Важные нюансы
Перед покупкой или применением этих устройств следует ознакомиться со следующими важными моментами:
- Обточку места соприкосновения детали с фиксаторами люнета можно проводить только в случае черновых работ. Если деталь имеет фиксированные размеры или ее поверхность уже была предварительно обработана, то не стоит проводить с ней предварительную обточку.
- Если оператор проводить чистовые работы, но есть необходимость надежно закрепить деталь, то можно использовать специальный валик-накладку цилиндрической формы. По диаметру он должен быть сходным с диаметром обрабатываемой заготовки в месте ее контакта с кулачками люнета. Одна часть накладки фиксируется в приборе, а другая в патроне станка.
- При работе с очень тонкими или длинными деталями не всегда есть возможность предварительно проточить шейку для установки в люнете. В этом случае рекомендуют делать несколько временных шеек с максимальным приближением к передней бабке.
- Резец станка желательно настроить с отрицательным углом. В противном случае он может отталкивать деталь от себя, вследствие чего будет снижаться точность обработки.
Основными производителями люнетов являются Jet (США), Днепропресс (Украина), Астраханский станкостроительный завод (Россия), Zmm (Болгария), Proxxon (Германия), SMTCL (Китай).
Republished by Blog Post Promoter
Принципы выбора
Прежде чем покупать люнет для токарного станка, необходимо принять во внимание несколько факторов:
- Размер обрабатываемых деталей.
- Размеры дополнительно детали, ее массу.
- Тип конструкции зависимо от вида станка, его характеристик.
Нельзя забывать про выбор системы крепежа.
Преимущества и недостатки
Детали для промышленного оборудования, которые предназначены для его модификации имеют сильные, слабые стороны. Преимущества:
- Увеличивается точность проводимой обработки.
- Сокращается количество бракованных деталей.
- Повышается безопасность рабочего процесса.
- Надежность, долговечность, простота конструкции, ее настройки.
- Упрощается работа для оператора.
Серьезных недостатков у люнетов для токарных станков нет. Негативные моменты заключается в дополнительной трате денег на эту деталь.
Производители и стоимость
Можно найти множество видов приспособлений для токарников. Их выпускают разные производители. Среди наиболее популярных компаний выделяются:
- Астраханский станкостроительный завод.
- КраМЗ, Днепропресс — Украина.
- Корвет, Jet, Красный пролетарий — РФ.
- Zmm-Bulgaria — Болгария.
Цена зависит от нескольких факторов:
- Типов детали.
- Известности производителя.
- Размеров люнета.
- Наличи\ дополнительных элементов.
Средняя цена на передвижные конструкции — около 10000 рублей, на стационарные — около 30000 рублей.
Разновидности
Люнеты разделяются по разным факторам: размеры, способы закрепления изделия на токарном станке, дополнительные элементы конструкции, масса, количество креплений.
Неподвижный люнет
Неподвижный люнет применяется для того чтобы удерживать длинные детали. Деталь закрепляется на оборудовании с помощью крепежных болтов, которые вкручиваются в опорную пластину.
Особенность неподвижных конструкций — она имеет три кулачка, один из которых оказывает упор сверху, два других — снизу. Для закрепления на заготовках, неподвижный люнет имеет откидной шарнир, который упрощает этот процесс.
Когда нужно провести черновую обработку детали, требуется как можно сильнее зажимать кулачки. В противном случае могут появиться вибрации, которые нарушат точность работы резцов, приведут к браку детали.
Подвижный люнет
Подвижные детали имеют несколько отличий от предыдущих. На токарном станке присутствует продольный суппорт, на который закрепляются люнеты. Благодаря этому движение резцов с дополнительной деталью происходит одновременно. Это позволяет проводить более равномерную обработку. Режущий инструмент не заклинивает, сохраняет свою целостность длительный промежуток времени.
Еще одна особенность подвижной детали — наличие двух кулачков для упора детали. Один располагается на верхней части конструкции, другой на боковой. Роль третьего упора выполняет резец.
По какому принципу выбирать
При выборе модели люнета для токарного станка следует обратить внимание на ряд факторов. Прежде всего, рассматриваются технические характеристики – внутренний диаметр основания люнета, его размеры и масса, предельные (минимальный и максимальный) диаметры обрабатываемой детали, рекомендуемая длина заготовки, способ крепления
Важное значение имеет наличие защитной крышки и специального покрытия у быстроизнашивающихся элементов
Важное значение имеет наличие защитной крышки и специального покрытия у быстроизнашивающихся элементов
Важное значение имеет наличие защитной крышки и специального покрытия у быстроизнашивающихся элементов
Тип станка и виды токарных работ определяют нужную разновидность приспособления (подвижное или неподвижное)
Важное значение имеет наличие защитной крышки и специального покрытия у быстроизнашивающихся элементов. Тип станка и виды токарных работ определяют нужную разновидность приспособления (подвижное или неподвижное)
Плюсы и минусы
Основные преимущества использования люнетов для токарного станка:
- расширение возможностей токарного станка;
- повышение точности обработки;
- снижение количества брака;
- простота использования (установки и настройки);
- повышение безопасности для обслуживающего персонала.
Важно отметить, что подвижный люнет для токарного станка легче устанавливается, однако неподвижный вариант обеспечивает повышенную точность обработки и дает возможность работы с более длинными и габаритными деталями. Важно! Серьезных технических недостатков люнеты не обнаруживают. Изъяны возникают при неправильном размещении и неточной регулировки опор, а потому требуется тщательный контроль установки приспособления и фиксации самой заготовки
Изъяны возникают при неправильном размещении и неточной регулировки опор, а потому требуется тщательный контроль установки приспособления и фиксации самой заготовки
Изъяны возникают при неправильном размещении и неточной регулировки опор, а потому требуется тщательный контроль установки приспособления и фиксации самой заготовки.
Важно! Серьезных технических недостатков люнеты не обнаруживают. Изъяны возникают при неправильном размещении и неточной регулировки опор, а потому требуется тщательный контроль установки приспособления и фиксации самой заготовки
Производительность и стоимость
В качестве основных минусов многие специалисты отмечают влияние на производительность токарных работ и необходимость дополнительных затрат.
Снижение производительности связано с затратой времени на установку люнетов и регулировку опор. При этом необходима тщательная подгонка и многократная проверка. В ряде случаев производится предварительная обработка заготовки в месте фиксации.
Другой важный момент – финансовые затраты, вызванные достаточно высокой стоимостью приспособлений. Она зависит от типа люнета, его модели, производителя, технических возможностей, используемых материалов, наличия защитных покрытий и других факторов.
Стоимость подвижных моделей несколько ниже неподвижных люнетов аналогичной категории. Так, цена мобильных приспособлений колеблется от 1100-1300 рублей за простые изделия до 4500–4800 рублей за люнеты повышенной долговечности.
