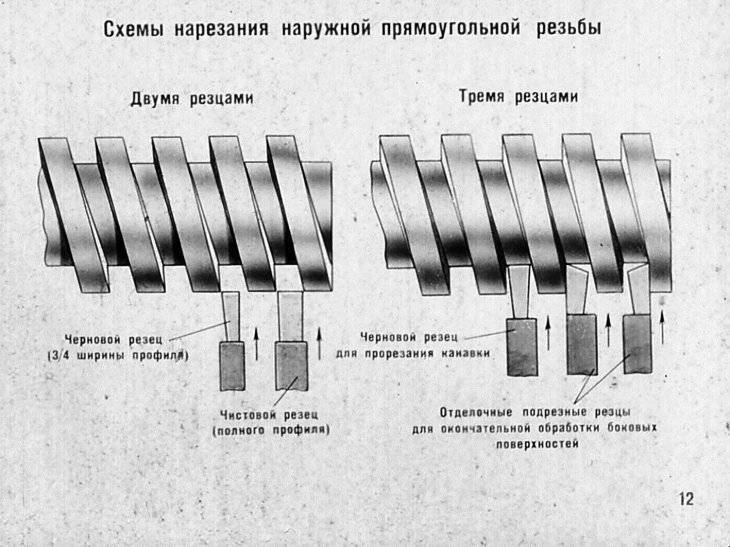
Нарезание резьбы при помощи резцов
Наиболее широкое применение имеет нарезание резьбы специальным резьбовым резцом. Профиль режущей кромки резца определяет профиль резьбы. Режущая кромка выполняется из твердых и быстрорежущих сплавов.
Предварительная подготовка детали перед нарезанием наружной резьбы заключается в её обточке до диаметра, который меньше диаметра резьбы на 1/40-1/12. Во время нарезания резьбы происходит деформация металла, и наружный диаметр резьбы возрастает. Аналогичная подготовка, только в противоположную сторону, производится для нарезания внутренней резьбы. В этом случае обрабатывается отверстие диаметром, большее на 0,2-0,4 мм при работе с вязкими материалами, такими как сталь, титан, бронза, и на 0,1-0,02 мм при обработке хрупких материалов: бронзы, чугуна, высокопрочной стали.
Нарезание резьбы при помощи резцов выполняется в несколько проходов. После одного прохода резец перемещается в исходное положение. Нарезание резьбы производится только одной режущей кромкой инструмента, одновременное использование двух кромок приводит к снижению качества поверхности. Количество черновых и чистовых проходов определяется материалом заготовки, резцом, высотой резьбы, требованиями к чистоте поверхности резьбы.
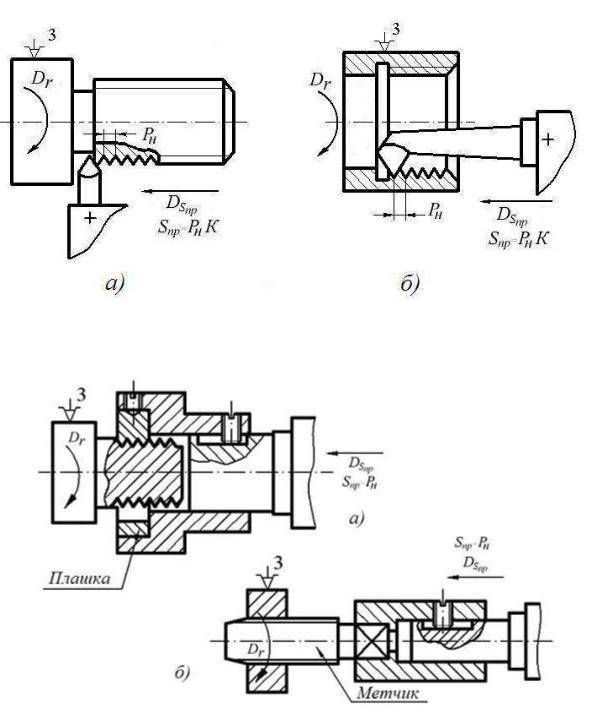
Плашка предназначается для нарезания наружной резьбы, а метчик — для внутренней. Предварительная обработка поверхностей также выполняется с учетом деформации металла. Недостатком этого способа создания резьбы выступает ограничение диаметра. Плашками нарезают резьбу диаметром до 30 мм, а метчиками до 50 мм.
