

Контактные и бесконтактные
Сейчас паяльные станции представлены в значительном разнообразии. Их можно разделять на группы по нескольким параметрам. К примеру, они бывают контактные и бесконтактные.
Контактная станция – это обыкновенный, имеющий при пайке прямой контакт с поверхностью, паяльник, оснащённый электронным блоком управления и регулирования температуры. То есть, это самая стандартная разновидность, которая подойдёт даже для начинающих.
Контактные станции в свою очередь можно разделить на два подвида в зависимости от используемого припоя. В одних моделях паяют только припоями с содержанием свинца, в других – еще и бессвинцовыми.
В последних модификациях нагревательный элемент обладает мощностью до 160 Ватт. В данном случае повышенные мощности совершенно необходимы, потому что температура плавки припоев без свинца довольно высока.
Что касается бесконтактных станций, то они могут применяться, среди прочего, для операций с микросхемами. Бесконтактная установка для пайки может быть термовозодушной, инфракрасной или же комбинированной, и у каждой из этих трёх разновидностей свой принцип действия.
Зачем нужна паяльная установка
 Удобства и преимущества пайки паяльной станцией довольно легко оценить, если подробно ознакомиться с полным набором входящих в неё составляющих.
Удобства и преимущества пайки паяльной станцией довольно легко оценить, если подробно ознакомиться с полным набором входящих в неё составляющих.
С данной точки зрения она представляет собой комплекс специальных устройств и приспособлений, обеспечивающих качественную пайку и лужение различных по структуре металлоизделий, в особенности мелких деталей, микросхем.
В состав типовой установки, как правило, входят следующие элементы:
- электронагреватель соответствующего класса (электрический паяльник или термический фен);
- регулируемый блок питания, собранный на основе достаточно мощного трансформаторного преобразователя, позволяющего выбирать требуемые режимы нагрева потребителя;
- подставка под паяльное приспособление и устройство для отсоса расплавленного припоя (ими комплектуются не все продающиеся модели).

Состав паяльного комплекса, которым пользуются для организации профессиональных работ, может быть дополнен другими модулями, позволяющими повысить качество пайки.

Принцип работы оборудования заключается в совместном использовании всех составляющих его узлов, что позволяет контролировать и осуществлять регулировку температуры в рабочей зоне.
В отдельных моделях применяется схемное решение, обеспечивающее защиту элементов от перегрузок и статического электричества.
Преимущества паяльных станций являются обоснованием целесообразности их применения и практически отвечают на вопрос о том, как ими нужно пользоваться.
Полупрофессиональные решения

Станок Tormek (и его многочисленные копии) – универсальное средство для заточки. На нем обрабатывают РК ножей для кухни (в том числе филейников с гибким клинком) и для деревообрабатывающих станков, затачивают топоры, стамески, рубанки и другой инструмент. Камень из электрокорунда и доводочный кожаный диск вращаются со скоростью 90 об/мин, причем первый помещен в поддон с водой. Сочетание низких оборотов с постоянным охлаждением и абразивной суспензией дают высокую чистоту обработки уже на этапе формирования РК. После доводки кромка уже имеет бритвенную остроту.
Съемная оснастка – зажим для обрабатываемого инструмента – свободно перемещается по суппорту в горизонтальном направлении. Угол заточки регулируется при помощи приспособления с поправкой на износ камня.
Недостатки станка:
- он радиальный, поэтому РК всегда получается вогнутой (владельцы хрупких ножей не оценят);
- в базовой комплектации есть только один зажим, другую съемную оснастку нужно приобретать отдельно;
- зернистость штатного камня – 220 грит.

В станках Work Sharp вместо абразивного круга используются ремни, которые прогибаются под давлением затачиваемого ножа. Благодаря этому подвод приобретает линзовидную (конвексную) форму. Такая режущая кромка держит остроту дольше, чем вогнутая и выдерживает более высокие нагрузки при равных углах заточки. В комплект входят 5 ремней с разным размером зерна. После финишной доводки поверхность РК получается зеркальной. Рабочая ширина ремня оставляет 18 мм, а угол заточки регулируется в пределах 15 – 30 °.

