

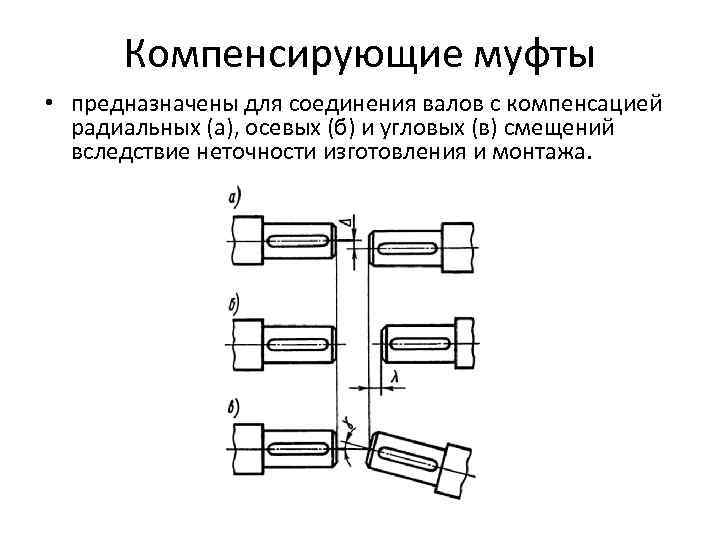
Упругая-компенсирующая
Механический импульс в таких системах транслируется между полумуфтами через посредство упругой детали. Не всегда для ее изготовления применяют резину и пластмассу с эластичными свойствами. Нередко подходящим материалом оказывается пружинная сталь. Упругий блок при работе деформируется. Стоит отметить, что деформация связана отчасти еще и со сдвигом полумуфт между собой.
Такая система позволяет гасить удары и толчки. Предотвращается возникновение колебаний, обычно провоцируемых неравномерным кручением. Одновременно компенсируются смещения валов друг к другу. При сильной механической нагрузке деформирование из плюса становится минусом. Еще один недостаток — сравнительно крупные размеры.
Преимущества
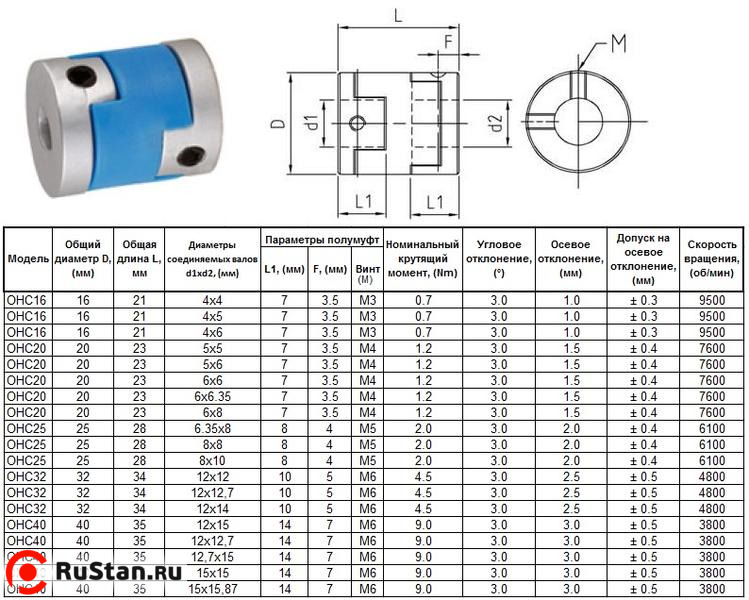
• Простота монтажа. Монтаж и демонтаж с помощью центральной гайки. Для монтажа используется только стандартные ключи, не нужен нагрев и прессование. • Экономия материала. Из-за отсутствия ослабления вала шпоночным или шлицевым пазом возможно уменьшение диаметра вала. • Применимо для сервоприводов. В отличие от шпоночного соединения, в соединениях с КТР 130 не происходит перекладки вала относительно ступицы, что позволяет обеспечивать точное вращение и выдерживать перегрузки при ускорениях и торможениях. • Подходит для многоразового использования. При монтаже и демонтаже не происходит повреждения поверхностей. • Подходит для высокоскоростных приводов. Имеет точную центровку и балансировку. • Нечувствительно к загрязнениям. • Защищает привод от перегрузки. Благодаря возможности проскальзывания колец при превышении максимального момента • Отсутствие концентраторов напряжения (отсутствие шпоночных и шлицевых пазов на валах и ступицах, уменьшающих прочность соединения) • Коррозионная и химическая стойкость. Все детали имеют коррозионно-стойкое покрытие. Применимо в пищевом, химическом производстве. • Самоцентрирующееся • Для валов с диаметрами от 5 до 50 мм • Передаваемый крутящий момент от 10 до 2320Нм • Не требуют высокой точности посадочных поверхностей вала и ступицы: соответственно допуски h9 и H9 (достаточно токарной обработки!)
Металлополимерная муфта
В случае с металлополимерными трубопроводами, муфты для труб не являются особо распространёнными фитингами в виду своей ненадобности. Они предназначены для соединения коротких элементов будущей сети. Трубы из такого материала редко нуждаются в дополнительных соединениях, так как чаще всего сразу приобретаются заготовки необходимой длины.
Однако полезным может быть фитинг типа «переходник», который соединяет металлопластиковую трубу с вентилем или стальной трубой. Если менять водопровод в доме на металлополимерный, то соединение с вентилями будет обеспечивать как раз такая муфта.
Особенности монтажа
Для установки данного изделия необходимо выполнить следующие шаги.
- Герметизация. Наружную резьбу следует обмотать по часовой стрелке льном. Сам лён желательно пропитать или олифой, или свинцовым суриком. Но, если под рукой этих веществ нет, можно использовать и любую краску.
- Аккуратно, не прикладывая большой силы, нужно наворачивать переходник на ранее загерметизированную наружную резьбу. Рекомендуется использовать для этого разводной ключ, чтоб не поцарапать материал.
- Нужно надеть накидную гайку на трубу, а после – разрезное кольцо. Также следует снять фаску с внутренней стороны трубы.
- Необходимо накинуть трубу на штуцер муфты. Дальше используется два ключа. Первым фитинг удерживается в устойчивом положении, вторым – затягивается накидная гайка. В этом шаге также следует действовать аккуратно, чтоб не сдвинуть уплотнители.