Важные нюансы
Перед покупкой или применением этих устройств следует ознакомиться со следующими важными моментами:
- Обточку места соприкосновения детали с фиксаторами люнета можно проводить только в случае черновых работ. Если деталь имеет фиксированные размеры или ее поверхность уже была предварительно обработана, то не стоит проводить с ней предварительную обточку.
- Если оператор проводить чистовые работы, но есть необходимость надежно закрепить деталь, то можно использовать специальный валик-накладку цилиндрической формы. По диаметру он должен быть сходным с диаметром обрабатываемой заготовки в месте ее контакта с кулачками люнета. Одна часть накладки фиксируется в приборе, а другая в патроне станка.
- При работе с очень тонкими или длинными деталями не всегда есть возможность предварительно проточить шейку для установки в люнете. В этом случае рекомендуют делать несколько временных шеек с максимальным приближением к передней бабке.
- Резец станка желательно настроить с отрицательным углом. В противном случае он может отталкивать деталь от себя, вследствие чего будет снижаться точность обработки.
Основными производителями люнетов являются Jet (США), Днепропресс (Украина), Астраханский станкостроительный завод (Россия), Zmm (Болгария), Proxxon (Германия), SMTCL (Китай).
Republished by Blog Post Promoter
Виды люнетов для токарных станков
Люнеты для токарных станков бывают разными. Кроме отличий в элементах конструкции, размерах, типах крепления на станину, весь без исключения инструмент может быть отнесен к одной из двух основных категорий:
- Люнеты токарные, которые называются неподвижными. Они устанавливаются стационарно в какую-либо рабочую точку и во время всего цикла обработки остаются там.
- Приспособления, которые называются подвижными. Их местоположение на станине меняется в зависимости от того, куда перемещается токарный резец вдоль заготовки.
Люнеты для шлифовального станка имеют схожую конструкцию с неподвижными приспособлениями токарного станка. Их опорные части покрыты материалом, который не позволяет протирать канавки на заготовке, например баббитом.

Люнет неподвижной конструкции
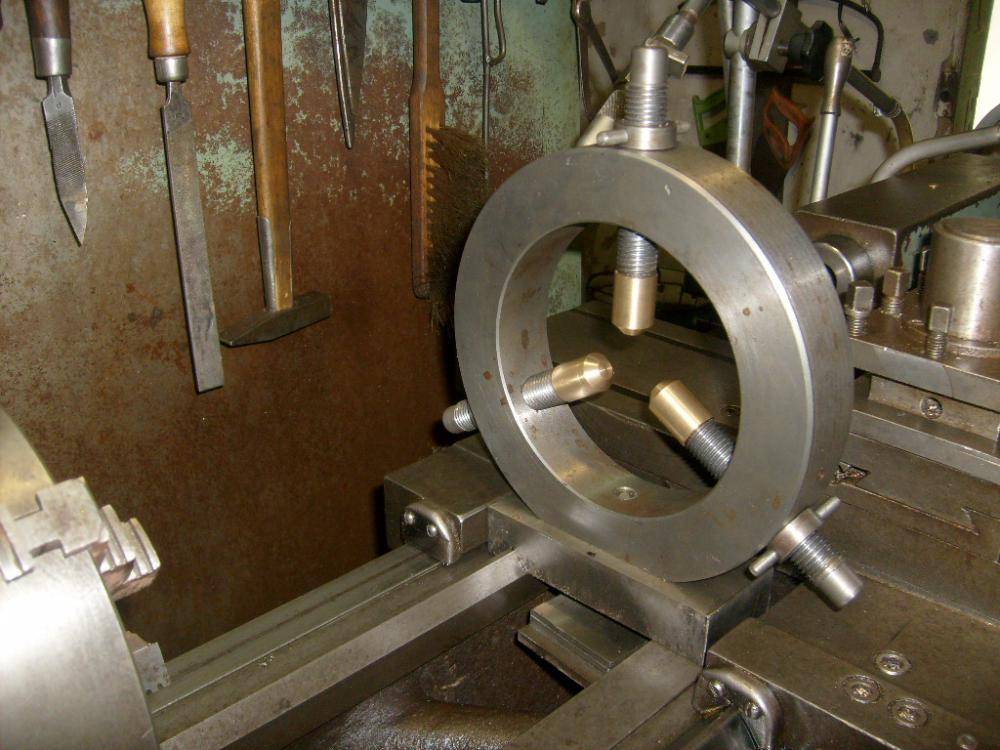
Люнет неподвижный представляет собой приспособление для токарного станка, целевое назначение которого состоит в том, чтобы поддерживать заготовку длинного размера. Это обеспечивает возможность более точной обработки изделия, исключает появление вибрации. Способ крепления оборудования к станине происходит посредством плоской опорной плиты и болтового соединения. Характерной особенностью всех неподвижных токарных люнетов является наличие трех роликов, или кулачков, два из которых подпирают деталь снизу, третий – производит упор сверху. Для того чтобы установить заготовку на приспособление, верхняя часть последнего имеет возможность откидываться на шарнире, а после закрепления детали возвращается на место и фиксируется специальным болтом. Конструкция неподвижного токарного оборудования полностью соответствует конструкции, описанной в разделе «Устройство и назначение люнета».

Люнет подвижной конструкции
Люнет подвижный представляет немного иную конструкцию опоры, нежели неподвижное устройство. Он уже крепится не за станину, а за суппорт продольный на станке токарном. Это позволяет системе двигаться одновременно и в том направлении, куда движется режущий инструмент. То есть он располагается напротив самого резца. Основное целевое назначение подвижного токарного люнета в устранении изгибов тонких и длинных деталей под воздействием на них резца. Это позволяет избегать заклинивания инструмента и порчи изделия. Приспособление токарное подвижное имеет такие конструктивные элементы:
- Основание с крепежными отверстиями. Это цельнометаллический элемент, который по форме напоминает вопросительный знак. Здесь нет необходимости в откидной части, как у неподвижного токарного люнета, так как деталь легко может быть заведена в приспособление сбоку.
- Опорные кулачки, которых два. Один располагается сверху, другой сбоку. Третьей опорой здесь выступает сам резец.
- Винты для выдвижения и закрепления кулачков.
Устройство и принцип работы
Люнеты для токарных станков — сложные элементы, которые состоят из нескольких составляющих:
- Цельнометаллическое основание, которое имеет отверстия под крепежные болты. С их помощью конструкция закрепляется на станине токарного станка.
- Опоры с механизмом выдвижения. Выделяется два вида — первый вариант с роликами, с помощью которых опоры можно перемещать, второй вариант — кулачковый тип.
- Винты для регулирования положения кулачков.
На неподвижных люнетах устанавливается металлическая крышка, которую можно смещать.
