

Как выкрутить сломанный метчик
Если вы все же нарушили рекомендации и сломали метчик — не отчаивайтесь. Несмотря на то, что высверлить обломанный метчик практически невозможно — его прочность выше прочности обычного сверла, существуют способы спасения ситуации.
Экстрактор. Для метчиков применяется специальный экстрактор с закаленными изогнутыми тонкими шпильками, которые одним концом вводятся в канавки, а другим зажимаются в специальной цилиндрической оправке
Осторожно вращая оправку воротком, можно выкрутить пострадавший инструмент.
Точечная сварка. К обломку приваривается L-образный стержень, за который конструкция и выкручивается пассатижами.
Вытравливание кислотами
Выбирается кислота, сильнее действующая на материал метчика, чем на материал детали. Способ опасный и не рекомендован для применения в домашних мастерских.
Электроискровой способ. На деталь подают минус, а плюсовым электродом контактной сварки аккуратно прикасаются к обломку. В ходе электроискрового разряда он теряет мельчайшие частицы металла в виде раскаленных брызг. Через несколько разрядов, как правило, заклинивание пропадает, и обломок можно выкрутить.
Но самый лучший способ — это вовсе не ломать метчик.
ГОСТ
ГОСТ 3266-81 разработан для ручных и машинных вариантов инструмента. Для гаечных моделей предусмотрен ГОСТ 1604-71, а ГОСТ 6951-71 создан для изделий с хвостовиком изогнутого типа.
Классы точности
Степень точности характеризуется, в первую очередь, допуском на средний диаметр резьбы.
Основываясь на информации, приведенной в ГОСТах, можно сделать следующие выводы касательно соответствия типа инструмента классу точности:
- Степень точности 1,2 и 3 – метрические метчики (как гаечные, так и машинно-ручные).
- Класс точности А2, А3, В1 – трубные модели.
- С и D – дюймовые.
- Класс 4 – ручной инструмент.
Маркировка
Надписи на инструменте указывают на основные и дополнительные характеристики метчика (в скобках приведен пример).
Маркировка начинается с типа и размера резьбы (М10), затем идет класс точности по PN-ISO (ISO2) или DIN (Н6).
Если резьба левая, добавляется аббревиатура LH. В случае, когда резьба имеет шаг нестандартной величины, после диаметра резьбы указывается обозначение шага.
Если инструмент изготовлен из закаленной нержавейки, он получает обозначение HSS.
Кроме основной маркировки, в хвостовой части может содержаться следующая информация:
- Сбег резьбы;
- Угол наклона канавок;
- Шаг спиральных канавок;
- Направление вращения канавок;
- Материал изготовления;
- Группа применения;
- Внутреннее охлаждение;
- Цифры номера производственной партии.
Особенности устройства
Вначале использовали трёх- или четырехгранный стержень, на котором выпиливали зубчики. Конец затачивали на пологий конус. При завинчивании такого артефакта в отверстие гайки или корпуса зубчатые перемычки нарезали внутреннюю резьбу. Понятно, что такой инструмент был далёк от совершенства, поскольку режущие зубья не имели заднего угла, а передний угол был отрицательным. Однако постепенно его конструкция совершенствовалась, пока не стала более рациональной. Сегодня любой метчик для нарезания резьбы имеет схожие конструктивные элементы:
Канавки для выхода стружки и подведения охлаждающе-смазочной жидкости (СОЖ). Количество их обычно — от 2 до 6.
Профиль впадин может быть разным: однорадиусный, прямолинейные передняя и задняя поверхности, прямолинейная передняя и радиусная задняя.
Направление канавок: прямолинейные, спиральные правые и левые. Первые применяются в обычных универсальных метчиках. Канавки с левонаправленной винтовой линией служат для нарезания резьбы на проход. При этом стружка идёт перед метчиком, чтобы не портить нарезку. Правые углубления применяют для глухих отверстий, чтобы стружка выводилась назад, в противном случае она, будучи спрессованной, сломает инструмент.
Заборная часть выполняется конической, для того чтобы облегчить врезание режущих зубьев в материал детали. Угол наклона выполняют от 3 до 20 градусов, в зависимости от назначения метчика (черновой, промежуточный, чистовой).
Калибрующая часть — цилиндрическая, имеет обратное занижение до 0,1 мм, служащее для уменьшения силы трения. С этой же целью калибрующие зубья затылуют на расстоянии 1/3 ширины пера от вершины зуба. Занижение составляет около одной десятой миллиметра для резьб диаметром от 12 до 30 мм.

