

Методы исправления дефектов
Незначительные дефекты исправляют заделкой замазками или мастиками, пропиткой различными составами, газовой или электрической сваркой.
Заделка замазками или мастиками – декоративное исправление мелких поверхностных раковин. Перед заполнением мастикой дефектные места очищают от грязи, обезжиривают. После заполнения исправленное место заглаживают, подсушивают и затирают пемзой или графитом.
Пропитывание применяют для устранения пористости. Отливки на 8-12 часов погружают в водный раствор хлористого аммония. Проникая в промежутки между кристаллами металла, раствор образует оксиды, заполняющий поры отливок.
Газовую и электрическую сварку применяют для исправления дефектов на необрабатываемых поверхностях (раковины, трещины). Дефекты в чугунных отливках заваривают с использованием чугунных электродов и присадочных прутков, в стальных отливках – электродами соответствующего состав
Основные рекомендации по выбору способа литья
При сравнении различных способов литья необходимо учитывать следующие факторы.
1. Технологические свойства сплава.
Литье в металлические формы нежелательно применять:
— при пониженной жидкотекучести металла, т.к. высокие скорости охлаждения приводят к быстрому остыванию и кристаллизации расплавленного металла, что может стать причиной образования недоливов и спаев;
— при высокой склонности материала к усадке, так как возможно образование трещин из-за низкой податливости формы, препятствующей свободной усадке отливки в литейной форме.
2. Сложность формы отливки.
В зависимости от конфигурации, размеров, массы и необходимого количества стержней отливки делят на шесть групп сложности. Наиболее простые отливки относят к первой группе, которая характеризуется гладкими и прямолинейными наружными поверхностями с наличием невысоких усиливающих рёбер, фланцев, отверстий, а также внутренними поверхностями простой формы. Типовые изделия – крышки, фланцы, муфты, колёса вагонеток. Самые сложные отливки относят к шестой группе, которая характеризуется криволинейными наружными поверхностями, имеющими рёбра, кронштейны и фланцы значительной протяжённости, пересекающиеся друг с другом под различными углами, а также внутренние полости особо сложной конфигурации с затруднёнными выходами на поверхность отливки. Типовые изделия – станины специальных металлорежущих станков, сложные корпуса насосов, рабочие колёса гидротурбин.
Сложные по конфигурации отливки получают литьем под давлением, по выплавляемым моделям, в песчаных формах. Литьем в кокиль получают отливки с простой наружной конфигурацией, а центробежным литьем – отливки типа тел вращения. Наиболее тонкостенные отливки получают литьем по выплавляемым моделям и литьем под давлением.
3. Количество.
В условиях крупносерийного или массового производства рентабельны способы литья с применением металлических или оболочковых форм. Но если необходимо изготовить одну или всего несколько отливок (единичное производство), то нерационально изготавливать для этого дорогостоящий кокиль или использовать дорогостоящее литьё по выплавляемым моделям. Поэтому в данном случае может окупиться и является наиболее рациональным применение литья в песчаные формы, для которого можно использовать недорогие деревянные модели.
4. Требуемые точность геометрических показателей и качество поверхности.
Следует выбирать способ, обеспечивающий заданную точность размеров и шероховатость поверхности. Высокое качество поверхности позволяет либо исключить последующую механическую обработку, либо выполнять ее с минимальными припусками. Это дает возможность сохранить при механической обработке литейную корку, имеющую повышенную твердость и износостойкость, снизить себестоимость готовых деталей за счет экономии металла. Однако при этом увеличиваются расходы на литейное оборудование и оснастку, их ремонт и обслуживание. Поэтому, при выборе метода получения отливки следует проводить технико-экономический анализ не одного заготовительного (литейного), а двух этапов производства – заготовительного (литейного) и механообрабатывающего.
Наиболее точным показателем, определяющим эффективность применения того или иного способа, является себестоимость изделия.
При выборе оптимального способа получения отливок, как правило, требуется проводить сравнительный анализ возможных вариантов литья и их технологических показателей, ориентировочно представленных в табл. 1Л.
