

Регулировка ножниц Н3118
В процессе эксплуатации ножниц Н3118 регулировке и наладке могут подвергаться тормоз, муфта включения, ножевая балка, прижим и зазор между ножами.
Наименование | Приемы регулировки |
Периодически контролировать работу, регулируя натяжение пружины, и не допуская загрязнения шкива тормоза | |
Муфта включения | Периодически проверять состояние поворотной шпонки муфты включения |
Ножевая балка | Зазоры в направляющих ножевой балки регулярно проверять на соответствие формам точности |
Путем поднятия пружин контролировать достаточность прижима к столу разрезаемого лист во время реза | |
Зазор между ножами | Контролировать величину зазора, которая должны быть установлены в пределах 1/20 — 1/30 толщины разрезаемого листа. |
ВНИМАНИЕ!
Резка затупленными ножами не допускается!
Ножи выполнены с четырьмя режущими кромками, поэтому при затуплении одной кромки ножки необходимо периодически поворачивать.
Смена ножей ножниц Н3118
- Снять прижимную балку.
- Отвернуть гайки винтов, крепящих ножи к ножевой балке, и поочередно снять ножи.
- Проверить ножи и их опорные поверхности в ножевой балке, повернуть каждый нож другой режущей кромкой и установить его на прежнее место. Крепить и устанавливать ножи необходимо, начиная с левого ножа.
- Снять нижние ножи, повернуть, установить второй режущей гранью и закрепить винтами.
При установке ножей необходимо между лезвиями выдерживать следующие зазоры:
- толщина разрезаемого листа, мм 1,5-3 3-6,3
- зазор между ножами, мм 0,15 0,35
После установки зазора между ножами следует затянуть болты, крепящие стол к станине.
Сведения о производителе гильотинных ножниц НА3121
Изготовителем и разработчиком ножниц НА3121 является Шимановский завод кузнечно-прессового оборудования г. Шимановск Амурской области.
Станки, выпускаемые Шимановским заводом кузнечно-прессового оборудования
- НА3121 ножницы кривошипные листовые гильотинные 2000 х 12,0
- Н3121 ножницы кривошипные листовые гильотинные 2000 х 12,5
Гильотинные ножницы с наклонным ножом. Общие сведения
Синонимы: ножницы гильотинные, ножницы листовые, ножницы механические, ножницы кривошипные, ножницы гидравлические, shears for sheet metal working, guillotine shears, crank shears. Гильотинные ножницы — ножницы с наклонным ножом предназначены для прямолинейной продольной и поперечной резки листового металла. На гильотинных ножницах может производиться резка листов, как по разметке, так и без нее — по заднему или боковому упорам.
В зависимости от типа привода верхнего ножа гильотинные ножницы бывают:
- механическими (кривошипными)
- гидравлическими
Гидравлические гильотинные ножницы являются наиболее мощными, длина реза у них достигает 8 и более метров, толщина разрезаемого материала — до 60 миллиметров.
Гильотинные ножницы с механическим приводом во многом схожи с гидравлическими ножницами, основным отличием является система привода: оба движения лезвия (и вверх и вниз) обеспечиваются кривошипным механизмом.
Ножницы с механическим приводом не обладают высокой мощностью и применяются для резки материалов максимальной толщиной 3 — 8мм. Однако скорость реза у этого класса гильотин достаточно высока – до 56 резов в минуту (для сравнения, у гидравлических ножниц количество резов варьируется от 3 до 18 в минуту).
Гильотинные ножницы различают, также, по конструкции привода верхнего ножа:
- ножницы с прямым ходом верхнего ножа
- ножницы с поворотной (качающейся) балкой — консольные
У гильотинных ножниц с прямым ходом верхнее лезвие закреплено на раме, которая за счет кривошипа или 2-х гидроцилиндров перемещается вниз по прямым направляющим, расположенным на внутренней поверхности боковых стенок машины.
У гильотинных ножниц с поворотной балкой перемещение верхнего ножа происходит за счет вращения балки вокруг центров, находящихся на боковых стенках в задней части станка. Поскольку система привода поворотной балки находится внутри корпуса машины — ножницы с поворотной балкой более компактные.
При относительно низкой стоимости ножниц с поворотной балкой, компактности и простоте их исполнения, у них все же имеется определенный недостаток: угол резки не изменяется, оставаясь равным установленному производителем, вне зависимости, режутся ли толстые или тонкие листы.
