Характеристики алюминиевых сплавов
Сплавы на основе алюминия могут обладать самыми различными характеристиками, так как при их получении проводится смешивание различных примесей
Именно поэтому рассматривая механические свойства алюминиевых сплавов следует уделить внимание тому, какие именно элементы входят в состав
Для начала отметим классификацию материалов, которые получаются при соединении меди и алюминия. Они делятся на три основные группы:
- Действующие элементы медь и алюминий.
- Действующие элементы медь, магний и алюминий.
- Сочетание меди, алюминия и магния с добавлением легирующих элементов (в основном марганца).
Последняя группа сегодня получила довольно большое распространение, так как температура плавления алюминиевых сплавов, входящих в нее, довольно высока. Сплавы последней группы называют дюралюминием.
Рассматривая дюралюминий уделим внимание нижеприведенным моментам:
- В состав данного сплава входят железо и кремний. В большинстве случаев подобные легирующие элементы воспринимаются как вещества, ухудшающие эксплуатационные качества. В данном случае железо способствует повышению жаростойкости, а кремний позволяет с высокой эффективностью провести старение.
- Входящие в состав магний и марганец повышают прочность. За счет их включения в состав стало возможно использовать дюралюминий при производстве обшивочных листов для высокоскоростных поездов и летательных аппаратов или самолетов.
Среди основных особенностей можно отметить нижеприведенные моменты:
- С увеличением концентрации магния повышается прочность, но уменьшается коррозионная стойкость.
- Прирост магния на 1% приводит к повышению прочности примерно на 30 000 Па.
- В большинстве сплавов не более 6% магния. Это связано с тем, что слишком большая концентрация станет причиной покрытия всей поверхности коррозией. Также большая концентрация марганца становится причиной неоднородности структуры, неравномерная нагрузка может стать причиной появления трещины или другой деформации.
Сочетание алюминия с марганцем практически не подвергают термической обработке. Это связано с тем, что даже при соблюдении условий проведения закалки существенно изменить эксплуатационные качества сплава не получится. Плотность алюминиевого сплава может колебаться в достаточно большом диапазоне: от 2 до 4 грамм на кубический сантиметр.
Рассматривая слав, прочность которого имеет рекордные показатели, следует уделить внимание сплаву алюминия с цинком и магнием. При применении современных технологий производства можно добиться качеств, которые будут характерны для титана. Среди особенностей подобного сплава отметим:
Среди особенностей подобного сплава отметим:
- Термическая обработка становится причиной растворения цинка, за счет чего предел прочности алюминиевого сплава возрастает в несколько раз.
- Применять подобный материал в электрической промышленности нельзя, так как прохождение электричества становится причиной существенного снижения коррозионной стойкости.
- Коррозионная стойкость в некоторых случаях повышается путем добавления меди, но все же она становится низкой.
В литейной промышленности весьма большое распространение получили алюминиевые сплавы, которые в своем составе имеют кремний. Тот момент, что при термической обработке кремний отлично растворяется в алюминии, позволяет использовать металл при фасонном или формовочном литье. Получаемые изделия хорошо обрабатываются резанием, а также обладают повышенной плотностью.
Примером можно назвать то, что железо добавляется в состав для упрощения процесса отделения детали от формы. В состав могут добавляться титан, который существенно повышает показатель прочности.
Подводя итоги по характеристикам алюминиевых сплавов можно отметить нижеприведенные моменты:
- Предел текучести может варьироваться в достаточно большом диапазоне.
- Температура плавления алюминия может изменяться в зависимости от того, какие применялись легирующие вещества.
- Прочность материала можно существенно повысить.
- Некоторые легирующие элементы снижают коррозионную стойкость, улучшая другие эксплуатационные качества. Именно поэтому проводится покрытие поверхности защитными веществами.
Из-за легкости и прочности, а также относительно высокой коррозионной стойкости алюминиевые сплавы получили достаточно широкое применение. Альтернативных материалов, которые обладают подобными свойствами и низкой стоимостью, практически нет.
Классификация алюминиевых сплавов
Классификацию алюминиевых сплавов – сплавов алюминия – производят по различным критериям, в том числе:
- по методу обработки – литейные и деформируемые
- по механизму упрочнения – термически упрочняемые и деформационно упрочняемые
- по основным легирующим элементам
Две категории: литейные и деформируемые
Две категории алюминиевых сплавов
- литейные
- деформируемые
Литейный алюминиевый сплав – сплав алюминия, который предназначен в первую очередь для производства отливок.