Устройство и принцип работы неподвижного люнета
фото:устройство неподвижного люнета
- Крышка откидная;
- Основание устройства;
- Винты установочные;
- Колодки;
- Деталь для обработки.
Для устранения биения заготовки о поверхность необходимо проточить канавку для держателей. Когда люнет будет установлен на нужном месте, то можно вставлять заготовку, постепенно подводя кулачки к ее поверхности. Закрепив и правильно отцентровав можно приступать к работе. Использование проходного резца для обработки помогает избежать прогибов, а благодаря рычажному нутромеру можно узнать точные размеры обработанной внутренней поверхности.
Основные характеристики и размеры
| Наименование | Внутренний диаметр | Диаметр обработки,от…-до…,мм |
|---|---|---|
| Люнеты неподвижные | ||
| 1К62, ТС-30 | 150 | 20 — 130 |
| 1К625 | 150 | 20 — 130 |
| 1К62Д | 180 | 20 — 160 |
| 1К625Д | 180 | 20 — 160 |
| 16К20, 16Д20 | 160 | 20 — 150 |
| 16К20, 16Д20 | 180 | 20 — 160 |
| 16К25, 16Д25 | 180 | 20 — 160 |
| 1М63, ДИП 300, 163 | 170 | 20 — 160 |
| 1М63, ДИП 300, 163 | 400 | 20 — 380 |
| 1М65, ДИП 500, 165 | 400 | 20 — 380 |
| 1М64, ДИП 400, 1А64 | 400 | 20 — 150 |
Выбор неподвижного люнета
Люнет неподвижный выбирается по заданным размерам детали, которая должна будет подвергнуться обработке
Размер здесь имеет не менее важное значение, чем тип, так как в каждом случае люнет добавляет свой диапазон, в котором лежит минимальный и максимальный размер зажимаемой детали. Под каждую модель токарного станка выпускаются свои модели люнетов, которые совместимы с их параметрами, но при этом имеется несколько производителей в различных странах, которые могут вносить свои изменения в материал изготовления и прочие особенности. Поэтому, при выборе нужно ориентироваться на более жесткий и крепкий материал
Поэтому, при выборе нужно ориентироваться на более жесткий и крепкий материал
Поэтому, при выборе нужно ориентироваться на более жесткий и крепкий материал.
«Важно! От материала зависит срок службы изделия и его качество, так как во время работы он сталкивается с огромными нагрузками и здесь нужен большой запас прочности.»
Маркировка и пример условного обозначения
На каждом изделии имеется своя маркировка, которая раскрывает свойства изделия. К примеру, если взять люнет неподвижный 1М65, то здесь можно понять следующее:
- 1 – первая цифра говорит о том, что он принадлежит к использованию на токарных станках;
- М – второй символ показывает, к какому поколению станков принадлежит изделие;
- 6 – цифра «6» на третьем символе показывает принадлежность к токарно-винторезной подгруппе станков;
- 5 – последняя цифра показывает типоразмер люнета, а именно, центры находятся выше станины на 500 мм.
Производители
- Корвет;
- Красный пролетарий (Россия);
- Днепропресс (Украина);
- Proxxon (Германия);
- Jet;
- Kuson (Южная Корея);
- Zmm-Bulgaria (Болгария);
- Астраханский станкостроительный завод (Россия);
- КраМЗ (Украина);
- SMTCL.
Устройство и назначение люнета
Люнет токарный – это своеобразная опора. Он позволяет удерживать цилиндрическую деталь в горизонтальном положении и в то же время не препятствует ее вращению вокруг своей оси. Оборудование в токарном деле применяют в нескольких случаях:
- Болванка длинная, в середине провисает. В этом случае закрепленный посередине люнет выравнивает заготовку, и во время вращения нет опасности, что она будет вращаться «веретеном», то есть в центральной ее части будет утолщение. Оно однозначно приведет к неравномерности обработки на токарном станке и может быть причиной вибраций, заклинивания и разрушения резца и заготовки.
- Нужно обработать торец заготовки. В этом случае нет возможности закрепить деталь за этот торец, так как он будет подвергнут расточке. Люнет токарный выставляют как можно ближе к зоне обрабатываемого участка. Эта операция в основном выполняется в последнюю очередь, когда вся остальная длина детали уже проточена начисто.
Люнет может быть установлен на любом металлорежущем оборудовании, если это токарный, фрезерный или шлифовальный станок.
В конструкции присутствуют следующие элементы:
- Основание люнета – это цельнометаллическая деталь. Она имеет нижнюю плоскость с отверстиями под крепежные болты, за счет которой приспособление устанавливается и фиксируется к станине токарного станка.
- Крышка. Она также относится к основанию, характерна для неподвижных токарных люнетов, выполнена из стали, подвижно крепится к нижней части.
- Выдвижные опоры. Могут быть выполнены с роликами на конце либо работать по принципу скольжения (элементы кулачкового типа). Именно кулачки и создают опору для заготовки. Чтобы они менее изнашивались, их усиливают твердосплавными покрытиями. Для уменьшения воздействия кулачков на деталь (протирание или продавливание) контактную часть снабжают наконечниками из бронзы.
- Регулировочные винты. Назначение этого элемента состоит в выдвижении кулачков и последующей их фиксации в заданном положении.
Обработка деталей в люнетах
Обработка в люнете
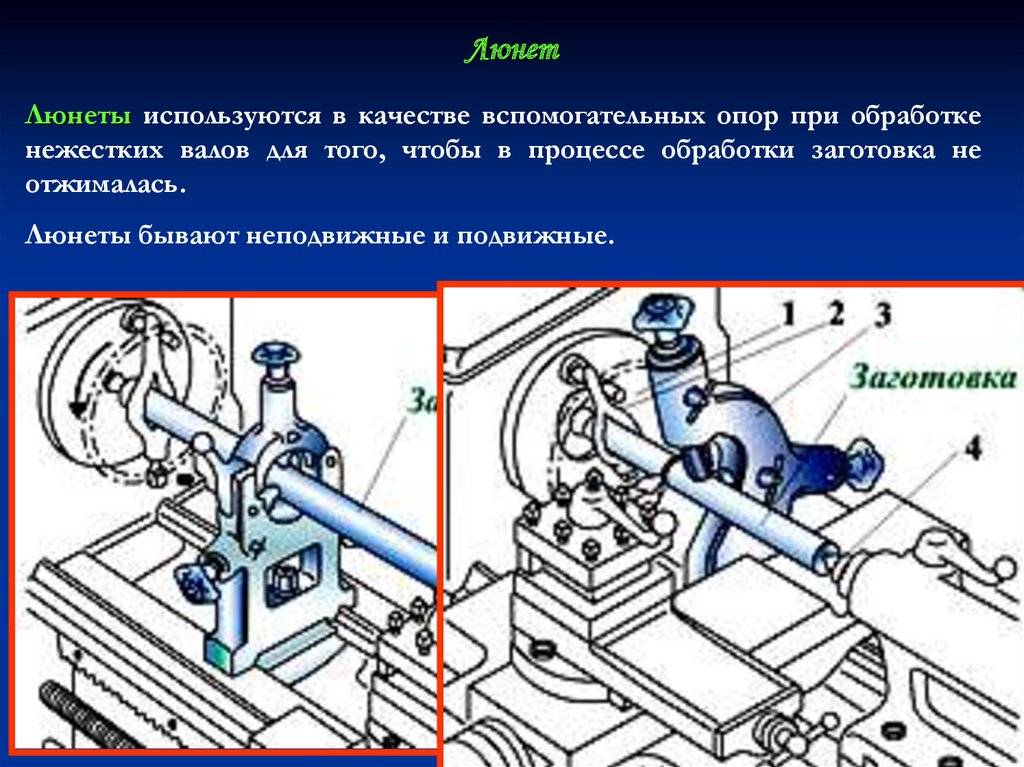
Длинные и тонкие детали, длина которых в 10-12 раз больше диаметра, при обтачивании прогибаются под действием собственного веса и сил резания, в результате чего они получают бочкообразную форму — в середине толще, а по концам тоньше. Избежать этого можно, применив особое поддерживающее приспособление — люнеты. При применении люнетов можно обтачивать детали, снимая стружку большего сечения, не опасаясь прогиба их.
