

ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
3.1а. Надфили должны изготовляться в соответствии с требованиями настоящего стандарта по рабочим чертежам, утвержденным в установленном порядке.
(Введен дополнительно, Изм. N 2).
3.1. Надфили должны изготовляться из инструментальной легированной стали марки 13Х по ГОСТ 5950* или из углеродистой стали марок У12, У12А, У13, У13А по ГОСТ 1435*.
________________
* На территории Российской Федерации действуют ГОСТ 5950-2000 и ГОСТ 1435-99, соответственно. Здесь и далее. – .
(Измененная редакция, Изм. N 4).
3.2. Твердость и острота зубьев надфиля должны обеспечить сцепляемость с контрольной пластинкой из сталей марок 13Х, У12, У12А, У13, У13А.
Твердость контрольной пластинки должна быть:
для проверки надфилей, изготовленных из легированной стали – не менее 58 HRC, изготовленных из углеродистой стали методом насекания – не менее 58 HRC, методом нарезания – не менее 55 HRC.
(Измененная редакция, Изм. N 1, 2).
3.3. На поверхностях надфилей не должно быть трещин. На рабочей поверхности надфилей не должно быть заусенцев, черновин и следов коррозии.
(Измененная редакция, Изм. N 4).
3.4. Отношение высоты зуба к нормальному шагу основной насечки должно быть не менее 0,47 для надфилей с насеченными зубьями и не менее 0,45 для надфилей с нарезанными зубьями.
Насечка на расстоянии до 3 мм от носка не контролируется.
3.5. Передний угол зуба надфиля, измеренный в сечении (по вершине зуба), перпендикулярном к направлению основной насечки, может быть отрицательным, но не должен превышать:
у надфилей с нарезанными зубьями – минус 18°,
у надфилей с насеченными зубьями – минус 12°.
3.6. Предельные отклонения размеров надфилей должны быть не более, мм:
длины рабочей части | ±3 | |
общей длины | -7 | |
размеров , , а для круглых надфилей размера | +0,2-0,3 | |
размера : | ||
плоских, трехгранных односторонних, полукруглых, ромбических, ножовочных, овальных | +0,1-0,2 | |
пазовых | -0,2 | |
разности ширин двух смежных сторон при большом угле ромбического надфиля | 0,2 |
3.7. Предельные отклонения:
угла наклона насечки 25°, 45° | ±2°; |
числа основных и вспомогательных насечек на 10 мм длины | ±2 насечки. |
3.6, 3.7. (Измененная редакция, Изм. N 2).
3.8. (Исключен, Изм. N 4).
3.9. Отклонение от прямолинейности рабочих поверхностей надфиля не должно быть более 0,2 мм, хвостовика – 0,3 мм.
Отклонение от прямолинейности проверяется на длине насечки.
(Измененная редакция, Изм. N 1).
3.10. (Исключен, Изм. N 4).
3.11. По заказу потребителя хвостовики надфилей должны быть изготовлены с сетчатой накаткой 0,6 мм по ГОСТ 21474.









3.12. На поверхности круглых надфилей и на поверхности выпуклой стороны полукруглых надфилей при насечке рядками, насечки соседних рядков должны перекрывать друг друга.
3.13. Отклонение от перпендикулярности узких сторон плоских надфилей относительно широких не должно превышать 2°.
(Измененная редакция, Изм. N 1).
3.14. (Исключен, Изм. N 4).
3.15. По заказу потребителя допускается изготавливать надфили с укороченным на 40% хвостовиком для использования их при работе с цанговыми ручками.
3.16. Длина ненасеченного участка надфиля от начала зоны сопряжения рабочей и хвостовой части до начала основной насечки должна быть не более 8 мм.
3.17. Разность между наибольшим и наименьшим значениями осевого шага основной или вспомогательной насечки на любом участке рассматриваемой стороны не должна превышать 10% номинального значения осевого шага.
3.18. Средний и установленный ресурсы надфилей, изготовленных из углеродистой стали, при условиях испытаний, указанных в разд.5, должны быть соответственно:
138 и 62 мин – для надфилей с насечкой, образованной методом насекания;
92 и 41 мин – для надфилей с насечкой, образованной методом нарезания.
3.19. Критерием предельного состояния надфилей является потеря сцепляемости с контрольной пластинкой, твердостью указанной в п.3.2.
3.18, 3.19. (Измененная редакция, Изм. N 3).
3.20. На ненасеченной части надфиля или хвостовике должны быть четко нанесены:
товарный знак предприятия-изготовителя, марка стали 13Х (марки стали У12, У12А, У13, У13А не маркируют), номер насечки.
3.21. При упаковывании надфили должны быть отделены один от другого.
(Измененная редакция, Изм. N 3, 4).
3.22. На потребительской таре должна быть указана твердость надфилей.