Деформируемый алюминиевый сплав – сплав алюминия, который предназначен в первую очередь для производства алюминиевых изделий горячей и/или холодной обработкой давлением.
Деформируемые сплавы
Деформируемые алюминиевые сплавы сначала разливают в слитки (круглые или прямоугольные), а потом обрабатывают по различным технологиям обработки давлением – горячей и холодной – до придания им нужной формы:
- прокаткой – для получения листов и фольги;
- прессованием – для получения профилей, труб и прутков;
- формовкой – для получения более сложных форм из катанных или прессованных полуфабрикатов;
- ковкой для получения сложных форм с повышенными механическими свойствами, а также:
- волочением, штамповкой, высадкой, вытяжкой, раскаткой, раздачей, гибкой и т. п.
Популярные деформируемые алюминиевые сплавы серии 6ххх, которые применяют для производства прессованных алюминиевых профилей, представлены ниже на рисунке 7.
Рисунок 7 – Основные алюминиевые сплавы серии 6ххх
Литейные сплавы
Литейные алюминиевые сплавы в расплавленном состоянии разливают непосредственно в их конечную форму одним из различных методов, таких как, литье в песчаные формы, литье в кокили или литье под давлением. При литье применяют сложные литейные формы. Эти сплавы часто имеют высокое содержание кремния для улучшения их литейных свойств.
У этих двух категорий алюминиевых сплавов классификация по легирующим сплавам различная: в целом в них добавляются одни и те же легирующие элементы, но в разных количествах.
Прочность и другие механические свойства алюминиевых сплавов, как деформированных, так и литейных, определяются в основном их химическим составом, т. е. содержанием в алюминии легирующих элементов, а также вредных примесей. Однако возможно изменение этих свойств для достижения их оптимального сочетания путем дополнительной обработки сплавов – термической или деформационной, или и той, и другой. В результате этого сплав изменяет свои первоначальные механические свойства и получает свое окончательное состояние, в котором и поставляется заказчику. Упрочняющую термическую обработку применяют как к литейным, так и к деформированным сплавам, Они в этом случае называются сплавами, упрочняемыми термической обработкой.
Два механизма упрочнения
Два класса алюминиевых сплавов:
- термически упрочняемые
- деформационно упрочняемые (нагартовываемые)
Термически упрочняемые сплавы
Термически упрочняемый сплав – сплав, который может быть упрочнен соответствующей термической обработкой (рисунки 2, 3 и 4).
Рисунок 2 – Закалка и упрочнение старением алюминиевых сплавов
Рисунок 3 – Типичное термическое упрочнение старением
Рисунок 4 – Эффект термического упрочнения на механические свойства сплава 7075
Нагартовываемые сплавы
Деформационно упрочняемый сплав (“термически неупрочняемый”, нагартовываемый) – сплав, который упрочняется только путем деформационной обработки (рисунки 5 и 6), а не термической обработкой.
Рисунок 5 – Влияние холодной пластической обработки – нагартовки – на прочность, твердость и пластичность алюминиевых сплавов
Рисунок 6 – Кривые нагартовки (деформационного упрочнения) термически неупрочняемых алюминиевых сплавов
Серии и системы легирования
- Все алюминиевые сплавы – и деформируемые , и литейные – подразделяются на серии по главным легирующим элементам.
- Каждая серия алюминиевых сплавов, деформируемых и литейных, включают одну, две или три различных системы легирования.
- Система легирования может включать только главный легирующий элемент (выделены ниже жирным шрифтом) или еще дополнительно один или более легирующих элементов.
