Нагартовка и оборудование для нее
Выполнение нагартовки изделий из стали особенно актуально в тех случаях, когда имеется необходимость повысить их устойчивость к поверхностному растрескиванию, а также предотвратить протекание в нем усталостных процессов. Отраслями промышленности, в которых нагартованные изделия зарекомендовали себя особенно хорошо, являются авиа- и автомобилестроение, нефтедобыча, нефтепереработка и строительство.

Устройство промышленной дробомётной установки для обработки труб
Такие методы упрочнения металлов, как контролируемый наклеп или нагартовка, могут быть реализованы при помощи различного оборудования, от качества и функциональности которого зависит результат выполняемых операций. Оборудование для нагартовки изделий из стали или других сплавов, которое сегодня представлено большим разнообразием моделей, может быть общего назначения или специального – для того, чтобы выполнять обработку деталей определенного типа (болтов, пружин и др.).
В промышленных масштабах нагартовка выполняется на автоматизированных устройствах, все режимы работы которых устанавливаются и контролируются за счет использования электронных систем. В частности, на таких станках автоматически регулируется как количество, так и скорость подачи дроби, используемой для выполнения обработки.

Дробометная установка для обработки листового и профильного металлопроката
Выполнение наклепа, при котором процесс его формирования контролируется, используется в тех случаях, когда изделие из стали нет возможности упрочнить при помощи термической обработки. Помимо нагартовки и наклепа повысить прочность поверхностного слоя металлического изделия могут и другие методы холодной пластической деформации. Сюда, в частности, относятся волочение, накатка, холодная прокатка, дробеструйная обработка и др.
Кроме стали, содержание углерода в которой не должно превышать 0,25%, такой способ упрочнения необходим изделиям из меди, а также некоторым алюминиевым сплавам. Нагартовке также часто подвергается лента нержавеющая. Ленту нагартованную применяют в тех случаях, когда обычная лента нержавеющая не способна справляться с воспринимаемыми нагрузками.
Нагартованная нержавеющая лента обладает более высокой прочностью с определенной потерей вязкости и пластичности
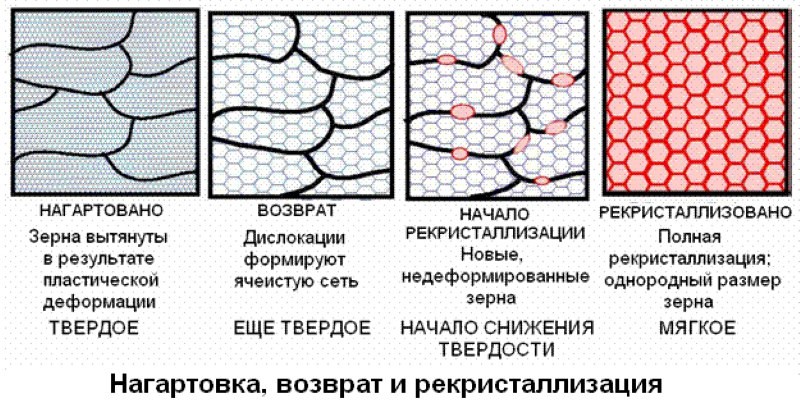
Наклеп, который сформировался на поверхности металлического изделия в процессе выполнения его обработки различными методами, можно снять, для чего используется специальная термическая обработка. При выполнении такой процедуры металлическое изделие нагревают, что приводит к тому, что атомы его внутренней структуры начинают двигаться активнее. В результате она переходит в более устойчивое состояние.
Выполняя такой процесс, как рекристаллизационный отжиг, следует учитывать степень нагрева металлической детали. Если степень нагрева незначительна, то в структуре металла снимаются микронапряжения второго рода, а его кристаллическая решетка частично искажается. Если интенсивность нагрева увеличить, то начнут формироваться новые зерна, оси которых сориентированы в одном пространственном положении. В результате интенсивного нагрева полностью исчезают деформированные зерна и формируются те, оси которых ориентированы в одном направлении.

Ручная правка наклепом изогнутого вала
Существует также такая технологическая операция, как правка наклепом, при помощи которой металлический вал или лист приводятся в исходное состояние. Чтобы выполнить такую операцию, нацеленную на устранение несоответствий геометрических параметров их требуемым значениям, нет необходимости использовать специальный станок – ее выполняют при помощи обычного молотка и ровной плиты, на которую укладывается обрабатываемое изделие. Нанося таким молотком удары по изделию, форму которого требуется исправить, добиваются формирования на его поверхности наклепанного слоя, что в итоге приведет к достижению требуемого результата.