https://youtube.com/watch?v=2Z9sDi_GVkE
Технические характеристики гильотинных ножниц НК3418
| Наименование параметра | НК3414 | НК3416 | НК3418 |
| Основные параметры ножниц | |||
| Наибольшая толщина разрезаемого листа при σ BP 50 кг/мм 2, мм | 2,5 | 4,0 | 6,3 |
| Наибольшая длина разрезаемых листов в мм, мм | 1600 | 2000 | 2000 |
| Число ходов ножа в минуту не менее | 68 | 68 | 60 |
| Угол наклона подвижного ножа в градусах | 1°30′ | 1°30′ | 1°30′ |
| Ширина отрезаемого листа по заднему упору, мм | 700 | 700 | 700 |
| Число режущих кромок ножа | |||
| Расстояние от неподвижного ножа до станины (вылет), мм | нет | нет | нет |
| Расстояние между стойками в свету, мм | |||
| Высота стола над уровнем пола, мм | 920 | 920 | 920 |
| Максимальное усилие реза, кН | 34 | 78 | 175 |
| Усилие прижима, кН | |||
| Режимов работы | |||
| Тип тормоза | |||
| Тип муфты-тормоза | УВ3132 | УВ3132 | УВ3132 |
| Электрооборудование | |||
| Количество электродвигателей | 2 | 2 | 2 |
| Электродвигатель, кВт | 3,2 | 5,6 | 8,5 |
| Электродвигатель привода заднего упора, кВт | 0,37 | 0,37 | 0,37 |
| Общая мощность электродвигателей, кВт | 5,57 | 5,97 | 8,87 |
| Габарит и масса ножниц | |||
| Габарит ножниц (длнна х ширина х высота), мм | 2150 х 1475 х 1375 | 2610 х 1600 х 1510 | 2780 х 1600 х 1620 |
| Масса ножниц, кг | 1800 | 2870 | 4250 |
Связанные ссылки. Дополнительная информация
- Заводы производители кузнечно-прессового оборудования в России
- Классификация и обозначение гидравлических и кривошипных прессов
- Прессы механические
- Прессы гидравлические
- Автоматы кузнечно-прессовые
- Машины гибочные и правильные
- Ножницы гильотинные, пресс-ножницы
- Молоты
- Ремонт гидравлических систем металлорежущих станков
- Обозначения гидравлических схем металлорежущих станков
- Ремонт шестеренных гидравлических насосов
Главная О компании Новости Статьи Прайс-лист Контакты Справочная информация Интересное видео Деревообрабатывающие станки КПО Производители
В искусстве[ | ]
- Гильотина как культурный артефакт исследуется в книге Д. Герулда «Гильотина: легенды и мифы» (1992).
- В эссе «Казнь Тропмана» (1870) И. С. Тургенев с отвращением описывает «зловещую» грациозность гильотины, сравнивая её с лебединой шеей.
- Георгий Шенгели посвятил гильотине и её изобретателю драматическую поэму « Доктор Гильотен» (1922 г.), сожжение гильотины восставшими горожанами изображено в другой его драме «1871 г.» (1920 г.).
- Конструкция, а также процесс сборки и применения гильотины подробно описаны в финале книги Пьера Сувестра «Фантомас».
- В финале фильма «Двое в городе» показано, как на гильотине казнят осуждённого Джино Страблиджи (Ален Делон).
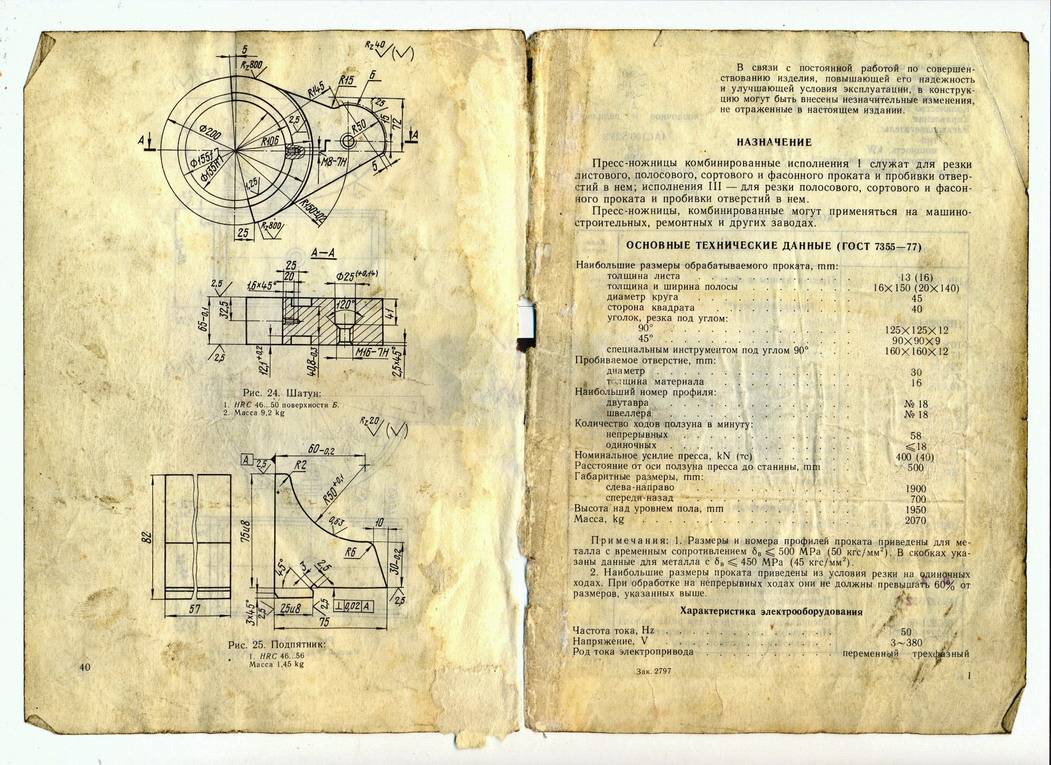
НД3314Г ножницы гильотинные кривошипные для обработки листового металла. Назначение и область применения
Ножницы гильотинные НД3314Г разработаны в 1974 году и серийно выпускались с 1976 года. Разработчик .