3.23. Внутренняя упаковка надфилей ВУ-1 по ГОСТ 9.014.
3.24. Остальные требования к упаковке, маркировке транспортной и потребительской тары по ГОСТ 18088.
3.16-3.24. (Введены дополнительно, Изм. N 2).
Процесс выбора надфиля
При выборе рассматриваемого инструмента рекомендуют руководствоваться достаточно большим количеством различных рекомендаций. Примером назовем следующее:
Уделяется внимание отсутствию заводских дефектов.
Выбирается изделие по номеру насечек.
Размеры основной части также имеют важное значение. С увеличением длины заготовки увеличивается рабочая часть.
На поверхности не должно быть коррозии.
Рекомендуется отдавать предпочтение изделиям, которые изготавливают известные производители
Их продукция зачастую обладает наиболее привлекательными эксплуатационными характеристиками
Рекомендуется отдавать предпочтение изделиям, которые изготавливают известные производители. Их продукция зачастую обладает наиболее привлекательными эксплуатационными характеристиками.
Изготовление напильников
Изготовление состоит в основном из следующих операций:
- отрезка заготовок,
- отковка хвоста и носка напильника,
- отжиг,
- правка (рихтовка),
- обточка, или шлифовка, плоскостей,
- опиловка для личных и бархатных напильника,
- снятие фаски,
- наседка, или нарезка, зубьев,
- обрезка носка,
- заправка (заточка носка),
- закалка,
- очистка,
- отпуск хвоста,
- смазка
- упаковка.
Сталь напильника
Материалом для напильников служит углеродистая сталь с содержанием 0,8—1,5% С; 0,10—0,30% Si; 0,25—0,45% Мп; < 0,04% S и < 0,05% Р. Для изготовления рашпилей применяется углеродистая сталь с содержанием 0,7% С.
Некоторые виды, особенно бархатные и специального назначения для работы по металлу после термической обработки, изготовляются из легированной стали с присадкой хрома от 0,3 до 0,7%. Содержание углерода в стали берется тем больше, чем меньше размер изготовляемого напильника.
Сталь для изготовления поступает в виде полос определенного профиля и размера в соответствии с профилем и размером . Твердость стали д. б. не выше 300 по Бринелю. Первая операция — отрезка заготовок — производится обыкновенно на прессах-ножницах, причем обрезается одновременно несколько заготовок, количество которых зависит от размеров сечения разрезаемых прутков.
Следующей операцией является оковка носка напильника (его конечной части). Эта операция производится или на приводном пружинном молоте с весом падающей части (бабы) от 15 до 45 в зависимости от размеров сечения отковываемого напильника или в бойках с ручьями с соответствующими сечению и размеру отковываемой части. Оковку плоских, трехгранных и полукруглых более рационально производить на ковочных вальцах, что дает более гладкую поверхность кованной части. Нагрев перед ковкой производится в пламенных печах очкового типа, работающих как на нефти и на кменном угле.
Диаграмма испытания ряда напильников на машинах Герберта приведена на рис. 19, она изображает объем спиленного материала в функции числа ходов напильника; таким образом высота подъема каждой индивидуальной кривой данного напильника до перехода ее в горизонтальное направление (что обозначает окончательное затупление напильника) характеризует стойкость напильников, а тангенс угла наклона кривой к горизонтальной оси пропорционален остроте.
Необходимо однако отметить, что результаты испытания на машине Герберта только тогда сравнимы друг с другом, когда испытуемые напильник находятся в абсолютно тождественных условиях как в отношении шага насечки прижимающего веса, так и в смысле равномерной структуры и твердости пробных брусков.
Виды напильников и их назначение
Виды напильников по классам и форме определяют основную сферу применения.
К 1 классу относятся инструменты с насечкой с нумерацией от 0 до 1.
Это драчевый напильник его основная задача черновая обработка поверхностей.
Ко второму классу относятся инструмент с абразивом под № 2 и 3.
Это уже менее грубый напильник, называют его личной, и использует преимущественно для чистовой обработки, т.к. он оставляет более гладкую поверхность.
Инструменты 3,4,5 и 6 класса обладают насечкой 4 и 5 номеров.
Они больше известны как «бархатные» или ювелирные напильники, применяются для финишной обработки.
Виды напильника по форме
Классификация по форме подразделяет сферу применения более детально.
1. Плоские тупоносые напильники относятся к универсальному инструменту, т.к. предназначены они для работ по металлу и дереву.
Они легко справляются с обработкой плоских и выпуклых поверхностей. На одну из боковых граней у них нанесена одинарная насечка.
2. Плоские остроносые используют для обработки наружных или внутренних плоских поверхностей, также их применяют для пропиливания шлицев и канавок.