Станки типа KING и NANIVA японского производства отличаются от предыдущих модификаций горизонтальным расположением камня и торцевой рабочей поверхностью. На изображении представлена модель мощностью 125 Вт со скоростью вращения шпинделя 450 об/мин. В базовую комплектацию входят три абразивных камня зернистостью 250, 1000 и 6000 грит, емкость для СОЖ (воды) и упор для ножа. В корпусе предусмотрено дренажное отверстие для слива излишков жидкости.
Станки рассчитаны на опытных заточников: в них нет транспортиров, зажимов и прочей оснастки. Упор с регулировкой угла наклона помогает подвести клинок к абразивному камню, а обработка проводится «на весу». Опытный заточник без усилий выведет прямую или линзовидную РК, сделает микроподвод или двойной угол. Особенность оборудования: не все модели адаптированы к европейским электросетям. Если станок разрабатывался для японского рынка, для его подключения потребуется понижающий трансформатор 230/110 В.
Как сделать своими руками?
Самодельная ПС – это настоящий вызов для радиолюбителя. Поскольку оригинальный продукт обойдется недешево (от 60 тысяч рублей), у мастеров часто возникает идея взять схемы и чертежи и соорудить такой прибор своими руками. Например, из прикуривателя.
Для этого понадобятся:
- автомобильный прикуриватель (у многих лежит без дела);
- провод;
- пара болтов, шайб, гаек МЗ;
- медный лист 0,5 мм толщиной.
А также следующие инструменты:
- лабораторный блок питания;
- стамеска;
- ножницы;
- тепловизионная ручная камера;
- отвертка;
- сверла и шуруповерт.


Процесс сборки схематично выглядит следующим образом.
- Сначала нужно разобрать прикуриватель. Из него следует изъять нагреватель и керамический изолятор.
- На медном листе надо начертить контур нагревателя и вырезать детали.
- Первой заготовкой будет контактная минусовая шайба. Центральное отверстие пробивается либо сверлом, либо стамеской.
- С плюсовым элементом проще – отверстие легко просверливается шуруповертом.
- Из получившихся деталей будет собираться паяльник. Нужно наживить болтик, установить минусовую контактную площадку, надеть керамический изолятор.
- Затем положительную контактную площадку следует надеть на центральный винт, накрутить гайку и хорошенько зажать изделие.
- Далее нужно накрутить ручку, подключить провода питания, зажать их винтами. «Крокодилами» прибор подключается к блоку питания, обязательно выставляется ограничение по току (3,85 Ампер). Напряжение регулирует мощность.
- В завершении следует проверить, какую температуру выдаст собранный прибор. С этим справится тепловизионная камера.
Можно тестировать! Есть, конечно, и более сложные схемы, со специальными термопрофилями, элементами из стекла, галогеновым обогревателем, паяльным феном. Но такие пробы подойдут тем, кто уже имеет некоторый опыт в сборке. Инфракрасные паяльные станции считаются одними из лучших приборов своего ряда.
О том, как смастерить инфракрасную паяльную станцию из автомобильного прикуривателя, смотрите в следующем видео.
Способы заточки диска для выполнения работ по дереву
Следующие способы гарантируют эффективную и безопасную заточку циркулярных пил.
Болгаркой — пошаговая инструкция
Специальные станки для заточки дисков циркулярных пил имеют высокую стоимость и требуют определенных навыков при эксплуатации, поэтому в качестве эффективной и доступной альтернативы выступают УШМ-машинки, то есть «болгарки».
Для фиксации диска используется специальная гладкая подставка, которая конструируется с учетом того, что зуб должен быть перпендикулярен к диску болгарки и иметь минимальное отклонение от него.
Для заточки с помощью болгарки применяется алгоритм:
- Болгарка оснащается шлифовальным диском, а затачиваемый диск крепится к площадке.
- Болгарка удерживается руками или с помощью удерживающего приспособления.
- Режущая кромка зуба циркулярки обрабатывается болгаркой. При этом выполняется легкое равномерное движение.
Свидетельством о том, что грань получила заточку станет визуальное обновление кромки – она перестанет быть потемневшей.
Запрещается включать болгарку, если диск помещен в зев между зубьями затачиваемого диска.
Напильником
Если в качестве инструмента используется напильник или надфиль, то все мероприятия по заточке аналогичны тем же, что и при использовании УШМ. Кроме того, для соблюдения угла заточки необходим специальный шаблон, который используется в качестве направляющей плоскости между зубом и напильником.
Но при этом работа будет производиться значительно дольше, так как циркулярные пилы используют насадки из твердого сплава.
Специальным станком
Станки для точения резцов циркулярной пилы представляют собой сложные инженерные и технические устройства, которые кроме механизмов оснащаются еще и автоматической электроникой.
Данные станки позволяют выполнять наиболее эффективное восстановление режущих кромок с соблюдением всех нужных конфигураций. Эффективность станков объясняется следующими критериями:
- Возможность автоматизации процесса заточки.
- Сохранение параметров угла заточки для каждого резца.
- Все резцы затачиваются идентично с минимальной погрешностью.
- Возможность полного восстановления и реставрации.
Для заточки на станке, диск пилы помещается в специальный суппорт и закрепляется.
Выбираются параметры заточки, которые обеспечиваются специальными механизмами для наклона затачиваемого диска или наклона заточного диска в станке.
Затачиваемый диск помещается в рабочую зону устройства.
Станок запускается, и заточка производится в автоматическом режиме.
Самодельным станком
Самодельные станки для эффективной работы должны включать следующие составные части:
- УШМ (болгарка) в качестве непосредственного заточного устройства.
- Суппорт для закрепления пильного полотна циркулярной пилы.
- Механизмы для обеспечения наклона суппорта, чтобы регулировать конфигурацию заточки.
- Весь механизм закрепляется на станине, в качестве которой может использоваться швеллер или двутавр.
Процесс работы аналогичен использованию оригинального станка для заточки с единственным отличием – полотно циркулярки подается к рабочей зоне устройства вручную.
Комплектующие и расходные материалы
Помимо основных элементов, сверлильно-посадочный станок может содержать различные насадки и другие расходники. В основном в качестве комплектующих мастера используют:
- быстросъемные сверла;
- фрезы;
- развертки.