Серии деформируемых сплавов
- 2ххх – Al-Cu, Al-Cu-Mg, Al-Cu-Mg-Si, Al-Cu-Li
- 3xxx – Al-Mn
- 4xxx – Al-Si
- 5xxx – Al-Mg
- 6xxx – Al-Mg-Si
- 7xxx – Al-Zn, Al-Zn-Mg, Al-Zn-Mg-Cu
- 8xxx – Al-Fe, Al-Fe-Ni, Al-Li-Cu-Mg
Серии литейных сплавов
- 2xx – Al-Cu, Al-Cu-Ni-Mg, Al-Cu-Si,
- 3xx – Al-Si-Cu, Al-Si-Cu-Mg, Al-Si-Mg
- 4xx – Al-Si
- 5xx – Al-Mg
- 7xx – Al-Zn
- 8xx – Al-Sn
Выбор литейных алюминиевых сплавов
К факторам, которые принимают во внимание при выборе литейного сплава для конкретного конструкторского решения, относятся следующие
Примеси в алюминиевых сплавах
Каждый литейный алюминиевый сплав по ГОСТ 1583-93и для чушек, и для отливок имеет в целом одинаковый состав основныхлегирующих элементов. Требования же по содержанию примесей могут значительно отличаться для чушек и отливок, с одной стороны, и для применяемых способов литья – с другой. При этом ограничения по каждой из таких примесей как марганец, медь, цинк, никель, свинец, олово и кремний, как правило, одинаковы для чушек и отливок. Однако ограничения по их сумме, а также отдельно по содержанию железа различаются как для чушек и отливок, так и для способов литья: в песчаные формы, в кокиль, под давлением. Для чушек требования по примесям выше, чем для отливок. Для литья под давлением допускается максимальное содержание железа и суммы примесей, для литья в песчаные формы – минимальное.







Вторичные алюминиевые сплавы
Количество примесей, особенно железа, является одним из важных качеств литейного сплава. С понижением количества примесей в сплаве повышается его коррозионная стойкость и пластичность
Однако надо принимать во внимание и то, что более чистый сплав и стоить будет дороже. Вторичные литейные сплавы обычно изготавливают из лома по тому же ГОСТ 1583-93 и они могут иметь более низкий по сравнению с первичными сплавами уровень пластичности и коррозионной стойкости именно из-за большего количеств примесей. Однако существует множество изделий, для которых эти механические свойства и коррозионная стойкость вполне приемлемы, и поэтому вторичные сплавы широко применяются
Как видно из требований ГОСТ 1583-93 более «грязный» сплав может потребовать более сложного способа литья
Однако существует множество изделий, для которых эти механические свойства и коррозионная стойкость вполне приемлемы, и поэтому вторичные сплавы широко применяются. Как видно из требований ГОСТ 1583-93 более «грязный» сплав может потребовать более сложного способа литья.
Прочностные свойства алюминиевых сплавов
В зависимости от требований к механическим свойствам будущей отливки сплав выбирают из следующих условных «прочностных» категорий:
«Прочные и пластичные». В эту группу входят наиболее важные упрочняемые старением сплавы, например, Al–С. С помощью различных видов термической обработки их свойства «регулируют» или на высокую прочность или на высокое относительное удлинение.
«Твердые». Литейные сплавы этой группы имеют определенную прочность при растяжении и твердость без особых требований к относительному удлинению. Прежде всего, это сплавы Al–И–С.
«Пластичные». Сплавы с повышенной пластичностью – это, в основном, нормальныеи низкокремнистые силумины.
Литейные свойства алюминиевых сплавов
Литейные свойства сплава, такие как жидкотекучесть и особенности затвердевания, ставят литейщику определенные ограничения. Не каждую отливку можно отлить из любого сплава. Выбор оптимального сплава для конкретной детали обычно требует взаимодействия конструктора и литейщика.
Жидкотекучесть металлического расплава определяют с помощью технологической пробы, например, длины заполнения расплавом специальной спирали. Казалось бы при низкой жидкотекучести надо просто увеличить температуру разливки. Однако в этом случае обычно сталкиваются с другими проблемами, такими как окисление расплава, насыщение его водородом или повышенный износ литейной формы. Эвтектические силумины имеют самую высокую жидкотекучесть, низкокремнистые силумины – среднюю, а сплавы Al–С и Al–Mg – самую низкую.
Склонность к горячему растрескиванию является почти противоположностью жидкотекучести. Под горячим растрескиванием понимают отделение друг от друга уже кристаллизовавшихся фаз, например, при усадке. Эти трещины или разрывы могут залечиваться при подаче в форму оставшегося металла. У эвтектических алюминиевых литейных сплавов почти нет проблем с образованием трещин, тогда как для алюминиевых литейных сплавов Al–С и Al–Mg эта проблема весьма актуальна.
- Гуляев А.П. Металловедение, 1986.