Производство моделей
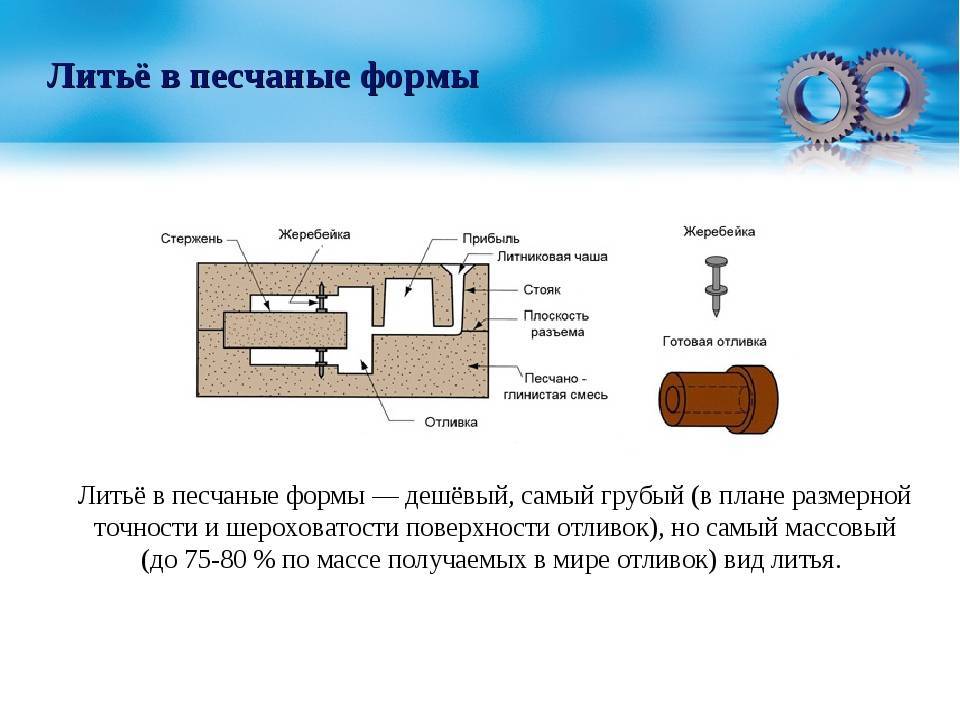
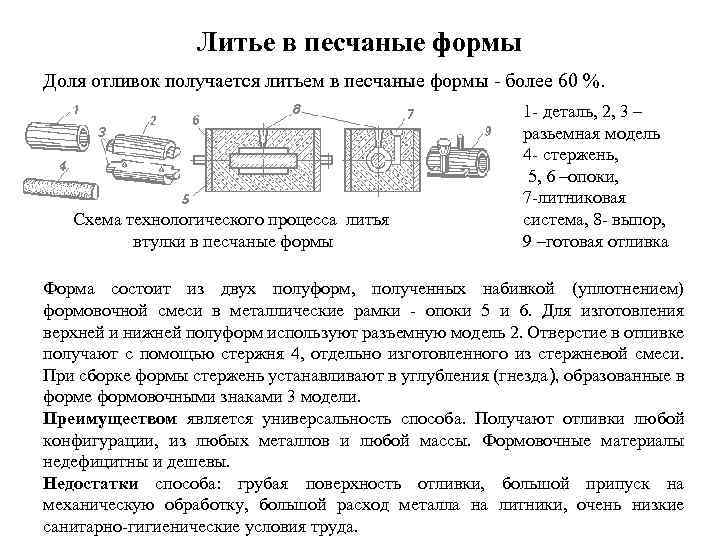
Для получения отливки жидкий металл заливают в форму. Внутренние очертания формы соответствуют внешним очертаниям отливки. Для того чтобы создать форму, ее набивают из формовочной смеси вокруг модели. В результате в формовочной смеси после выемки модели получают ее отпечаток, соответствующий наружной конфигурации изделия. Отверстия или полости в детали формируют с помощью стержней. На рис. 142 представлена схема литейной формы.