Свойства пластически деформированных металлов.
В результате холодного пластического деформирования металл упрочняется и изменяются его физические свойства — электросопротивление, магнитные свойства, плотность. Наклепанный металл запасает 5-10% энергии, затраченной на деформирование. Запасенная энергия тратится на образование дефектов решетки (например, плотность дислокаций возрастает до 109-1012 см-2) и на упругие искажения решетки. Свойства наклепанного металла меняются тем сильнее, чем больше степень деформации (рис. 20).
При деформировании увеличиваются прочностные характеристики (твердость;σв; σ0,2; σупр) и понижаются пластичность и вязкость (δ; φ; ан). Металлы интенсивно наклепываются в начальной стадии деформирования, после 40%-ной деформации механические свойства меняются незначительно. С увеличением степени деформации предел текучести растет быстрее предела прочности (временного сопротивления).
Обе характеристики у сильно наклепанных металлов сравниваются, а удлинение становится равным нулю. Такое состояние наклепанного металла является предельным, при попытке продолжить деформирование металл разрушается.
Путем наклепа твердость и временное сопротивление (предел прочности) удается повысить в 1,5-3 раза, а предел текучести — в 3-7 раз при максимально возможных деформациях. Металлы с ГЦК-решеткой упрочняются сильнее металлов с ОЦК-решеткой. Среди сплавов с ГЦК-решеткой сильнее упрочняются те, у которых энергия дефектов упаковки минимальна (например, интенсивно наклепываются аустенитная сталь; алюминиевая бронза с 7% А1; никель; а алюминий упрочняется незначительно).
Упрочнение при наклепе широко используют для повышения механических свойств деталей, изготовленных методами холодной обработки давлением. В частности, наклеп поверхностного слоя деталей повышает сопротивление усталости. Понижение пластичности при наклепе используют для улучшения обрабатываемости резанием вязких и пластичных материалов (сплавов алюминия, латуней и др.).
Виды заклепок
Заклепки для работы вручную
Один из простейших и активно используемых видов заклепок, чаще всего применяемый для тех соединений, которые в дальнейшем не будут разбираться.
Процесс клепки:
- Создается отверстие, куда помещается заклепка.
- В углублении размещается головка заклёпки.
- С помощью молотка поверхности плотно прижимаются.
- Вторая головка развальцовывается круговыми ударами инструмента, придается нужная форма.
Виды клепок (по форме головок):
- с выпуклой головкой. Диаметр 1-36 мм; длина 2-180 мм.
- с потайной головкой. Диаметр 1-36 мм; длина 2-180 мм.
Виды работ: крепление видимых пластин, тонких листов из металла и т.д.
Недостаток: необходима доступность к обеим сторонам соединяемых деталей; сложность клёпки.
Трубчатые, полутрубчатые и пистонные заклёпки
Этот вид заклёпок по причине их непрочности применяется для сочленения деталей, подвергающихся небольшим физическим нагрузкам.
Эти детали полые: трубчатые без шляпки и со сквозным отверстием; полутрубчатые наполовину полые; пистонные с тонкостенными трубками.
Процесс клепки:
- Создается отверстие, куда помещается заклепка.
- Расклепывается пуансонами.
- Соединение готово.
Недостаток: можно использовать только при небольшой физической нагрузке, необходима доступность к обеих сторон.
Закладные заклёпки
Данные заклепки выгодно отличаются от предыдущих прочностью. Это связано с тем, что в их основании после установки остается пуансон.









Процесс клёпки:
- Просверливается отверстие, куда помещается заклёпка.
- Внутрь заклёпки помещается пуансон так, чтобы он вышел и противоположной стороны.
- Расклепывается материал заклёпки.
- Формируется шляпка.
Виды работ: толстостенные конструкции с повышенной жесткостью.
Заклёпка с резьбой
Заклёпка с резьбой необходима для произведения резьбового соединения в материалах с легкой текстурой, где создание резьбы в самих деталях невозможно по причине его небольшой толщины, например, в листовой жести. Резьбовая заклёпка внутри содержит резьбу, используемую во время соединения к поверхности заклепки. Хотя ее основное применение – создавать болтовое соединение.
Процесс клепки:
- Проделывается отверстие.