Люнеты бывают неподвижные и подвижные.
Неподвижный люнет
Неподвижный люнет (рис. 339) состоит из чугунного корпуса 1, с которым посредством болта 7 скрепляется откидная крышка 6, что облегчает установку детали. Основание корпуса люнета имеет форму соответственно направляющим станины, на которых он закрепляется планкой 9 и болтом 8. В корпусе при помощи регулировочных болтов 2 перемещаются два кулачка 4, а в крышке — один кулачок 5. Для закрепления кулачков в требуемом положении служат винты 3. Такое устройство позволяет устанавливать в люнет валы различных диаметров.
Рис. 339. Неподвижный люнет







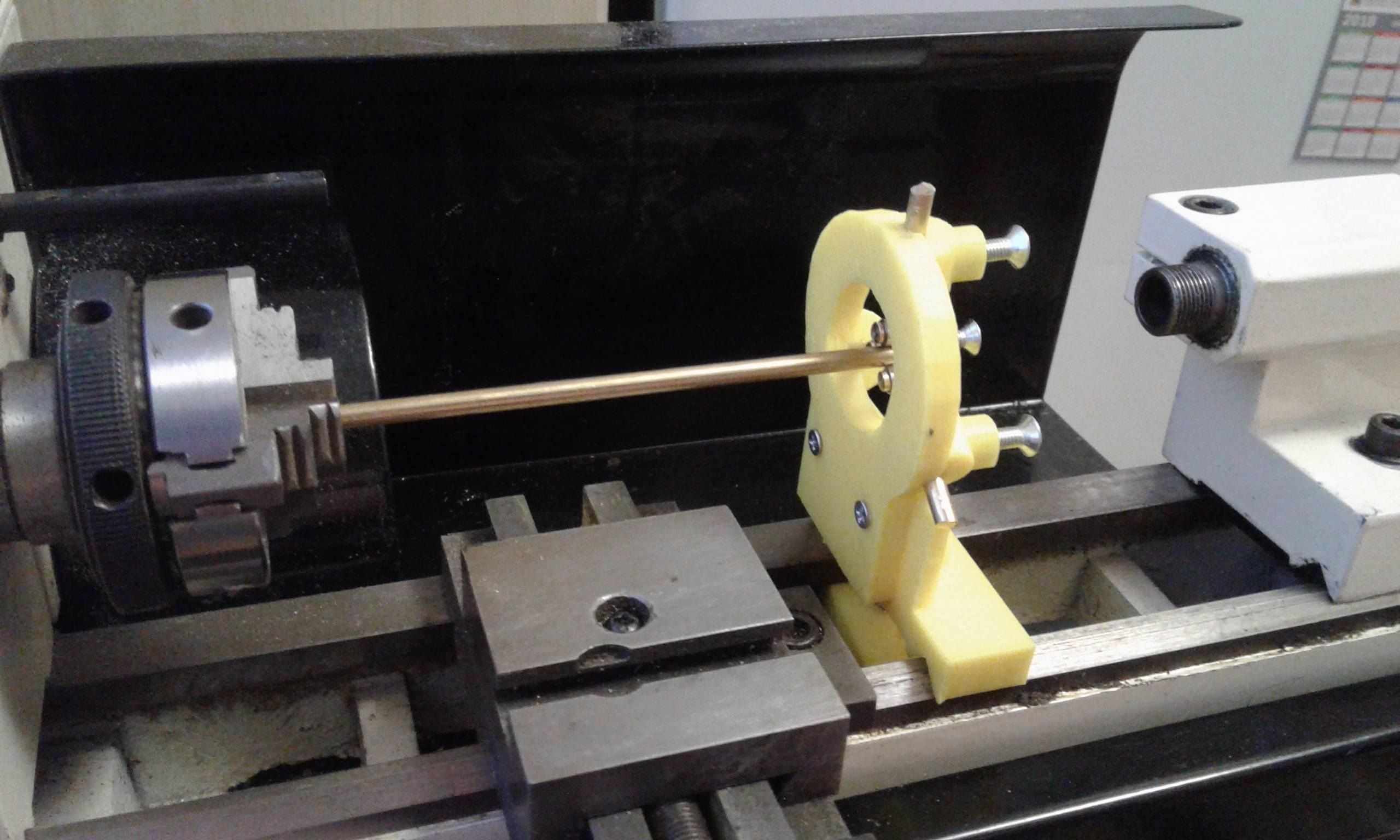
Прежде чем установить заготовку в люнет, нужно проточить у нее посредине канавку под кулачки шириной немного больше ширины кулачка (рис. 340). Если заготовка имеет большую длину и небольшой диаметр, то при протачивании такой канавки неизбежен прогиб самой заготовки. Во избежание этого вначале протачивают дополнительную канавку ближе к концу заготовки и, установив в ней люнет, протачивают основную канавку посредине.
Рис 340. Обтачивание детали с применением неподвижного люнета
Иногда заготовка может оказаться настолько длинной и тонкой, что одной основной канавки не хватит. В подобных случаях протачивают еще две или больше дополнительных канавок.
Обработка в люнете
Обработку в люнете ведут так: обтачивают деталь до канавки, т. е. до места, где находится люнет, затем перевертывают деталь, устанавливают ее опять в центрах и, снова закрепив в люнете, обтачивают остальную часть вала.