3. Квадратные изделия имеют острый нос, служат они для распиливания отверстий квадратного и прямоугольного сечения и зауженных поверхностей.








4. Трехгранная форма выпускается в двух вариантах – для послойного срезания материалов, обработки внутренних углов разной формы, трехгранных отверстий для опиливания мелких пазов и клиновидных канавок.
Также этот вид применяют для заточки пил по дереву, поэтому их еще называют ножовочными.
5. Круглая форма – этот вид, как и треугольный, имеет два различных подтипа.
Для обработки круглых пазов, отверстий, послойного отпиливания и для затачивания пил по дереву, цепей для пил.
6. Полукруглый тип относит инструмент к универсальным, так как сочетает преимущества плоских и круглых напильников.
Идеально выполняет обработку сферических и плоских поверхностей, имеет заостренный носик.
7. Ромбическая форма позволяет эффективно обрабатывать материалы со сложной конфигурацией поверхности, в том числе для работы с шестернями, звездами, колесами, дисками.
Напильники, предназначенные для специализированных операций, называются инструментом специального назначения, к ним относятся алмазные покрытия и другие режущие поврехности более высокой твердости, предназначенные для цветных сплавов, металла, для плитки из кафеля или керамики и прочих материалов.
Виды и размер насечек
Характер насечки определяет основные виды напильника.
Профиль и размер зубьев напильника зависят от станка, используемого для нанесения режущей поверхности.
Как правило, для производства используются:
— пилонасекательные станки с зубилом; — фрезерные станки; — шлифовальные станки со специальными кругами; — зубонарезные и протяжные станки.
Вне зависимости от способа производства, все зубцы имеют заданные параметры угла расположения, заострения и резания.
Чем больше насечек на 1 см рабочей площади, тем меньше зубья насечки.
Отношение высоты к шагу основной насечки должно быть не меньше 0,5.
Материал напильника
Согласно стандартам РФ и международным нормам, напильники производятся из инструментальной стали углеродистого типа.
К таким относятся наиболее распространенные марки:
— У 10,12, 13; — У 10, 12, 13 А; — ШХ15 УА; — 13Х и их зарубежные аналоги.
Варианты рубанков
По особенностям конструкции и назначению, данный инструмент бывает двух основных типов:
- кромочный;
- обдирочный.
Рассмотрим более подробно каждый из этих видов. Кромочный рубанок, как видно из названия, применяется для следующих целей:
- для обработки кромок (но не для их выравнивания);
- удаления фаски, которая осталась на гипсокартонных листах, пластмассе или мягкой древесине;
- для максимально ровной обрезки листа под заданным углом. Наиболее часто необходима обрезка под углом в 45 градусов.
Кромочный рубанок Как правило, в своей структуре имеет два ножа, которые расположены к боковой поверхности под углом. Они имеют вид трапециевидного лезвия. Положение ножей может регулироваться с помощью специальных винтиков. Благодаря им, при поломке лезвия или потери остроты, ножи легко извлекаются из инструмента. Обычно корпус таких рубанков изготавливается из стали, которая сверху покрывается порошковой окраской для предотвращения проявления коррозийных процессов. Кромочный рубанок в основном применяют там, где поверхность обработки незначительная. Обдирочный рубанок всегда применятся для обработки и выравнивания кромки гипсокартонных плит. Особенности его конструкции заключаются в том, что рабочее полотно здесь имеет форму терки. Конфигурация режущей кромки инструмента такова, что она позволяет получать идеально ровный торец нарезанного листа.
Обдирочный рубанок
При этом сам корпус инструмента позволяет быстро его закреплять и вести по рабочей поверхности, которую необходимо зачистить. Большинство моделей данного вида имеют корпус из армированного пластика или силумина. Но можно встретить и модели, чей корпус изготовлен из стали. Обдирочный рубанок всегда используют в том случае, если нужно зашкурить большой участок гипсокартонной плиты. Если область обработки незначительная, то для экономии денежных средств и времени вместо рубанка можно воспользоваться ручным рашпилем, имеющего форму, схожую с теркой для сыра.
Уход за напильниками
Напильники во время работы изнашиваются. Износ сопровождается потерей их режущих свойств. Очень быстро, практически мгновенно, изнашивается напильник в случае опиливания им поверхности, не очищенной от окалины и корки, или закаленной. Для удлинения срока службы напильников необходимо соблюдать правила:
- не употреблять новый напильник для опиливания твердого чугуна, стали и твердых, неотожженных стальных деталей (сначала им опиливают мягкую сталь, бронзу, латунь);
- беречь напильники от ржавчины, следить, чтобы на них не попадала вода и наждачная пыль;
- всегда пользоваться только одной стороной напильника, вторую пускать в дело лишь после затупления первой стороны или же в случае обязательной обработки острыми зубьями;
- не класть напильники один на другой, а также вместе с другими инструментами и деталями;
- не брать напильник за насеченную часть замасленными руками и не класть его на замасленные верстак или тряпки.