На токарно-винторезных станках плашка устанавливается в патроне, закрепляемом в пиноли задней бабки. Скорость резания стальных заготовок составляет 3-4 м/мин, чугунных 2-3 м/мин, мягких медных сплавов 10-15 м/мин.
Метчик во многих случаях позволяет выполнить резьбу за один проход. Для твердых материалов применяются комплекты из 2-3 инструментов. Черновой метчик удаляет 75% металла, чистовой выполняет доводку. Скорость резки стали составляет 5-12 м/мин, чугуна — 6-22 м/мин. При нарезке резьбы подается СОЖ.
Нарезание резьбы при помощи резьбонарезных головок
Для получения резьбы на револьверных станках и токарных автоматах используются резьбонарезные головки. Они представляют собой достаточно сложные устройства по сравнению с резцами, метчиком и плашкой.
Головки для нарезания наружной резьбы представляют собой полый цилиндр, в котором находятся гребенки — элементы с режущей поверхностью. После рабочего прохода гребенки раскрываются, и во время обратного хода не касаются резьбы.
Головки, предназначенные для формирования внутренней резьбы, имеют противоположное строение. Они выполнены в виде вала, в передней части которого находятся гребенки. Их число зависит от диаметра головки. Режущая кромка гребенок обладает заходным конусом, который упрощает начало нарезки резьбы. Настройка гребенок на диаметр производится при помощи резьбового калибра или эталонной детали.
Используемое оборудование
Резьбу нарезают вручную или на токарно-винторезных станках. При нарезке вручную используют тиски и инструмент: плашки и метчики. Нарезать резьбу с использованием токарно-винторезного станка 16К20 можно резцом, метчиком, плашкой и другими видами инструмента. На них осуществляют нарезку как наружной, так и внутренней резьб.
https://youtube.com/watch?v=9VQQboMTbzI
На коробке подач станка 16К20 расположена таблица, в которой указаны положения рукояток для того, чтобы настроить нужный шаг резьбы. Настройка режимов обработки позволяет получить качественную деталь. Технология использования резца предусматривает:
- правильную его заточку;
- настройку режимов работы станка;
- правильную установку резца по центру детали с использованием приспособления — шаблона;
- замер полученных размеров резьбовыми шаблонами или калибрами.
При резьбообразовании не допускаются: задиры, дробление, рваные нитки, риски.
Специальное приспособление или вихревые головки с отдельным приводом расширяют функциональные возможности токарных станков.
Токарно-револьверные станки повышают производительность обработки за счет сокращения времени на замену инструмента.
Источник
Типы и свойства резцов
Токарный резец по металлу состоит из державки и рабочей головки. Качество обработки деталей напрямую зависит от этих элементов. Державка имеет прямоугольное или квадратное сечение. С ее помощью резец фиксируется на токарном станке.
Рабочей головкой обрабатывают детали. Она составлена из различных режущих плоскостей и кромок. Угол затачивания головки обусловлена материалом, из которого изготовлена деталь.
Наружную и внутреннюю резьбу нарезают резьбонарезными резцами разных типов.

Резьбонарезные резцы
Самые используемые из них:
- стержневые;
- призматические;
- круглые.
Стержневые резцы состоят из стержня с рабочей головкой. Эти типы бывают разных профилей. Самые износостойкие — резцы, к которым припаяны твердосплавные рабочие грани. Они не нуждаются в частом точении, так как долго остаются острыми.
Призматические резцы применяют для обработки только внешней стороны болванки. Их преимущество перед стержневыми – способность обрабатывать большие поверхности. Но их следует чаще подвергать перетачиванию.
Круглые резцы используют в процессе нарезания резьбы внутренней и наружной. Эти инструменты очень удобны в работе, область использования их достаточно широка. Круглые резцы допускают многоразовое перетачивание.