Модель в зависимости от конфигурации отливки может рыть цельной или разъемной. Модель имеет специальные выступающие части – знаки, которые образуют в форме углубления для установки стержней. Размеры модели должны иметь припуски на механическую обработку деталей и на усадку металла при кристаллизации, которая для стали составляет около 2%. Модель должна быть легкой и жесткой.
Для единичного и мелкосерийного литья модели делают из дерева. Дерево недорогой материал, легкий и достаточно прочный, легко обрабатываемый. Окрашенные деревянные модели имеют гладкую, чистую поверхность. Недостаток дерева – его гигроскопичность и недостаточная жесткость. Для изготовления моделей используют сосну, липу, ясень, дуб. Крупные модели делают из сосны, средние и мелкие – из ольхи; бук и ясень применяют для производства моделей с повышенной прочностью. Разъемные модели изготовляют из нескольких отдельных частей, которые склеивают друг с другом и соединяют шпунтовыми или шиповыми соединениями. Готовую модель окрашивают масляной краской и покрывают лаком. Для чугунного литья модели окрашивают в красный цвет, для стального – в серый, для цветного – в желтый. На рис. 143 показана деревянная разъемная модель.
Металлические модели используют при массовом производстве отливок. По сравнению с деревянными моделями металлические более долговечны, точны, имеют гладкую рабочую поверхность. Модели выполняют из чугуна, стали, бронзы, реже алюминия. Чугунные модели долговечны, имеют хорошую гладкую поверхность. Для изготовления небольших сложных отливок с высоким качеством поверхности применяют бронзовые и латунные модели.
Пластмассовые модели обладают высокой точностью, гладкой поверхностью, не подвержены коррозии. Для изготовления пластмассовой модели сначала изготовляют гипсовую форму, в которой отливают пластмассовую модель. Для изготовления моделей применяют эпоксидные и формальдегидные смолы, пенополистирол. Крупные модели делают пустотелыми для облегчения.
Для машинной формовки применяют модельные плиты с одной или несколькими моделями на одной плите. Плиты могут быть односторонними для раздельной формовки верхней и нижней полуформ или двухсторонними, когда части модели расположены на обеих сторонах плиты. На рис. 144 показана односторонняя модельная плита с прикрепленными к ней модельными вкладышами.









Литье металлов
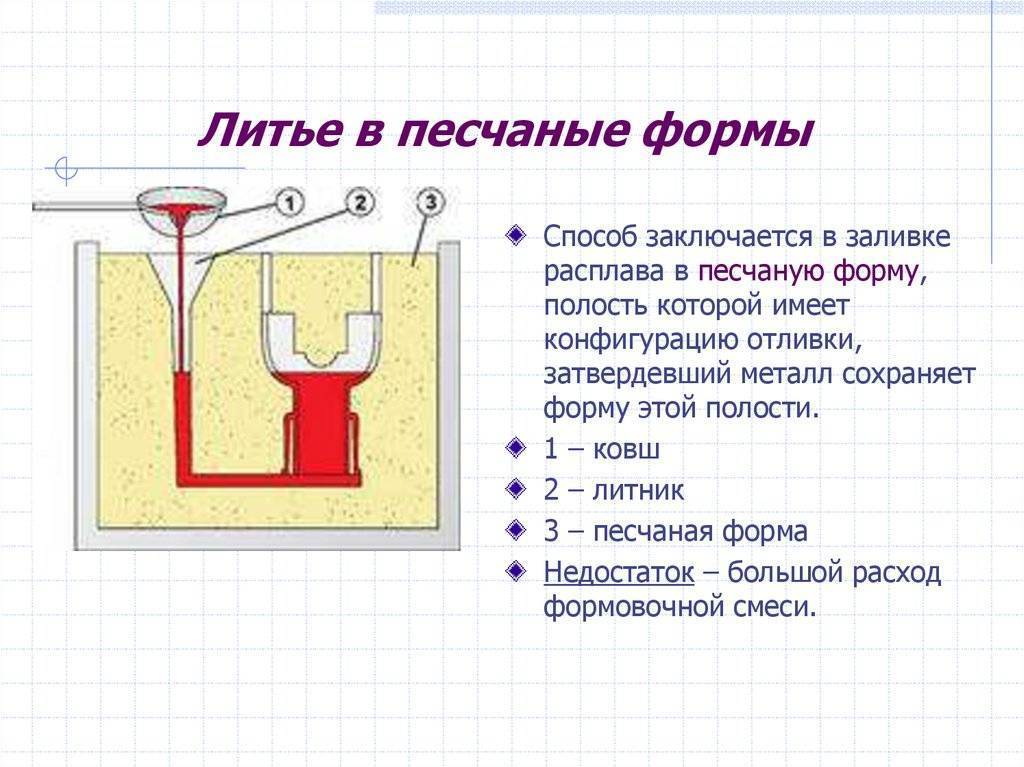