- Алюминий и алюминиевые сплавы, ASM International, 1993.
Условия и необходимое оборудование
При плавке вторичного сырья обгорает покрытие, выделяются испарения, есть задымленность. Работать в условиях закрытого помещения без интенсивно функционирующей вытяжки проблематично. Лучший вариант – открытое пространство.
Даже в этом случае будет полезен дополнительный источник вентиляции. Формовочное литье алюминия в пенопласт сопровождается интенсивным выделением продуктов горения. Вентилятор с боковым обдувом рабочего места будет удалять едкий дым, что обеспечит нормальные условия для литья.
Читать также: Монтаж ретро проводки своими руками
Оборудованное и хорошо продуманное в организационном плане рабочее место также важно. Желательно иметь в качестве основы на столе листовой металл или другую поверхность, не поддающуюся воздействию высокой температуры расплавленного алюминия. Вероятность брызг и пролива жидкой массы высока
Помня это, следует задуматься о необходимости проведения работ в условиях жилого помещения
Вероятность брызг и пролива жидкой массы высока. Помня это, следует задуматься о необходимости проведения работ в условиях жилого помещения.
Области применения алюминиевых сплавов
Благодаря комплексу уникальных свойств, алюминиевые сплавы находят широкое применение в различных отраслях промышленности.
- Авиационная и ракетно-космическая техника
Применяются для изготовления фюзеляжей, крыльев, шасси, обшивки, топливных баков, двигателей. Обеспечивают высокую прочность при минимальном весе.
- Судостроение
Используются для корпусов, надстроек, мачт, швартовых устройств. Обладают высокой коррозионной стойкостью.
- Автомобилестроение
Применяются для изготовления кузовов, колесных дисков, радиаторов, трансмиссий. Позволяют снизить вес автомобиля.
- Приборостроение
Используются для корпусов приборов, щитов управления, радиаторов охлаждения. Обеспечивают теплоотвод и экранирование.
- Химическая промышленность
Применяются для аппаратуры и трубопроводов. Обладают высокой коррозионной стойкостью.
Таблица сравнения применения разных алюминиевых сплавов:
| Сплав | Область применения |
|---|---|
| Д16 | Фюзеляжи самолетов, обшивка |
| В65 | Пропеллеры, шасси, двигатели |
| 1530 | Судовые конструкции |
| АК12 | Автомобильные диски |
| АМг10 | Корпуса приборов |
| АМг3 | Химические аппараты |
Алюминиевые сплавы занимают лидирующие позиции во многих отраслях благодаря своим уникальным свойствам.
Дополнительные сведения об использовании алюминиевых сплавов:
- В электротехнике применяются для изготовления обмоток, шин, кожухов, радиаторов охлаждения.
- В строительстве используются для облицовочных панелей, профилей, элементов каркасов зданий. Обладают высокой коррозионной стойкостью.
- В пищевой промышленности находят применение благодаря долговечности, гигиеничности, устойчивости к коррозии.
- В бытовой технике широко используются для корпусов, радиаторов, деталей интерьера холодильников.
- В медицине применяются для изготовления хирургических инструментов, имплантатов. Совместимы с тканями человека.
- В атомной энергетике используются для оболочек ТВЭЛов, корпусов ядерных реакторов. Хорошо поглощают нейтроны.
- В оптике находят применение для изготовления зеркал телескопов благодаря отражающей способности и легкости.
Классификация алюминиевых сплавов
Классификацию алюминиевых сплавов – сплавов алюминия – производят по различным критериям, в том числе:
- по методу обработки – литейные и деформируемые
- по механизму упрочнения – термически упрочняемые и деформационно упрочняемые
- по основным легирующим элементам
Две категории: литейные и деформируемые
Две категории алюминиевых сплавов
- литейные
- деформируемые
Литейный алюминиевый сплав – сплав алюминия, который предназначен в первую очередь для производства отливок.
Деформируемый алюминиевый сплав – сплав алюминия, который предназначен в первую очередь для производства алюминиевых изделий горячей и/или холодной обработкой давлением.
Деформируемые сплавы
Деформируемые алюминиевые сплавы сначала разливают в слитки (круглые или прямоугольные), а потом обрабатывают по различным технологиям обработки давлением – горячей и холодной – до придания им нужной формы:
- прокаткой – для получения листов и фольги;
- прессованием – для получения профилей, труб и прутков;
- формовкой – для получения более сложных форм из катанных или прессованных полуфабрикатов;
- ковкой для получения сложных форм с повышенными механическими свойствами, а также:
- волочением, штамповкой, высадкой, вытяжкой, раскаткой, раздачей, гибкой и т. п.