Кривошипные листовые ножницы (гильотинные) с наклонным ножом НД3314Г предназначены для холодной резки листового материала с пределом прочности σBP ≤ 500 МПа (50 кгс/мм2) и с наибольшими размерами поперечного сечения 2,5х1600 мм. Поперечная резка листа толщиной и шириной в соответствии с технической характеристикой ножниц производится за один ход ножа, продольная резка — рядом повторных резов при продвижении листа вдоль линии реза.
Возможна резка неметаллических листовых материалов, исключающих быстрое затупление режущих кромок ножей и растрескивание вырезаемой заготовки.
Ножницы НД3314Г находят широкое применение в заготовительных цехах предприятий машиностроения, автотракторостроения, авиастроения, судостроения, сельхозмашиностроения и других отраслях промышленности.
Отличие гильотинных ножниц серий НД, НК, Н
Стрыйский завод КПО выпускает ножницы листовые кривошипные с наклонным ножом (гильотина), с пневмо-муфтой серии ”НД” , “НК” и “Н” и на протяжении 30-ти лет и экспортирует свою продукцию в 52 страны мира.
В серии ножниц “НК”, “Н” установка необходимой величины зазора между ножами выставляется автоматически, в зависимости от толщины разрезаемого листового материала, что позволяет резать металл различной толщины без переналадки. Ножницы данной серии оснащены механизированным задним упором, предназначенным для установки разрезаемого листового материала в заданный размер. Длина отрезаемой заготовки устанавливается по счетчику, установленному на лицевой части ножниц через привод механизированного заднего упора.
В серии ножниц “НД” регулировка зазора между ножами осуществляется вручную путем перемещения стола ножниц, согласно диаграммы, в зависимости от толщины разрезаемого листа. Длина отрезаемой заготовки устанавливается маховичком заднего упора, по линейке расположенной на направляющих рейках механизма заднего упора.
Ножницы модели НК3418Р оснащены ручным задним упором, аналогичным ножницам серии ”НД”.
Основные параметры машины для резки листового металла НД3314Г:
- Наибольшие размеры разрезаемого металла – 2,5 х 1600 мм
- Частота хода ножа – 65 мин-1
- Механическое перемещение заднего упора – 0..630 мм
- Тип муфты – пневматическая фрикционная многодисковая
- Тип тормоза – фрикционный однодисковый
- Мощность электродвигателя – 3,2 кВт
- Вес ножниц полный – 2340 кг
Электросхема обеспечивает работу ножниц в режимах:
- Одиночный ход
- Непрерывные (автоматические) ходы
- Наладочный режим – толчковый ход
Станина ножниц сборно-cварная, что увеличивает жесткость конструкции и снижает трудоемкость изготовления. Она состоит из двух стоек, стола и стяжки. На стойки и траверсу опирается стол. Регулирование зазора между ножами ножевой балки и станины осуществляется путем перемещения стола с помощью эксцентриков, расположенных с обеих сторон стола. В стойках выполнены расточки, в которых установлен на подшипниках качения кривошипный вал с шатунами.
Привод ножниц от электродвигателя, закрепленного на поворотной плите, через клиноременную передачу на приводной вал редуктора и далее на кривошипный вал.
Редуктор выполнен в виде агрегатного узла и состоит из двух ступеней зубчатой передачи.
Муфта-тормоз пневматическая, фрикционная, многодисковая, смонтирована на входном конце вала редуктора.
Механизм реза состоит из прижимной и ножевой балок. При совершении рабочего хода одновременно опускаются ножевая и прижимная балки.
Прижимная балка качающейся (консольной) конструкции: в ее прямолинейных направляющих движется ножевая балка. Прижим листа осуществляется за счет силы сжатых пружин и собственного веса балки. Прижимная и ножевая балки связаны между собой рычажной системой, которая соединена с приводом ножниц. В верхней частя прижимной балки установлены винтовые упоры, служащие для возврата ее в верхнее положение.
Ножевая балка снабжена пневматическими уравновешивателями, смонтированными в кронштейнах, закрепленных на станине.
Механизм заднего упора закреплен на ножевой балке и состоит из двух ходовых винтов, по которым перемещаются ползушки, с закрепленной (шарнирно) упорной планкой.
Для резки тонкого листа на ножницах предусмотрен поддерживатель.
Для защиты рук оператора в зоне реза служит защитная решетка, сблокированная с пусковым устройством ножниц.
Режим работы:
- автоматический
- наладочный
- одиночные ходы
- ручной проворот
Управление кнопочное или педальное.
Система смазки централизованная и позволяет эксплуатацию в условиях низких температур.
Назначение и область использования
Кривошипные листовые ножницы модели НК3418, в конструкции которых есть наклонный нож, применяются для холодной резки листового металла. Важным свойством каждого материала можно назвать его крепость. Высокий прочностный показатель приносит ограничение в применении оборудования. Ножницы НК3418 могут применяться только для резки следующего листового металла:
- с прочностным показателем не больше 500 МПа;
- при размере поперечного сечения 2,5х1600, 4,0х2000, 6,3х2000 миллиметров. первое значение определяет толщину листа, второе – длину поперечного сечения.