Уход за напильниками заключается в своевременной очистке насечки от застрявших в ней стружек и предохранении напильника от попадания на насечку масла или воды. Чистят напильники стальными щетками, изготовляемыми из кордной ленты. Иногда стальной щеткой не удается достаточно хорошо очистить напильник, тогда его опускают на 8–10 мин в 10%- ный водный раствор серной кислоты, а затем промывают в воде и очищают стальной щеткой. После очистки напильник тщательно промывают сначала в растворе каустической соды, а потом в горячей воде и немедленно сушат.
Опилки от каучука, фибры и дерева можно очистить стальной щеткой после выдержки напильника в течение 15–20 мин в горячей воде.
Если на напильник попало масло, то его чистят куском древесного угля (березового), натирая вдоль рядов насечек, а затем чистят, как обычно, щеткой. Если очистить углем не удается, то замасленные и загрязненные напильники промывают в горячем растворе щелочи (едкого натра, каустической соды). После этого их очищают стальной щеткой, промывают в воде и высушивают.
Напильники при правильном уходе и интенсивной работе сохраняют работоспособность в течение 12–15 рабочих дней при опиливании стали средней твердости, 7–10 дней — стали твердой, 10–12 дней — чугуна, 15–18 дней — бронзы и мягкой стали, 15–20 дней — латуни и алюминия.
Поверхность изношенного напильника блестящая, а нового или малоизношенного — матовая.
Изношенные напильники передают в перенасечку или на восстановление.
Просмотров: 9 294
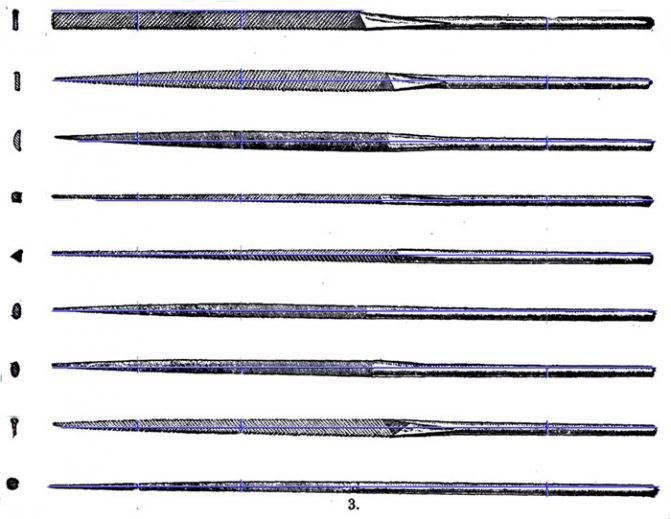
Формы надфилей и их применение
Мастера нередко используют целый набор мини-напильников в определенной последовательности.
Многоступенчатая обработка детали позволяет добиться оптимального состояния, подкорректировать все огрехи без особого труда.
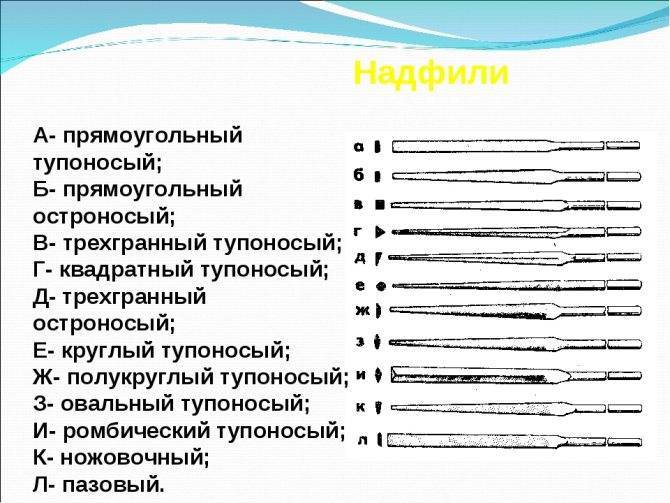
По профилю инструмент подразделяется на следующие типы:
- трехгранные остроносые (треугольные). Имеют три равные грани, соответственно три рабочих ребра. Такая форма годится для обработки углов, расстановки угловых насечек, обточки мелких пазов внутри и снаружи;
- трехгранные тупоугольные. Напоминают треугольник с равными сторонами и тупым углом. Может иметь 1 или 3 грани разной текстуры. Применяется для обработки углов, средних и крупных отверстий;
- клиновидные. Обладают одним ребром и двумя рабочими гранями с острым концом. Подходят для обработки клапанов, мелких углов, кастов, пропиливания высечек;
- ромбические. Удобны для изделий с разными углами в форме. Рабочие поверхности складываются в ромб с острыми гранями. Кончик притуплен;
- полукруглые. Одна сторона плоская, другая — овальная. Насечки по всему инструменту. В сечении — сегмент. Универсальный вид, поскольку можно обработать и округлые и плоские поверхности. Неотъемлемый инструмент ювелира при изготовлении колец;
- плоские тупоносые. Прямоугольные, с четырьмя вытянутыми сторонами. По две широкие и узкие рабочие грани. Можно обрабатывать разнообразные пазы, ровные элементы;
- плоские остроносые. Прямоугольники с острым концом. Применение аналогично тупоносым, но больше возможностей для труднодоступных мест;
- квадратные. Имеют сечение в форме квадрата. Все поверхности рабочие. Используются для опиловки люфтов, насечек, пазов с прямыми углами;