Литье металлов – производственный процесс, основанный на технологии заливки расплавленного, горячего металла в специальные литейные формы, в результате которого получают литые заготовки — отливки. Полость формочек повторяет конфигурацию будущих заготовок и представляет собой рабочую часть литейной формы, куда поступает жидкий металл. Здесь будущие заготовки охлаждаются, затвердеют и получают вид конечной продукции. До поставки потребителю алюминиевые отливки проходят механическую обработку (токарные работы, фрезерование, шлифование и полировка).
Такой способ применяется для получения алюминиевых отливок, которые за счет уникальных химических свойств используются во многих сферах: в приборостроении, в строительстве, в автомобилестроении, мебельном производстве (фурнитура и декоративные детали) и пр. Для их получения применяются различные технологии, выбор которых зависит от размеров, конфигурации и других показателей, требуемых от конечной продукции.
Основные способы литья металлов
Литье в землю
Традиционный способ. Изготавливается простая или составная модель из дерева или других модельных материалов, потом по модели делается матрица из песчано-глиняной смеси. Подробнее об этом способе читайте в соответствующей статье.

Технология литья в землю
Модель извлекают из формы, части ее собирают вместе, создают литниковую систему. Форму накалывают тонкими острыми иглами, чтобы обеспечить газоотведение. Производят отливку, ждут ее остывания,
Литье в металлические формы
Разъемную форму, называемую кокилем, изготавливают из металлических деталей. Части матрицы получают путем отливки или, если требуется обеспечить высокое качество поверхности и точность размеров, путем фрезерования. Формы смазывают антипригарными составами и производят заливку.

Литье в металлические формы
После остывания кокили разбирают, извлекают отливки, очищают. Металлическая матрица выдерживает до 300 рабочих циклов.
Литье по газифицируемым моделям
Модель выполняется не из дерева или воска, а из легкоплавкого и газифицируемого материала, преимущественно полистирола. Модель остается в форме и испаряется при заливке металла.
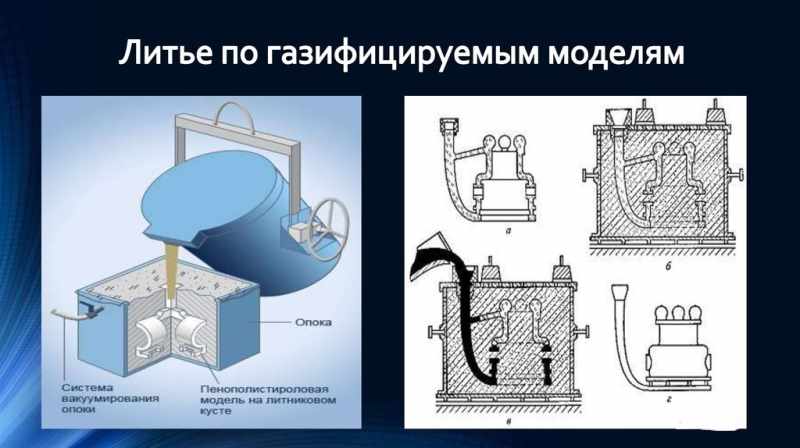
Литье по газифицируемым моделям
Преимущества способа:
- модель не требуется извлекать из матрицы;
- можно изготовлять модели сколь угодно сложных отливок, не нужны сложные и составные формы;
- существенно снижена трудоемкость моделирования и формования.