В большинстве случаев применять аналогичное оборудование можно при резке не только металла, но и остальных типов материала.
Аналогичные характерности использования формируют сфера применения модели НК3418:
- Заготовительные цеха фирм, которые связаны с областью автомобилестроения, кораблестроения, самолетостроения и так дальше. В аналогичных областях деятельности ножницы НК3418 дают возможность провести быстрое изменение размеров листового металла, являющийся основным материалом.
- Иная область деятельности, в которой проходит применение листового металла. Характеристики модели НК3418 формируют хорошую производительность данного оборудования.
Большая продуктивность, в первую очередь, связана отсутствием надобности переналадки. Гильотинные ножницы можно применять для резки металла любой толщины, в рамках поставленного предела, без переналадки.
Еще принципиальным моментом можно назвать то, что ножницы НК3418 обладают механизированным задним упором. Данный момент определяет то, что гильотина управляется с помощью специализированного блока оператора, который применяется для установки размера заготовки.
Все гильотинные ножницы модели НК, в том числе НК3418, имеют большую надежность в работе. При этом стоит помнить о легкости применения, а еще об отсутствии трудностей на момент выполнения строительных работ. Применение новейших технологий дает возможность достигать большую точность отрезания. Гильотина имеет совершенную систему смазки, а еще электрическое оборудование, которое дает возможность применять станок в трудных условиях эксплуатации. Если сравнивать с гидравлическими ножницами НК3418 рассматриваемый вариант выполнения имеет большое количество положительных качеств.
Еще одной значительной эксплуатационной характеристикой можно назвать отсутствие масла в зоне резания. Данный момент определяет чистоту заготовок в результате проведения резания.
Технические свойства
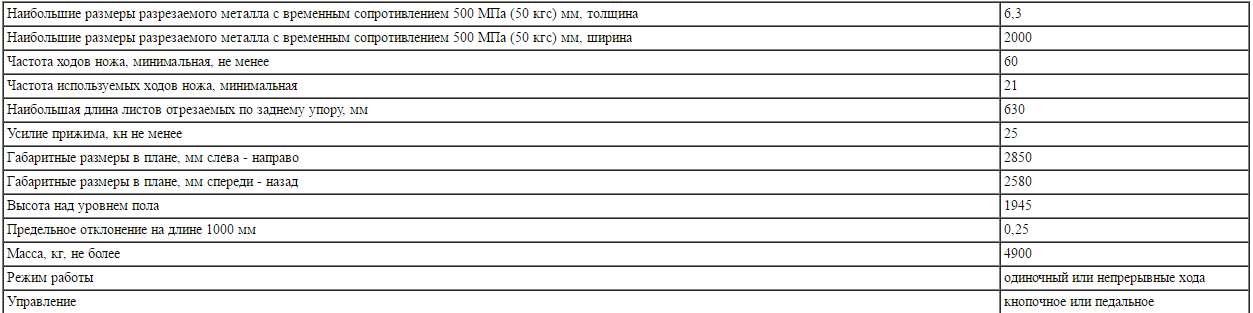
Собственно технические свойства формируют возможность применения ножниц модели Н3118 в самых разных ситуациях. К свойствам технических специфик гильотины Н3118 можно отнести:
- самая большая толщина металла 6,3 миллиметра;
- самая большая длина материала листового типа 2 000 миллиметров;
- частота хода ножа при подборе автоматической обработки (небольшой значение) 21 ходов за минуту;
- самый большой размер листа по заданному упору 630 миллиметров;
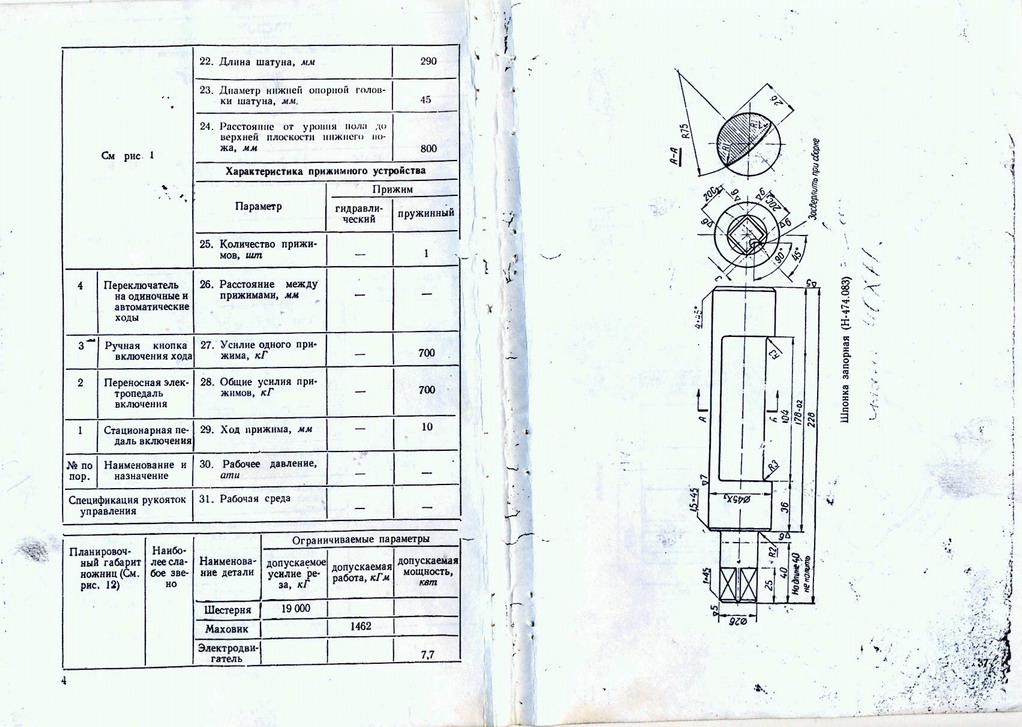
- усилие, с которым действует прижимная балка 25 кН;
- высота конструкции над уровнем пола 1945 миллиметров;
- максимальное отклонение по указанным размерам при резке на длину заготовки 1 000 миллиметров составляет 0,25 миллиметра;
- управление может выполняться с помощью пульта с кнопками или педалей;
- ход может быть беспрерывный или одиночный.