В некоторых случаях нецелесообразно точить дополнительные канавки; тогда применяют способ, показанный на рис. 341 и 342. Цилиндрическую втулку 2 (рис. 342) надевают на среднюю часть заготовки 1 и с помощью болтов 4 устанавливают концентрично с осью заготовки. Концентричность втулки проверяют индикатором 3, как показано на рис. 342.
Заготовку с надетой втулкой устанавливают в люнет (рис. 341), а торцами — в центры и обтачивают до люнета. После этого открывают люнет, снимают заготовку с центров и удаляют втулку. Затем заготовку перевертывают и, установив кулачки люнета по диаметру обточенной части, обтачивают оставшийся участок заготовки.
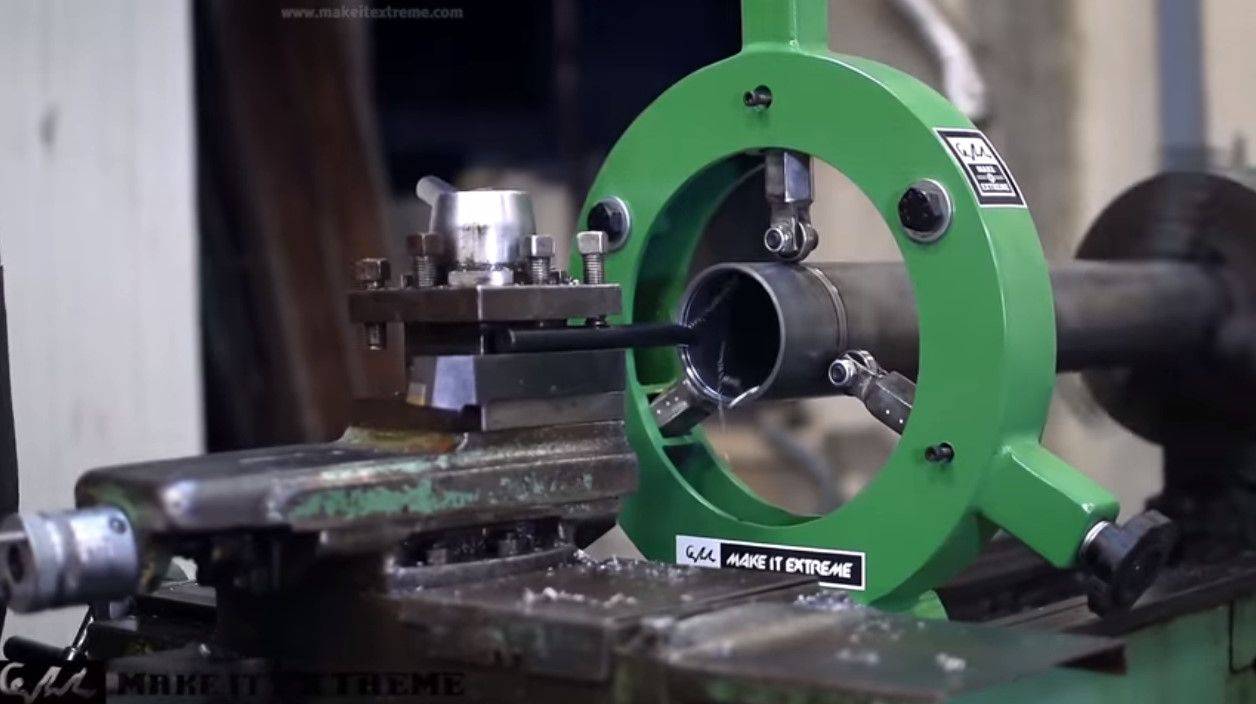
Неподвижные люнеты применяют также для отрезания концов и подрезания торцов у длинных деталей. На рис. 343 показано использование неподвижного люнета при подрезании торца: деталь закреплена одним концом в трехкулачковом патроне, а другим установлена в люнете.
Рис. 342. Проверка концентричности установки втулки для обработки детали в неподвижном люнете

Рис 341. Обтачивание детали со втулкой в неподвижном люнете
Таким же образом можно обработать точные отверстия с торца длинной детали, например расточить коническое отверстие в шпинделе токарного станка или просверлить такую деталь по всей ее длине.
Кулачки неподвижного люнета должны быть установлены точно по диаметру детали с центром на оси шпинделя; их не следует зажимать туго. Поверхность детали, поддерживаемую
Рис. 343. Подрезание торца детали, установленной в патроне и неподвижном люнете
Рис. 344. Неподвижный люнет с шарикоподшипниками для скоростной обработки
кулачками, необходимо смазать маслом, чтобы уменьшить трение и предотвратить образование задиров.
Люнеты с жесткими кулачками не пригодны для скоростной обработки вследствие быстрого износа кулачков.
Рис. 345 Обтачивание детали с применением подвижного люнета
При скоростной обработке применяют люнеты с роликовыми или шариковыми подшипниками (рис. 344)
В этом случае трение скольжения заменяется трением Качения, благодаря чему уменьшается нагрев обрабатываемой детали, что важно при работе на больших скоростях резания
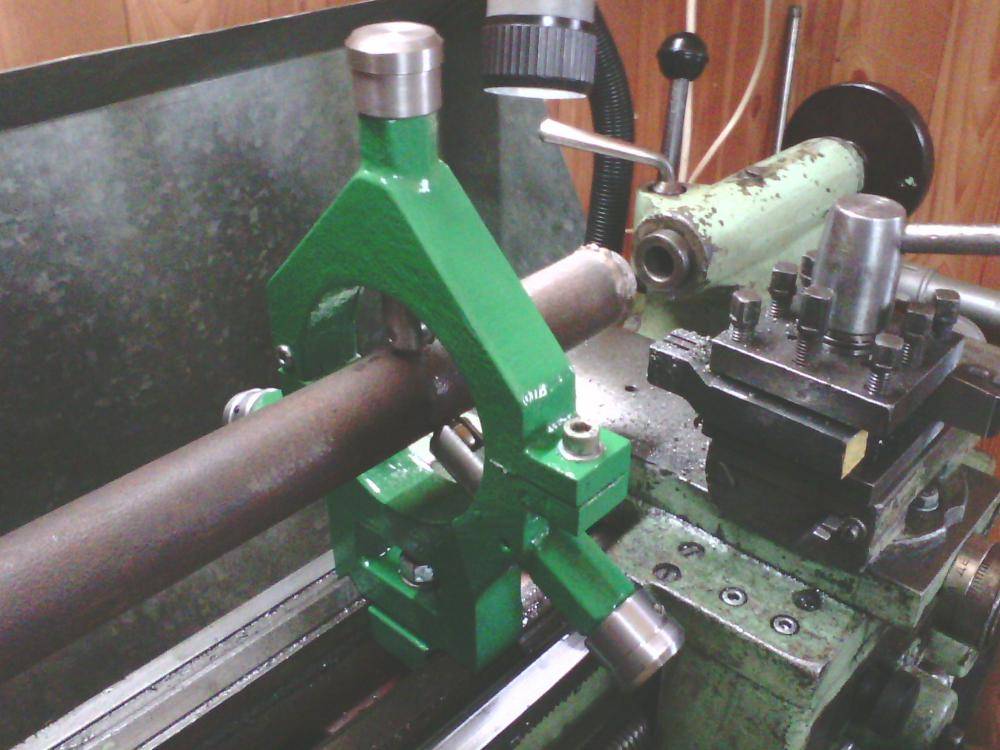
Подвижный люнет
Подвижный люнет (рис. 345) закрепляют на каретке суппорта. Вместе с ней он, следуя за резцом, перемещается вдоль обтачиваемой детали и поддерживает ее в месте приложения усилия, предохраняя от прогибов. Подвижный люнет применяют при чистовом обтачивании длинных деталей. Он имеет только два кулачка. Их выдвигают и закрепляют так же, как кулачки неподвижного люнета.