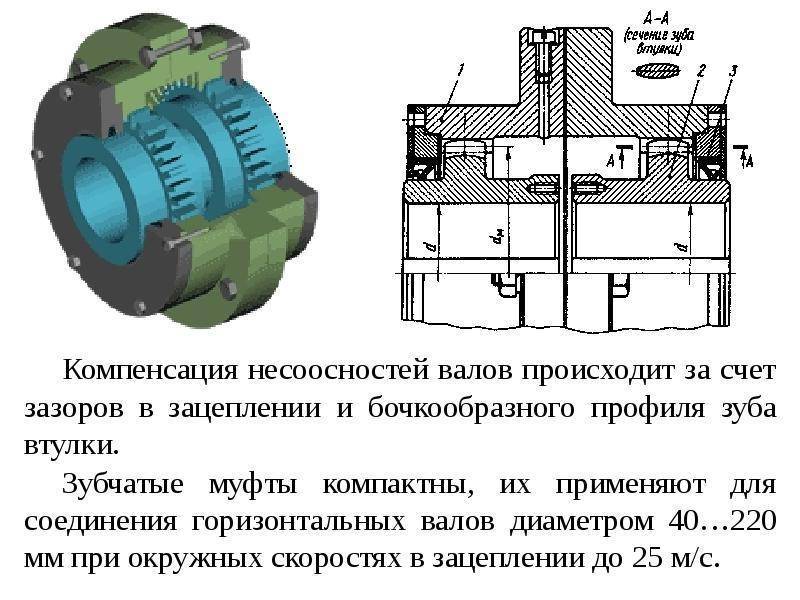
Металлополимерная муфта позволяет быстро и просто соединять металлические и металлопластиковые трубы
Если всё-таки нужно соединить два отрезка металлопластикового трубопровода обычной муфтой соединительной для труб, монтаж следует проводить таким же образом. Единственное различие в разнице резьбы.
Размеры подобных фитингов подбираются соответственно с размерами трубы. Так, чаще всего используются размеры в 16, 20, 26 и 32 мм.
Пружинная
Такое изделие могут еще именовать зубчато-пружинной или оснащенной змеевидной пружиной муфтой. Подобные трансмиссионные детали сокращают динамическую нагрузку, которая передается на вал. Еще одна важная роль — предохранение от колебаний резонансного типа. Зубьям придают особенную форму.
Пружину змеевидного исполнения располагают между ними. Если возникает критическая нагрузка, разрушение пружины позволяет избежать более дорогих по последствиям поломок. Есть модели с переменной жесткостью. У них основным конструктивным элементом оказываются тонкие пластины из стали.
Монтаж термоусадочной муфты
Вначале следует подготовить кабель. С его концов удаляют изолирующую бронированную оболочку — вплоть до токопроводящих элементов. С жил изоляцию на этом этапе не снимают. Протяженность разделки кабеля определяют несколькими факторами:
- марка кабеля;
- сечение, материал токопроводящей жилы;
- количество жил, а также другие параметры, указанные в справочниках.
Далее готовят к установке муфту:
- Надевают на конец кабеля термоусадочную трубку.
- Провод заземления на соединительных и концевых муфтах закрепляют специальным контактом (без дальнейшей пайки).
- Места соединения перемычки с бронированной оболочкой заворачивают в герметизирующую ленту.
- Для заземлительных перемычек применяют медные проводники с 16-миллиметровым сечением. Если сечение жил составляет 120–240 кв. мм, ставят 25-миллиметровую перемычку.
- Надевают термоусадочные трубки на окончания оставшихся проводов кабеля.
- Соединяют фазные проводники и нейтраль. Соединение выполняют обжимными гильзами или болтами со съемной головкой.
- Провода кладут в ячейки каркасной кассеты и закрывают.
Кассету стыкуют с внешней термоусадочной трубкой. Происходит нагрев, в результате чего наступает полная усадка. Все соединительные элементы имеются в муфтовых комплектах.
Кабельные муфты холодной усадки ставят более простым способом. Начало процесса такое же, как и в случае с термоусадочной муфтой. На завершающей стадии на муфту надвигают пружинку с силиконом EPDM. Далее ее убирают, а силикон обтягивает муфту, вследствие чего создается герметичное соединение.
Муфты соединительные назначение и классификация
Муфта соединительная кабельная (рис. 1) — специальный комплект соединительных и изолирующих материалов, который применяется для сращивания и ремонта одножильных и многожильных кабелей силовых, воздушных линий электропередач, кабелей связи и ВОК. Данный тип арматуры является достаточно прочным, с высокой степенью герметичности, позволяющей увеличить изоляционные способности соединительных элементов.
На современном рынке кабельной продукции муфта соединительная представлена различными производителями может быть чугунной, латунной и стальной, эпоксидной и свинцовой, холодной усадки и заливной, натяжной и термоусаживаемой. Все они рассчитаны на определенные параметры кабеля (тип кабеля, материал изоляции, наличие бронепокровов, рабочее напряжение и пр.) и используются в различных эксплуатационных условиях. К эксплуатационным особенностям относится способ внутренней или наружной прокладки, а также размеры арматуры — обыкновенные или малогабаритные. Ну и, конечно же, рабочее напряжение (1–110 кВ и выше) и безусловно, форма (V, Т, Х-образной) продукции.
Классификация муфт соединительных
Муфта соединительная в зависимости от вида установки и условий эксплуатации подразделяется на следующие типы:
- соединительные (С) — как соединяющие;
- стопорные (СТ) — как соединяющие и предотвращающие на вертикальных и наклонных трассах стекания кабельных масс;
- стопорно-переходные (СТП) — как соединяющие устройство кабелей с бумажной изоляцией различных типов;
- переходные (СП) — как соединяющие устройство кабеля с различными типами изоляции;
- ответвительные (О) — используемые как соединяющие и ответвляющие устройство для силовых кабелей(до 1 кВ).
Наиболее популярной на сегодня является муфта соединительная кабельная термоусаживаемая — благодаря высокому уровню эксплуатационных свойств (надежности, долговечности, эластичности, простоте монтажа). Муфта соединительная термоусаживаемая обладает стойкостью относительно воздействий внешней среды, сохраняя целостность соединения при любых погодных условиях. Примером может служить муфта СТп (рис. 2) для кабелей с пластмассовой и бумажной изоляцией с напряжением до 35 кВ.





Также для соединения кабелей до 35 кВ может применяться аналогичная муфта соединительная термоусаживаемая импортного производства — POLJ (Raychem).
От правильности выбора арматуры будет зависеть, как долго прослужит кабельная система и сохранит ли она свои технические характеристики за период эксплуатации.
Основные элементы
Выделяют самые различные элементы технологической операции. Основными можно назвать следующие:
- Установка. Эта часть технологической операции, выполняемая при неизменном закреплении, проводится в самом начале. Ей уделяется также довольно много внимания, так как допущенные ошибки могут стать причиной смещения заготовки при ее обработке.