Приведенные выше характеристики формируют характерности рассматриваемой модели станка по резке листового металла.
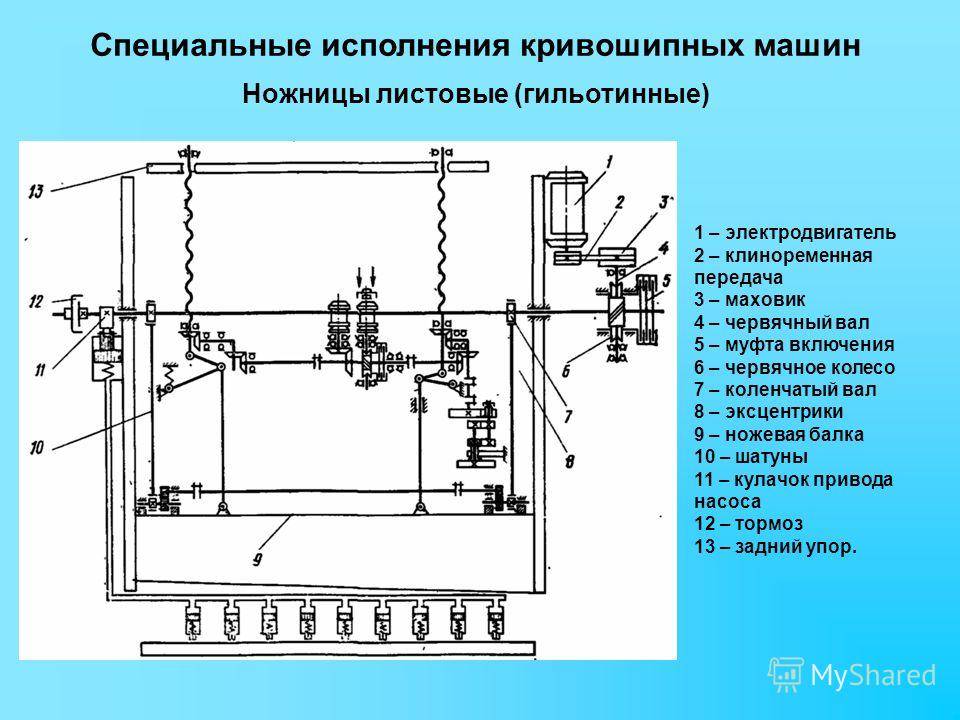
Строение и работа основных органов кривошипных ножниц Н3118

Станина – это базовый узел крепления прочих узлов и механизмов ножниц кривошипных Н3118, представляющий собой сварную конструкцию из двух стоек (1) и (3), связанных между собой уголками (2).
На стойки опирается стол (4) с прикрепленными нижними ножами (5) и упором поперечной резки (7), который снимающимся в случае необходимости продольной резки металла. К направляющим станины крепятся текстолитовые накладки (8), по которым перемещается ножевая балка.