С их помощью удается добиться высокой точности сверления технологических отверстий мебельного фасада, а также ускорить работу оборудования. Сверлильно-посадочные станки – надежные и востребованные агрегаты, посредством дополнительного оснащения и смазки которых удается организовать конвейерное производство. Результатом такого подхода становится снижение временных затрат на обработку каждой детали будущей мебели.










Виды присадочных станков
Существует несколько классификаций сверлильно-присадочных станков. В зависимости от количество шпинделей на рабочей головке их можно классифицировать на:
- С одним шпинделем;
- Многошпиндельные.
Если рассматривать, как сверлильная головка выполняет работу то оборудование можно разделить на:
- Ручные – движение головки осуществляется при помощи движений рабочего;
- Электрические – работу выполняет электродвигатель;
- Гидравлические – движение осуществляет гидроцилиндр;
- Пневматические – движение осуществляется пневматическим приводом.
Если учитывать то, как обрабатывается заготовка, то сегодня существует 3 основных вида промышленных присадочных станков:
- Позиционные устройства;
- Проходные;
- Оборудование с числовым программным управлением.

Самые простые это проходные станки. Они имеют простую конструкцию и способны выполнять одну-две операции. В работе с этим типом оборудования большую роль играет оператор, именно он его настраивает и следит за ровной укладкой заготовки на рабочий стол. После этого сверлильная головка осуществляет сверление отверстий.
Проходной сверлильно-присадочный станок обеспечивает более высокую производительность, поскольку использует элементы конвейера. Большие габариты рабочего стола позволяют работать с большими заготовками. Заготовка перед сверлением фиксируется гидравлическими или пневматическими прижимами и только после этого сверлятся отверстия. Заготовки при этом движутся по роликовой ленте, что позволяет увеличить поток обрабатываемых деталей.