- овальные. Служат для округлых деталей, создания плавных линий. В сечении выглядят как овал. Кончик часто заострен;
- круглые. Круглая рабочая часть, тупой или острый кончик. Насечки по всей окружности. Идеально подходят для корректировки рельефных, округлых поверхностей;
- пазовые. Очень похожи на плоский тип надфилей. Главное отличие — закругленные торцы. Нос может быть острым или тупым. Широко применяются для обработки отверстий разного формата;
- разновыпуклые. Похожи на двояковыпуклую линзу. Насечка на обеих рабочих сторонах, нос заострен. Отлично выравнивают форму кольцам изнутри;
- ножевидные. Выглядят аналогично бытовому кухонному ножу. Чаще всего служат для зачистки деталей от грязи, ржавчины, налета, тонкой заточки, подгонки;
- игольчатые. Отличительная особенность — короткая рабочая часть. Напилок без ручки имеет длину всего 25 — 55 мм. Хвостовик квадратного сечения, острый кончик. Используется ювелирами для шлифовки поверхностей. В остальных областях изредка применяется для труднодоступных мест. Также называется надфилем для золота;
- бархатные. Надфили такого типа служат для самой нежной обработки. За один взмах они снимают 0,05 мм без видимых следов. Такой эффект возможен благодаря 25 — 80 зубчикам на каждый сантиметр рабочей поверхности;
- рифели. Надфели специального назначения. Главным образом используют ювелиры. Форма изогнута наподобие серпа или крючка, сплав с магнитной добавкой. Ими обрабатываются звенья цепочек, золотые кольца. Магнитная составляющая позволяет стряхивать крошку металла, чтобы мусор не мешал крайне тонкой работе;
- надфили для заточки пильных цепей, например, бензопилы. Ручные варианты имеют направляющую плоскость и рабочий стержень с насечками. Форма и размер подбираются в соответствии с шагом цепи. Выдержать калибровку таким надфилем бывает достаточно сложно. Значительно упрощает работу с бензопилой электрический или пневматический вариант. Выглядят они наподобие ленточных шлифовальных машин. Движение осуществляется за счет ремня и двигателя, в комплектах несколько насадок. Такие приборы также активно применяются в автомобильной индустрии, обточке стекла и алюминия;
- двухконцевые. Ручка у таких инструментов находится по центру длины. Рабочие поверхности расположены как с правого, так и с левого края. Часто используется граверами, ювелирами для мелких деталей.
Учесть вид работы при подборе надфиля очень важно. Качество обработки напрямую зависит от свободы доступа к элементу, удобства манипуляций, правильной формы рабочей части
Внешний вид напильника
На сегодня применяется большое количество этого инструмента разной формы. Его можно классифицировать не только по форме сечения, но и форме самого бруска.
Применение напильников различной формы
Действительно, форма бруска во многом определяет сферу применения. То есть, плоские, применяют для обработки плоских поверхностей, расположенных внутри или снаружи детали. Квадратные применяют для разработки отверстий разной формы. Трехгранный нашел свое применение при обработке пазов и других деталей. Кроме того его используют для заточки пил и другого инструмента.
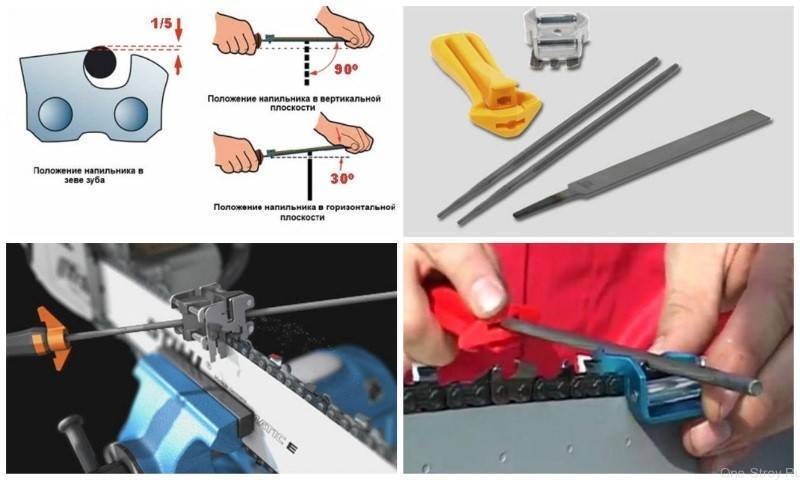
Заточка пильной цепи напильником
Полукруглые, которые могут иметь прямоугольную или остроносую форму предназначены для работы с выпуклыми или вогнутыми поверхностями.