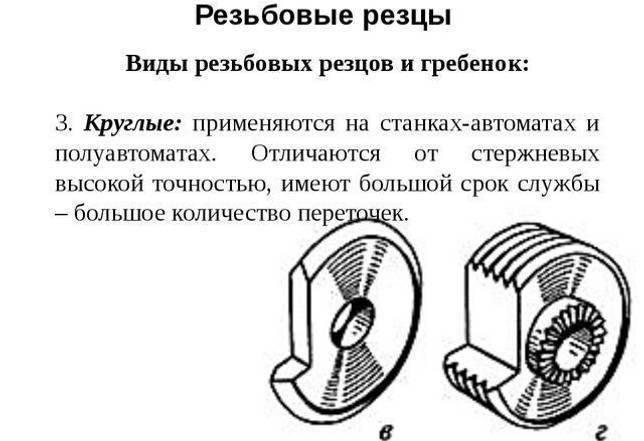
Резьбовые резцы круглые
По конструктивным отличиям металлорежущие инструменты делятся на несколько типов:
- прямые;
- изогнутые;
- отогнутые;
- оттянутые.
Вершина любого резьбового инструмента — скругленная головка или фаска. Профиль резьбы формируется резцом должной конфигурации. Режущими инструментами гнутой формы нарезают резьбовую нить на поверхности болванки.
Прямые резцы здесь используются редко. Резьбу внутри детали совершают изогнутыми резцами, иногда прямыми, закрепленными в специальном держателе.
Резцы разделяются по категориям:
- изготовленные из быстрорежущей легированной стали;
- с напаянными на рабочий элемент твердосплавными пластинами;
- режущие приспособления со сменными многогранными пластинами, закрепленными на головке.
По направлению следования винтовой нарезки, инструменты дифференцируют на правые и левые. При работе первыми подача идет слева направо, вторыми — подача идет влево. Правые используют чаще.
Режем резьбу плашкой
Правила работы
Процесс нарезки внутренней резьбы на трубах с помощью станка производится по следующему алгоритму:
- Заготовка своими руками устанавливается в тисках зажимного устройства, рукоятка «зажим» до предела проворачивается, и изделие плотно закрепляется.
- Для того чтобы обеспечить минимальный ход зажимных трубок заготовка размещается с торцевой стороны зажима.
- Рукоятка с обозначением «вперед» поворачивается и суппорт с установленной трубой направляется к резцу.
- После того, как труба будет захвачена плашками резца, нарезание резьбы будет производиться за счет самозатягивания, так как она будет постепенно ввинчиваться в головку.
Проводя нарезание резьбы, также следует обратить внимание на ряд технологических моментов. Так, например, при повороте рукоятки в положение, обозначающееся как «разжим», зажимное устройство тисков разжимается, и готовое изделие можно снимать
Нарезка внутренней резьбы
 Нарезка внутренней резьбы
Нарезка внутренней резьбы
В случае необходимости раскрыть плашки резака можно своими руками воспользовавшись рукояткой.
Для обеспечения накатки резьбы тиски несильно затягиваются при помощи клина. Накатка будет проходить успешно в том случае, если труба, которая была зажата в тисках, будет обладать небольшим люфтом.
Некоторая свобода перемещения заготовки в тисках станка обеспечит необходимое самоцентрирование относительно резца.
Таким образом, в процессе вращения шпинделя по часовой стрелке резец будет погружаться в трубу, и формировать внутреннюю резьбу
Важно помнить о том, что перед началом накатки трубу необходимо тщательно очистить от следов грязи и окалин
Некоторые станки для выполнения накатки могут использовать специальную резьбонакатную плашку. Она представлена в виде цилиндра с диаметром в 80-90 мм со сквозным отверстием в центре корпуса.
После того, как накатка резьбы будет завершена, шпендель начнет вращаться в обратную сторону и резец выйдет из трубы. Далее тиски разжимаются, и готовая труба с резьбой вынимается.
Стоит отметить, что накатка выполняется в полуавтоматическом режиме, для этого используются кнопочные переключатели.
Контроль резьбы
При создании внутренней резьбы в трубе с помощью токарного станка, ее шаг измеряется с помощью резьбовых шаблонов. Такой шаблон представлен в виде пластины, на которой имеются специальные резцы.
Резцы отмечены шагом резьбы, который обозначается на лицевой плоскости шаблона. Есть наборы шаблонов, которыми замеряется как метрическая, так и дюймовая резьба. Такие шаблоны могут измерять только параметр шага резьбы.
Чтобы оценить точность выполненной внутри трубы резьбы применяются различные резьбовые калибры. Эти калибры могут быть проходными.
Проходные калибры сочетают в себе полноценный профиль резьбы и считаются прототипом будущего внутреннего соединения трубы.