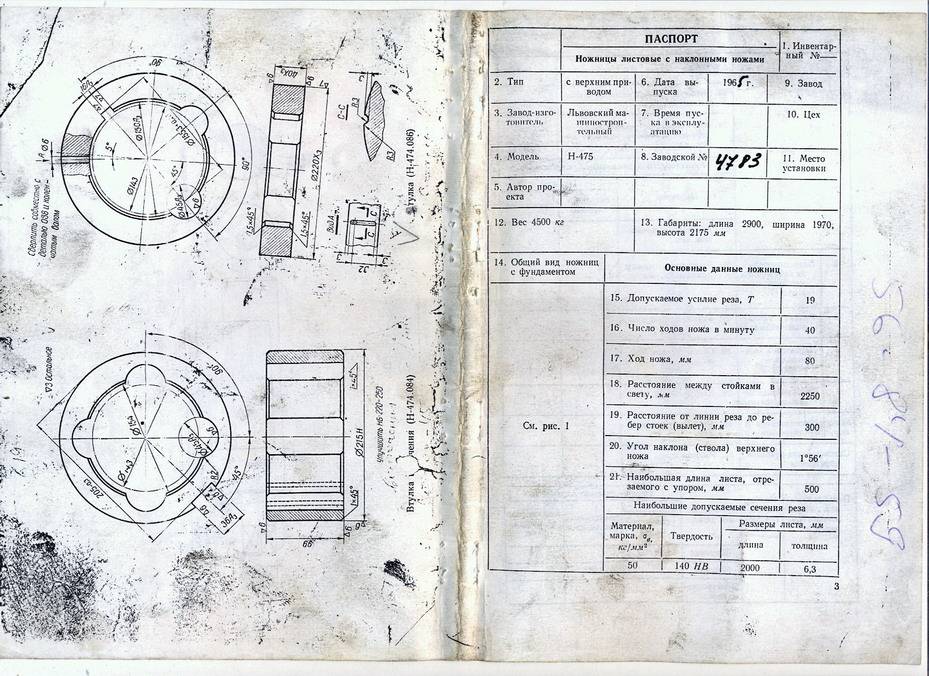



Привод и валы ножниц кривошипных Н3118

Привод ножниц Н3118 осуществляется от электродвигателя (1) через клиноременную передачу на маховик (4), через зубчатые колеса (5,6) на коленчатый вал (7). Электродвигатель крепится к подмоторной плите (2,) шарнирно укрепленной на станине. Регулировка натяжения ремня осуществляется гайками (3).

Шпоночная муфта включения установлена в ступице зубчатого колеса на левом конце коленчатого вала. Втулки (1, 2, 3) неподвижно посажены в ступице зубчатого колеса, остальные детали соединены с коленвалом. Рабочая и запорная поворотные шпонки включаются пружинами (6) и, поворачиваясь, захватываются полукруглыми пазами втулки (2). Втулки (8, 9) дополняют гнезда для круглых концов шпонки. При включении и выключении шпонок угол поворота их ограничивается пазом ведущей втулки.
Балка ножевая и прижим ножниц кривошипных Н3118

К ножевой балке ножниц Н3118, конструкция которой усилена ребрами жесткости (5), винтами крепятся ножи (6) и задний упор. Усилие на нее передается от коленчатого вала посредством двух шатунов (7). Во время работы ножниц разрезаемый лист прижимается к столу прижимной балкой (1), связанной выступами (2) с выступами ножевой балки, благодаря чему прижим осуществляется автоматически и согласованно с движением последней.
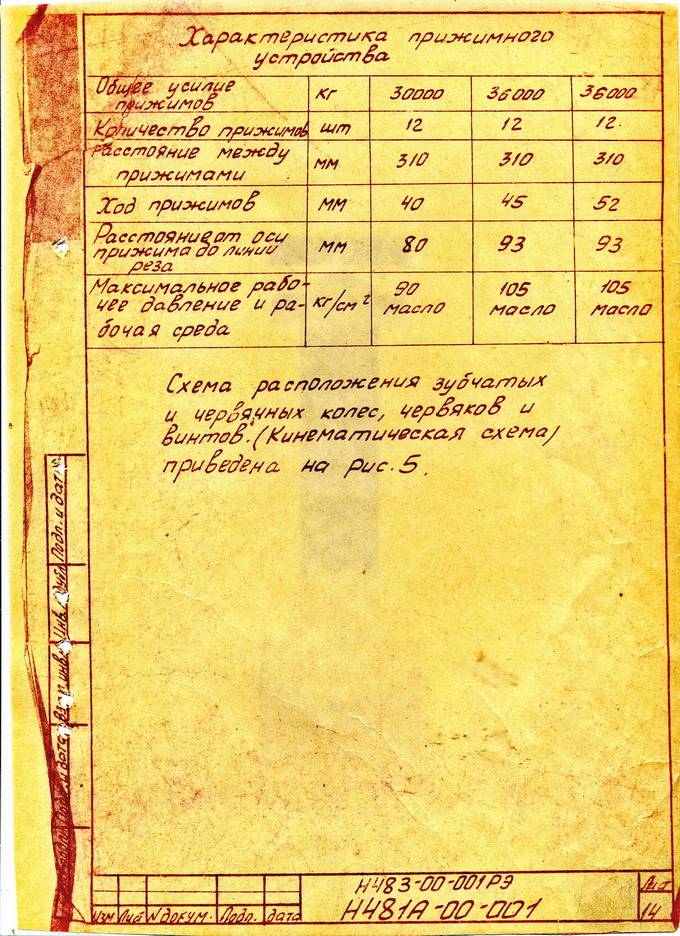
Усилие нажатия прижима ножниц Н3118 регулируется пружинами (3), вмонтированными в стаканы на прижимной балке. В нижней части прижимной балки установлена предохранительная решетка
Задний упор ножниц кривошипных Н3118
Установленный с тыльной стороны ножевой балки задний упор ножниц кривошипных Н3118 служит упором для листа при поперечной резке и состоит из упорной линейки и двух цилиндрических валов, перемещаемых вручную. При резке полосы шириной более 500 мм задний упор снимается.