Присадочный станок с ЧПУ позволяет обеспечить максимальную скорость и качество обработки деталей. Электронный блок управления обеспечивает точность разметки и сверления, при этом шпиндель может изменять положение в зависимости от точки сверления. Благодаря использованию компьютерных технологий перенастройка устройства занимает всего несколько секунд, а точность обработки позволяет собирать мебель наивысшего качества. Кроме высокой скорости работы сверлильно-присадочный станок с ЧПУ оснащенный несколькими сверлильными головками одновременно может проводить вертикальное и торцевое сверление, делать отверстия разного диаметра и назначения.
Особенности измерения альфа, бета и гамма излучений
Теперь разберем разновидности излучений, которые можно измерять с помощью дозиметра или индикатора радиоактивности. Для человека в быту интерес представляют альфа, бета и гамма излучения. Только некоторые приборы могут похвастаться чувствительностью к трем видам излучений. К сожалению, в большинстве дозиметров, чтобы измерить альфа- или бета- излучение, необходимо проводить предварительные процедуры или замеры радиации. Из всей массы дозиметрических приборов, нужно выделить дозиметр RADEX RD1008, который может одновременно измерять два вида излучений, бета- и гамма . В приборе RADEX RD1008 применяются два датчика радиации, один БЕТА-2 чувствителен к альфа-, бета- и гамма излучениям, а второй БЕТА-2М только к гамма- излучению.
Следует помнить, что наиболее опасным считается гамма излучение. При этом и обнаружить его легче. Чтобы проверить на радиацию объект или предмет правильно и максимально точно, нужно прибор подносить как можно ближе к объекту, почти вплотную. Необходимо также следить, чтобы дозиметр не “испачкался”, например, если пыль или другой мелкодисперсный объект исследований будет с повышенным уровнем радиоактивности, и он попадёт незаметно на корпус дозиметра, тогда показатели будут неверными.
Как же определить альфа излучение? Измерение уровня радиации альфа- излучения удобнее всего осуществлять с помощью прибора RADEX RD1008, поскольку в нем предусмотрен датчик радиации, который чувствует альфа- излучение. Для этого нужно воспользоваться самой обычной бумагой, сначала произвести измерения накрыв объект листком бумаги, а потом провести измерение того же объекта без бумаги. Дело в том, что бумага останавливает альфа частицы. Если в ходе измерения вы выявили большую разницу в полученных показателях, то это означает наличие существенного количества альфа частиц в образце.
Как быстро найти радиоактивный предмет?
 Если прибор фиксирует повышенный уровень радиации, значит, есть и источник радиации. Как выявить радиоактивный предмет? Для поисковой задачи идеально подходит дозиметр RADEX ONE, поскольку у него есть специальный режим измерения СРМ, в котором фиксирует количество радиоактивных частиц, а не делает пересчеты и не просчитывает среднее значение. Поэтому прибор быстро реагирует на малейшие изменения показателей радиоактивности, при попадании в аномальную зону. Наиболее удобно проводить измерение радиации с включенным звуковым сигналом в режиме поиска. Для того чтобы его включить, следует:
Если прибор фиксирует повышенный уровень радиации, значит, есть и источник радиации. Как выявить радиоактивный предмет? Для поисковой задачи идеально подходит дозиметр RADEX ONE, поскольку у него есть специальный режим измерения СРМ, в котором фиксирует количество радиоактивных частиц, а не делает пересчеты и не просчитывает среднее значение. Поэтому прибор быстро реагирует на малейшие изменения показателей радиоактивности, при попадании в аномальную зону. Наиболее удобно проводить измерение радиации с включенным звуковым сигналом в режиме поиска. Для того чтобы его включить, следует:
- зайти в меню, выбрать нужный режим, в данном случае это будет «CPM»;
- подтвердить функцию с помощью кнопки «выбор».
Искать место расположения источника излучения нужно перемещая включенный прибор над поверхностью исследуемого объекта. При этом ориентироваться стоит на частоту звуковых сигналов (в настройках меню: порог – отключен, звонок – включен). Чем ближе вы приближаетесь к источнику, тем частота будет возрастать, а по мере удаления – убывать.