Литье по газифицируемым моделям приобретает большую популярность на современных металлургических производствах.
Reliable Sand Casting Supplier in China-Roche Industry
At Roche Industry, we produce tonnes of metal sand castings every year. We produce huge volumes of metal casting, which can go up to 350kg in weight.
For over the years, our China-based foundry has created crude and completely machined castings for many different enterprises.
We persistently put resources into our offices, technology, and staff. They ensure that our and casting services are of good standards
Our attention is basically on giving customer client care. This explains why our customers keep coming back.
We can give full support for your sand casting project, starting from prototype advancement, design making directly through to providing completely machined castings.
Rocheindustry specializes in high quality rapid prototyping, rapid low-volume manufacturing and high-volume production. The services of rapid prototype we providing are professional Engineering, CNC Machining including CNC Milling and Turning, Sheet Metal Fabrication or Sheet Metal Prototyping, Die casting, metal stamping, Vacuum Casting, 3D printing, SLA, Plastic and Aluminum Extrusion Prototyping, Rapid Tooling, Rapid Injection Moulding, Surface Treatment finish services and other rapid prototyping China services please contact us now.
Related source links:
Материалы
Для изготовления формы используется формовочная смесь, в которой основная составляющая, как следует из названия процесса – песок. Сам по себе песок рыхлый и сыпучий материал, поэтому в формовочную смесь добавляют связывающее – огнеупорную глину либо специальную смолу (жидкое стекло). Затвердевший состав должен выдерживать высокую температуру плавления металла без деформаций и разрушений.
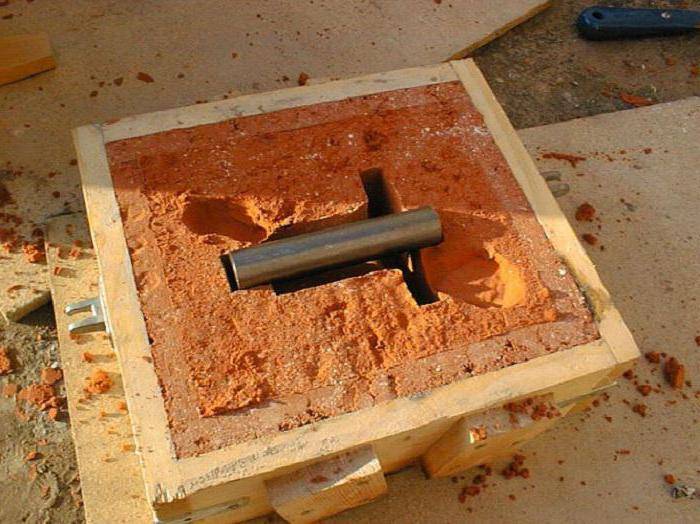 Песчано-глинистая форма
Песчано-глинистая форма
Отдельные элементы формы требуют применения различных формовочных смесей:
- Облицовочная. Предназначена для нанесения на поверхность модели. К данной смеси предъявляются самые высокие требования, поскольку именно с ней соприкасается расплавленный металл во время литья.
- Наполнительная. Служит для заполнения оставшегося объема после нанесения облицовочного слоя. К составу предъявляются минимальные требования, поэтому здесь может использоваться переработанная смесь от предыдущих форм.
- Единая. Используется одновременно как облицовочная и наполнительная в массовом или автоматизированном литье несложных заготовок. Единые смеси, приготовленные с использованием высококачественных связывающих материалов, могут использоваться повторно.
Некоторое распространение получила методика литья в песчаные вакууммированные формы без использования связывающего. Данная технология ускоряет процесс и снижает себестоимость изготовления за счет многократного использования формовочного песка.









Формовочные инструменты
По своему назначению подразделяются на два основных вида
- Набивочные
- Подмодельные доски
- Лопаты и совки для земли
- Сита
- Трамбовки: с тупым концом для уплотнения поверхности и с узким концом для мест со сложным рельефом. Применяют также и универсальные пневматические трамбовки со сменным наконечником.