Круглые, используют для работы с круглыми или овальными отверстиями. Для обработки зубчатых колес применяют напильники ромбической формы.








Такое обилие этого инструмента (форма, размеры и пр.) может привести в замешательство. И многие искренне полагают то, что в домашней мастерской надо держать максимально большое количество напильников. Но, это не более чем заблуждение. На самом деле, большую часть работ по обработке поверхностей можно выполнить с применением инструмента следующих форм – прямого, круглого и треугольного.

Набор напильников
Кстати, срок эксплуатации зависит от материала, параметров термической обработки и размера насечки.
Что такое надфиль?
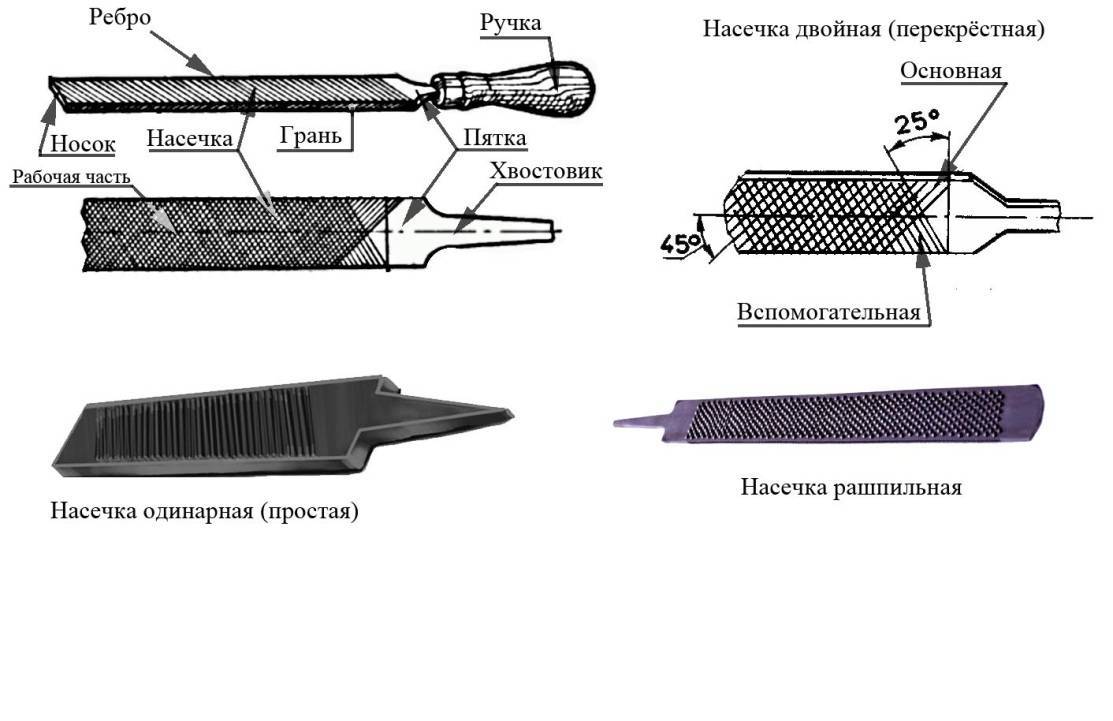
 Формы рабочей части надфилей бывают абсолютно разными. Опытный умелец предпочитает иметь в своём арсенале инструментов набор напильников, которые можно использовать как отдельно друг от друга, так и последовательно. Эффективность обработки поверхности детали обеспечивается двойной насечкой — основной и вспомогательной.
Формы рабочей части надфилей бывают абсолютно разными. Опытный умелец предпочитает иметь в своём арсенале инструментов набор напильников, которые можно использовать как отдельно друг от друга, так и последовательно. Эффективность обработки поверхности детали обеспечивается двойной насечкой — основной и вспомогательной.
Номер насечки, как правило, нанесён на пластмассовую или деревянную ручку инструмента. Рабочая часть покрывается мелкой либо двойной перекрёстной насечкой. Основную насечку исполняют под острым углом, а вспомогательную под углом в 45 градусов. Игольчатые надфили зачастую имеют насечку квадратного сечения.