Непроходные калибры способны контролировать значение среднего диаметра резьбы, и оснащены укороченным профилем. Перед тем, как произвести контрольные измерения все детали тщательным образом очищаются от металлической стружки и грязи.
 Пластины резца с механическим креплением
Пластины резца с механическим креплением
Калибры нужно прикладывать крайне аккуратно, чтобы не допустить появления на их поверхности царапин и потертостей. С целью замера внутренних, наружных и средних диаметров шага внутреннего соединения используется резьбовой микрометр.
Его шпиндель оснащен рядом посадочных отверстий. В них вставляются комплекты со сменными вставками, они полностью соответствуют элементам резьбы, которые необходимо измерить.
Для того чтобы удобно проводить такие измерения микрометр закрепляется на стойке, после чего производится настройка с ориентировкой на шаблон или эталон.
Правила безопасности при работе
С целью предотвращения несчастных случаев во время работы с трубонарезным станком нужно неукоснительно соблюдать следующие требования:
- если производится нарезка резьбы в длинной трубе, то один ее конец должен ложиться на специально предназначенную для этого стойку;
- провода электропитания должны быть надежно заизолированы и находится в защитной трубке;
- рубильник подачи питания располагается в специальной защитной коробке;
- все части станка, которые при работе вращаются, следует огородить;
- как электродвигатель, так и рубильник после установки станка заземляются.
Также стоит отметить, что при нарезке резьбы в трубах на станке устанавливается защитное стекло, которое будет предохранять глаза оператора от вылетающей стружки.
Правила эксплуатации и ухода
Для агрегата есть правила ухода за ним, чтобы он не ломался, был всегда готов к эксплуатации. Оборудование надо регулярно осматривать, проверять на наличие повреждений.
Работа двигателя определяется по звуку. После запуска прислушайтесь. Если нет посторонних звуков, масло подается, то двигатель исправен. Если же посторонние звуки есть, надо разобрать механизм, узнать причину.
Аккуратно надо следить за предохранительным щитком, удержанием заготовки. Даже при малой неисправности надо прекратить работу, отнести детали в ремонт.
Временами чистить трубы, оборудование, менять резцы, чтобы нагрузка на движок была меньше.
Правила нарезки
Качество профиля зависит от множества факторов:
- Погрешности заготовки. Занижение или завышение диаметра стержня и отверстия соответственно причина неполной высоты витков. Разновысотность по длине – следствие конусности исходной поверхности.
- Рваная поверхность получается при затупившемся инструменте, высокой скорости, неверно выбранной смазке.
- Усадка гайки по среднему диаметру характерна при аналогичном износе метчика.
- Растяжка витков происходит от подтормаживания самовыдвижной оправки.
- Разбивка гайки по среднему диаметру возможна от большого переднего угла, способствующего отжиму перьев метчика.
Во избежание указанного необходимо:
- Грамотно выбрать оснастку и методику нарезания.
- Подготовить заготовку согласно технологической документации или указаний справочных таблиц.
- Правильно подобрать режимы резания и СОЖ.
- Настроить станок на обработку, при необходимости рассчитать и собрать гитару.
- Заточку, установку резца контролировать по шаблону.
- Проверить первые готовые детали, произвести поднастройку, периодически повторять контроль в дальнейшем.
- Следить за исправностью приспособлений, своевременно подтачивать инструменты. Контроль качества резьбы Обеспечение требуемых служебных характеристик соединения определяется соответствием действительных значений: наружного, внутреннего, среднего диаметров, половины угла профиля, шага. Проверки выполняются:
- Калибрами. Контролируют диаметры резьбы в серийном производстве.
Шагомерами (резьбовыми шаблонами), микрометрами со сменными вставками. Первыми проверяют на просвет P и α/2, вторые комплектуются набором сменных вставок под разные номиналы, предназначены для замера среднего диаметра болтов. Применяются в мелкосерийных цехах, измерения не точные.
Точное измерение среднего диаметра винта выполняют, используя три проволочки, микрометр или оптиметр. Погрешность последнего до 2 мкм.
Особо ответственные детали проверяют с помощью инструментальных микроскопов, позволяющих надежно определять диаметры, шаг, углы.
 Нарезание резьбы является одной из самых медленных операций, выполняемой на токарном станке. Для получения точной резьбы необходимо выдержать жесткие требования по подаче, шагу резьбы, соосности инструмента и отверстия.