Лют ШШП ГОСТ ШИ5
1,2. (Измененная редакция, Изм,№1).
Манкировать; обозначение люнета и товарный знак предприятия-изготовителя.
dO SM.
3. Конструкция и размеры корпуса (поз. 1) должны соответствовать указанным на черт. 2 и в табл. 2.
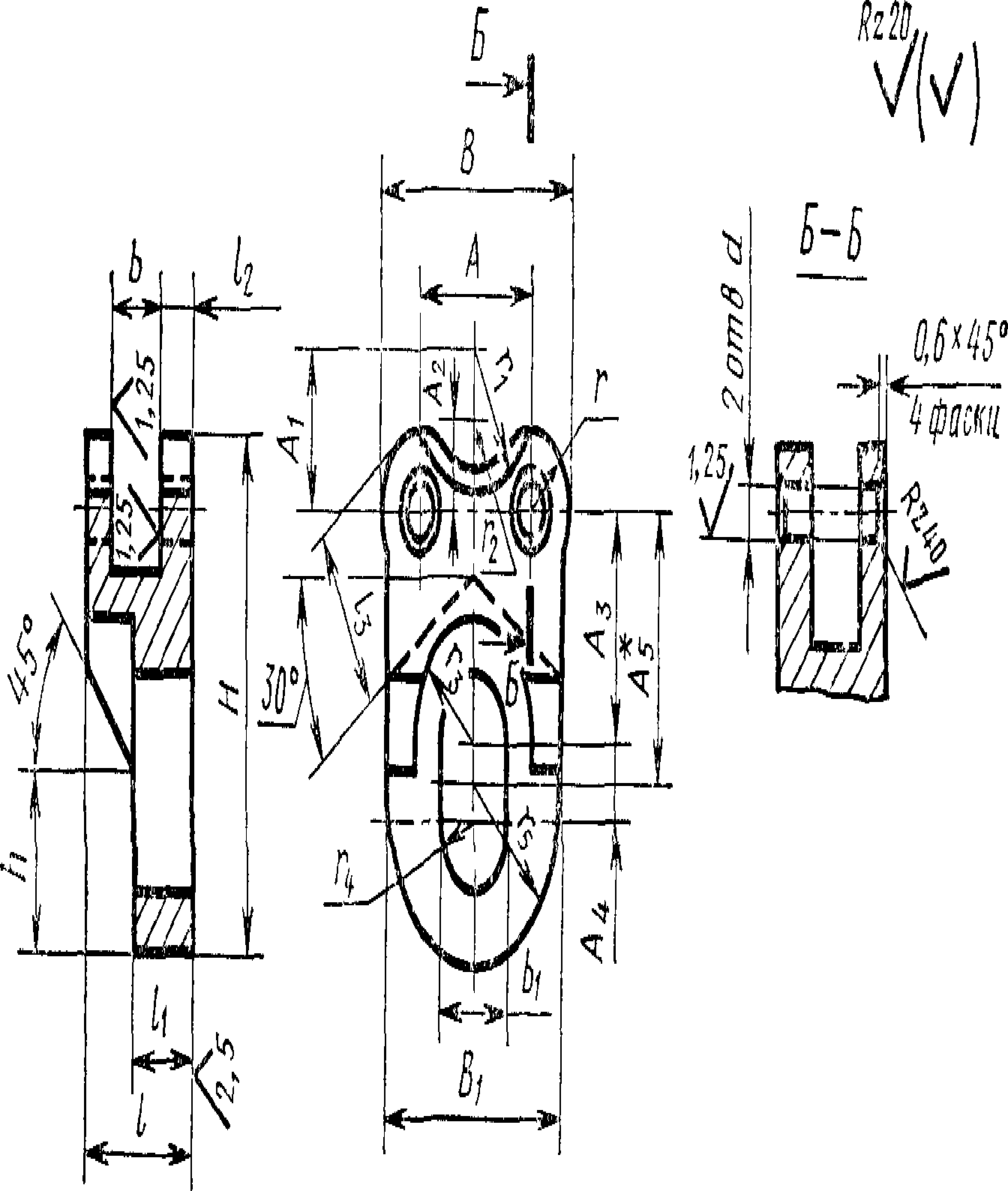
* Размер для справок,
Черт, 2
Стр. 3 ГОСТ 21190-75
Таблица 2
Размеры в мм
Обозначение корпуса | В | И | d (пред откл по Н7) | А | Ai | Аг | А3 | А4 | А, | В; | Ь (пред откл по НИ) | Ьх (пред откл по Н12) |
6046 0011/001 | 35 | 5 | 17 | 11 | 6,0 | 15 | 6 | 18 | 24 | 6 | 10,2 | |
6046 0012/001 | 33 | 46 | 6 | 21 | 13 | 7,5 | 20 | 10 | 25 | 30 | 8 | 12,2 |
6046 0013/001 | 42 | 56 | 8 | 26 | 16 | 11,0 | 24 | 29 | 38 | 10 | 16,2 |
Продолжение
Обозначение корпуса | 1 | h | h | h | h | г | Г\ | Г2 | Гъ | о | п | Масса* кг, |
6046 0011/001 | 14 | Ь | 5 | 13,5 | 12 | 5 | 10,0 | 5 | 9 | 5,1 | 12 | 0,051 |
6046 0012/001 | 18 | 10 | 6 | 16,5 | 15 | 6 | 12,5 | 7 | 10 | 6,1 | 15 | 0,090 |
€046 0013/001 | 22 | 12 | 7 | 21,0 | 16 | 8 | 15,0 | 9 | 12 | 8,1 | 19 | 0,277 |
Пример условного обозначения корпуса размером В = 27 мм:
Корпус 6046-001Ц001 ГОСТ 21190—75 (Измененная редакция, Изм. № 1).