Определяем уровень радиации в продуктах питания
Что касается продуктов питания, то источниками радиоактивного излучения могут быть дикорастущие ягоды, грибы и растения. За счет особой пористой структуры именно грибы способны особенно быстро накапливать радиацию в больших количествах
Всем грибникам необычайно важно иметь дозиметр при каждом походе в лес
Если выявлено превышение дозы хотя бы на 50% больше естественного фона, то лучше пройти мимо. Подобные измерения можно производить на рынке или в магазине. Для определения уровня радиации продуктов питания, нужно только приблизить включённый дозиметр к объекту исследования на расстояние около 1 см. Если приходится иметь дело с жидкостью, то исследование нужно проводить над открытой поверхностью жидкости. Нужно следить, чтобы вода не попала на прибор. Для этого можно использовать полиэтиленовый пакет, но не больше одного слоя.
Как подключается реле напряжения в трехфазных сетях?
Трехфазное РКН при наличии перенапряжения хотя бы на одной из фаз отключает питание на всех трех. От автомата ввода три фазы идут к входному контакту реле, такое же количество фазных жил – на выходной. Соленоид контактора подключается к любому выходу контрольного устройства.
Подключаемый контактор также должен иметь три фазы, к которым подсоединяются силовые фазные кабели. Подключая трехфазное оборудование, нужно быть внимательным, чтобы не перепутать фазы. Подключать к каждой из них отдельное РКН не нужно – отсоединив одну жилу, можно вывести из строя оборудование.
Подключение реле напряжения в трехфазной сети на видео:
Станки для холодной ковки: преимущества их применения
Метод холодной ковки использует такое свойство металла, как пластичность, то есть при механических воздействиях можно изменить изначальную форму заготовки в заданных пределах. Поэтому для данного процесса подходят мягкие металлы, например: низкоуглеродистая сталь, медь, алюминий и пр. Для использования в качестве заготовок могут применяться:
Примеры различных материалов, используемые для холодной ковки
- прутки любого сечения: круглого или квадратного;
- полосы металла различной нарезки;
- трубы;
- прокатный профиль.
Изделия, которые производит кузнец при горячей ковке металла, в своем роде единичны и уникальны. Если необходимо создать набор из одинаковых элементов, которые потом собираются в готовую структуру, то уникальность будет только мешать. Именно с этой целью применяют метод холодной ковки: он гарантирует формирование большого количества идентичных элементов.
С горячим металлом работают профессионалы, которые обладают опытом в применении данной технологии и способны виртуозно обращаться со сложным инструментом. При холодной ковке высочайшего мастерства не понадобится – все гораздо проще. Ручные станки для ковки позволяют без значительных физических усилий получить достаточное количество изделий для выполнения того или иного проекта.
Универсальный станок улитка для создания художественных спиралей и завитков
Кроме того, временные затраты на подготовку элементов значительно сокращаются при работе на специальных станках, не говоря уже о сравнении данного метода с технологией горячей ковки: несколько минут на изготовление одного элемента – это неоспоримое преимущество.
Трудности выбора
Покупка паяльного устройства рассматриваемого типа будет зависеть от множества факторов, но специалисты рекомендуют обращать внимание на следующие нюансы:
- Тип нагревательного элемента. Он может быть представлен в керамическом или нихромовом варианте. Последний считается более дешевым, но его невозможно использовать слишком интенсивно и регулярного. Если требуется аппарат для постоянной профессиональной работы, то керамический паяльник станет оптимальным выбором. Он, естественно, обладает своими минусами, например, непереносимость неравномерного нагрева, вследствие чего может треснуть, но опция термостабилизации в приборе все же поспособствует продлению его эксплуатационного срока.
- Интервал температурной настройки. Его частотность будет зависеть от рабочих задач, но чем шире будет данный параметр, тем лучше и функциональнее окажется устройство в общем плане применения.
- Период нагревания. Достаточно важный момент, дополняющий уровень комфорта работы: чем он меньше, тем лучше.
- Мощность аппарата. Очень важный критерий, влияющий на качество выполняемых операций. Опять же, выбор этого параметра напрямую зависит от будущих целей использования. Если потребуется работа с очень чувствительными микросхемами, которые содержат, например, смартфоны или ноутбуки, то достаточно будет 40-70 Вт. Хотя, если мощность возможно точно настроить, то желательно взять модель с запасом.
- Напряжение. Для новейших чувствительных схем следует подбирать низковольтные варианты, а для работы со старыми образцами подойдут модели с более высоким напряжением.
- Эргономичность аппарата. Здесь имеется в виду вес, габариты, удобство расположения рабочих узлов. В данном случае все зависит возможностей будущего рабочего пространства.
Отдельно стоит упомянуть вопросы комплектности и гарантии. Для профессиональной деятельности желательно, чтобы станция была обеспечена максимумом всех возможных дополнительных опций. Однако, цена такого товара будет достаточно высока. Если же аппарат приобретается для непостоянного бытового использования, то и нужда в факультативном функционале вряд ли возникнет. Касательно гарантии: паяльная станция является сложнотехническим прибором, поэтому гарантийный срок на нее устанавливается в обязательном порядке и для качественного товара он должен быть не менее 2-х лет.
Ремонт коробки скоростей поперечно-строгального станка модели 7Б35
Введение
Металлорежущие станки являются основным видом заводского оборудования, предназначенным для производства современных машин, приборов, инструментов и других изделий, поэтому количество и качество металлорежущих станков, их техническая оснащённость в значительной степени характеризуют производственную мощь предприятий.
Развитие вычислительной техники позволило создать высокопроизводительные металлорежущие станки с программным управлением, в том числе с автоматической сменой инструмента и автоматическим подбором режимов резания.
С появлением СЧПУ класс точности станков вырос и поэтому для обслуживания таких станков требуются высококвалифицированный обслуживающий персонал.
Вместе с разработкой новейшего оборудования требуются специалисты умеющие настраивать, ремонтировать и работать на данном оборудовании, поэтому служба ОГМ должна тщательно и своевременно улавливать все нюансы устройства современных станков.
В моей записке я предложу ремонт коробки скоростей поперечно-строгального станка модели 7Б35, а также чертежи и технологические процессы изготовления и ремонта деталей.
Краткое описание назначения, технической характеристики, устройства, смазки и условий работы. Технические условия на ремонт.
2.1 Назначение
Поперечно-строгальный станок модели 7Б35 предназначен для обработки резцом горизонтальных, вертикальных и наклонных плоских и фасонных поверхностей с длинной наибольшей обработки – 500 мм, а также для прорезания прямолинейных всевозможных пазов, канавок и выемок.
2.2 Технические характеристики
Вес станка, кг ……………………………………………………….1800
Габаритные размеры, мм:
Длина…………………………………………………………………2335
Ширина……………………………………………………………….1355
Высота…………………………………………………………………1540
Длина хода ползуна, мм…………………………………………………….20-500
Наибольшее перемещение стола, мм | горизонтальное | вертикальное |
От руки, не менее………………………. | 500 | 310 |
Механическое…………………………… | 500 | – |
Быстрое перемещение, м/мин…………. | 2,23 | – |
Цена одного деления лимба, мм………. | 0,1 | – |
Перемещение за 1 оборот лимба, мм…. | 12 | 6 |
Размеры рабочих площадей стола, мм:
длина | ширина | число пазов | |
Верхней……………………………….. | 500 | 360 | 3 |
Правой………………………………… | 380 | 375 | 3 |
Левой………………………………….. | 380 | 375 | 3 |