Нарезание резьбы является одной из самых медленных операций, выполняемой на токарном станке. Для получения точной резьбы необходимо выдержать жесткие требования по подаче, шагу резьбы, соосности инструмента и отверстия.
Использование высокопроизводительных режимов при нарезании резьбы приводит к повышенной нагрузке на элементы шпиндельного узла.
Некоторые варианты решения этой проблемы, такие как применение специального резьбонарезного патрона, используются в станках нового поколения.
Нарезание резьбы на токарных станках выполняется в единичном и мелкосерийном производстве, для больших партий деталей применяются специализированные резьбонарезные станки и автоматы.
Инструменты
Для осуществления работ нужно приготовить все необходимые инструменты и приспособления для нарезки. В каждом конкретном случае трубный резьбовой набор будет различаться по составу, но для ручного использования он состоит из плашек, клуппа и держателя с трещоткой. Состав набора также дополнительно комплектуется труборезом, газовым ключом, напильником, ножовкой, болгаркой, смазочными материалами и прочими инструментами. Для тех, кто не хочет работать по старинке классическим методом, существует альтернатива – электроинструмент.
Сама нарезка осуществляется с помощью плашек. Одни нарезаны только с одной стороны, другие – с обеих.
Для осуществления внутренней резьбы в состав комплекта также могут входить несколько метчиков с разными показателями глубины прорези. Одни предназначены для черновой обработки внутренней поверхности трубы, другие – для чистовой. Это оборудование представлено в виде винта со стружечными канавками. Крепится оно в воротках при помощи хвостовой части.








С помощью метчика производится внутренняя нарезка в несколько подходов. Их количество зависит от материала, с которым работают. Например, для осуществления резьбы в титановых сплавах предназначены специальные наборы из нескольких метчиков.
Плашка, прогонка или лерка используется для осуществления резьбы различных форм на трубах. Она представляет собой стальную гайку с режущей основой внутри, в которой находятся специальные отверстия – канавки для отходов. Плашки бывают трубчатые, шестигранные, круглые и квадратные. Модификация их корпуса бывает цельной, разрезной и раздвижной.
Раздвижные (призматические) модели еще называют полуплашками, они крепятся в клупп при помощи винтов и специальной прокладки – сухаря. Это необходимо для равномерного распределения давления на винт. С помощью плашек осуществляют нарезку цилиндрической, конической, круглой или метрической резьбы. Комплектующие детали плашки – специальные воротки и патроны, с помощью которых она крепится с корпусом рамки.
Клупп состоит из рамки, в которой закрепляются режущие элементы – плашки. Каждая оправка снабжена четырьмя стальными плашками. Клупп также оснащен специальной ручкой с трещоткой. В плашкодержатель можно вставить лишь одну плашку, в клупп – несколько. Режущий механизм прогонок способен осуществлять нарезку двух видов резьбы: 0,5 – 1 ¼, 1 ½ – 2 дюйма.
Ручной клупп, как правило, осуществляет нарезку труб небольшого диаметра. Они комплектуются специальной ручкой – держателем. Их также можно использовать с помощью подходящего трубного ключа. Он небольшого размера, прост и удобен в использовании.
Клупп с держателем и трещоткой – это модификация конструкции с зубчатым механизмом, предназначенным для осуществления резьбы диаметром более одного дюйма. Трещотка – незаменимый механизм. С помощью лево- и правосторонних трещоток удобно работать в труднодоступных местах, например, возле стен. При помощи рычага трещотки клупп быстро снимается с резьбы прокручиванием в обратную сторону, обеспечивая возвратно-поступательный способ нарезки резьбы.
Косым клупп называется потому, что в нем регулируется расстояние между раздвижными плашками. Это сообщает диаметр нарезки. Конструкции такого вида являются самыми простыми в использовании.
Клуппы Маевского более сложной конструкции, используются для осуществления трубной резьбы. Они содержат три комплекта сменных плашек, специализируются на диаметрах резьбы до 2 дюймов. Конструкции этого вида используются для резьбы на трубах с небольшим диаметром.
Нарезку на трубах большого диаметра осуществляют в промышленных масштабах. Например, чтобы нарезать бесшовную трубу диаметром 219 мм, необходим специальный автостанок. Обсадные трубы (колонны) нарезают только на специальных станках в особых условиях при соблюдении всех мер безопасности.