3.1. Материал — сталь марки 45 по ГОСТ 1050—74.
3.2. Покрытие — Хим. Оке. прм (обозначение покрытия по ГОСТ 9.073—77).
3.3. Остальные технические требования ‘— по ГОСТ 17166—71. 4. Конструкция и размеры ролика (поз. 2) должны соответствовать указанным на черт. 3 и в табл. 3.
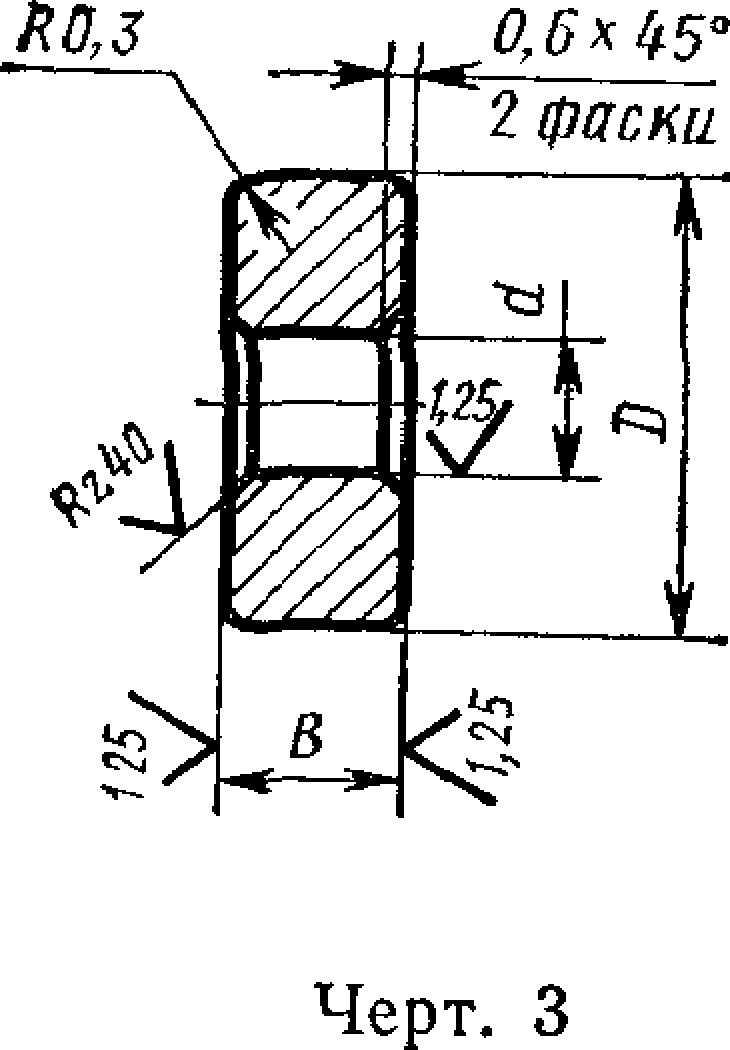
Таблица 3
Размеры в мм
D | в | а | Масса, | |
Обозначение ролика | (пред. ОТКЛ. | (пред, откл. | (пред откл. | кг, |
По /ill) | по /18) | по F8) | ||
6046-0011/002 | 16 | 6 | 5 | 0,008 |
6046-0012/002 | 20 | 8 | 6 | 0,018 |
6046-0013/002 | 25 | 10 | 8 | 0,034 |
Пример условного обозначения ролика диаметром D=^16 мм:
Ролик 6046-0011/002 ГОСТ 21190—75
(Измененная редакция, Изм. № 1).
4.1. Материал — сталь марки ШХ15 по ГОСТ 801—78.
4.2. Остальные технические требования — по ГОСТ 17166—71.
ГОСТ 21 <90—75 Стр. 6
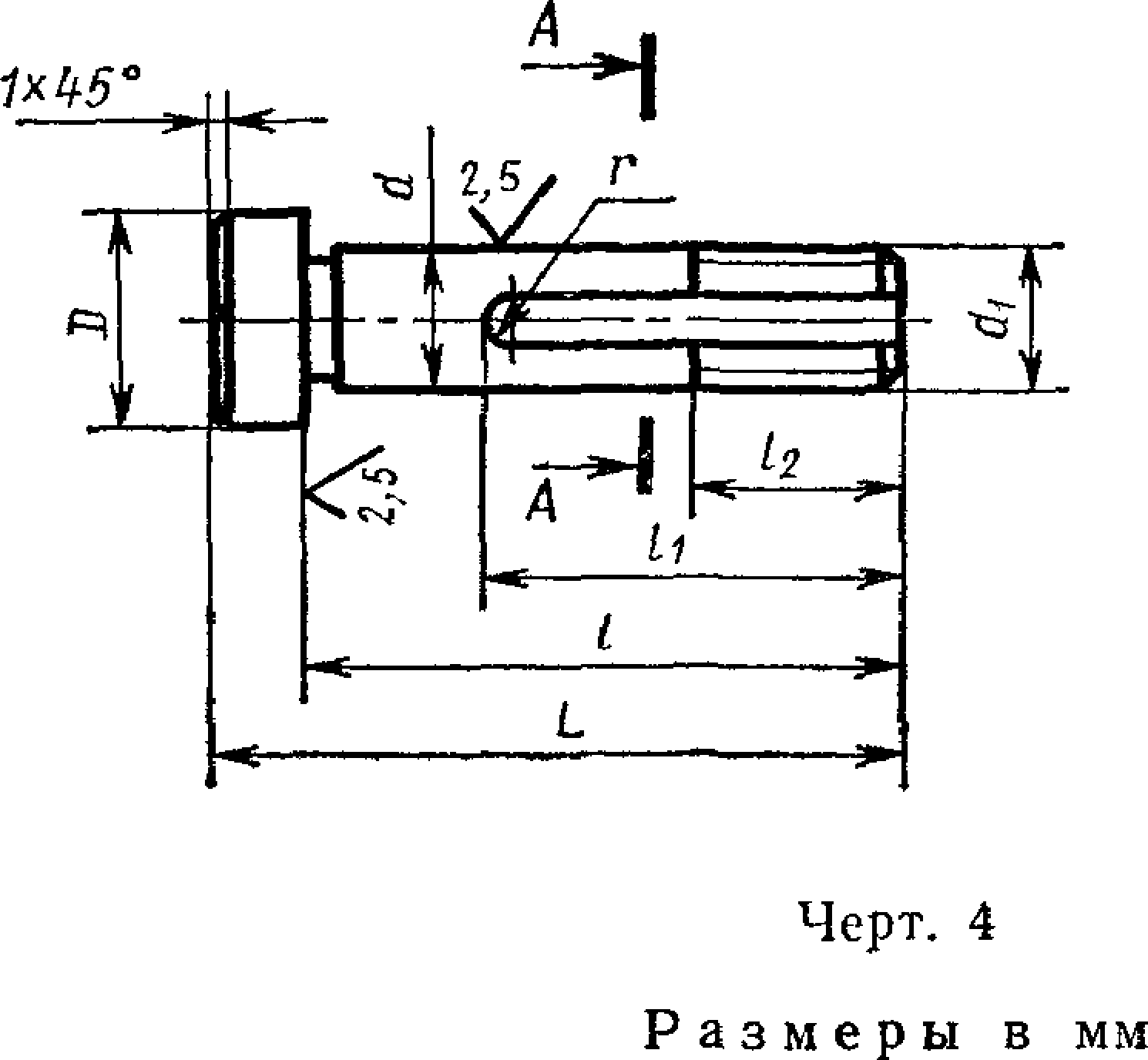
5. Конструкция и размеры пальца (поз. 3) должны соответствовать указанным на черт. 4 и в табл. 4.