- Счищалка, или правило – для разравнивания смеси и удаления ее избытков
- Душники-наколки. Тонкие острые стержни служат для прокалывания в земле тонких газоотводящих канальцев
- Киянки – используют для сплочения подмоделей и при их выколачивании.
- Трепало – доска, опирающаяся на края формы. Уплотняет землю в случае применения макетов из малопрочных материалов.
- Щетки. Чистить поверхность от остатков земли
- Отделочные
- Гладилки – для коррекции изъянов
- Режущие и колющие инструменты
- Кисти для нанесения покрытий
- Емкости – ведерки или мешки для хранения и нанесения порошковых покрытий.
Что представляет собой метод и каковы основные этапы работы
Это метод литья, при котором сплав в жидком виде льется в форму, созданную при помощи уплотнения песчаной смеси. Чтобы песчинки были связаны между собой, песок смешивают со смолой и иными материалами.
Вся работа выполняется поэтапно:
- модель помещается в песчаную смесь, что позволяет создать требуемую форму;
- в нужных местах оттиск соединяется с литниковой системой;
- из формы вынимается модель;
- оттиск заполняется горячим металлом в жидком виде;
- металл выдерживается в форме согласно технологии до полного застывания;
- отливка вынимается, освобождается от литников и выпоров.
Модели для создания оттиска изготавливаются по чертежам, выполненным профессиональными технологами и конструкторами. Сами модели могут быть деревянными, пластиковыми, металлическими и даже пенополистироловыми. При этом нужно учитывать, что после остывания металл дает усадку, поэтому модель превосходит готовую отливку по размерам.
В процессе создания формы модели оставляют в смеси полости-отпечатки, после чего в них помещается песчаный стержень. В некоторых случаях стержням требуется усиление арматурой из проволоки. Затем форма оснащается литниками и воронкой для заливания металла. Возникающие пары и газ должны отводиться через песок или стояки. Последние могут создаваться прямо в оттиске или же отдельно.
Чтобы управлять кристаллизацией металла, используют металлические пластины и холодильники. Особая технология позволяет исключить образование внутренних пустот в отливках, а также их пористость. После охлаждения отливку отделяют от формы и отправляют на обработку.
Обработка отливок
После застывания металла опоку разбирают или разбивают в зависимости от сложности. Отливку очищают от остатков формовочной смеси, выбивают стержни. После очистки отрезается или отбивается (для чугуна) литниковая система, срезаются прибыли, облой и отливка направляется для последующей обработки.
Технологические особенности литья заготовок с учетом последующей обработки заключаются в том, чтобы, по возможности, размещать обрабатываемые поверхности в нижней части отливки либо вертикально. Такое расположение поверхностей требуется для получения их максимальной чистоты, поскольку сор, шлак или иные посторонние включения обычно скапливаются в верхней части.