Наибольшее вертикальное перемещение головки резца от руки, мм ……170
Наибольший угол поворота резцовой головки до входа в станину, град …+/-60
В станке не предусмотрен автоматический подъём резца при обратном перемещении ползуна, а также отсутствует счётчик двойных ходов.
Привод
Тип привода: индивидуальный электрический;
Тип электродвигателя А0,2-42-4;
Мощность N=5,5 кВт;
Число оборотов в минуту 1450 об/мин.
Число оборотов приёмного шкива станка 625 об.
Привод станка – клиноременный, состоящий из трёх ремней типа Б-1600. Ускоренный ход стола осуществляется цепной передачей.
2.3 Устройство и кинематика станка
Станок состоит из следующих узлов:
1. Станина
2. коробка скоростей
3. электрооборудование
4. механизм подачи стола
5. стол
6. кулисный механизм
7. суппорт
8. механизм вертикальной подачи суппорта
9. ползун
10. принадлежности
11. централизованная смазка
12. поворотный стол (поставляется по особому заказу за отдельную плату).
Кинематика станка (Рис.1 и рис.2)
Главное движение – движение резание – это возвртно-поступательное перемещение ползуна с режущим инструментом резцом.
Движение от ЭД N=5,5 кВт передаётся через клиноремённую передачу на приводной шкив станка.
При включении дисковой фрикционной муфты вращение от приводного шкива передаётся на второй вал коробки скоростей с двумя блоками зубчатых колёс 1-2, 3-4, переключением которых передаётся через ступени скоростей третьему валу коробки. Зубчатое колесо 9 с удлинённым зубом, заклиненное на третьем валу находиться в постоянном зацеплении с колесом 10 передвижного блока зубчатых колёс 10-11 удваивается полученное ранее количество скоростей.
Кулисный механизм преобразует вращательное движение, получаемое от коробки скоростей, в прямолинейное возвратно-поступательное движение ползуна.
Подача стола
Укреплённый на валу кулисного механизма кулачок поворачивает зубчатый сектор 30, сцепляющийся с зубчатым колесом 31; последнее через поводок и сидящую на нём собачку поворачивает храповое колесо 32, соединённое кулачковой муфтой с валом конического колеса33. Коническое колесо 33 сцепляется с колесом 34. от которого движение передаётся через вал коническому колесу 37. Включением кулачковой муфты с одним из конических колёс 38 или 39 сообщается вращение ходовому винту 40 и реверсирование движения стола.
Подача суппорта
Из глубины веков
Пружины использовались людьми с незапамятных времен. В первую очередь, конечно, в оружии. Древние луки изготавливались из дерева или рога животных. Прочность и упругость этих материалов была достаточной, чтобы метко пущенная стрела оказалась смертельной. Но не только для оружия они нужны.
Например, в Китае были изобретены пружинные замки, в которых использовались они плоские. Их укрепляли на конце запирающей дужки. Когда дужку вставляли в корпус, пружины, пройдя сквозь узкое отверстие, расходились внутри замка, и вытащить наружу их уже было нельзя. Дужка выталкивалась только ключом. Такие замки находят при раскопках в Персии, Индии, Египте. На Русь такие замки попали в Х веке. С XVIII века их стали вывозить за границу, где они получили название русских замков.
Со временем производство стало требовать упругих элементов самых разных форм. Требовались плоские, витые, фасонные и спиральные пружины. Поскольку их нужно было все больше и больше, а кузнецы уже не могли удовлетворять растущие требования рынка, стали создаваться специальные станки — пружинонавивочные автоматы, которые отличала высокая производительность и точность изготовления.
При отсутствии машинного производства эти приспособления были мало распространены. Когда появились паровые машины, их стали изготавливать из сплавов металлов с помощью кузнечных станков. Чем сложнее становились машины, тем более разнообразные появлялись пружины: фасонные, спиральные, витые. Для их изготовления стали изготавливать специализированные, пружинонавивочные станки. Эти станки отличались высокой производительностью и большой точностью изготовления.
Что понимается под распиновкой
Распиновкой называется описание всех контактов электрического соединения (допустим, разъёма) в паяльных станциях.
Распиновка может понадобиться для сборки и ремонтирования устройств, содержащих больше одного вывода. В распиновке все контакты соединения чётко идентифицируются, и это позволяет мастеру легко в них ориентироваться.
Распиновка паяльной установки может быть представлена в формате таблицы или чертёжной схемы. Одно описание включает в себя номер контакта, его наименование и функцию, цвет провода и прочие параметры.