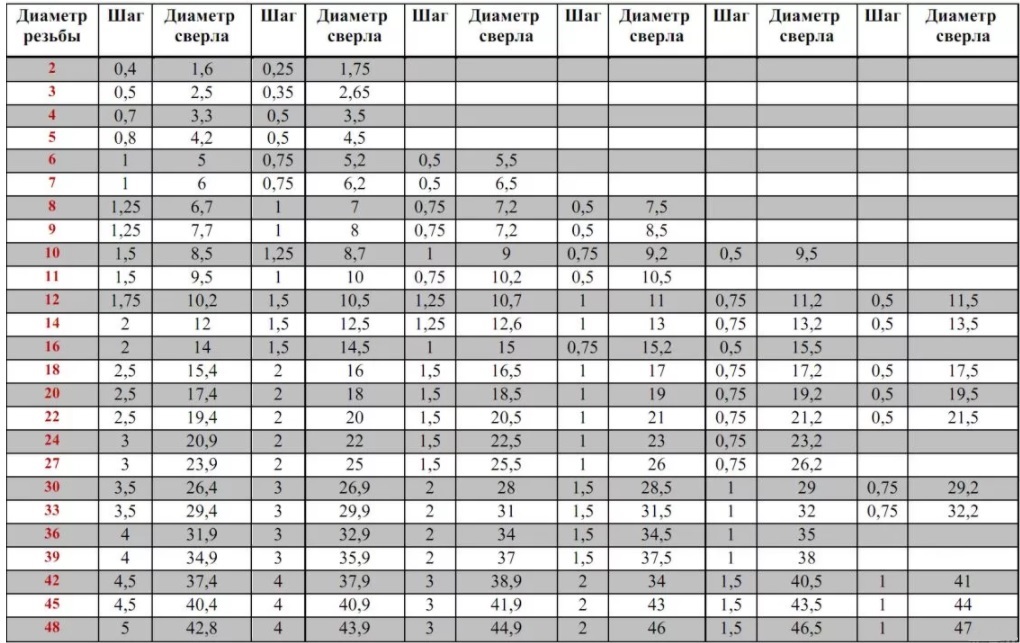
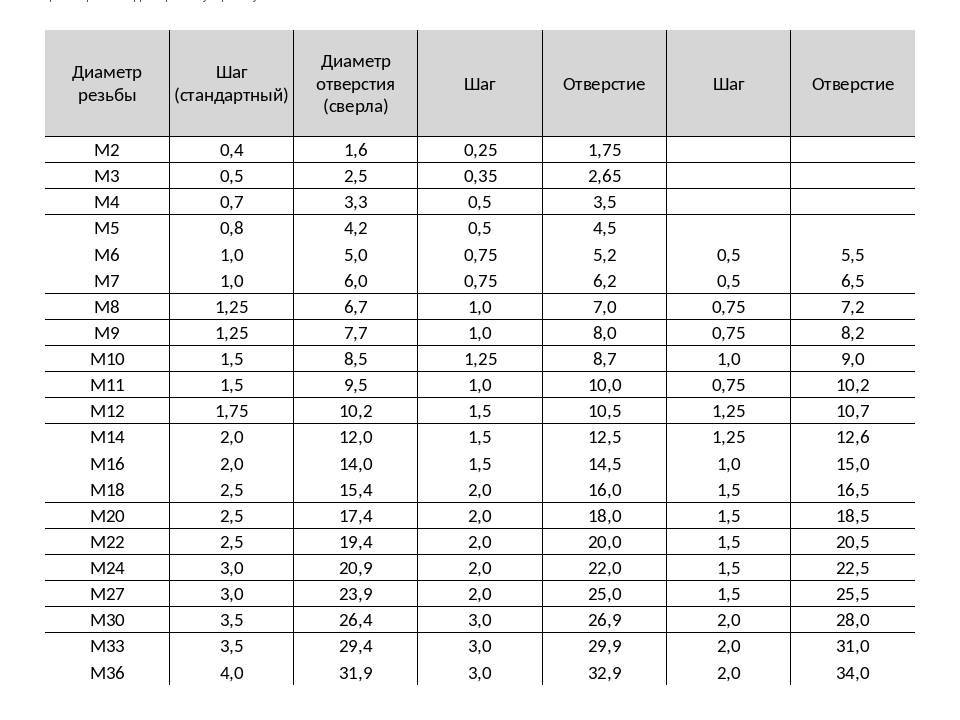
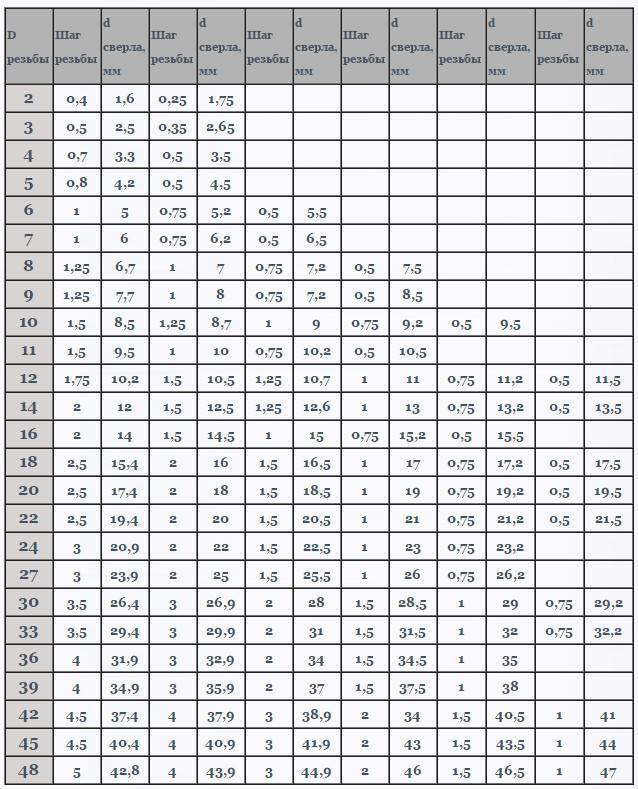
Полезная таблица свёрл и метчиков: диаметр отверстий (отв) для нарезания и шаг резьбы
Сначала нелишним будет привести немного важной информации. Один и тот же виток можно обозначать по-разному, но не составляет труда рассчитать его – нужна лишь обычная линейка и терпение
Необходимо измерить расстояние между соседними боковинами профиля – ближайшие стороны и дадут нам заветную величину Р.
Для большей точности есть альтернативный способ:
отсчитайте 10 ниток;
проверьте, сколько миллиметров на отрезке от первой до десятой;
разделите данную цифру на 10.
Ph, то есть ход, рассчитывается похожим образом, только вычисления следует проводить по оборотам одной нити. Если взять в качестве примера двухзаходной болт, стоит ориентироваться по верхним точкам – учитывается каждая вторая.
Как правило, Ph в 2—3 раза превышает P, но также он может быть нестандартным. Хотя лучше, чтобы он все-таки соответствовал стандарту, ведь тогда крепежный элемент универсальный, и его не проблема поменять в случае поломки. Ведь искать какие-то индивидуальные винты, саморезы, чтобы точно подходили уже использованным, зачастую проблематично.
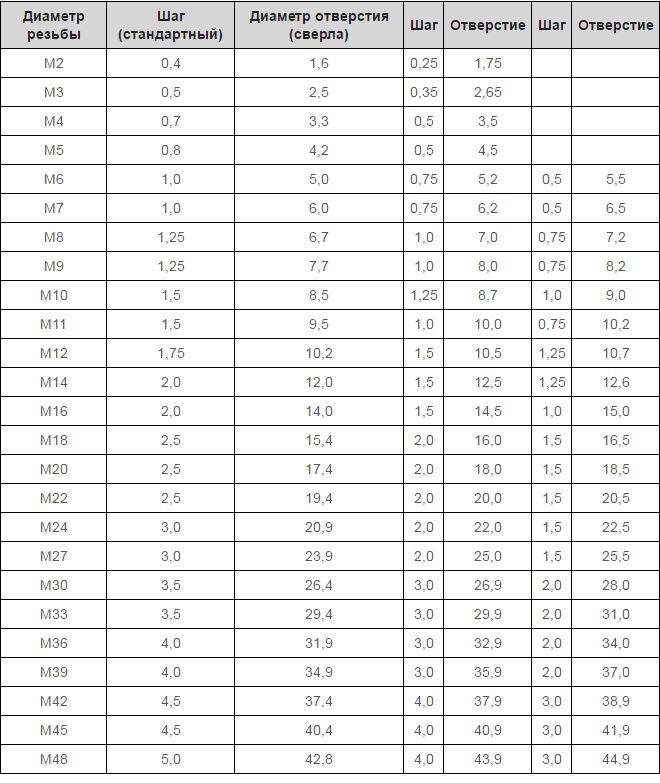
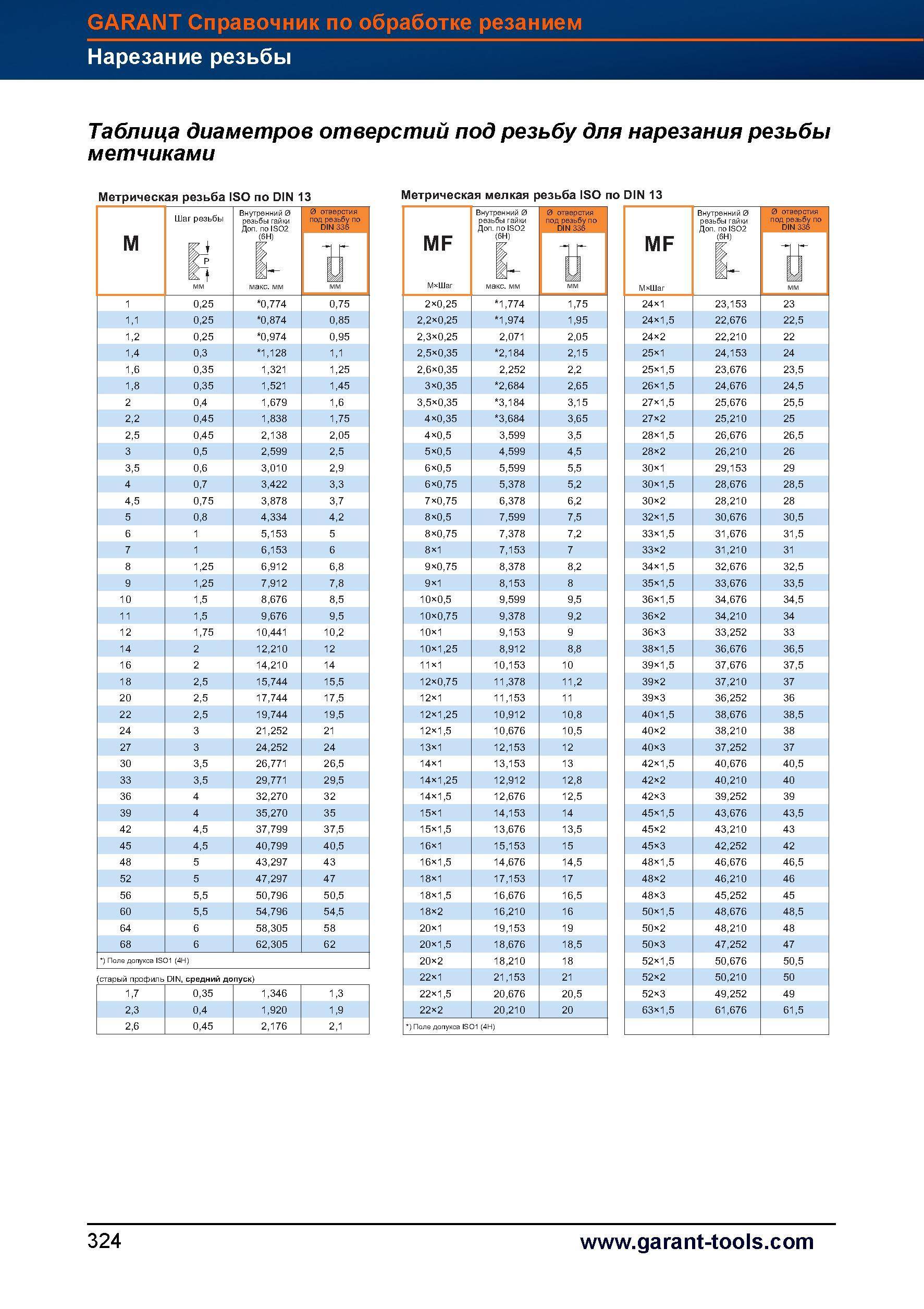
А вот и таблица с размерами, что поможет проследить зависимость от диаметра отверстия для нарезания под метрическую резьбу по ГОСТу.
| Обозначение | Сечение, мм | Шаг с дополнительным значением для мелкой насечки в миллиметрах |
| М2 | 2 | 0,4 |
| М3 | 3 | 0,5 |
| М4 | 4 | 0,7 |
| М5 | 5 | 0,8 |
| М6 | 6 | 1 |
| М8 | 8 | 1,25 (1) |
| М10 | 10 | 1,5 (1,25) |
| М12 | 12 | 1,75 (1,25) |
| М14, М16 | 14, 16 | 2 (1,5) |
| М8, М20 | 18, 80 | 2,5 (1,5) |
Технология нарезания резьбы в отверстиях гост резьба
Перед началом формирования резьбовых канавок с помощью инструмента сверлится отверстие. В зависимости от конструктивных особенностей оно может быть сквозным или глухим. Сверло сконструировано так, что винтовая поверхность выводит основную часть стружки. Но следует помнить, что внутри может оставаться определенная часть остатков от сверления. Поэтому, если позволяет масса и внешние параметры, производят вытряхивание на специальные уловители.
На громоздких изделиях подобные операции выполнить трудно, поэтому выдувают струей сжатого воздуха.
Внимание! Органы зрения и дыхания должны быть защищены от продуктов, которые могут оказаться внутри отверстий. Начинающие мастера часто интересуются, какой диаметр должен быть в отверстии, где требуется нарезать резьбу. Самое простое – это воспользоваться формулой:
Самое простое – это воспользоваться формулой:
Начинающие мастера часто интересуются, какой диаметр должен быть в отверстии, где требуется нарезать резьбу. Самое простое – это воспользоваться формулой:
Dотв = 0,8·М, мм,
здесь Dотв – диаметр отверстия, мм; М – размер метрической резьбы по номеру.
Для большинства металлов подобное определение будет достаточным. Возможно, потребует приложить несколько большее усилие при выполнении работы, но результат будет удовлетворительным.
Например, для М6 нетрудно подсчитать по приведенной формуле требуемое значение сверла по металлу. Оно получится равным Dотв = 6 · 0,8 =4,8 мм.
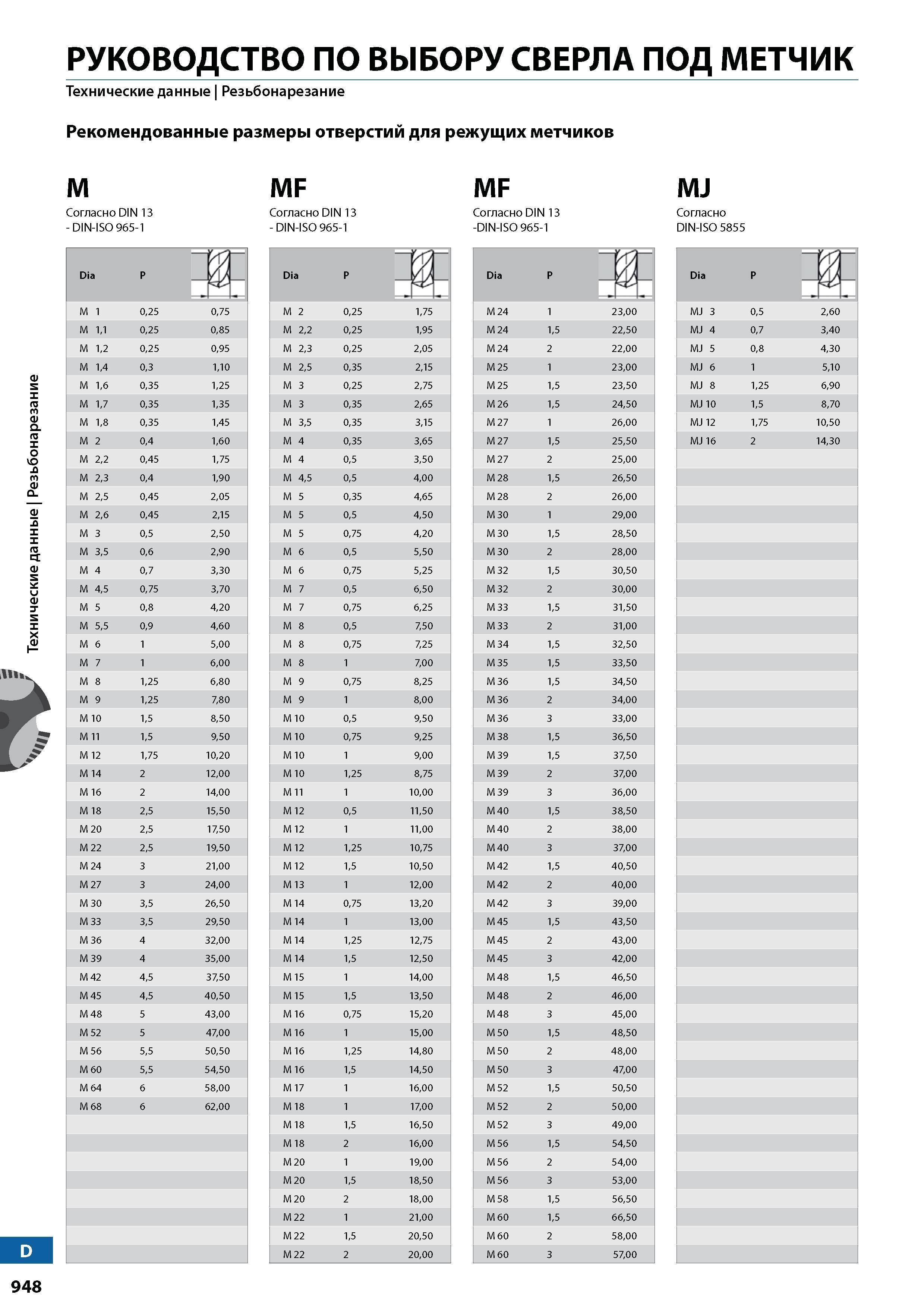
Для более точного определения используют специальные таблицы.
Таблица 1: Размеры отверстий для нарезания метрической резьбы гост резьба
| Номи-нальный диаметр | Стандартный шаг | Мелкий шаг | ||||||
| Шаг резьбы, мм | Теоре- тический внутрен- ний диаметр, мм | Требуемый диаметр с учетом смятия, мм | Рекомен- дуемый диаметр сверла, мм | Шаг резьбы, мм | Теоре- тический внутрен- ний диаметр, мм | Требуемый диаметр с учетом смятия, мм | Рекомен- дуемый диаметр сверла, мм | |
| М4 | 0,70 | 3,393 | 3,323 | 3,3 | 0,50 | 3,567 | 3,517 | 3,5 |
| М5 | 0,80 | 4,307 | 4,227 | 4,2 | 0,50 | 4,567 | 4,517 | 4,5 |
| М6 | 1,00 | 5,133 | 5,033 | 5,0 | 0,75 | 5,350 | 5,275 | 5,3 |
| М7* | 1,00 | 6,133 | 6,033 | 6,0 | 0,80 | 6,307 | 6,227 | 6,2 |
| М8 | 1,25 | 6,917 | 6,792 | 6,8 | 1,00 | 7,133 | 7,033 | 7,0 |
| М9* | 1,25 | 7,917 | 7,792 | 7,8 | 1,00 | 8,133 | 8,033 | 8,0 |
| М10 | 1,50 | 8,700 | 8,550 | 8,6 | 1,25 | 8,917 | 8,792 | 8,8 |
| М11* | 1,50 | 9,700 | 9,550 | 9,6 | 1,00 | 10,133 | 10,033 | 10,0 |
| М12 | 1,75 | 10,484 | 10,309 | 10,3 | 1,50 | 10,700 | 10,550 | 10,6 |
| М13* | 1,75 | 11,484 | 11,309 | 11,3 | 1,50 | 11,700 | 11,550 | 11,6 |
| М14 | 2,00 | 12,267 | 12,067 | 12,1 | 1,50 | 12,700 | 12,550 | 12,6 |
| М15* | 2,00 | 13,267 | 13,067 | 13,1 | 1,75 | 13,484 | 13,309 | 13,3 |
| М16 | 2,50 | 13,834 | 13,584 | 13,6 | 1,50 | 14,700 | 14,550 | 14,6 |
| М18 | 2,50 | 15,834 | 15,584 | 15,6 | 1,50 | 16,700 | 16,550 | 16,6 |
| М20 | 2,50 | 17,834 | 17,584 | 17,6 | 1,50 | 18,700 | 18,550 | 18,6 |
| М22 | 2,50 | 19,834 | 19,584 | 19,6 | 2,00 | 20,267 | 20,067 | 20,1 |
| М24 | 3,00 | 21,400 | 21,100 | 21,1 | 2,00 | 22,267 | 22,067 | 22,1 |
| М25* | 3,00 | 22,400 | 22,100 | 22,1 | 2,00 | 23,267 | 23,067 | 23,1 |
| М27 | 3,00 | 24,400 | 24,100 | 24,1 | 2,00 | 25,267 | 25,067 | 25,1 |
| М30 | 3,50 | 26,967 | 26,617 | 26,6 | 2,50 | 27,834 | 27,584 | 27,6 |
| М33 | 3,50 | 29,967 | 29,617 | 29,6 | 2,50 | 30,834 | 30,584 | 30,6 |
| М36 | 4,00 | 32,534 | 32,134 | 32,1 | 3,00 | 33,400 | 33,100 | 33,1 |
| М39 | 4,00 | 35,534 | 35,134 | 35,1 | 3,00 | 36,400 | 36,100 | 36,1 |
| М40* | 4,00 | 36,534 | 36,134 | 36,1 | 3,00 | 37,400 | 37,100 | 37,1 |
| М42 | 4,50 | 38,100 | 37,650 | 37,7 | 3,50 | 38,967 | 38,617 | 38,6 |
| М45 | 4,50 | 41,100 | 40,650 | 40,7 | 3,50 | 41,967 | 41,617 | 41,6 |
| М48 | 5,00 | 43,667 | 43,167 | 43,2 | 4,00 | 44,534 | 44,134 | 44,1 |
* – специальные типы резьбы.
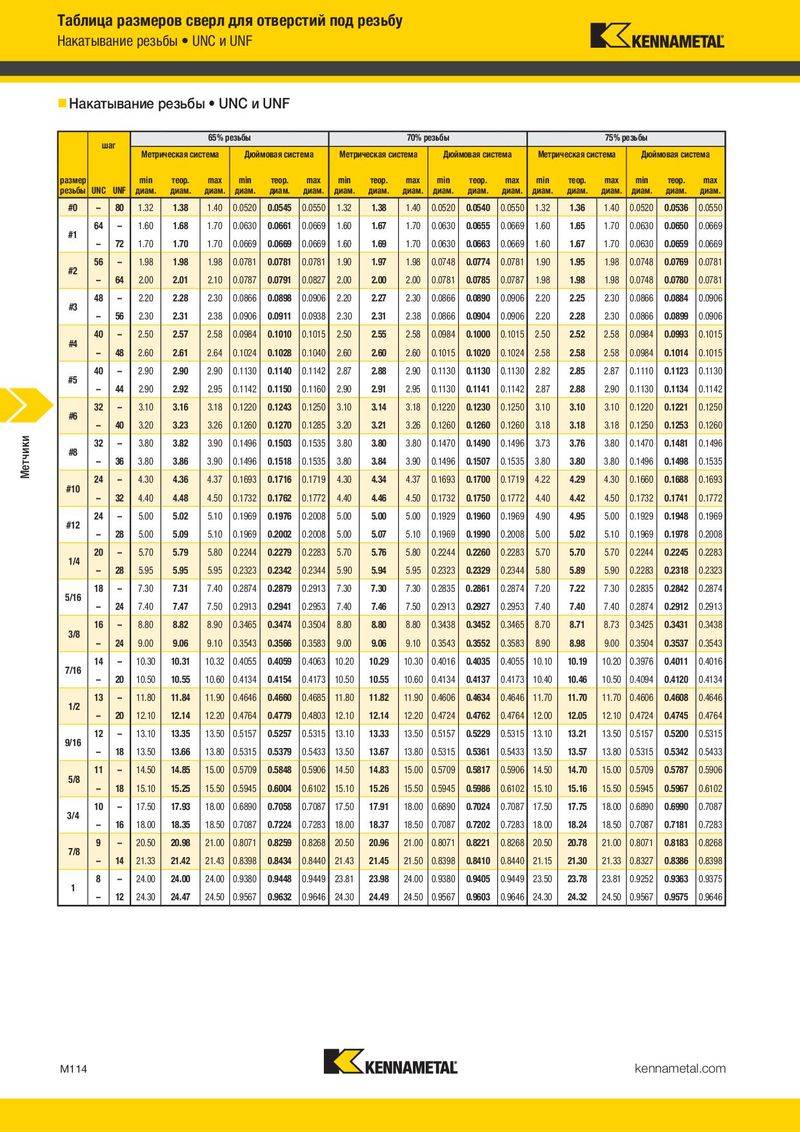
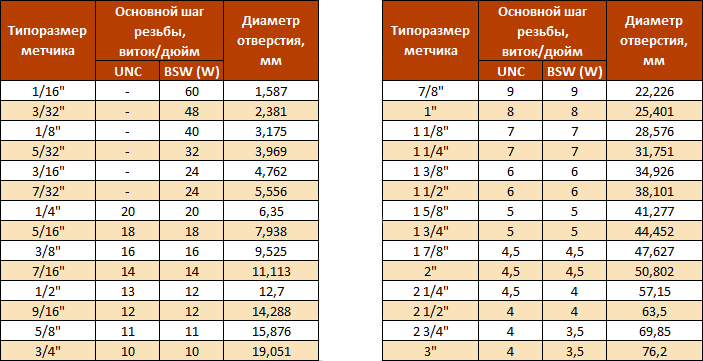
Таблица 2: Размеры отверстий для нарезания дюймовой резьбы гост резьба
| Номи- нальный диаметр | Стандартный шаг | Мелкий шаг | ||||||
| Шаг резьбы, мм | Теоре- тический внутрен- ний диаметр, мм | Требуемый диаметр сучетом смятия, мм | Рекомен- дуемый диаметр сверла, мм | Шаг резьбы, мм | Теоре- тический внутрен- ний диаметр, мм | Требуемый диаметр сучетом смятия, мм | Рекомен- дуемый диаметр сверла, мм | |
| 1/16″ | 0,40 | 1,203 | 1,163 | 1,2 | 0,30 | 1,328 | 1,298 | 1,3 |
| 1/12″ | 0,50 | 1,636 | 1,586 | 1,6 | 0,45 | 1,727 | 1,682 | 1,7 |
| 1/8″ | 0,60 | 2,598 | 2,538 | 2,5 | 0,50 | 2,742 | 2,692 | 2,7 |
| 1/10″ | 0,65 | 1,915 | 1,850 | 1,9 | 0,55 | 2,063 | 2,008 | 2,0 |
| 1/6″ | 0,70 | 3,561 | 3,491 | 3,5 | 0,50 | 3,753 | 3,703 | 3,7 |
| 3/16″ | 1,00 | 3,801 | 3,701 | 3,7 | 0,80 | 4,069 | 3,989 | 4,0 |
| 1/4″ | 0,75 | 5,629 | 5,554 | 5,6 | 0,75 | 5,700 | 5,625 | 5,6 |
| 5/16″ | 0,95 | 7,024 | 6,929 | 6,9 | 0,80 | 7,244 | 7,164 | 7,2 |
| 3/8″ | 1,10 | 8,468 | 8,358 | 8,4 | 0,95 | 8,702 | 8,607 | 8,6 |
| 7/16″ | 1,30 | 9,863 | 9,733 | 9,7 | 1,10 | 10,159 | 10,049 | 10,0 |
| 1/2″ | 1,55 | 11,210 | 11,055 | 11,1 | 1,34 | 11,539 | 11,405 | 11,4 |
| 9/16 | 1,60 | 12,750 | 12,590 | 12,6 | 1,40 | 13,074 | 12,934 | 12,9 |
| 3/4″ | 1,65 | 17,464 | 17,299 | 17,3 | 1,50 | 17,750 | 17,600 | 17,6 |
| 1″ | 2,54 | 22,959 | 22,705 | 22,7 | 1,89 | 23,762 | 23,573 | 23,6 |
| 1 1/4″ | 3,25 | 28,627 | 28,302 | 28,3 | 2,80 | 29,324 | 29,044 | 29,0 |
| 1 1/2″ | 4,25 | 34,015 | 33,590 | 33,6 | 3,72 | 34,876 | 34,504 | 34,5 |
| 1 3/4″ | 5,20 | 39,452 | 38,932 | 38,9 | 4,35 | 40,680 | 40,245 | 40,2 |
| 2″ | 6,34 | 44,707 | 44,073 | 44,1 | 5,64 | 45,913 | 45,349 | 45,3 |
Типы нарезаемой резьбы
Для нарезания каждого типа и размера резьбы существуют свои наборы метчиков. Они не взаимозаменяемы, как и резьбовые элементы разных типов. Различают следующие основные типы:
- Метрическая. Профиль в виде равнобедренного треугольника углом у вершины 60°, все размеры профиля выражены в миллиметрах. Маркируется литерой М.
- Дюймовая. Профиль имеет более острый угол – 55°. Диаметр выражается в дюймах и их долях в виде простых дробей, а шаг – числом витков на дюйм. Некоторые маркируются литерой W(в честь Дж. Уитворта).
- Трубная. Отличается разным наклоном передней и задней части профиля для обеспечения надежности соединения и предотвращения его самопроизвольного раскручивания. Существуют как цилиндрические, так и конические трубные резьбы.
 Существуют и другие типы резьбы для специальных применений
Существуют и другие типы резьбы для специальных применений
Технология и приемы нарезания резьбы вручную
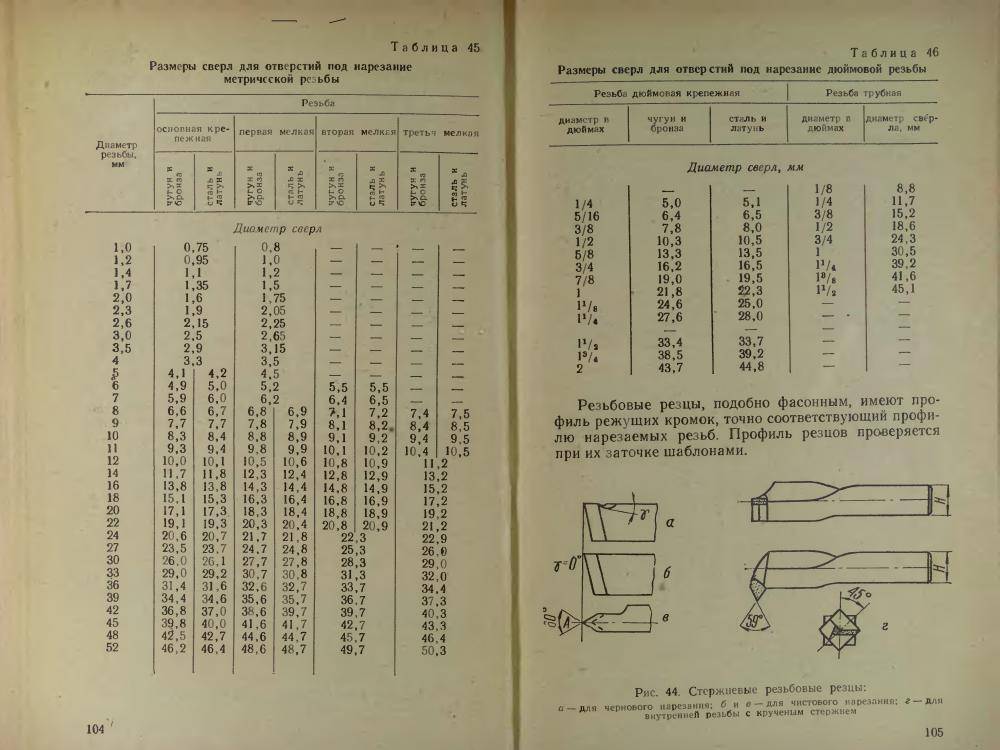
При нарезании резьбы метчиками и плашками часть металла не удаляется вместе со стружкой, а выдавливается вдоль режущих граней инструмента, образуя профиль резьбы на детали. С учетом этого диаметры отверстий и стержней под резьбу должны изготовляться не по номинальному размеру резьбы, а несколько ниже его. Для метрической резьбы диаметром 6–10 мм эта разница составляет 0,1–0,2 мм; диаметром 11–18 мм – 0,12–0,24 мм; диаметром 20–30 мм – 0,14–0,28 мм.
Диаметры отверстий под наиболее распространенные размеры метрической резьбы приведены в табл. 1.
Для образования захода резьбы на торце детали необходимо снять фаску, соответственно высоте профиля резьбы.
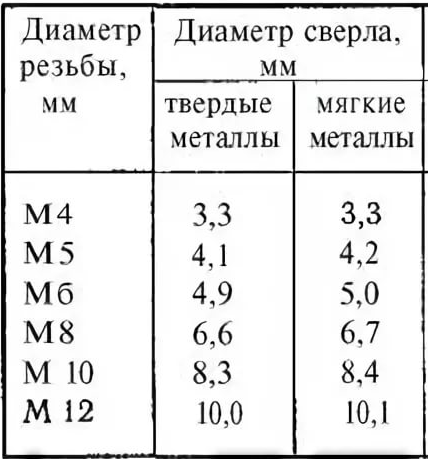
Таблица 1. Диаметры отверстий под нарезание метрической резьбы
| Материал | Диаметр метрической резьбы, мм | |||||||
| 5 | 6 | 8 | 10 | 12 | 16 | 20 | 24 | |
| Сталь и латунь | 4,2 | 5,0 | 6,7 | 8,4 | 10,1 | 13,8 | 17,3 | 20,7 |
| Чугун и бронза | 4,1 | 4,9 | 6,6 | 8,3 | 10,0 | 13,7 | 17,1 | 20,5 |
Смазанный смазкой метчик вставляют в просверленное отверстие и, слегка прижимая его к детали левой рукой, осторожно поворачивают вороток правой рукой до тех пор, пока метчик не захватит металл и его положение в отверстии не станет устойчивым. После этого вороток берут двумя руками и вращают с перехватом рук через каждые полоборота (рис. 10, а)
10, а).
Рис. 10. Движения при нарезании резьбы: а — метчиком, б — плашкой, в — клуппом