- Позиция. Законченная часть технологической операции, характеризуемая постоянством, должна проводится при фиксировании положения заготовки. Стоит учитывать, что на данном этапе может проводиться и сборка технологической оснастки, которая отвечает за непосредственную фиксацию заготовки.
- Технологический переход. Технологический процесс перехода могут осуществляться в рамках одной операции без изменения ранее установленных режимов работы. Он осуществляется в случае, когда обработка заготовки не может быть завершена по причине недостаточной функциональности оборудования. Количество переходов во многом зависит от того, насколько сложна заготовка. Нумерация переходов проводится с учетом последовательности механической обработки заготовки.
- Рабочий ход. Именно этот элемент технологической операции считается наиболее важным, так как он обеспечивает механическое удаление материала с поверхности для придания требуемой формы и размеров. Как правило, совершается перемещение инструмента относительно поверхности заготовки с заданными параметрами при определенном углублении режущей кромки в обрабатываемый материал. Также при рабочем ходе обеспечивается обработка поверхности для получения определенной шероховатости. Рабочий ход может быть продольным или поперечным, при этом определяется глубина и скорость резания, а также многие другие параметры. Как правило, он более продолжительный и точный, рассчитан на оказание серьезного механического воздействия на рабочий орган.
- Вспомогательный ход. Он также является неотъемлемой частью технологического процесса. Вспомогательный ход представлен однократным перемещением инструмента относительно заготовки, однако при этом не происходит изменение формы, размеров и других параметров заготовки. Применяется вспомогательный ход в большинстве случаев для смещения основных органов относительно заготовки. Примером можно назвать подвод инструмента в зону резания, а также фиксирующего элемента.
- Наладка. Перед непосредственным производством проводится наладка оборудования, а также применяемой оснастки. Наладка предусматривает установку всех приспособлений, выверку размера инструмента и их положения. Наладочному процессу уделяется довольно много внимания, так как неправильная фиксация инструмента может привести к весьма серьезным последствиям. Сложнее всего провести наладку станков с ЧПУ, так как они должны обеспечивать высокую точность обработки. Кроме этого, часто финишным этапом проводимой наладки становится контрольная обработка заготовки, в ходе которой определяется точность и другие моменты.
- Подналадка. Еще одним вспомогательным процессом можно назвать подналадку, которую выделяют крайне редко. Она предусматривает регулировку технологического оборудования или применяемой технологической оснастки. В некоторых случаях только после того, как было налажено производство можно определить неправильное позиционирование инструмента и технологической оснастки.
- Технологическое оборудование. Также встречаются различные средства обеспечения проводимой процедуры. В эту категорию относят материалы и заготовки, а также требуемую оснастку. Встречается в продаже просто огромное количество различной оснастки, которая существенно упрощает поставленную задачу по обработке заготовки самой различной формы и размеров.
- Технологическая оснастка. Это определение применяется для определения технологического оснащения, без которого провести обработку заготовки практически невозможно. Она может быть самой различной, подбирается в зависимости от того, какая процедура проводится.
В целом можно сказать, что технологическая операция является сложной процедурой, которая состоит из довольно большого количества различных частей
Общая схема выбора соединительной муфты для валов
Приняв во внимание вышеуказанные технические характеристики, стоит придерживаться достаточно простого плана действий при выборе соединения для вала. Схема алгоритма выбора выглядит следующим образом:
Схема алгоритма выбора выглядит следующим образом:
- анализ общих эксплуатационных условий, в которых будет задействовано изделие
- оценка нужного вращающего момента
- установление посадочных диаметров валов
- определение несоосности, а также возможных влияний со стороны внешней среды
- изучение специфики и особенностей установки устройства
- учет ограничения по смазке
- финальный выбор типа муфты, с учетом коэффициентов безопасности
Следование этой инструкции позволяет исключить неприятные неожиданности в ходе работы машин и механизмов. На этапе выбора муфты вала необходимо обратиться за профилированной помощью профессиональной организации. В противном случае оператор рискует столкнуться с неприятными последствиями.
Неверный выбор муфты способен вызвать серьезные проблемы:
- повышенный износ
- увеличенный расход ресурса
- поломка отдельных деталей и узлов
- полная остановка машины
Возможные последствия чреваты солидными финансовыми потерями для предприятия, связанными с простоем в работе или с полной остановкой производственного цикла.
Впрочем, помимо неправильного выбора муфты, имеется также ряд связанных ошибок:
- отсутствие учета влияния точности сборки и собственной вибрации системы
- превышение норм по скорости вращения
- несоблюдение регламентированных стандартов технического обслуживания
- отсутствие мониторинга износа соединений
- ошибки при производстве установочных работ
- выбор муфты на позднем этапе проектирования системы
- отсутствие предварительных испытаний
К каким конкретно неисправностям может привести неправильный подбор муфты?
Рассмотрим наиболее распространенные дефекты:
- «коленчатость» соединения — отсутствие точного совпадения центров валов
- угловой излом вала, называемый также «маятник» или «раскрытие муфты»
- наблюдается круговое вращение центра конца вала противоположного от соединительного элемента
- дефекты посадки при отклонении от норм монтажа изделия, сопровождающиеся эффектами «колена» или «маятника» отдельности или вместе
- существенный рост показателей осевой вибрации
- расцентровка венцов полумуфт
- деформация рабочих поверхностей, напрямую связанная с износом отдельных элементов изделия
- заклинивание или «спайка» подвижных структур в промежуточном рабочем положении
Исключить возникновение негативных моментов, порождающих перебои в работе машин и механизмов, можно только при правильном выборе элементов и деталей, следовании правилам и стандартам монтажа, соблюдении норм эксплуатации.
Полноценные консультации можно всегда получить у профессионалов при затруднительном выборе муфты.
СКБ-4 – это не только поставщик качественных эластичных соединений для валов ведущих брендов, но и команда опытных экспертов, готовых оказать всестороннюю поддержку при подборе соединительных муфт, включая сложные расчеты по техническим параметрам изделий.
Обратившись в СКБ-4, вы гарантируете себе надежность, безаварийную работу и долговечность поставляемой продукции.
Самодельная соединительная муфта
Для существенного снижения затрат рассматривается возможность использования самодельной конструкции. Среди особенностей выделим следующие моменты:
- Для создания самодельной конструкции требуется звездочка, которая может быть снята с коленчатого вала двигателя внутреннего сгорания.
- Передача вращения осуществляется при помощи цепи. За счет применения стали при изготовлении этого изделия существенно повышается прочность.
- Подключение осуществляется за счет двух полумуфт. При этом звездочка должна распиливаться пополам. На каждую полумуфту будет навариваться обрезанная часть звездочки.