На правом конце коленчатого вала насажен тормоз периодического действия. За счет эксцентричного расположения шкива (2) по отношению к оси коленчатого вала (1) достигается периодичность торможения. Торможение ножниц кривошипных Н3118 происходит в момент нахождения ножевой балки в верхнем положении, чем устраняется ее забегание под действием сил инерции.
Ограждение ножниц кривошипных Н3118
Ограждение ножниц выполнено из листовой стали и состоит из 3-х кожухов, закрывающих шкивы клиноременной передачи, шестерни привода и тормоз ножниц.
- лампочка – электросеть подключена
- лампочка – двигатель включен
- переключатель – местное освещение
- кнопка – пуск двигателя
- лампочка – автоматические циклы
- кнопка – пуск циклов (одиночных, автоматических)
- лампочка – одиночные циклы
- кнопка – стоп циклов
- лампочка – педаль
- кнопка – стоп общий
- ключ-бирка
Смена и регулировка ножей ножниц Н3118.
- Снять прижимную балку.
- Отвернуть гайки винтов, крепящих ножи к ножевой балке, и поочередно снять ножи.
- Проверить ножи и их опорные поверхности в ножевой балке, повернуть каждый нож другой режущей кромкой и установить его на прежнее место. Крепить и устанавливать ножи необходимо, начиная с левого ножа.
- Снять нижние ножи, повернуть и установить второй режущей гранью и закрепить винтами. При переточке ножей необходимо сменить прокладку под нижним ножом и установить режущую кромку заподлицо с верхней плоскостью стола.
- После смены ножей регулируются зазоры между верхними и нижними ножами. Для этого необходимо ослабить болты и гайки, которыми стол крепится к стойкам станины, подвинуть стол назад с помощью регулировочных болтов так, чтобы верхний нож по отношению к нижнему был установлен с зазором.
При установке ножей необходимо между лезвиями выдерживать следующие зазоры:
- толщина разрезаемого листа, мм 1,5-3 3-6,3
- зазор между ножами, мм 0,15 0,35
После установки зазора между ножами следует затянуть болты, крепящие стол к станине.
Назначение и области применения
Область применения – промышленные, заготовительные цеха мелкосерийного, среднесерийного производства. Как правило, листовые материалы используют при изготовлении корпусных деталей. Именно поэтому ножницы гильотинные модели Н3118 можно встретить в сфере машино-, судостроения, в заготовительных цехах.
Назначение – разрезание листовых материалов по указанным размерам. Обработка проводится исключительно в поперечном, продольном и прямом направлении по толщине листа. При этом есть определенные ограничения того, какой толщины может быть лист. Лист должен быть не выше 50 кгс/мм2.
Особенности конструкции
Применять рассматриваемую модель гильотины можно для выполнения резки по заданной разметке либо же без нее. Для этого могут применяться установленные боковые и здание упоры, которые будут направлять подачу металла в территорию обработки.
К особенностям конструкции можно отнести:
- схема имеет верхний привод, который приводится в движение с помощью специализированного электромотора;
- передаточный механизм предоставлен клиновидной передачей и цилиндрическим редуктором – типовая схема для ножниц данной серии. Применение ременой передачи дает возможность выполнить защиту поставленного электрического двигателя. При превышении критерия потенциальной нагрузки ремень начнет скользить на шкивах. При этом показатель потери мощности определяет снижение КПД всего на несколько десятых процента;
- решение применять редуктор закрытого типа и клиноременной передачи позволяет также уменьшить шум, исходящего от ножниц Н3118;
- разрезаемый материал для увеличения точности обработки прижимается с помощью специализированной кулисы, которая работает синхронно с ножевым механизмом. Регулировки прижима выполняется системой пружин, которая расположена в середине корпуса;
- модель Н3118 оснащена задним и боковым упором также для фиксирования металла при обработке;
- электронная схема дает возможность проводить резание в одиночном и автоматическом режиме. Установка важных функций и управление всем оборудованием проходит через специализированный пульт или педали. При включении одиночного режима резания даже при долгом нажатии кнопки пуска проходит одиночное резание, так как срабатывает специализированная защитная система от нечаянного нажатия;
- для продления рабочего срока конструкции применяется способ комбинированный смазки трущихся компонентов. Напомним, что смазывающая жидкость не подается в территорию резания и по этому заготовки после резания не имеют на поверхности масла либо другой СОЖ;
- включение системы проходит с помощью жёсткой муфты, которая оборудована 2-мя шпонками и магнитом, работающим от сети. Аналогичная характерность обуславливает уменьшение эксплуатационных расходов и снижение стоимости ножниц Н3118.

Гильотина в цеху
Ножницы гильотинные рассматриваемой серии пользуются высокой популярностью из-за причины простоты применения, эффективности, замечательной практичности и надежности.
Если вы нашли погрешность, пожалуйста, выдилите фрагмент текста и нажмите Ctrl+Enter.
1 Основная информация о гильотинных ножницах
Под таким оборудованием понимают режущий инструмент с ножом наклонного типа для поперечной и продольной прямолинейной резки металлических листов. Гильотинные ножницы дают возможность осуществлять обработку листов не только по разметке, но и по боковому либо заднему упору без разметки.