Популярные деформируемые алюминиевые сплавы серии 6ххх, которые применяют для производства прессованных алюминиевых профилей, представлены ниже на рисунке 7.
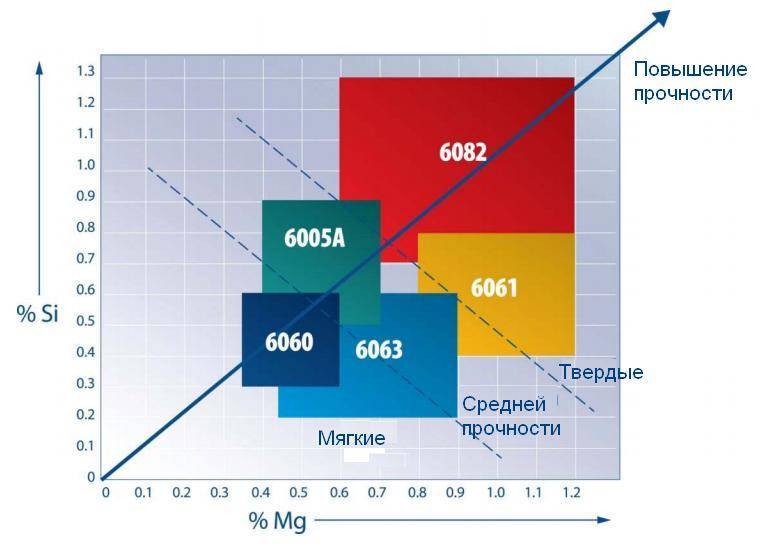
Рисунок 7 – Основные алюминиевые сплавы серии 6ххх
Литейные сплавы
Литейные алюминиевые сплавы в расплавленном состоянии разливают непосредственно в их конечную форму одним из различных методов, таких как, литье в песчаные формы, литье в кокили или литье под давлением. При литье применяют сложные литейные формы. Эти сплавы часто имеют высокое содержание кремния для улучшения их литейных свойств.








У этих двух категорий алюминиевых сплавов классификация по легирующим сплавам различная: в целом в них добавляются одни и те же легирующие элементы, но в разных количествах.
Прочность и другие механические свойства алюминиевых сплавов, как деформированных, так и литейных, определяются в основном их химическим составом, т. е. содержанием в алюминии легирующих элементов, а также вредных примесей. Однако возможно изменение этих свойств для достижения их оптимального сочетания путем дополнительной обработки сплавов – термической или деформационной, или и той, и другой. В результате этого сплав изменяет свои первоначальные механические свойства и получает свое окончательное состояние, в котором и поставляется заказчику. Упрочняющую термическую обработку применяют как к литейным, так и к деформированным сплавам, Они в этом случае называются сплавами, упрочняемыми термической обработкой.
Два механизма упрочнения
Два класса алюминиевых сплавов:
- термически упрочняемые
- деформационно упрочняемые (нагартовываемые)
Термически упрочняемые сплавы
Термически упрочняемый сплав – сплав, который может быть упрочнен соответствующей термической обработкой (рисунки 2, 3 и 4).