- Крепление полумуфты осуществляется при помощи болтов. Однако, подобный способ соединения не рекомендуется в случае, если оказываемая нагрузка существенная. Фиксация разъемных элементов обеспечвается за счет шпонки при передаче большого усилия.

Приведенная выше информация указывает на то, что подобное изделие может быть изготовлена при применении подручных материалов. При этом полученное устройство устанавливается для передачи высокого крутящего момента.
Как соединить валы механизмов?
Для передачи осевого вращения применяются валы, на котором могут крепится различные шестерни и звездочки. Соединение проводится при применении различных методов, к примеру, используются муфты для соединения валов. К их особенностям относятся нижеприведенные моменты:






- Есть возможность выполнять демонтаж.
- Существенно упрощается сбор и производство конечного изделия.
- Многие типы изделий позволяют компенсировать различного рода смещения, которые могут возникать при работе устройства.
- Устройство может выдерживать существенную нагрузку.
Сегодня детали соединяются между собой при применении технологи сварки крайне редко. Это связано с тем, что вибрация и другое воздействие может стать причиной появления трещин и других дефектов.
Неправильная фиксация может привести к поломке устройства. Изделие выбирается в зависимости от эксплуатационных условий. К примеру, валы могут смещаться в самых различных направлениях.
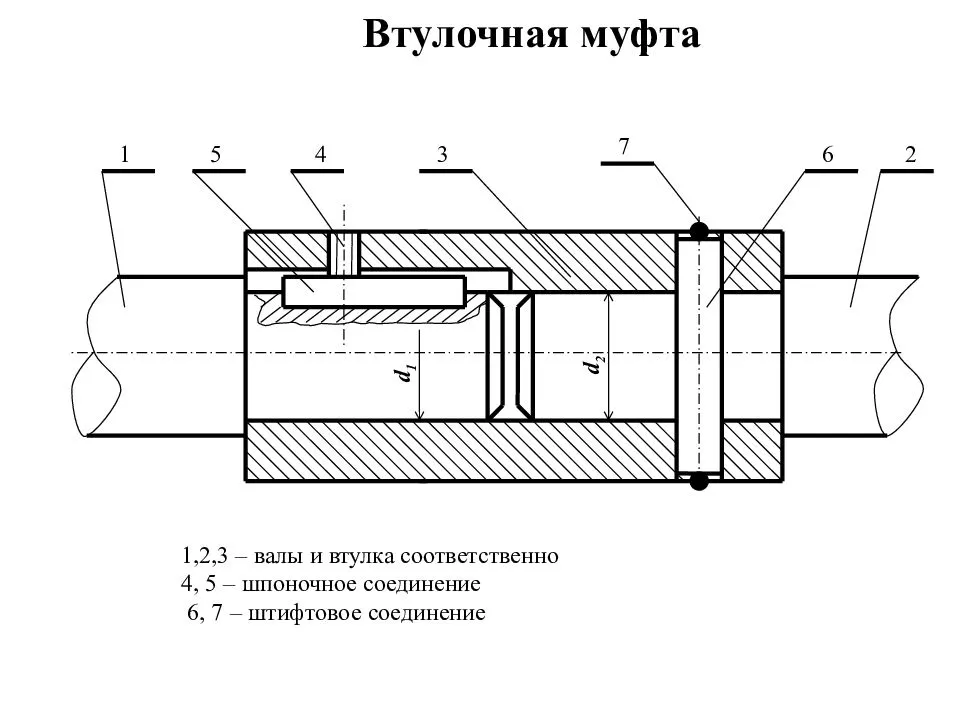
Втулочная
Такой вид оборудования призван, прежде всего, связывать соосные валы цилиндрического типа. При этом разброс вращающего момента на соединяемых частях может сильно отличаться. Главная особенность, однако, иная — никакого смягчения динамической нагрузки и никаких ограничений темпа вращения не наблюдается.
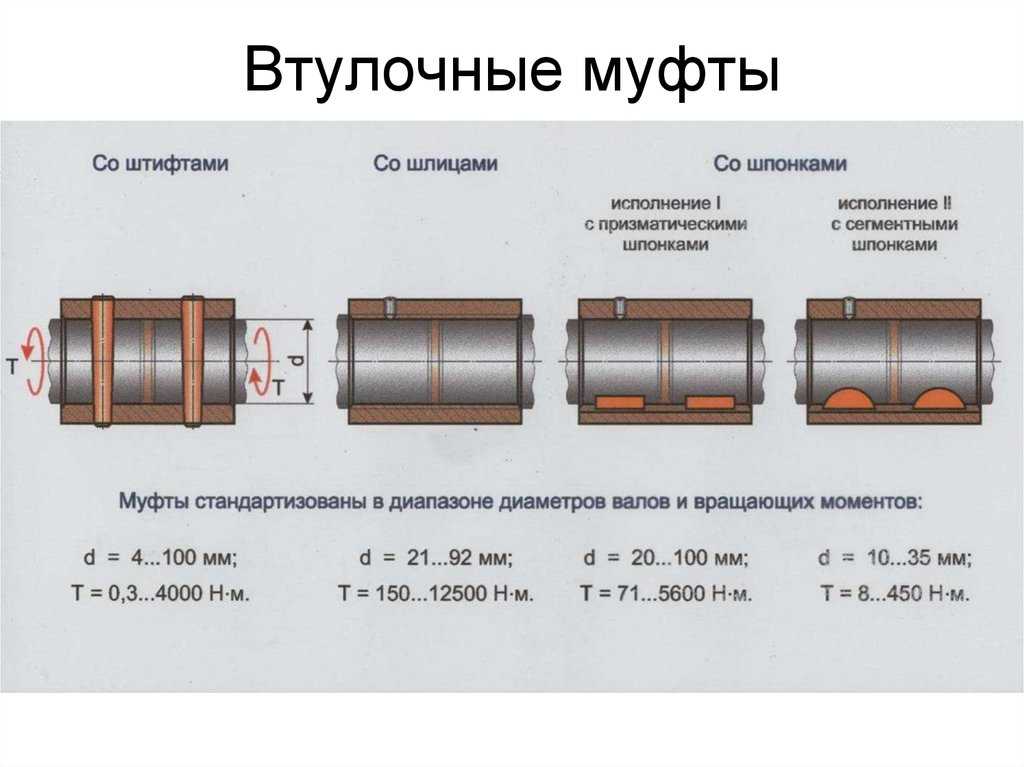
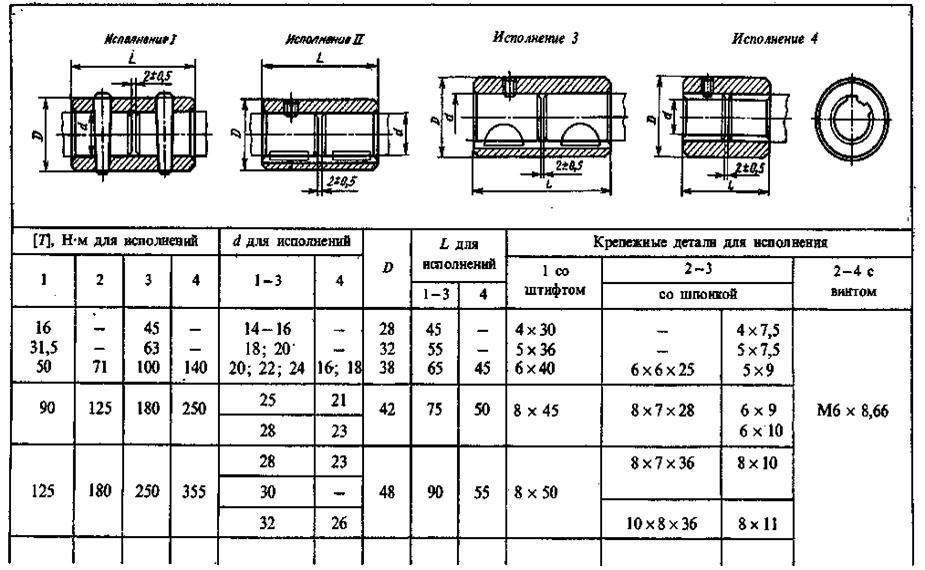
Втулочные муфты — простейшие из муфт жесткого типа. Предусматривается 3 исполнения:
- Модели с цилиндрическим отверстием под посадку могут оборудоваться коническими штифтами;
- Есть аналоги со шпонками в виде призмы или сегментов;
- И наконец, существует еще вариант, где ничего этого нет, а есть прямобочные шлицы.