После одного-полутора оборотов метчик, покачивая в горизонтальной плоскости, вращают в обратную сторону примерно на четверть или пол-оборота. Это необходимо для того, чтобы стружка сломалась и по канавкам метчика удалилась из отверстия, не заклинив метчик. Закончив нарезание, пропускают его насквозь или вращением воротка в обратную сторону вывертывают метчик из отверстия.
Второй и третий метчики смазывают маслом и вводят в отверстие без воротка; только после того, как метчик правильно установится по резьбе, накладывают вороток и продолжают нарезание резьбы.
Таким же образом следует вести нарезание резьбы плашками. Здесь, однако, кроме круговых движений по стрелке а (рис. 10, б), воротку следует сообщать также некоторый нажим вниз по стрелке в. В процессе нарезания необходимо следить, чтобы давление на обе ручки было одинаковым.
На первом этапе нарезания резьбы следует следить за правильным положением метчика и плашки по отношению к осям отверстия и стержня. Непараллельность осей и неперпендикулярность их к торцу детали контролируются угольником и устраняются изменением положения инструмента.
Нарезать резьбу в мелких и глухих отверстиях небольшого диаметра нужно особенно осторожно, не перегружая метчик и часто очищая его от стружки. При нарезании резьбы в глубоких отверстиях следует вывертывать метчик из отверстия для прочистки (2–3 раза). При нарезании резьбы в глубоких отверстиях следует вывертывать метчик из отверстия для прочистки (2–3 раза)
При нарезании резьбы в глубоких отверстиях следует вывертывать метчик из отверстия для прочистки (2–3 раза).
Если необходимости получить точные и чистые резьбы на стержнях, то их нарезание следует выполнять черновой и чистовой плашками.
Если нарезание резьбы выполняется клуппами с раздвижными плашками, то их сжатие (подачу) следует производить только в начале прохода. После каждого прохода по всей длине нарезаемого стержня клупп сгоняют в обратную сторону и затем вновь поджимают плашки винтом и вновь прорезают резьбу по всей длине нарезаемого стержня до получения нужного диаметра резьбы. Поджимать плашки на середине стержня не следует. Раздвижными плашками резьбу нарезают за несколько проходов.
Для нарезания трубной резьбы клуппом трубу необходимо надежно закрепить в специальном зажиме для труб (рис. 10, в).
Нарезаемый конец трубы смазывают маслом (олифой), а затем на длине не более 2–3 ниток устанавливают клупп, сближая плашки с таким расчетом, чтобы резьба была нарезана на полную глубину в 2–3 прохода. Для диаметров до 1» ограничиваются двумя проходами; при диаметре свыше 1 » хорошую резьбу можно получить только за 3–4 прохода. Перед каждым повторным проходом поверхность нарезаемой резьбы и резьбу плашек необходимо тщательно очищать кистью от стружки и вновь смазывать маслом.
Вращение клуппа вокруг трубы обычно производят качательным движением в четыре приема; за каждый прием нужно повернуть клупп на 1/4 оборота.
Резьбу диаметром до 1½» нарезает один слесарь; при больших диаметрах резьбы работают вдвоем. При спаренной работе полный оборот клуппа также нужно делать в четыре приема.
Просмотров: 11 876
Важные моменты по выбору и работе с метчиками
- Если вы решили купить метчики в наборе, используйте их в нужной последовательности, начиная с чернового, заканчивая чистовым. В ином случае возможна порча резьбы и поломка инструмента.
- Используйте вороток после того, как приступите к работе чистовым инструментом. Обычно о том, что необходимо применить дополнительное приспособление, говорит усилившееся сопротивление.
- Возьмите угольник, чтобы проверить перпендикулярность хода метчика относительно поверхности заготовки.
- Подберите правильную охлаждающую жидкость. При этом учтите, что заготовки из бронзы и чугуна нарезают без смазки. Сталь и латунь хорошо сочетаются с льняным маслом, алюминий — с керосином, медь — со скипидаром.
Процесс нарезания