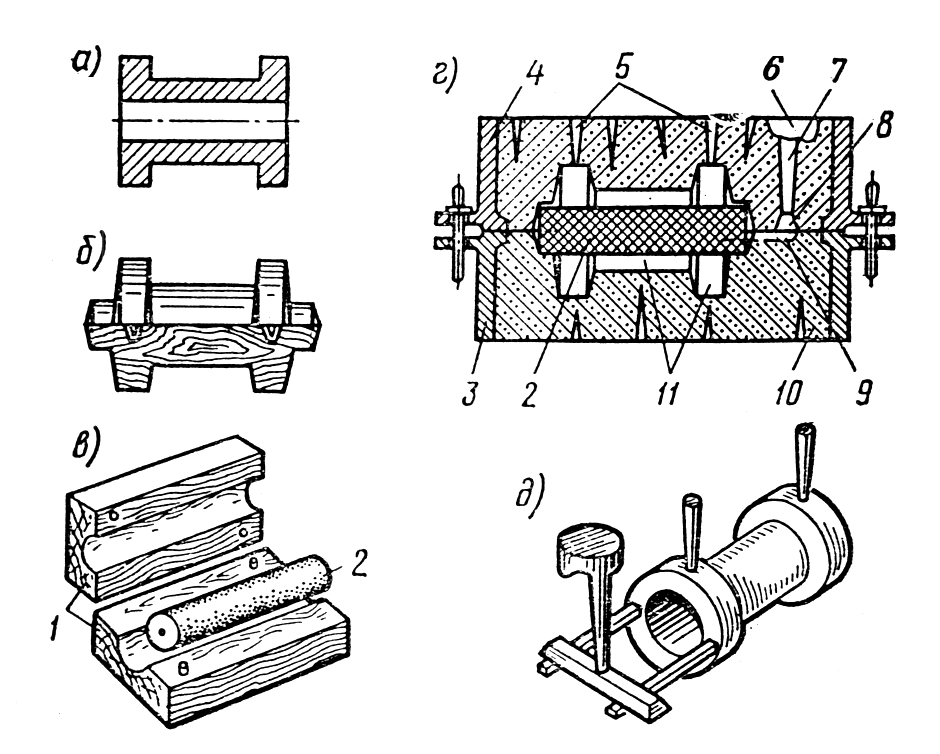
Изготовление литейных форм и стержней
§ 32.
Технологический процесс изготовления литейных форм называется ф о р м о в к о й. Различают ручную и машинную формовку. При ручной формовке наиболее широкое распространение получила формовка по модели. Такую формовку выполняют в почве — сплошном слое земли, находящемся на полу цеха или в опоках.
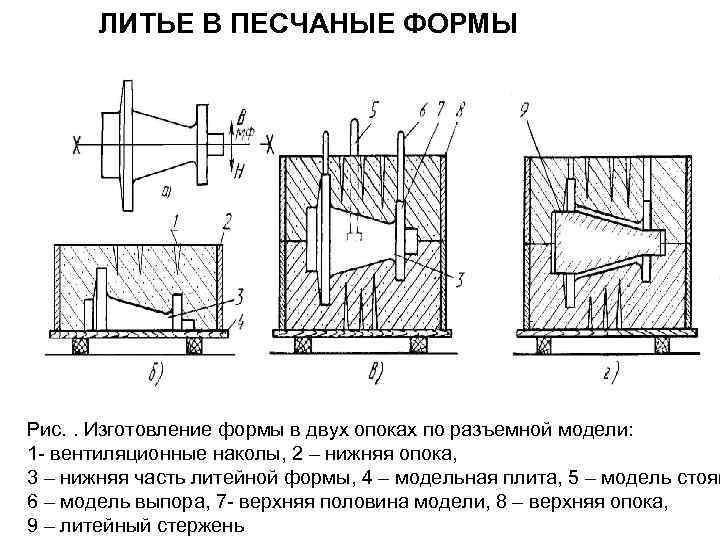
Рис. 29. Формовка по модели в двух опоках: 1 — модель, 2 — подмодельный щиток, 3 — нижняя опока, 4 — верхняя опока, 5 —модель стояка, 6 — каналы для выхода газа
Наибольшее распространение получила формовка деталей по модели в двух опоках (рис. 29, а, б, в, г). Основными операциями ручной формовки являются уплотнение формовочной смеси в опоке и извлечение модели из формы. Уплотнение формовочной смеси представляет трудоемкую работу, а извлечение модели требует умения и аккуратности.