Втулочная
Такой вид оборудования призван, прежде всего, связывать соосные валы цилиндрического типа. При этом разброс вращающего момента на соединяемых частях может сильно отличаться. Главная особенность, однако, иная — никакого смягчения динамической нагрузки и никаких ограничений темпа вращения не наблюдается.
Втулочные муфты — простейшие из муфт жесткого типа. Предусматривается 3 исполнения:
- Модели с цилиндрическим отверстием под посадку могут оборудоваться коническими штифтами;
- Есть аналоги со шпонками в виде призмы или сегментов;
- И наконец, существует еще вариант, где ничего этого нет, а есть прямобочные шлицы.
Заливка фундаментных плит и анкерных болтов бетоном
После окончательной установки машины, приемки по акту, центровки машины (или агрегата) строительная организация под контролем монтажного персонала заливает бетонной смесью фундаментные плиты. Перед заливкой заливаемые части фундамента насекают; поверхность соприкосновения старого бетона с подливкой тщательно очищают, особенно от масла и керосина, промывают и в течение нескольких дней перед подливкой непрерывно увлажняют.
Пускать машину разрешается не ранее чем через 10 – 15 дней после подливки (при нормальной температуре твердения).
При заливке бетоном фундаментных плит и анкерных болтов в зимних условиях при среднесуточной температуре наружного воздуха ниже 5°С и минимальной суточной температуре ниже 0°С бетонные работы следует выполнять в соответствии с указаниями «Строительных норм и правил» (СНиП).
Бетонную смесь, уложенную в зимних условиях, следует выдерживать преимущественно по способу термоса, основанному на применении утепленной опалубки и защитного покрытия в целях замедления остывания бетона. Для выполнения бетонных работ в зимних условиях весьма важным условием является ускорение процесса твердения. Наиболее пригодны для этой цели быстротвердеющие портландцементы высоких марок (500 и выше). Бетонная смесь не должна содержать частиц льда, снега и смерзшихся комьев цемента. Для ускорения твердения бетона в зимних условиях применяют химические добавки – хлористые соли (кальция, натрия или аммония). Общее количество вводимых в бетонную смесь хлористых солей не должно превышать 7% массы цемента (считая на безводные соли) или 15% количества воды затворения. Необходимое для каждого отдельного случая соотношение добавляемых к бетону солей определяют по соответствующим инструкциям.
Принцип работы муфты
Общий вид многодисковой фрикционной муфты
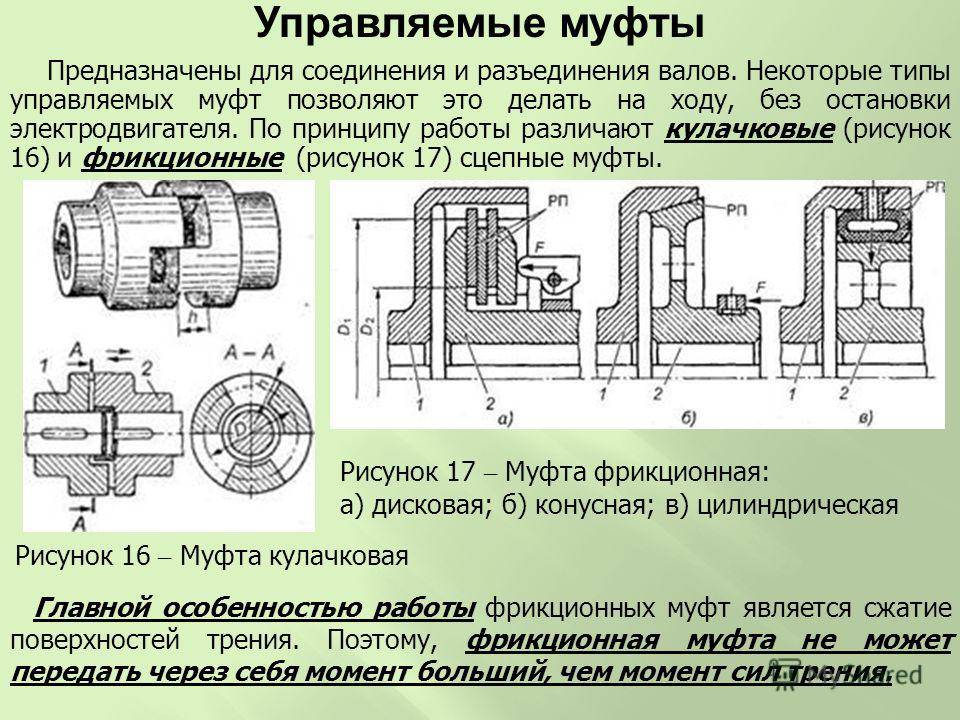
Основная задача многодисковой муфты – в нужный момент плавно соединить и разъединить входной (ведущий) и выходной (ведомый) валы с помощью силы трения между дисками. При этом от одного вала к другому передается крутящий момент. Диски сжимаются за счет действия давления жидкости.