Перед тем, как приступить к нарезке, следует с помощью свёрл проделать в заготовке отверстие. Диаметр отверстия от сверла должен совпадать с внутренним размером резьбы. Когда размер сделанного свёрлами отверстия подобран неправильно, можно сломать инструмент или канавки получатся некачественными.
Например, при нарезке М5 (диаметр канавки составляет 5 мм) следует выбирать сверло под отверстие 4,2 миллиметра. Для нарезания М4 диаметр сверла должен составлять 3,3 миллиметра, а перед работой метчиком М6 предварительно выполняется отверстие сверлом 5 мм. Вычисляется этот показатель с учетом шага резьбы. Шаг можно вычислить математически, но на практике прибегают к таблицам соответствия, где для метчика М5 шаг составляет 0,8, для М4 этот показатель составляет 0,7, для М6 — 1. Из диаметра вычитаем показатель шага и получаем нужный диаметр сверла. При работе с хрупкими металлами, например, чугуном, диаметр сверла следует уменьшить на 0,1 мм по сравнению с рекомендованным в таблице размером.
Формула вычисления диаметра отверстия при работе с трехпроходными метчиками:
До=Дм * 0,8;
здесь: Дм — диаметр метчика.
| Тип | Диаметр | Шаг |
| М1 | 0,75 | 0,25 |
| М1,2 | 0,95 | 0,25 |
| 1,4 | 1,1 | 0,3 |
| 1,7 | 1,3 | 0,36 |
| 2,6 | 1,6 | 0,4 |
| 2,8 | 1,9 | 0,4 |
| М3 | 2,1 | 0,46 |
| М3 | 2,5 | 0,5 |
| М4 | 3,3 | 0,7 |
| М5 | 4,1 | 0,8 |
| М6 | 4,9 | 1 |
| М8 | 6,7 | 1,25 |
| М10 | 8,4 | 1,5 |
Таблица 1. Соответствие диаметров резьбы и подготовительного отверстия
МЕТОДИКА
ОПРЕДЕЛЕНИЯ ДИАМЕТРОВ ОТВЕРСТИЙ ПОД НАРЕЗАНИЕ МЕТРИЧЕСКОЙ РЕЗЬБЫ ДЛЯ МАТЕРИАЛОВ ПОВЫШЕННОЙ ВЯЗКОСТИ
1. Общие положения
1.1. Под материалами повышенной вязкости понимаются материалы, у которых из-за повышенных упругих деформаций и пластических свойств наблюдается значительный подъем витка (вспучивание).
1.2. К группе материалов повышенной вязкости относятся: сплавы магния по ГОСТ 804-93 ;
1.3. В табл. 1 приведены коэффициенты подъема витка для некоторых видов труднообрабатываемых материалов повышенной вязкости.
2. Расчет диаметра отверстия
2.1. Диаметр отверстия под нарезанием резьбы рассчитывается но формулам (1)… (4).
2.2. Номинальный (наименьший) диаметр отверстия d tuui определяют по фор
d — D + El + А.
где /), — номинальный внутренний диаметр резьбы гайки, мм;
EI — нижнее предельное отклонение внутреннего диаметра резьбы по ГОСТ 16093-81 . мм:
А — величина подъема витка, определяемая по табл. 1. При расчете диаметров отверстий для группы материалов в формулу подставляют наибольшее значение величины подъема витка для данного шага резьбы.
2.3. Наибольший диаметр отверстия определяют по формулам:
а) для конкретного материала
мнив = А + (EI + Гщ) -у,
где Е1+Т 0| — верхнее предельное отклонение внутреннего диаметра резьбы по ГОСТ 16093-81 , мм;
А — величина подъема витка, определяемая по табл. 1;
б) для группы материалов
Л,+
где А — наименьшее значение величины подъема витка для данного шага резьбы.
2.4. Допуск на диаметр отверстия Ad u определяют по формуле
\d =■ d — d . (4)
2.5. Пример расчета диаметра отверстия под резьбу М10 с полем допуска 6Н (Р = 1,5 мм; D = 8,376 мм: EI = 0; Е1*Т () = 0,300 мм) для группы материалов (наибольшее значение величины подъема витка А = 0.255, наименьшее значение величины подъема витка А = 0,110).
1. d — 8,376+0+0,255 = 8.631 мм. Округляем до d » 8,63 мм.
2. d t = 8.376+0.300+0,110 = 8,786 мм. Округляем до = 8.79 мм.
3.Д,= 8,79-8.63 = 0.16 мм.
4. Диаметр отверстия 8,63‘ м ’ мм.
2.6. Размеры и предельные отклонения диаметров отверстий для резьб с крупным шагом приведены в табл. 2. для резьб с мелким шагом — в табл. 3.
2.7. Рекомендуется производить уточнение предельных размеров диаметров отверстий на первых 3-5 изделиях партии в зависимости от механических свойств обрабатываемых материалов, плавки, термообработки и других технологических факторов.
2.8. Диаметры сверл под нарезание резьбы в материалах повышенной вязкости приведены в табл. 4.
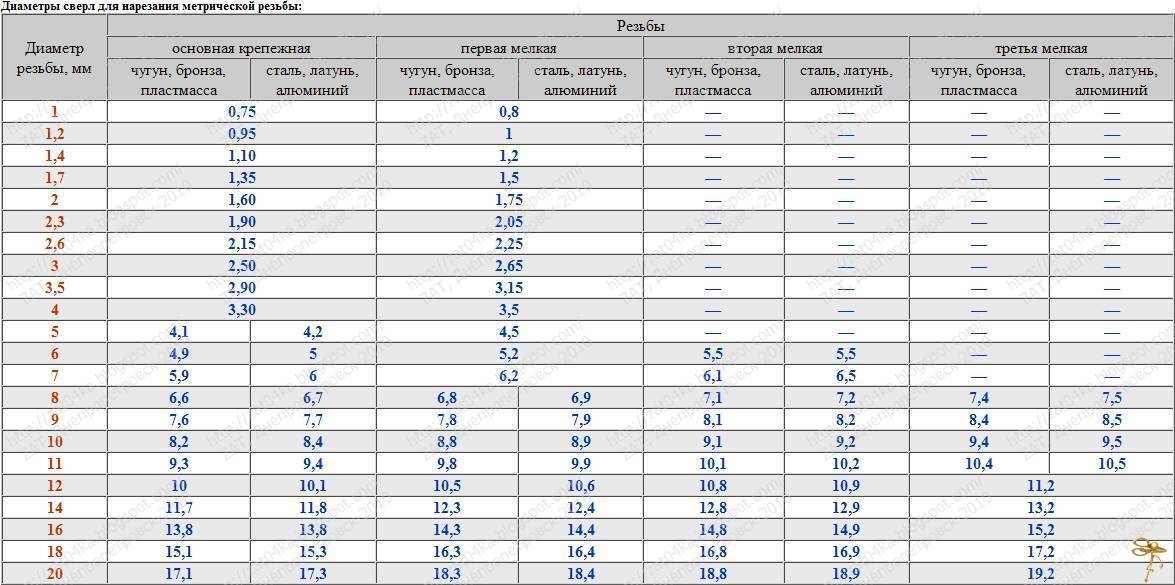
Несмотря на то, что нарезание внутренней резьбы не относится к сложным технологическим операциям, существуют некоторые особенности подготовки к этой процедуре. Так, следует точно определить размеры подготовительного отверстия под нарезание резьбы, а также правильно подобрать инструмент, для чего используются специальные таблицы диаметров сверл под резьбу. Для каждого из типов резьбы необходимо использовать соответствующий инструмент и рассчитывать диаметр подготовительного отверстия.
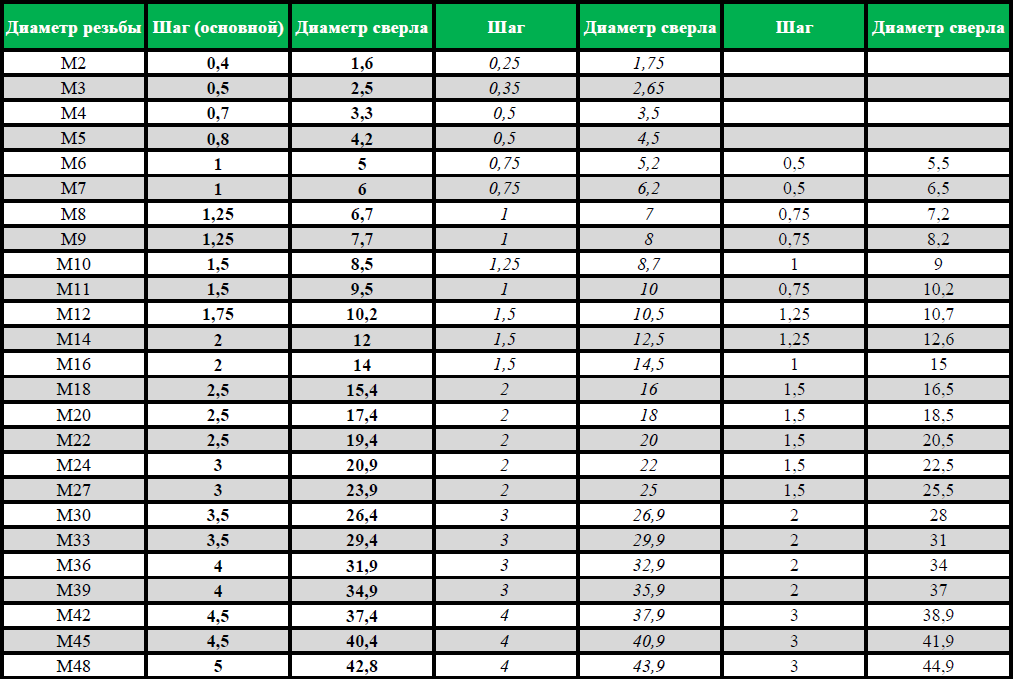
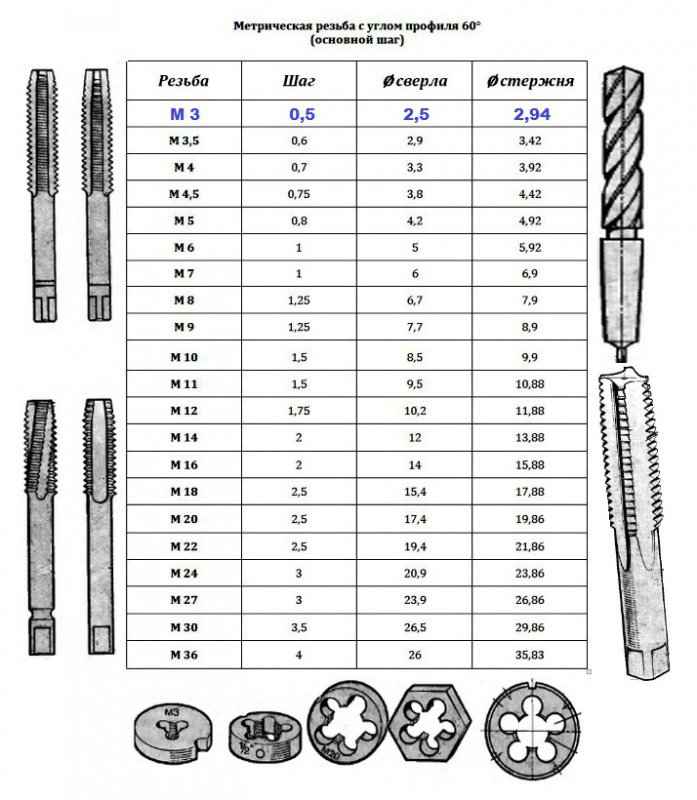
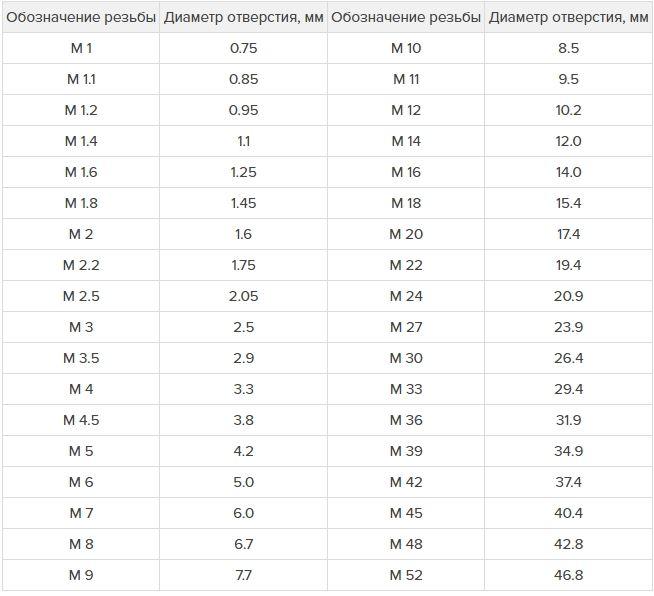
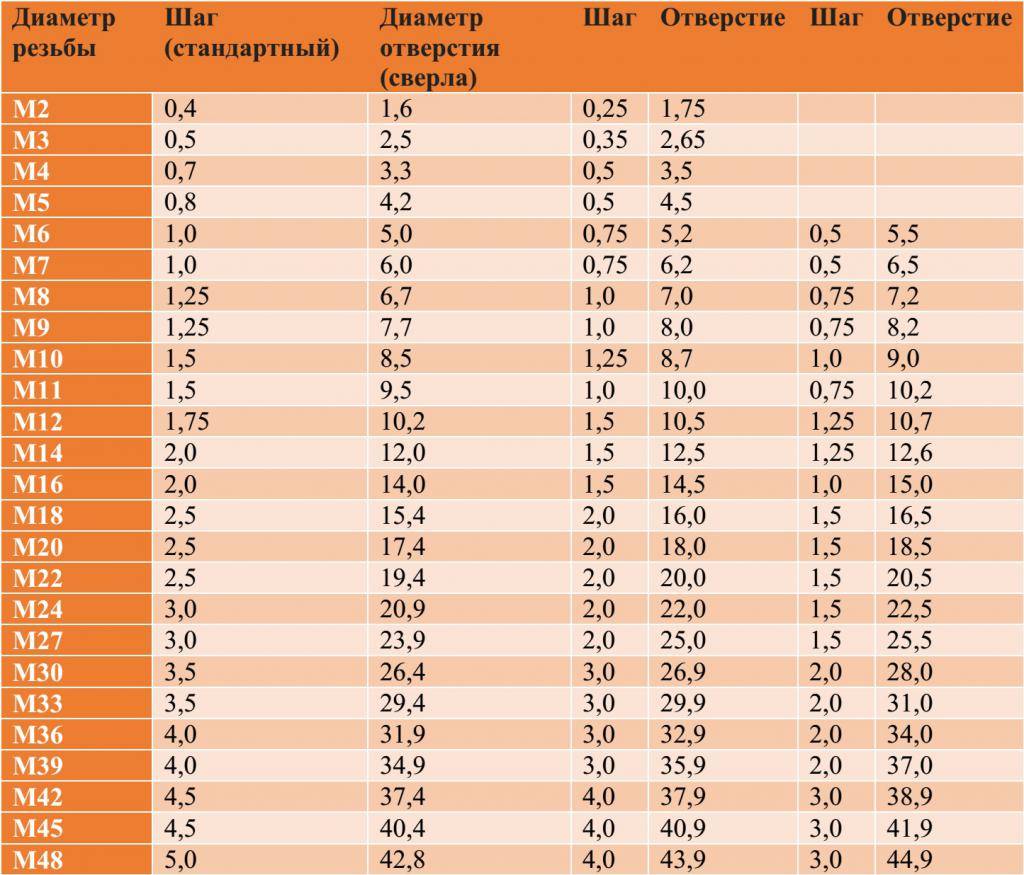