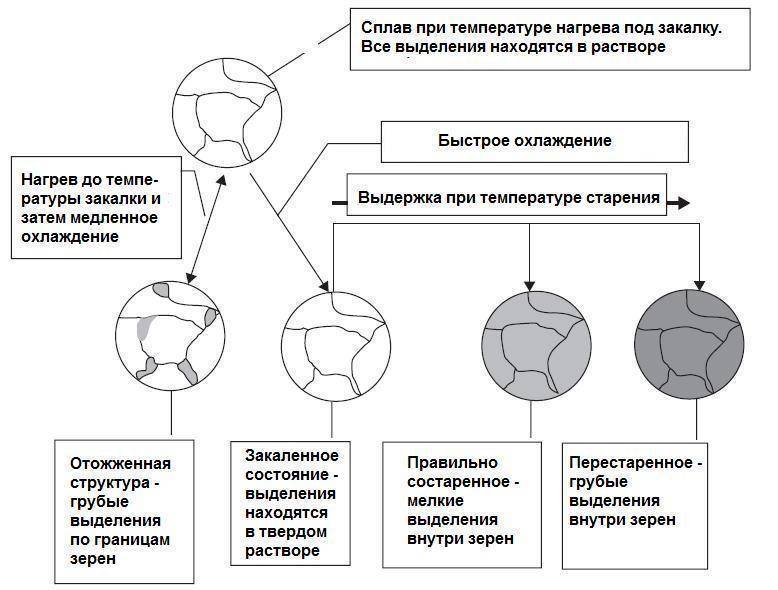
Рисунок 2 – Закалка и упрочнение старением алюминиевых сплавов

Рисунок 3 – Типичное термическое упрочнение старением

Рисунок 4 – Эффект термического упрочнения на механические свойства сплава 7075
Нагартовываемые сплавы
Деформационно упрочняемый сплав (“термически неупрочняемый”, нагартовываемый) – сплав, который упрочняется только путем деформационной обработки (рисунки 5 и 6), а не термической обработкой.
 Рисунок 5 – Влияние холодной пластической обработки – нагартовки – на прочность, твердость и пластичность алюминиевых сплавов
Рисунок 5 – Влияние холодной пластической обработки – нагартовки – на прочность, твердость и пластичность алюминиевых сплавов 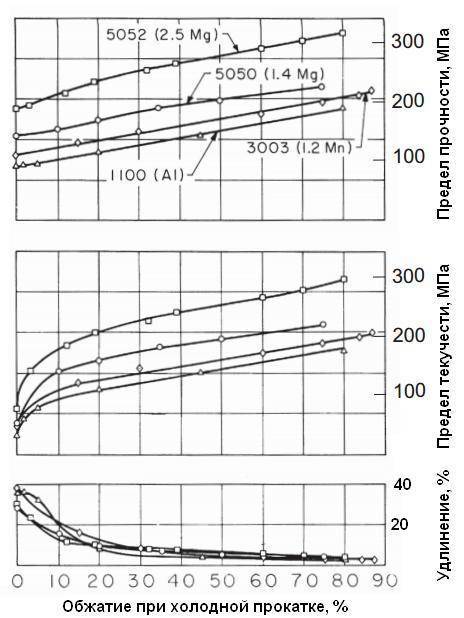
Рисунок 6 – Кривые нагартовки (деформационного упрочнения) термически неупрочняемых алюминиевых сплавов
Серии и системы легирования
- Все алюминиевые сплавы – и деформируемые , и литейные – подразделяются на серии по главным легирующим элементам.
- Каждая серия алюминиевых сплавов, деформируемых и литейных, включают одну, две или три различных системы легирования.
- Система легирования может включать только главный легирующий элемент (выделены ниже жирным шрифтом) или еще дополнительно один или более легирующих элементов.
Серии деформируемых сплавов
- 2ххх – Al-Cu, Al-Cu-Mg, Al-Cu-Mg-Si, Al-Cu-Li
- 3xxx – Al-Mn
- 4xxx – Al-Si
- 5xxx – Al-Mg
- 6xxx – Al-Mg-Si
- 7xxx – Al-Zn, Al-Zn-Mg, Al-Zn-Mg-Cu
- 8xxx – Al-Fe, Al-Fe-Ni, Al-Li-Cu-Mg
Серии литейных сплавов
- 2xx – Al-Cu, Al-Cu-Ni-Mg, Al-Cu-Si,
- 3xx – Al-Si-Cu, Al-Si-Cu-Mg, Al-Si-Mg
- 4xx – Al-Si
- 5xx – Al-Mg
- 7xx – Al-Zn
- 8xx – Al-Sn
Основные методы литья цинка
Конструкционные алюминиевые сплавы дюралюмины
В цветной металлургии применяют несколько технологий получения отливок, и это несколько затрудняет работу технолога в части определения того, каким образом будет изготовлена деталь. Перед тем как сделать окончательный выбор в пользу той или иной технологии необходимо понять следующее:

Метод центробежного литья
- Выбранный метод отливки должен гарантировать то, что полученные детали будут полностью отвечать требованиям нормативно-технической и рабочей документации. Все, параметры, заложенные в деталь будут соблюдены, а припуски на механическую обработку не должны превышать норм, определенных в соответствующих стандартах.