- Деталь аккуратно накручивается на подготовленный для этой работы инструмент, затем располагается в созданном отверстии.
- При помощи заклёпочника заклёпка сжимается по всей длине, плотно придавливает с обеих сторон детали.
- Инструмент выворачивается.
Материал заклёпки должен быть идентичен материалу соединяемых деталей.
Виды работ: декоративная деятельность; поверхности, где крайне необходимой считается износостойкость к коррозийным процессам.
Вытяжные заклёпки
Предложенный тип заклёпок имеет широкое применение для сочленения разнообразных материалов, особенно хрупких.
Процесс клепки:
- Создается отверстие.
- Заклепка аккуратно вставляется на специализированный инструмент, затем располагается в углубление.
- Инструмент тянет стержень, сжимает его по длине.
- Удаляется инструмент одновременно со стержнем.
Материал: алюминий, сталь, комбинированный вариант.
Виды заклепок, зависящий от формы бортика:
- Со стандартным;
- С широким;
- С потайным.
Виды работ: универсальны.
Правила техники безопасности при клепке
- Специальный молоток должен быть плотно насажен на рукоятку.
- Обжимки и бойки должны быть без трещин и выбоин.
- Работу лучше выполнять в паре, так как это облегчает и без того трудоемкий процесс.
- Вырезы на поддержки должны присутствовать в обязательном порядке, а сама поддержка должна быть тяжелее молотка в 4-5 раз.

Если при работе происходит брак, испорченную деталь срезают зубилом косяком. При необходимости пользуются не только молотком, но и кувалдой. После этого бородком выбивают стержень заклепки.
Эти этапы работы на бракованным изделием не подходят для деталей, изготовленных из тонких листов, так как срубание головки заклепки может привести к деформации детали. В данном случае уместнее будет применить метод высверливания.
Необходимо отметить, что область применения клепки с каждым годом сужается, так как совершенствуются методы сварки.Но и сегодня сфера применения достаточна широка: авиа- и судостроение, строительные конструкции, машиностроение и т.д.
Внимание покупателей подшипниковУважаемые покупатели, отправляйте ваши вопросы и заявки по приобретению подшипников и комплектующих на почту или звоните сейчас:
Доставка подшипников по РФ и зарубежью. Каталог подшипников на сайте
Почему бандажные ленты из металла так популярны
Металлическая лента – самый востребованный упаковочный материал. Помимо упаковки грузов стальные полосы применяются в электромонтажных работах. С их помощью самоизолирующие провода СИП надежно крепятся к различным опорам: железобетонным, деревянным столбам, стенам домов.
Главные преимущества– отличные технические и эксплуатационные характеристики:
- Универсальность применения.
- Сведение к минимуму случаев деформаций, порчи товаров.
- Высокая прочность, надежность крепления, сопротивляемость сверхвысоким механическим нагрузкам.
- Аккуратность, внешний вид груза остается открытым для внешнего обзора.
- Компактность, удобная расфасовка для пользования (бухты, рулоны).
- Большой выбор типоразмеров.
- Доступность, сравнительно невысокая стоимость.
- Транспортировка грузов различными видами транспорта.
Типы наклепа
Различают два основных типа наклепа, которые отличаются процессами, протекающими при его формировании в материале. Если новые фазы в металле, характеризующиеся иным удельным объемом, сформировались в результате протекания фазовых изменений, то такое явление носит название фазового наклепа. Если же изменения, произошедшие в кристаллической решетке металла, произошли из-за воздействия внешних сил, они называются деформационным наклепом.
Деформационный наклеп, в свою очередь, может быть центробежно-шариковым или дробеметным. Для выполнения наклепа первого типа на обрабатываемую поверхность воздействуют шариками, изначально располагающимися во внутренних гнездах специального обода. При вращении обода (что выполняется на максимальном приближении к обрабатываемой поверхности) шарики под воздействием центробежной силы отбрасываются к его периферии и оказывают ударное воздействие на деталь. Формирование наклепа в дробеструйных установках происходит за счет воздействия на обрабатываемую поверхность потока дробинок, перемещающихся по внутренней камере такого оборудования со скоростью до 70 м/с. В качестве таких дробинок, диаметр которых может составлять 0,4–2 мм, для наклепа могут быть использованы чугунные, стальные или керамические шарики.