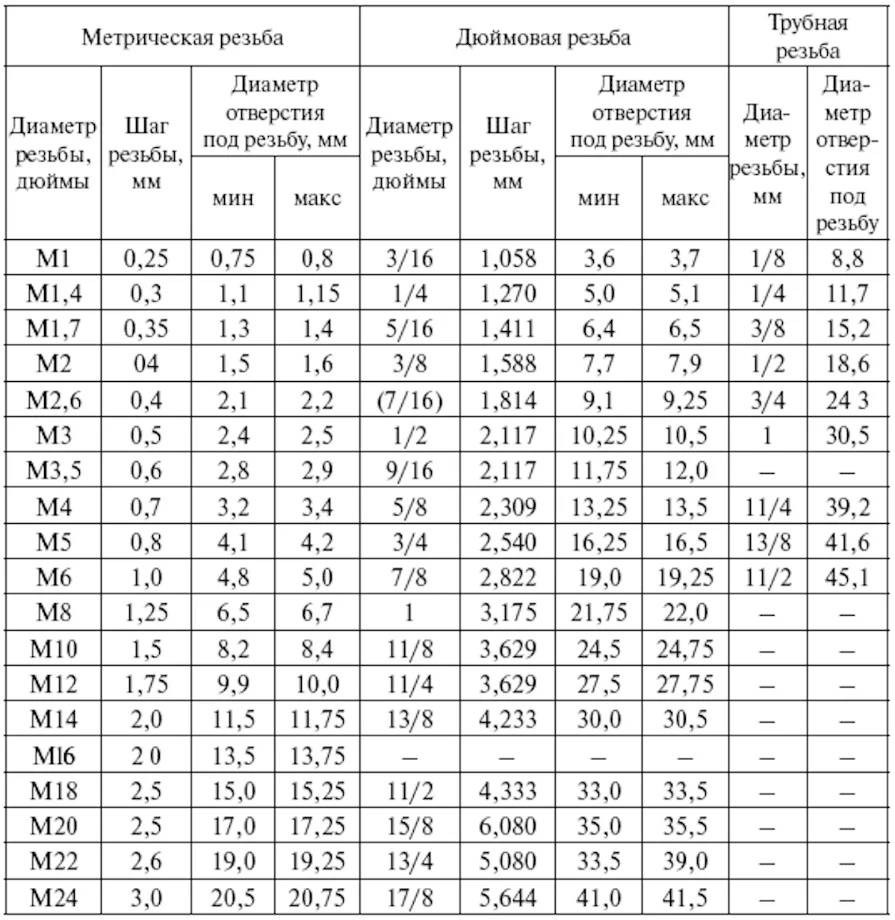
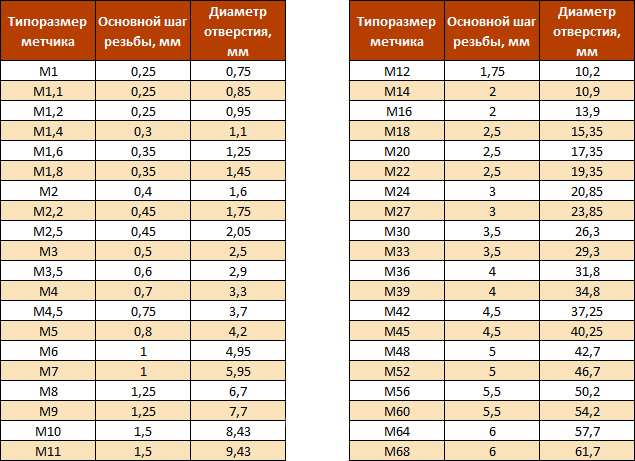