RZ20.
Какие бывают люнеты, их устройство
Приспособление применяют тогда, когда нужно избежать риска повреждения и деформации изделия или режущих элементов станка за счет придания заготовке дополнительной устойчивости, в отдельных случаях — для возможности обработки детали с торца. Устройства бывают подвижного типа и неподвижные.

Люнет неподвижной конструкции
Механизм этого типа предназначен создавать поддержку для габаритных длинных деталей во время обработки. Его крепят в область нижнего зацепления станка стационарно и неподвижно. Результат использования – уменьшение биений и вибраций, повышение точности обработки. Неподвижный люнет состоит из:
- Основы, которая непосредственно крепится к станку при помощи специального болта,
- Крышки, при помощи шарнира соединенной с основанием,
- Фиксатора крышки к основанию,
- Выдвижных кулачков или роликов (обычно их три),
- Механизмов подачи и фиксации кулачков.

В некоторых случаях первые два элемента могут выступать единой конструкцией.
Так как кулачки имеют непосредственный контакт с обрабатываемой поверхностью, в месте соприкосновения последняя может нарушаться. Во избежание этого на концах упоров есть бронзовые наконечники. Сами же кулачки изготавливают из твердых сплавов, чтобы они выдерживали серьезные динамические нагрузки. Выдвижные ролики оказывают меньшее влияние на заготовку в плане ее повреждения.
Люнет подвижной конструкции
Подвижный токарный люнет устанавливают на станке, на его продольном суппорте, и закрепляют к каретке. Вдоль этого суппорта его можно свободно перемещать аналогично тому, как перемещается токарный резец. Приспособление может быть применено для разных диаметров изделий. Результат использования – токарный резец оказывает меньшее давление на поверхность, обработка проходит более равномерно, исключается риск разрушения режущего элемента.
Кроме системы крепления к станку, все остальные элементы люнета подвижной конструкции схожи с неподвижным приспособлением. Существует определенная классификация устройств подвижного типа для токарных станков:
- По типу элементов удержания заготовки – фиксаторы кулачковые, фиксаторы со встроенными роликами,
- Для разных операций обработки детали – под шлифовку, под обточку, для изготовления подшипников,
- По количеству выдвижных упоров – с тремя и более фиксирующими элементами,
- В зависимости от системы регулировки фиксаторов – механическим способом вручную, гидравлическим способом, автоматически.

Предназначение
На токарных станках можно обрабатывать заготовки разной длины. Это зависит от габаритов оборудования. Многие не знают, зачем используется люнет. Предназначение элемента:
- Предварительная обточка шейки заготовки.
- Обработка изделий большой длины. Посередине она провисает. Люнет закрепляется на центральной части заготовки, чтобы исключить возникновение вибраций, образование неровностей.
- Обработка торца болванки. В таких ситуациях нет возможности закрепить зажим на этой части детали. Люнет должен быть закреплен ближе к обрабатываемой зоне, на последнем этапе проведения работ.
Дополнительный элемент можно перемещать зависимо от того, где нужно сделать дополнительное крепление.
Виды неподвижных люнетов
Данные устройства могут быть нескольких разновидностей, так как люнет неподвижный роликовый и кулачковый хоть и служит для одной цели, имеет различный метод фиксации. Ролики люнета обеспечивают более свободное передвижение при обработке. Помимо этого, существуют также специальные устройства, которые применяются для помощи в шлифовке роликов бесцентровым способом, подшипников и так далее. Они также относятся в данную категорию. Самыми распространенными являются те, у которых имеется ручное независимое ручное перемещение кулачков, но если необходимо применять их на станках, которые снабжены ЧПУ, то здесь более актуальными будут самоцентрующиеся устройства люнеты с гидроприводом.
Размеры люнета также относятся к одному из основных факторов отличия, так как в моделях для одного и того же станка нередко замечается разброс по размерам внутреннего диаметра и диапазону обрабатываемой заготовки.
Это интересно: Ленточный конвейер — ГОСТ, устройство, типы, применение, принцип работы
Конструкция подвижного люнета
Подвижный люнет расположен на продольном суппорте станка. Такое положение позволяет ему выполнять движения траекторией, аналогичной движению резца станка. Благодаря этому уменьшается давление, производимое на деталь со стороны токарного резца. У подвижного типа прибора также есть своя классификация:
- по системе зажимов различают кулачковые и роликовые системы фиксации. При помощи кулачкового крепления обеспечивается лучший контроль над положением детали, роликовое крепление помогает удобно скользить заготовке при выполнении работы;
- по специфике обработки: разные типы приборов используют для обточки, шлифовки, и создания подшипников;
- по количеству фиксаторов: в основном такие приборы производят с тремя кулачками, однако, есть модели, у которых количество фиксаторов больше;
- по типу настройки фиксаторов:. кулачки или ролики в данных устройствах могут настраиваться при помощи гидравлического прибора или вручную.
Мобильный люнет крепится к каретке суппорта. Его используют при необходимости сделать резьбу на кулачках или произвести чистую обточку. Благодаря настраиваемым кулачкам мобильный люнет, как и неподвижный, может фиксировать абсолютно разные по диаметру детали.
Наибольший диаметр обрабатываемой заготовки находится в диапазоне от 20 до 250 мм и зависит от модели устройства. Основные элементы конструкции подвижного люнета:
- крышка откидная;
- заготовка для обработки;
- корпус;
- колодки;
- заготовка для обработки.
Перед тем как начать работу необходимо обточить зону на детали, в которой она будет касаться фиксатора. Кулачки следует зажимать медленно и плавно для размерного и надежного зажатия. Если фиксация произведена правильно, заготовка останется неподвижной даже при сильных нагрузках. Закончив работу, кулачки постепенно отводят и открывают крышку устройства.