Схема традиционного деформационного наклепа и график повышения твердости материала
Для того чтобы понимать, почему нагартовка или формирование наклепа приводят к упрочнению металла, следует разобраться в процессах, которые протекают в материале при выполнении таких процедур. При холодной пластической деформации, происходящей под воздействием нагрузки, величина которой превышает предел текучести металла, в его внутренней структуре возникают напряжения. В результате металл будет деформирован и останется в таком состоянии даже после снятия нагрузки. Предел текучести станет выше, и его значение будет соответствовать величине сформировавшихся в материале напряжений. Чтобы деформировать такой металл повторно, необходимо будет приложить уже значительно большее усилие. Таким образом, металл станет прочнее или, как говорят специалисты, перейдет в нагартованное состояние.
Читать также: Пайка дюралюминия в домашних условиях
При холодной деформации металла, протекающей в результате воздействия соответствующего давления (в процессе, например, наклепа), дислокации, составляющие внутреннюю структуру материала, начинают перемещаться. Даже одна пара движущихся дефектных линий, сформировавшихся в кристаллической решетке, способна привести к образованию все новых и новых подобных локаций, что в итоге и повышает предел текучести материала.
Изменение структуры поверхностного слоя в результате холодной деформации
Внутренняя структура металла при его деформировании в процессе выполнения наклепа или нагартовки претерпевает серьезные изменения. В частности, искажается конфигурация кристаллической решетки, а пространственное положение кристаллов, которые ориентированы беспорядочно, упорядочивается. Такое упорядочивание приводит к тому, что оси кристаллов, в которых они обладают максимальной прочностью, располагаются вдоль направления деформирования. Чем активнее будет выполняться деформирование, тем большее количество кристаллов примут подобное пространственное положение. Существует ошибочное мнение, что зерна, составляющие внутреннюю структуру металла, при его деформации измельчаются. На самом деле они только деформируются, а площадь их поверхности остается неименной.
Технология наклепа и нагартовки металла
Наклеп – это явление, при котором повышается прочность и твердость металлического изделия. Изменения свойств достигается за счет пластической деформации. Наклеп металла протекает при высокой температуре, значение которой недостаточно для рекристаллизации заготовки. Данное явление может быть как вредным, так и полезным.
Нагартовка – это технологический процесс, который преследует те же цели, что и наклеп. Основное отличие заключается в том, что последнее явление может происходить в результате осознанных или неосознанных действий.








Например, в процессе механической обработки резанием с высокой скоростью и глубиной прохода поверхность приобретает избыточную прочность, что повышает хрупкость изделия. Нагартовкой являются только полезные деформационные упрочнения, применение которых имеет умышленный характер.
Суть и назначение наклепа и нагартовки
В результате пластической деформации происходят изменения в кристаллической решетке и фазовом составе материала. Процесс нагартовки металла сопровождается образованием дефектов во внутренней структуре изделия. При этом свойства материала изменяются следующим образом:
- повышается стойкость к механическим повреждениям (упрочнение металла);
- увеличивается твердость материала;
- снижается сопротивление динамическим нагрузкам;
- теряется пластичность;
- происходит снижение устойчивости к пластическим деформациям с противоположным знаком – это называется эффектом Баушингера.
Таким образом, снижается предел текучести металла. Этот параметр определяет предельное напряжение на изделие, при котором оно начнет деформироваться пластически. Если степень нагрузки не превышает допустимого значения, после прекращения действия сторонних сил металл вернется в прежнее состояние.
Данный параметр особенно важен для нагартованной стали, которую используют в качестве основного материала в несущих конструкциях различных зданий и сооружений. Проект составляют с учетом предельных нагрузок на отдельные элементы и объект в целом.
Изучение структуры металла говорит о том, что после превышения предела текучести изделие получает деформационное упрочнение. Для закалки поверхности наклепом используют специальное оборудование, которое будет рассмотрено ниже.
При воздействии на сталь и прочие ферромагнитные материалы наблюдается увеличение значения напряженности магнитного поля. Этот параметр называется коэрцитивной силой. При этом магнитная проницаемость изделия снижается.
Рассматриваемое явление помогает повысить эксплуатационные свойства пластичных металлов. При нагартовке алюминия и сплавов на его основе наблюдается существенное увеличение твердости и повышение предела текучести.
Удобство работы с пластичными металлами заключается в том, что для холодной деформационной обработки можно использовать любой из нижеперечисленных способов:
- прокатку;
- глубокую вытяжку;
- ковку;
- отбортовку.