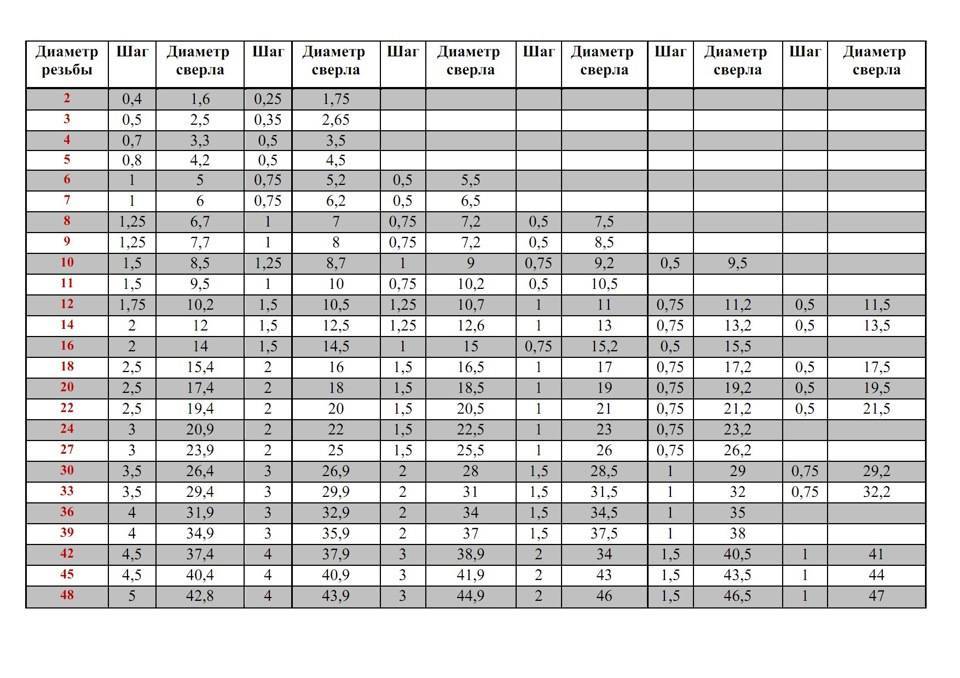
Таблица метчиков и сверл для внутренней резьбы