Отметим, что чем сильнее соприкасаются поверхности дисков, тем больше величина передаваемого момента. При работе муфта может пробуксовывать, при этом ведомый вал разгоняется плавно, без рывков и ударов.
Главное отличие многодискового механизма от других заключается в том, что за счет наращивания количества дисков увеличивается количество соприкасающихся поверхностей, в результате чего становится возможным передавать больший крутящий момент.
Основа нормальной работы фрикционной муфты – наличие регламентированного зазора между дисками. Этот интервал должен равняться значению, которое установил производитель. Если зазор между дисками муфты будет меньше положенного, то фрикционы будут постоянно находиться в «поджатом» состоянии и, соответственно, быстрее изнашиваться. Если же расстояние будет больше, то при работе будет наблюдаться пробуксовка муфты. В этом случае тоже не избежать быстрого износа. Точная регулировка зазоров между фрикционами при ремонте муфты – залог ее правильной работы.
Применяемые материалы
Фрикционные муфты каждый день подвергаются многократному использованию, поэтому должны обладать сверхвысокой износостойкостью. Сегодня в таких узлах наиболее приемлемыми являются следующие материалы:
- Ретинакс – износо- и термостойкий материал, который изготавливается из асбеста и барита на основе фенолформальдегидной смолы, армированный латунной стружкой. Хорошо работает в узлах при температуре до +700°C.
- Пресс-композиция – износоустойчивый материал на основе фенолформальдегидной смолы, состоящий из гексаметелентетрамина, армированного различными волокнистыми наполнителями. Рабочая температура составляет до +190 °C.
- Трибонит – износостойкий композитный материал, который может использоваться в агрессивных средах (вода, пар, нефтепродукты). Диапазон рабочих температур от -62 до + 300 °C.
Как соединить валы механизмов
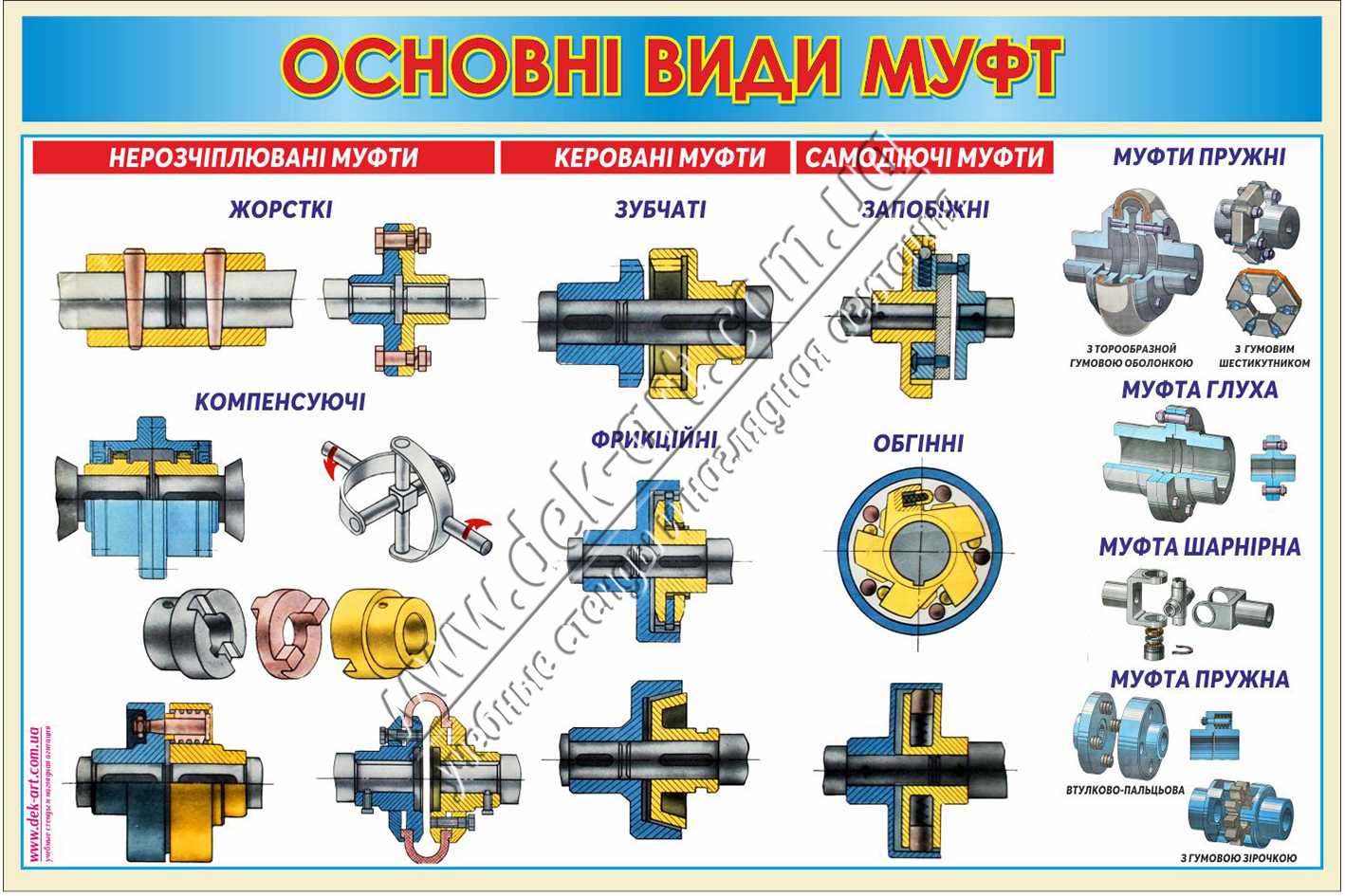
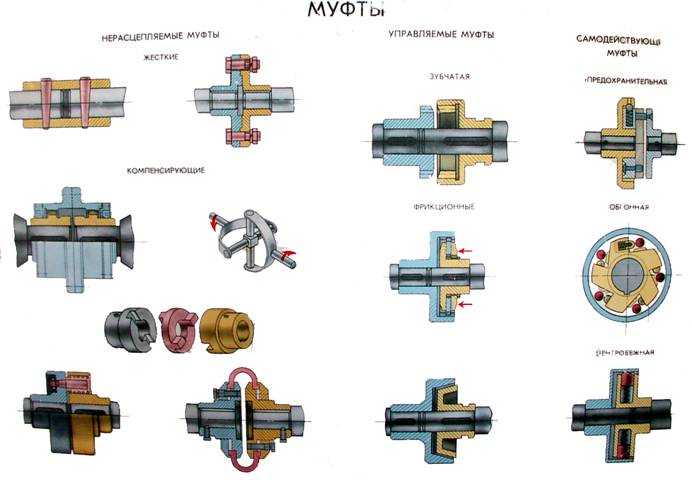
Муфты предназначаются для соединения валов или других вращающихся деталей, для передачи крутящего момента. Они используются для передачи вращения от двигателя к механизму, его включению и выключению, переключения скоростей и для выполнения других функций.