В соответствии с российским ГОСТом для производства этого инструмента используют два вида стали:
- Легированную с повышенной примесью хрома (ШХ-15, 13Х).
- С высоким содержанием углерода (У10А, У13А).
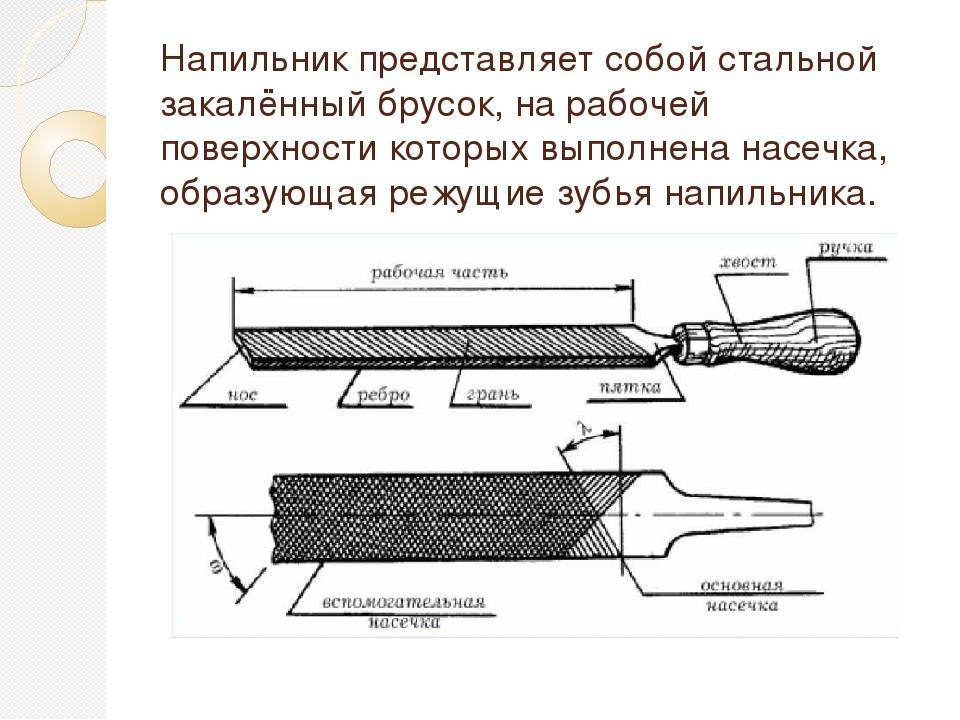
Что такое напильник и для чего предназначен
Напильник – это универсальный слесарный инструмент. Позволяет решить целый спектр задач.
- Зачистка деталей от ржавчины.
- Снятие грязи и краски с поверхности деталей.
- Доведение заготовки до необходимого размера.
- Заточка инструмента.
- Зачистка силовых контактов электрооборудования от нагара.
- Шлифовка поверхностей.
Что собой представляет такой инструмент? Это небольшой брусок металла с насечками. На одном конце выполнен хвостовик для ручки из дерева или пластмассы.
При изготовлении напильников ориентируются на ГОСТ 1465–59. Он регламентирует использование в производстве этих изделий определённого вида металла:
- легированной хромистой стали (марки ШХ 15 или 13Х);
- улучшенной нелегированной стали (марки У10А или У13А).
Для качественной обработки металлических деталей существуют напильники по металлу. Виды насечек позволяют решить широкий спектр задач. Это обработка не только высокопрочных сплавов, но и работа с керамикой, пластмассой, деревом, резиной или кожей. Различны и требования к точности и чистоте обработки.
Какую насечку выбрать
- Простая (одинарная). Подойдёт для обработки мягких металлов или пластмасс. Такой материал легко снимается и может быстро забить пространство между насечками. Но только не в этом случае.
- Напильник с перекрёстной или двойной насечкой. Служит для работы с деталями из твёрдых сплавов. Например, чугун, бронза.
- Рашпильная, точечная насечка. По виду зуба такой инструмент называется рашпиль или драчевый напильник. Он всегда большого размера (250–350 мм). Имеет крупную насечку. По форме различают полукруглый, круглый или плоский. Хорош для работы с резиной, кожей, деревом. Для точной обработки и шлифовки не подойдёт.
- Есть дуговой вид насечек напильников. Применяется для обработки деревянных деталей.
ГОСТ 1465–59 регламентирует шесть номеров насечек:
- Крупная. Это № 0 и 1. Используют для грубой обработки поверхности. Такой инструмент, его ещё называют драчевый напильник, за один проход снимает слой толщиной 0.05–0.1 мм. Для точной обработки не подходит.
- Насечка № 2 и 3 позволяет работать точнее. Снимает слой 0.02–0.06 мм. Точность обработки будет соответствовать этому параметру.