Дело в том, что проходное отверстие и диаметр резьбы должны соответствовать стандартам. Если диаметр отверстия будет слишком большим – глубина канавок получится слишком маленькой, а резьбовое соединение ненадежным.
При малейшей нагрузке резьба будет сорвана. Другая крайность – узкое отверстие под резьбу. В этом случае метчик будет играть роль сверла, а его конфигурация для этого не приспособлена. Очень высока вероятность поломки инструмента.
ВАЖНО! Если нет сверла, точно подходящего по диаметру – делайте отверстие немного меньше положенного, а не больше.
После чего обязательно произведите зенковку, и аккуратно нарезайте резьбу тройным комплектом метчиков.
Применение метчика
Прежде чем приступить к резьбонарезанию, надо определить диаметр подготовительного отверстия и выполнить его сверление. Для облегчения этой задачи был разработан соответствующий ГОСТ, который содержит таблицы, позволяющие точно определить диаметр отверстия под резьбу. Эти сведения позволяют легко подобрать размер сверла.
Читать также: Не работает отпариватель в утюге
Для нарезания резьбы метрического типа на внутренних стенках сделанного сверлом отверстия используется метчик – винтообразный инструмент с режущими канавками, выполненный в виде стержня, который может иметь цилиндрическую или коническую форму. На его боковой поверхности есть специальные канавки, расположенные вдоль его оси и разделяющие рабочую часть на отдельные сегменты, которые называются гребенками. Острые края гребенок как раз и являются рабочими поверхностями метчика.
Метчик: конструкция и параметры
Чтобы витки внутренней резьбы получились чистыми и аккуратными, а ее геометрические параметры соответствовали требуемым значениям, ее надо нарезать постепенно, путем поэтапного снятия тонких слоев металла с обрабатываемой поверхности. Именно поэтому с данной целью используют либо метчики, рабочая часть которых по длине разделена на участки с различными геометрическими параметрами, либо наборы таких инструментов. Единичные метчики, рабочая часть которых имеет одинаковые геометрические параметры по всей своей длине, нужны в тех случаях, когда необходимо восстановить параметры уже имеющейся резьбы.
Минимальным набором, при помощи которого можно достаточно качественно выполнить обработку отверстий под резьбу, является комплект, состоящий из двух метчиков – чернового и чистового. Первый срезает со стенок отверстия под нарезание метрической резьбы тонкий слой металла и формирует на них неглубокую канавку, второй не только углубляет сформированную канавку, но и зачищает ее.
Разновидности метчиков для резьбы и их отличия
Минимальный комплект метчиков
Комбинированные двухпроходные метчики или наборы, состоящие из двух инструментов, используются для резьбонарезания в отверстиях небольших диаметров (до 3 мм). Для обработки отверстий под метрическую резьбу большего диаметра необходимо использовать комбинированный трехпроходной инструмент или набор, состоящий из трех метчиков.
Для манипуляций с метчиком применяется специальное приспособление – вороток. Главным параметром таких приспособлений, которые могут иметь различное конструктивное исполнение, является размер посадочного отверстия, который должен точно совпадать с размером хвостовика инструмента.
Некоторые разновидности воротков для метчиков
При использовании набора из трех метчиков, отличающихся как своей конструкцией, так и геометрическими параметрами, следует строго соблюдать последовательность их применения. Отличить их друг от друга можно как по специальным рискам, нанесенным на хвостовики, так и по конструктивным особенностям.
- Метчик, которым отверстие под нарезание метрической резьбы обрабатывается в первую очередь, отличается минимальным диаметром среди всех инструментов набора и режущими зубьями, верхняя часть которых сильно обрезана.
- Второй метчик имеет более короткую заборную часть и более длинные гребни. Его рабочий диаметр занимает промежуточное значение между диаметрами остальных инструментов из набора.
- Третий метчик, которым отверстие под нарезание метрической резьбы обрабатывается в последнюю очередь, характеризуется полными гребнями режущих зубцов и диаметром, который должен точно соответствовать размеру формируемой резьбы.
Комплект из трех метчиков
Метчики используются преимущественно для нарезания резьбы метрического типа. Значительно реже, чем метрические, применяются метчики, предназначенные для обработки внутренних стенок труб. Они в соответствии со своим назначением называются трубными, а отличить их можно по букве G, присутствующей в их маркировке.
Особенности технологии
Последовательность действий при прохождении внутренней резьбы при помощи метчика следующая:
- Разметить отверстие.
- Накернить его молотком и керном.
- Смазать деталь и сверло.
- Закрепить деталь в тисках или прижать ее к рабочему столу струбциной.
- Закрепить сверло в патроне станка, выставить самые малые обороты и начать сверление, после того, как головка сверла погрузится в металл, обороты можно добавлять.
- По окончании сверления убрать стружку и раззенковать отверстие.
- Смазать метчик №1 и деталь, выставить метчик строго по оси отверстия.
- Аккуратно начать первые витки нарезки резьбы метчиком. После каждого полного оборота делать пол-оборота в обратном направлении. Добавлять смазку каждые несколько оборотов.
- Если усилие на воротке резко возрастает, необходимо сдать назад, чтобы сбросить стружку.
- После прохождения №1, пройти отверстие №2 и №3 тем же способом.
Самая главная особенность при нарезании резьбы — это тщательность, аккуратность, отсутствие спешки и излишних прикладываемых усилий. Лучше потратить несколько секунд на лишние пол-оборота назад, чем часами возиться со сломанным и заклинившим метчиком, извлекать его с риском повредить деталь и потом заново оказаться перед тем же отверстием.
Комбинированный инструмент
Кроме обычных метчиков и сверл на практике применяют особые комбинации. С их помощью досверливается отверстие до нужного размера. Этот же прибор нарезает резьбу. Для легких сплавов, а также низкоуглеродистой стали подобные устройства применяют не только мастера в собственных мастерских. Их используют на крупных предприятиях, где приходится изготавливать разные изделия серийно.
Комбинированный метчик-сверло
Подобный инструмент применяют, когда требуется незначительно увеличить диаметр в заготовках. Подобные операции часто приходится выполнять при работе с отливками. Там уже имеются отверстия, получаемые за счет стержневых смесей. Но они часто не обладают требуемой формой и размерами. Применив метчик-сверло, выполнят сразу две операции.
Широкое применение на производстве и в домашнем хозяйстве электрических шуруповертов привело к созданию специальных сверл-метчиков и для этого удобного инструмента. Можно приобрести целые наборы.
Сверло-метчик для шуруповерта
Производители пишут, что подобные изделия лучше применять для пластиков и алюминиевых сплавов. На самом деле при наличии смазки подобные инструменты неплохо справляются с конструкционными сталями с невысоким содержанием углерода.
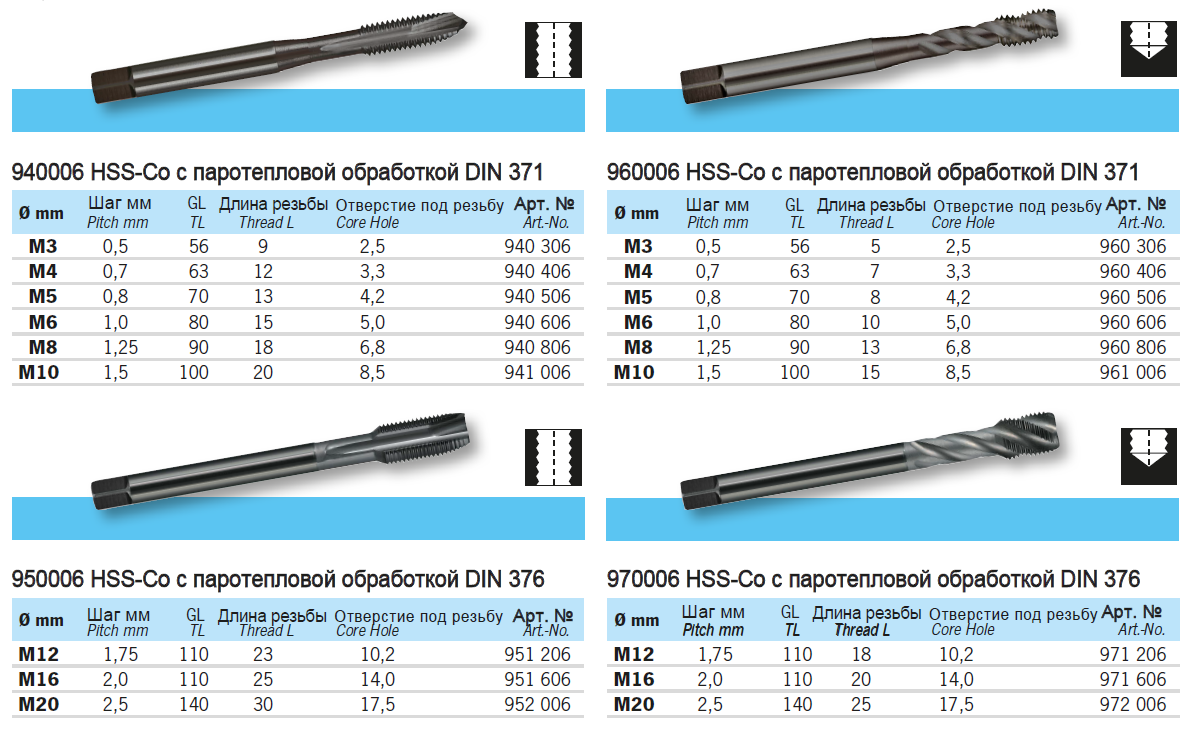
На большинстве крупных предприятий процедура нарезания резьб максимально механизирована. Используют специальные машинные метчики. Их отличает длинный хвостовик, а также наличие не только гребенок врезания. Тут присутствует и калибрующая часть.
Видео: как подобрать сверло под нарезку резьбы метчиком?
Видовое разнообразие: классификация
Все существующие на рынке метчики делятся на несколько видов. Приспособления могут подразделяться по нескольким признакам.
По назначению
По этому параметру существуют такие типы метчиков:
ручные;