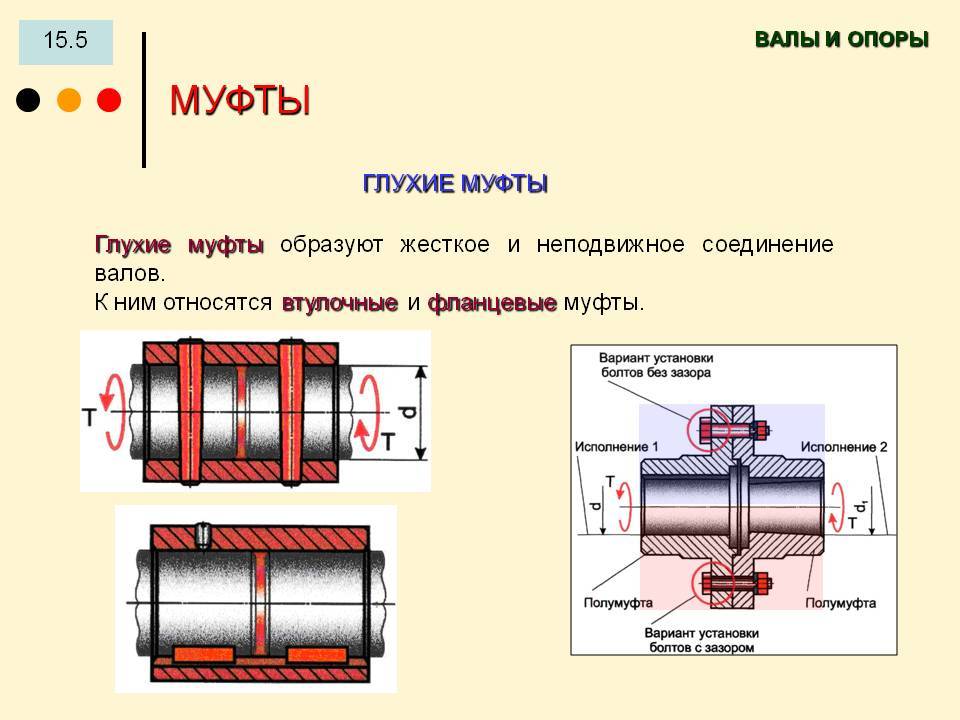
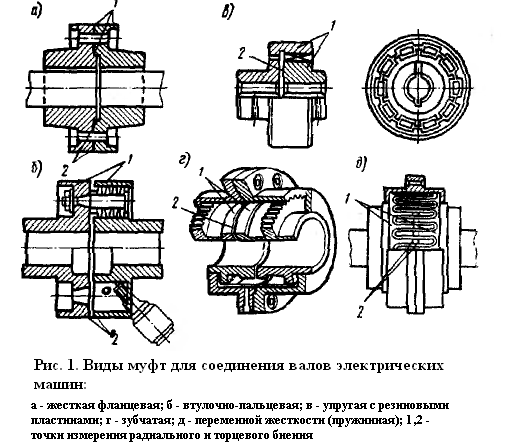
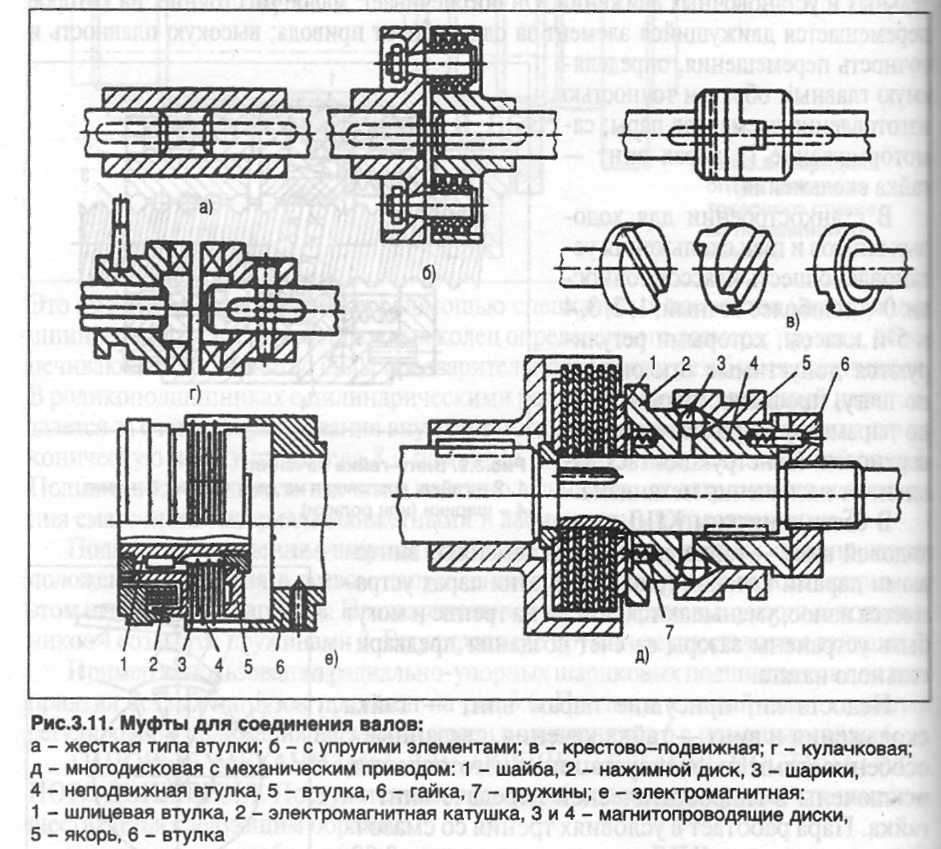
По назначению, конструкции и условиям работы муфты делятся на постоянные (соединительные) и сцепные (управляемые и самоуправляющиеся). В данной статье поговорим только о соединительных муфтах. При выборе конструкции муфты необходимо учитывать ее назначение, особенности компоновки и сборки, величину и характер действия нагрузки и условия эксплуатации.  Соединительные муфты предназначаются для постоянного соединения вращающихся деталей. Делятся они на две группы: глухие, жестко соединяющие валы, и подвижные, допускающие некоторую неточность сборки. Для валов, передающих незначительные крутящие моменты, применяют глухую муфту, соединяемую коническими штифтами (рис. 1,а). Для передач значительных крутящих моментов применяют глухую со шпонками (рис. 1,6) или дисковую муфту (рис. 1,в). Штифты располагают под углом 90° друг к другу. Втулка может быть изготовлена из любых материалов. Ориентировочные размеры: L=(3…5) d; D=1,5d; dm=(0,25…0,3) d. Втулку рассчитывают на кручение, а соединения штифтами или шпонками — на срез и смятие.