В каких случаях используют наклеп, а когда нагартовку
Физика данных процессов основана на деформационном упрочнении металлического изделия. Отличие заключается в следующем:
- Наклепом называется любое деформационное упрочнение металла, эффект от которого может быть как положительным, так и отрицательным.
- Нагартовкой считают только тот процесс, который применяют к изделию умышленно, с целью повышения эксплуатационных характеристик.
В технической документации, включая государственные стандарты, ANSI и ISO, отсутствует термин наклеп. Например, деформационно-упрочненный алюминий называют нагартованным. Для этого металла степень обработки обозначают буквой Н. За ней следует числовое определение, которое может содержать от одной до трех цифр.
Виды наклепа
Деформационное упрочнение металла классифицируют по процессам, которые активизируются в заготовке во время образования наклепанного слоя.
В случае образования новых фаз, отличающихся иным удельным объемом, явление называют фазовым. Если причина изменений – действие внешних сил, наклеп называют деформационным.
Существует две категории:
- Центробежно-шариковый. На изделие воздействуют шариками, которые располагаются в гнездах обода установки. Ее принцип действия основан на вращении, когда под влиянием центробежной силы элементы оказывают механическое воздействие на обрабатываемую заготовку.
- Дробеметный. Этот метод основан на использовании кинетической энергии. В качестве обрабатывающих элементов используют дробь диаметром до 4 мм, изготовленную из прочного материала: чугуна, стали или керамики. Согласно технологическим требованиям скорость потока может достигать 70 м/с.
Нагартованная сталь
Современное машиностроение, а также производство различных металлических изделий требует в качестве материала сталь, имеющую совершенно различные физико-механические качества. При этом большое значение имеет изготовление таких сортов стали, поверхность которых имеет одни механические качества, а основное тело изделия – несколько иные.
В частности, для многих областей машиностроения важно, чтобы сталь сохраняла такие свои основные пластические качества, как прочность и упругость, но приобрела бы при этом твердость поверхностных слоев, которые непосредственно взаимодействуют с другими элементами машин или конструкций. Для отдельных узлов машин и механизмов нужна повышенная ударопрочность поверхности стали, повышенная устойчивость к изнашиванию, а также повышенное противодействие микроразрушениям, которые принято называть «усталостью материала». Все эти свойства сталь приобретает в технологическом процессе наклёпа, который также известен под названием «нагартовка»
Наклёп (нагартовка) – процесс пластического деформирования стальной заготовки при температурах, когда еще не растет размер «зерна» стали в процессе нагрева, то есть не происходит рекристаллизация. В ходе этого процесса увеличивается твердость и прочность поверхностных слоев заготовки за счет снижения их вязкости и пластичности. Существует мнение, что любое внешнее механическое воздействие на стальную заготовку может носить название «нагартовка», однако качество технологической процедуры наклёпа зависит от значительного количества условий, в первую очередь – от температурных
Все эти свойства сталь приобретает в технологическом процессе наклёпа, который также известен под названием «нагартовка». Наклёп (нагартовка) – процесс пластического деформирования стальной заготовки при температурах, когда еще не растет размер «зерна» стали в процессе нагрева, то есть не происходит рекристаллизация. В ходе этого процесса увеличивается твердость и прочность поверхностных слоев заготовки за счет снижения их вязкости и пластичности. Существует мнение, что любое внешнее механическое воздействие на стальную заготовку может носить название «нагартовка», однако качество технологической процедуры наклёпа зависит от значительного количества условий, в первую очередь – от температурных.
Нагартовка в условиях современного производства осуществляется как фазово – за счет сложной процедуры термической обработки стали, так и механически – за счет деформирующего внешнего воздействия. Внешнее деформирующее воздействие – это, как правило, результат «обстрела» стальной заготовки потоком стальной или чугунной дроби. Механизм этого ударного воздействия может быть различным — с помощью специального роторного дробомёта, воздушного потока и др.
Важно знать, что для изготовления качественной нагартованной стали необходимо строгое соблюдение технологии наклёпа. Излишнее или иное неправильное термическое или механическое воздействие на стальную заготовку в процессе наклёпа может привести к перенаклёпу – состоянию поверхности стали, на которой появляются микротрещины и поры, которые являются причиной её хрупкости
Именно поэтому при поиске вариантов покупки партий нагартованной стали особое внимание нужно уделять надежности и производственно-деловой репутации её производителя
Источник
Нагартовка алюминия: немного физики
Методы обработки металлов давлением – прокатка, ковка, штамповка, прессование – превращают литой алюминиевый слиток в готовый полуфабрикат или конечное изделие – алюминиевый лист, алюминиевую поковку, алюминиевую штампованную деталь или алюминиевый профиль.