- Чистовая подгонка размера возможна насечками № 4 и 5. Здесь возможна точность 0.01–0.005 мм. Именно столько материала снимается с заготовки за один проход инструмента.
Теперь видно, что этим инструментом можно делать довольно много работы. Он неприхотлив и универсален. Незаменим там, где «бессилен» электроинструмент и всегда готов выручить мастера в сложной ситуации.
Как сделать ручку напильника
Ручка инструмента должна быть удобна. Сделать своими руками из дерева просто. Последовательность такая:
- Выстругать или выточить на токарном станке ручку. Размер и форму каждый мастер подбирает индивидуально. Она должна хорошо лежать в руке слесаря. Дерево берётся высохшее, средней плотности, нехрупкое. Оптимальный вариант – сосна.
- Наконец, куда будет вставляться хвостовик напильника, надеть металлическое кольцо. Его можно сделать, отрезав 1 см от трубки подходящего диаметра. Без него, при насаживании ручки на хвостовик, ручка расколется.
- Просверлить отверстие по оси ручки со стороны кольца на глубину равную ¾ длины хвостовика напильника. Сверло должно быть диаметром ½ средней толщины хвостовика.
- Насаживая ручку, следить за совпадением осей двух деталей.
Зачастую приходится обрабатывать фигурные поверхности, с изгибами и острыми внутренними углами. Для выполнения каждой из таких работ выбирают соответствующий инструмент, выпускаемый согласно ГОСТу.
Связки для алмазных шлифовальных кругов
Распределение и закрепление алмазных зерен в рабочем слое осуществляется посредством связующих веществ, которые называют «связками». На практике применяют базовые связки трех типов: металлические, гальванические и органические. Для последних чаще всего используют бакелит — термореактопласт на основе фенолформальдегидных смол. Бакелит имеет низкую теплопроводность, поэтому инструмент на бакелитовых связках при отсутствии подачи СОЖ работает при температурах не выше 200÷250 °C. Алмазные круги такого типа обычно применяют для чистовой шлифовки и доводки лезвий твердосплавного инструмента. Рабочие слои на металлических связках лучше всего подходят для срезания значительных слоев припуска, предварительной шлифовки, профильной обработки, заточки твердосплавных и металлокерамических пластин. Гальваническая связка представляет собой один или несколько слоев никеля, осажденного на металлический корпус, покрытый алмазным порошком. Инструмент такого типа используется для резки и шлифовки кремния, стекла, минералов, а также при изготовлении алмазных головок, притиров и финишной обработки матриц и пуансонов.

Модернизированные
В особую группу можно отнести надфили модернизированные, которые выполняются в электрическом виде. Они существенно упрощают проводимые работы, однако в продаже встречаются крайне редко. Втрое предназначение заключается в обработке труднодоступных мест. К особенностям отнесем следующие моменты:
- Устройство может применяться в самых различных режимах.
- Рабочая часть приводится в действе благодаря установленному двигателю, а также небольшой передаче.
Кроме этого, встречаются и пневматические надфили. Их ключевые моменты следующие:
- Получили весьма широкое применение в автомобильной индустрии. Кроме этого, устанавливается на производственных линиях.
- Пневматический привод позволяет проводить обработку небольших изделий.
- Передача усилия проводится за счет воздуха, который сжимается и поддается под давлением.

Пневматика считается надежной и производительной. Подобный инструмент часто поставляется с различными быстросъемными насадками, предназначенными для проведения самой различной работы.
Что такое надфиль?
Брусочек удлиненной формы с одинарными или двойными насечками – это надфиль. Изготавливается этот инструмент в строгом соответствии со стандартами качества ГОСТ, которые были утверждены и для формы, и для металлического сплава. Определенные составы стали применяются для надфилей, они должны отличаться прочностью. В ювелирных мастерских применяются инструменты из магнитных составов, нужно это чтобы стружка при работе не смешивалась между собой. От числа насечек на рабочем полотне инструмента зависит его номер, который выбивается на ручке для удобства в использовании.
Как выглядит надфиль?
Отличить надфиль от других инструментов, выполняющих похожие функции, просто. Увидев маленький напильник с длинной рукояткой, равняющейся рабочей части, можно быть уверенным, что это – надфиль. Отличается он от своих «собратьев» размерами и насечкой, расположенной под разными углами. Некоторые инструменты комплектуются сменными ручками.

Для чего нужны надфили?
Профессиональный мастер имеет различные инструменты, предназначенные для выполнения определенного вида работ. При опиливании небольших площадей, расположенных в труднодоступных местах, зачистке внутренних полостей не обойтись без напильника для тонких работ – маленького надфиля. Тончайшая опиловка различных материалов, гладкая шлифовка поверхностей под силу металлическому помощнику с насечками разного размера.