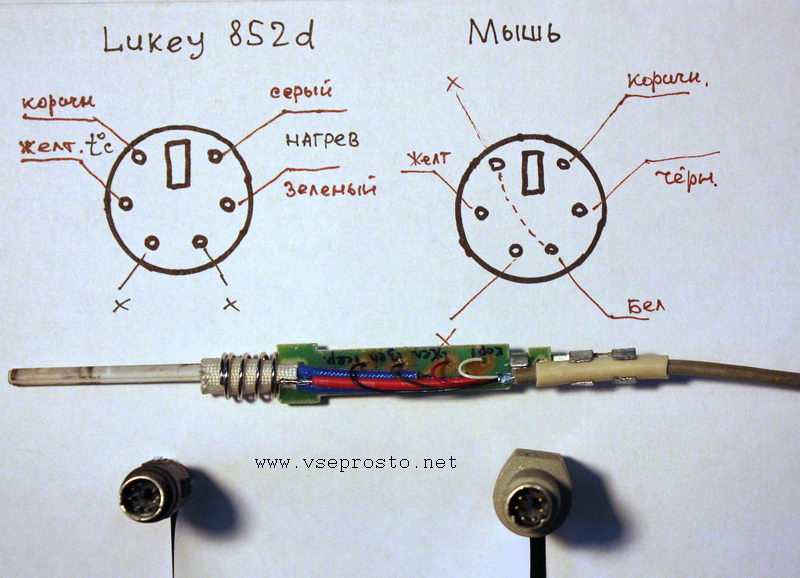






На чертеже, там, где без этого не обойтись, также разъясняют сторону соединения (то есть указывается, с какой именно стороны изображён разъём).
Вдобавок ко всему для ремонта профессионалам и любителям пайки может понадобиться общая схема паяльной станции.
Сейчас схемы ко многим заводским моделям находятся в свободном доступе, при желании их можно найти и использовать для ремонта, доработки и переустройства паяльного оборудования.