Это происходит при повышенной или комнатной температуре и может также включать один или несколько промежуточных нагревов – отжигов – алюминия или алюминиевого сплава для восстановления его пластичности.
При этом происходит два основных изменения: 1) изменение формы и 2) изменение микроструктуры и механических свойств.
Пример: прокатка фольги из слитка
Например, прокаткой из алюминиевого слитка длиной 5 м и толщиной 300 мм получают около 200 километров алюминиевой фольги толщиной 7 микрометров. Изменение формы измеряется единицами деформации.
И без численной оценки деформаций ясно, что здесь они были очень большими, и их нельзя было достичь за один проход.
Обычно путь изготовления фольги начинается с горячей прокатки и заканчивается холодной прокаткой и отжигом.
Почему алюминий пластичный?
Способность подвергаться большой пластической деформации является одним из наиболее полезных свойств металлов. Металлы с гранецентрированной кубической решеткой, к которым относится и алюминий, обычно проявляют хорошую пластичность – их можно легко деформировать в различные сложные формы.










Обычно металлы состоит из большого количества отдельных зерен или кристаллов, то есть они являются поликристаллическими. Типичное зерно или кристалл алюминия после горячей и холодной обработки, а затем отжига имеет диаметр, скажем, 40 мкм, а элементарная ячейка атомной кристаллической решетки – всего около 0,4 нм = 0,0004 мкм.
Так что каждое зерно содержит много миллионов таких элементарных ячеек – порядка 1015 штук.
Дислокации в алюминии
При разливке алюминиевых слитков первичные кристаллы растут из жидкой фазы и литая микроструктура обычно очень грубая. Когда алюминий пластически деформируют, каждое зерно деформируется путем движения линейных дефектов своей кристаллической решетки. Деформация происходит за счет проскальзывания
поплоскостям скольжения вдоль направлений сдвига.
Эти дефекты называют дислокациями
(рисунок 1). Дислокации двигаются по некоторым кристаллографическим плоскостям в кристалле – так называемым «плотно упакованным плоскостям», которые известны как плоскости скольжения. Движение одной дислокации производит единичную сдвиговую деформацию, а объединенное движение сотен тысяч дислокаций – полную деформацию.
Рисунок 1
В ходе деформации при комнатной температуре число дислокаций возрастает и им становится трудно двигаться сквозь атомную решетку.
В этом случае говорят, что алюминий «получил нагартовку», «получил деформационное упрочнение» или даже «наклепался», а такой алюминий или алюминиевый сплав называют нагартованным.
Это означает, что для продолжения деформации требуется все большие усилия, а алюминий постепенно теряет пластичность, что, в конечном счете, приведет к образованию в нем трещин и его разрушению.
В это время на атомном уровне происходит следующее.
В ходе деформации скольжение дислокаций происходит очень активно и движущиеся дислокации различных плоскостей скольжения начинают взаимодействовать друг с другом, перепутываться между собой и образовывать так называемый «лес» дислокаций. С увеличением плотности дислокаций возрастает предел текучести материала – где-то прямо пропорционально корню квадратному из плотности дислокаций.
Нагартовка и отжиг – серия Н2
Серия Н2 относится к материалам, которые были нагартованы до более высокой степени, чем это нужно было бы для заданных прочностных свойств, а затем снижают эту «лишнюю» прочность снимают с помощью частичного отжига. С увеличением степени нагартовки вторая цифра возрастает от 2 до 8 аналогично чисто нагартованным состояния: Н22, Н24, Н26 и Н28.
На рисунке схематически показаны нагартованные состояния серий Н1 и Н2 при различной степени нагартовки и различных длительностях отжига при постоянной температуре. Бывают аналогичные графики в зависимости от температуры отжига. У состояний с одинаковыми вторыми цифрами пределы прочности – одинаковые, а предел текучести у состояний с частичным отжигом ниже, чем у чисто нагартованных состояний. График роста прочности от степени холодной деформации имеет выпуклость вверх. Это отражает тот факт, что первые стадии холодной деформации дают максимальный прирост прочности.