Описываемые устройства принято подразделять в зависимости от вида используемого на них привода на:
- гидравлические;
- кривошипные (иначе называемые механическими).
Большей мощностью обладает гидравлическое оборудование, которое без труда справляется со стальными листами толщиной 6 сантиметров. Длина реза подобных ножниц может превышать показатель в 8 метров. Механические приспособления по ряду характеристик идентичны гидравлическим. При этом первые имеют другую систему привода, предполагающую, что кривошипное устройство обеспечивает движение лезвия и в верхнем и в нижнем направлении.
Мощность установок с кривошипным механизм ниже, нежели у их гидравлических собратьев, поэтому они рекомендованы для разрезания заготовок толщиной от 3 до 8 мм. Зато скорость обработки металла у механических ножниц выше (до 56 резов за одну минуту против 3–18 у “гидравлики”).
Кроме того, гильотины имеют разную схему привода ножа (верхнего). Бывают консольные ножницы с поворотной балкой и станки с прямым ходом ножа. Первые характеризуются тем, что верхний нож у них перемещается за счет оборота балки вокруг расположенных в задней части и на боковых стенках агрегата центров. Так как устройство привода этой самой балки находится в подобных установках внутри станка, они отличаются компактными размерами.









У прямоходных же гильотин лезвие соединяется с рамой. Она способна передвигаться по прямым направляющим вниз за счет работы двух гидроцилиндров либо кривошипного механизма. Такая конструкция дает возможность производить изменение угла резки листов разной толщины. Поворотные станки этого делать не позволяют. У них угол всегда остается таким, каким его задал завод-изготовитель установки.
Конструктивные особенности
Использовать рассматриваемую модель гильотины можно для осуществления резки по заданной разметке или без нее. Для этого могут использоваться установленные боковые и здание упоры, которые будут направлять подачу металла в зону обработки.
К конструктивным особенностям можно отнести:
- схема имеет верхний привод, который приводится в движение при помощи специального электрического мотора;
- передаточный механизм представлен клиновидной передачей и цилиндрическим редуктором – стандартная схема для ножниц этой серии. Использование ременной передачи позволяет осуществить защиту установленного электродвигателя. При превышении показателя возможной нагрузки ремень начнет скользить на шкивах. При этом коэффициент потери мощности определяет снижение КПД всего на несколько десятых процента;
- решение использовать редуктор закрытого типа и клиноременной передачи позволяет также снизить уровень шума, исходящего от ножниц Н3118;
- разрезаемый материал для повышения точности обработки прижимается при помощи специальной кулисы, которая работает синхронно с ножевым механизмом. Регулировки прижима осуществляется системой пружин, которая находится внутри корпуса;
- модель Н3118 оборудована задним и боковым упором также для фиксации металла во время обработки;
- электронная схема позволяет проводить резание в одиночном и автоматическом режиме. Установка основных функций и управление всем оборудованием проводится через специальный пульт или педали. При включении одиночного режима резания даже при длительном нажатии кнопки пуска проводится одиночное резание, так как срабатывает специальная система защиты от случайного нажатия;
- для увеличения срока службы конструкции используется комбинированный способ смазки трущихся элементов. Отметим, что смазывающая жидкость не подается в зону резания и поэтому заготовки после резания не имеют на поверхности масла или иной СОЖ;
- включение системы проводится при помощи жесткой муфты, которая оснащена двумя шпонками и магнитом, работающим от электричества. Подобная особенность обуславливает уменьшение расходов на эксплуатацию и снижение стоимости ножниц Н3118.

Ножницы гильотинные рассматриваемой серии пользуются большой популярностью по причине простоты использования, эффективности, высокой практичности и надежности.
Гильотина Н3118
служит для поперечного и продольного разрезания любого листового материала. Основное применение гильотина находит в цехах по заготовке материала (предприятия машиностроительной отрасли).
Разрезка обрабатываемого материала может производиться по предварительной разметке или без неё. Для этого служат боковые или задние упоры. Гильотина Н3118 заслуженно принадлежит к безотказному и долговечному оборудованию.
Сами ножницы Н3118
конструктивно обустроены верхним приводом, движителем для которого служит электрический мотор. Передаточный механизм использует клиновидный ремень с двухступенчатым редуктором цилиндрической конструкции. Такое решение значительно снижает шум при работе гильотины.
Для заранее размеченного листового материала ножницы Н3118
оборудованы задним упором, конструктивно расположенным с внешней стороны ножевого механизма. Разрезаемый материал надёжно удерживается прижимной кулисой, синхронно функционирующей с ножевым механизмом. Нужный прижим обусловлен мощными пружинами, расположенными в специальных стаканах прижимного механизма.
Электронная схема управления гильотины 3118
позволяет производить резку материала в одиночном и автоматическом режимах. Гильотина приводится в движение при помощи педали или посредством кнопки.
Смазка трущихся частей гильотины комбинированная. Включение ножниц Н3118
осуществляется посредством жёсткой муфты, имеющей две шпонки и электрический магнит. Всё это служит для уменьшения расходов на эксплуатацию при использовании в производстве гильотин Н3118
.