Соединительные муфты предназначаются для постоянного соединения вращающихся деталей. Делятся они на две группы: глухие, жестко соединяющие валы, и подвижные, допускающие некоторую неточность сборки. Для валов, передающих незначительные крутящие моменты, применяют глухую муфту, соединяемую коническими штифтами (рис. 1,а). Для передач значительных крутящих моментов применяют глухую со шпонками (рис. 1,6) или дисковую муфту (рис. 1,в). Штифты располагают под углом 90° друг к другу. Втулка может быть изготовлена из любых материалов. Ориентировочные размеры: L=(3…5) d; D=1,5d; dm=(0,25…0,3) d. Втулку рассчитывают на кручение, а соединения штифтами или шпонками — на срез и смятие.
Недостатком этих муфт является требование строгой соосности соединяемых валов. Смещение и перекос валов вызывает дополнительные деформации изгиба у них и повышает давление на опоры. Подвижные муфты разделяются на расширительные, допускающие осевое смещение вала; крестовые, допускающие радиальное смещение вала; поводковые; мембранные и упругие, допускающие осевое и радиальное смещение валов. На рис. 2,а показана торцевая расширительная муфта, на 2,6 — муфта с ведущим штифтом. Размеры муфт выбирают исходя из условий смятия соприкасающихся поверхностей. Обычно 1=d, 6=(0,25…0,3) d, dm =(0,25…0,3) dв. Расширительные муфты применяют лишь при передаче небольших нагрузок и малых угловых скоростях ввиду интенсивного износа рабочих поверхностей. Крестовые муфты (рис.3) состоят из двух неподвижных фланцев с вырезами или выступами 1 и 2, закрепляемых на соединяемых валах. Между этими фланцами помещается подвижная часть 3 с выступами или вырезами. Перпендикулярное расположение пазов позволяет компенсировать несоосность валов за счет скольжения выступов креста в пазах полумуфт. Для повышения КПД требуется смазка трущихся поверхностей и их точная приработка. Детали муфт изготовляются обычно из стали. Выступы креста и пазы полумуфт цементируются. Если валы должны быть электрически изолированы друг от друга, то крестовину делают из электроизоляционного материала. В табл.1 приведены основные размеры муфт. Недостатком крестовых муфт является увеличение мертвого хода по мере износа выступов. В тех случаях, когда мертвый ход (МРХ) недо¬пустим, применяют беззазорные конструкции крестовых муфт с прижимным устройством. Поводковые муфты (рис.4) состоят из двух дисков со ступицами, жестко укрепленными на концах валиков. На диске 1 одной полумуфты закреплен палец 2, который входит со скользящей посадкой в радиальный паз второй полумуфты 3. Недостатком поводковых муфт является наличие МРХ за счет посадки пальца в пазу; величина МРХ увеличивается по мере износа трущихся поверхностей паза и пальца и определяется размером образующегося зазора. Для улучшения условий работы поводковой муфты предпочтительно применять поводки с двумя пальцами. В этом случае уменьшается износ трущихся частей муфты, а также устраняется радиальное давление на валик, наблюдаемое в однопальцевых поводках. Однако двупальцевые поводки сложнее в изготовлении и, кроме того, требуют полной соосности соединяемых валов, что затрудняет сборку механизма. В табл.2 приведены размеры однопальцевых поводковых муфт.
В школьные годы я занимался в судомодельном кружке, так вот там мы вал двигателя с гребным валом модели судна соединяли с помощью шарнира показанного на рисунке 5. Это соединение напоминает карданную передачу автомобиля. Я дума устройство этого соединения понятно из рисунка. Чем ближе друг к другу полумуфты, тем дольше хранится в них смазка, но при этом должна быть соответствующая соосность валов. На фото внизу показана одна из полумуфт, каким то чудом сохранившаяся у меня с тех времен, а это почти пятьдесят лет. Еще есть соединение с помощью пружинки, я его не нарисовал. Короче, если валы имеют одинаковые диаметры, а усилия минимальны, то на валы просто одевается подходящая пружинка. Ее можно закрепить просто пайкой или поверх пружинки одеть втулку с зажимным винтом.
Полиэтиленовые муфты
Фитинги для полиэтиленовых трубопроводов делятся на следующие разновидности:
- компрессионные;
- электрические;
- защитные.
Каждый из видов подразумевает свой способ монтажа.
Компрессионными соединительными муфтами для трубопроводов можно объединять трубы как одинакового диаметра, так и разного. Кроме того, существуют специальные фитинги, которые имеют внутреннюю или внешнюю резьбу для соединения со стальными трубами, вентилями или другими изделиями, которые имеют резьбу. Таким образом, данная разновидность соединителя универсальна.




Монтаж в этом случае достаточно прост.
- Сначала частично разбирается сам фитинг, на пол-оборота ослабляется накидная гайка.
- Труба очищается от пыли, ножом или фаскоснимателем подрезается наружная фаска.
- На трубе отмечается глубина, на которую она должна войти в фитинг.
- Ввести трубу в муфту до отметки.
- Полностью затянуть натяжную гайку.
Несмотря на то, что гайку необходимо затянуть полностью, нельзя прикладывать чрезмерное усилие при этом процессе. В противном случае, можно повредить соединитель.

Электрические муфты применяют для соединения полиэтиленовых труб
Электромуфта представляет собой соединитель, внутри которого расположен нагревательный элемент. Монтаж в этом случае также является достаточно простым. Нужно лишь иметь источник питания – специальный аппарат.
Проводится установка таким образом:
- Почистить трубу от пыли и снять верхний слой полиэтилена в месте монтажа.
- Установить соединитель на трубу.
- Подать питание на клеммы фитинга.
- По окончанию нагревания отключить провода.
- Оставить конструкцию на 20 минут.
Благодаря нагревательному элементу, полиэтиленовые составляющие плавятся. После отключения питания они застывают и образуют практически монолитное и очень надёжное соединение.
Защитные же муфты используются в случае прокладки трубопровода через железобетонные стены. Постоянный контакт с железобетоном может негативно сказаться на полиэтилене, поэтому рекомендуется использовать такую защиту. Муфта представляет собой цельное кольцо, которое устанавливается в стене. Через это кольцо и следует проводить трубопровод. Установив подобную защиту, можно не переживать о влиянии железобетона на полиэтилен.