машинные;

машинно-ручные.

При выполнении резьбы приспособлениями ручного типа дополнительно используются тиски и вороток. Такие метчики во многих случаях поставляются производителями комплектами. Наборы чаще всего включают в себя 3 вида инструментов: средний, черновой и чистовой.

Тиски и вороток используются для выполнения резьбы.
Машинные разновидности крепятся в станочном оборудовании. Основное их отличие от ручных приспособлений – в геометрии. Машинные метчики должны быть удобными для высокоскоростной работы. Это определяет особенности их конструкции.
Машинно-ручные инструменты подходят и для станочного оборудования, и для резки вручную. В последнем случае резьба может иметь шаг до 3 мм. Эти метчики поставляются изготовителями в нескольких вариантах – для разного вида отверстий.
По конструкции
В соответствии с конструктивными особенностями существует несколько типов метчиков:
Бесканавочные инструменты подходят для работы на вязких материалах. Канавки они имеют короткие. Такими метчиками производится нарезка в деталях из низкоуглеродистых сталей.



У ступенчатых приспособлений рабочая зона состоит из 2 частей. Первая – наносит резьбу, а вторая ее выглаживает.

У устройств винтового типа канавки прокладываются спиралью. Этот вариант инструментов применяется на современных станках высокой производительности.

В конструкции комбинированных инструментов имеется сверло. С помощью приспособления такого типа в заготовке резьба создается одновременно со сверлением отверстия.

Инструменты колокольного типа предназначаются для резки на заготовках большого диаметра. Конструктивно они включают в себя несколько режущих частей, установленных в единой оправе.

Метчики – протяжки устанавливаются в токарных станках. Применяются они для обработки заготовок по сквозным отверстиям.

Существует несколько метчиков, которые различаются по конструкции.Существует конструктивный тип метчиков, полость для подачи СОЖ у которых проходит внутри. Производители выпускают на рынок и инструменты, предназначенные для нарезки редко используемых и специальных разновидностей резьбы.
По типу нарезаемой резьбы
По этому признаку устройства могут быть:
метрические;

трубные;

дюймовые.

Профиль метрического приспособления выглядит как равнобедренный треугольник с углами 60°. С помощью приспособлений этой разновидности можно создавать практически любые профили. Метрические инструменты разных размеров имеют собственный основной шаг, т. е. расстояние в резьбе между витками. Подбирая устройство для резки с нужным шагом, необходимо пользоваться таблицей ГОСТ.
| М1 | 0,75 | 0,25 |
| М2 | 1,6 | 0,4 |
| М3 | 2,5 | 0,5 |
| М4 | 3,3 | 0,7 |
| М5 | 4,2 | 0,8 |
| М6 | 4,95 | 1 |
| М7 | 5,95 | 1 |
| М8 | 6,7 | 1,25 |
| М9 | 7,7 | 1,25 |
| М10 | 8,43 | 1,5 |
| М11 | 9,43 | 1,5 |
Рабочая часть дюймовых метчиков отличается конической формой. Профиль наносимой ими резьбы характеризуется более острым углом – 55°.
По материалу изготовления
При производстве метчиков на заводе материал используется с учетом того, для чего предназначается инструмент. Ручные устройства делают из высокоуглеродистых инструментальных сталей. При этом наиболее популярными марками такого металла являются У10А, У12А.

Ручные устройства делают из инструментальных сталей.
Машинные метчики делают из сталей быстрорежущих. Чаще всего при производстве машинных приспособлений изготовитель использует стали этого типа марки Р6М5К5.