- Техпроцесс должен обладать соответствующей производительностью и экономичностью.
- Использование избранного процесса, должно основываться на эксплуатации существующего оборудования и оснастки.

Метод литья цинка в песчаные формы
Для получения отливок из цинковых сплавов используют следующие основные разновидности литья, при этом надо учитывать их особенности. Например, литье в песчаные или металлические формы – это самый распространенный и, наверное, экономичный вид получения необходимых заготовок. Но необходимо учитывать то, что после литья в песок потребуется проведение дополнительной обработки поверхности, так как ее качество оставляет желать лучшего.В условиях производства небольших партий деталей имеет смысл подумать о литье в кокиль. Но в этом случае препятствием может стать высокая стоимость оснастки.
Центробежное литье
Результатом постоянного совершенствования литейных технологий стало появление машин для выполнения центробежного литья. Принцип этого способа получения отливок прост – расплав подается в формы, вращающиеся вокруг своей оси, под воздействием центробежной силы его «размазывает» по форме и через заранее определенное время будет сформирована готовое изделие. Такая технология позволяет выплавлять изделия без пузырьков воздуха.
Существуют машины горизонтального и вертикального действия. Их применяют для получения отливок с большими размерами. Использование оборудования такого класса оправдано с точки зрения экономики при организации массового производства.
Эта технология позволяет получать пустотелые отливки, при этом нет необходимости в использовании дополнительных приспособлений, например, стержней. Отливка, полученная по такой технологии, имеет плотную и мелкозернистую структуру материала.Вместе с тем оборудование для выполнения работ по этой технологии стоит довольно дорого. Кроме того, в силу ряда причин, в частности, из-за малой податливости формы, возможно, появление дефектов в виде трещин.
Литье под давлением
Литье под давлением цинковых сплавов основано на следующем принципе – расплав подается в форму под воздействием давления от 7 до 700 МПа.
Его уровень зависит от состава сплава и характеристик будущей детали. На существующем оборудовании, возможно, изготовление деталей весом от нескольких грамм до десятков килограмм.Достоинства и недостатки технологии литьяИз множества литьевых технологий для работы с цинковым сплавами применяют следующие
Литье в кокиль
Гарантирует получение заготовок с высоким качеством поверхности, как правило, такие детали не нуждаются в операциях по механической обработке. Но, кокиль, обладает высокой ценой ввиду высокой трудоемкости его получения.
Высокая скорость охлаждения приводит к тому, что снижается текучесть расплава и это может привести к появлению разного рода дефектов. Практическое отсутствие газопроницаемости формы приводит к тому, что газы, образующиеся в процессе литья, остаются в заготовке.Литье цинковых сплавов под давлением позволяет получать сложные изделия с минимизированными размерами стенок. Качество получаемой продукции позволяет избежать дальнейшей мехобработки. Такое литье отличает уровень производительности.Вместе с тем для его обеспечения требуется дорогое оснащение. Кроме этого, существуют ограничения на габаритные размеры отливаемых деталей.
Классы: по способу упрочнения
Каждая категория – деформируемые сплавы и литейные сплавы – подразделяется далее по главному механизму их упрочнения – повышения механических свойств, а также других полезных свойств.
Термически упрочняемые
Многие сплавы реагируют на упрочняющую термическую обработку, которая основана на зависимости растворимости фаз от температуры. Эти термическая обработка включает следующие операции:
- обработка на твердый раствор (нагрев под закалку)
- закалка
- выделение упрочняющих фаз (старение)
Сплавы с таким механизмом упрочнения, как деформируемые, так и литейные, называются термически упрочняемыми.
Нагартовываемые
Большое количество других деформируемых сплавов полагаются вместо термического упрочнения на деформационное упрочнение. Деформационное упрочнение достигается за счет упрочняющего наклепа, который возникает при холодной пластической деформации – нагартовке – алюминиевого изделия, обычно в комбинации с различными режимами отжига.
Термически неупрочняемые литейные сплавы
Литейные сплавы, как правило, не подвергаются деформационной обработке из-за пониженных пластических свойств. Кроме того, некоторые из них не относятся также и термически упрочняемым. Их применяют в литом состоянии без термической обработки или в термически модифицированных состояниях, которые не связаны с явлениями растворения и выделения упрочняющих фаз.