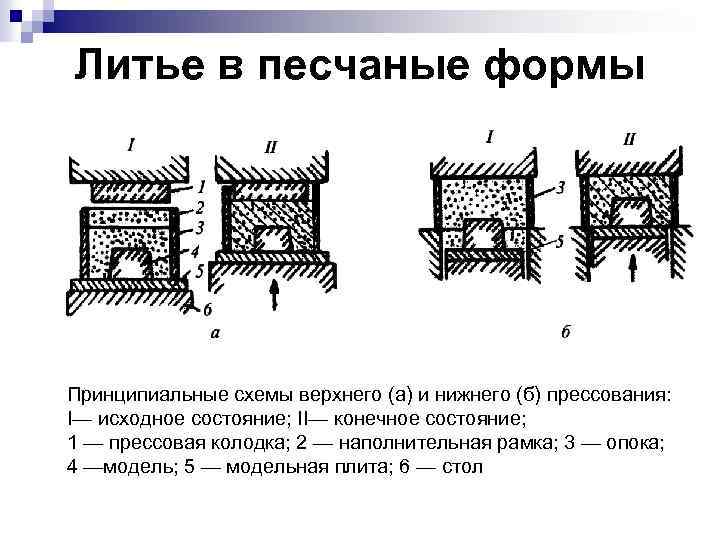
Схемы работы различных типов формовочных машин приведены на рис, 30. В прессующей машине (рис. 30, а) сжатый воздух или масло под давлением поступает в цилиндр 7 и поднимает поршень 6 вместе со столом 5, моделью 3, опокой 4 и рамкой 2 так, что уплотняет формовочную смесь в опоке, после чего воздух или жидкость выпускаются из цилиндра 7. Встряхивающие машины применяют без подпрессовки (рис. 30, б) и с верхней подпрессовкой (рис. 30, в). Встряхивание производится сжатым воздухом, поступающим через каналы 8 и 9 под поршень 6 и поднимающим
его до уровня канала, по которому воздух выходит в атмосферу. После этого поршень вместе со столом машины, моделью, опокой и формовочной смесью падает вниз, стол ударяется о станину машины, и смесь уплотняется. Затем цикл повторяется. В машинах с подпрессовкой (рис. 30, в) встряхивающий поршень 6 поднимается внутри цилиндра 10, который сам служит поршнем при подпрессовке. Для подпрессовки под поршень-цилиндр 10 впускается сжатый воздух, который поднимает поршень вместе со всеми остальными частями и опокой до уплотняющей колодки 1, вследствие чего производится подпрессовка смеси.
Рис. 30. Схема работы различных формовочных машин: с — прессовая, б — встряхивающая, е — встряхивающая с подпрессовкой, г — пескометная
В отличие от встряхивающих и прессовых машин пескомет производит уплотнение формовочной смеси и опоке действием центробежной силы. Рабочим органом пескомета является бы-стровращающаяся лопатка, которая выбрасывает смесь с большой скоростью в опоку. Головка пескомета 3 (рис. 30, г) представляет собой кожух, в котором вращается вокруг горизонтальной оси лопатка 1. Формовочная смесь непрерывно подается внутрь головки пескомета ленточным транспортером 2, захватывается лопаткой и с большой скоростью выбрасывается через отверстие 4 в подставленную опоку, где смесь уплотняется.
Процесс изготовления стержней во многом аналогичен формовке, но в части конструкции стержней и способов их изготовления имеются специфические особенности. Стержни должны обладать высокой газопроницаемостью и прочностью, так как при заливке они окружены со всех сторон жидким металлом. Для улучшения указанных свойств стержни подвергают сушке в
печах на специальных фасонных или плоских металлических плитах Чтобы повысить прочность стержней, в них заформовыва-ют арматуру (в виде литых каркасов или металлических прутков), а для улучшения газоотвода делают вентиляционные каналы. Наиболее распространен способ изготовления стержней в стержневых ящиках, внутреннее пространство которых заполняется стержневой смесью, уплотняемой тем или иным способом.
Наиболее простые стержни изготовляют в неразъемных—-дельных ящиках. В большинстве случаев ящик состоит из двух и более частей, которые плотно соединяют на шипах, скрепляя скобами (рис. 31). Ручной способ изготовления стержней малопроизводителен и трудоемок. В настоящее время широко применяют машинные способы изготовления стержней. По способу уплотнения стержневой смеси машины подразделяют на мундштучные, прессовые, встряхивающие, пескодувные, пескострельные и пескометы. Наибольшее распространение имеют встряхивающие и пескодувные машины.
Рис. 31. Основные типы стержневых ящиков: а — цельный, б — разъемный, в — вытряхной; 1 — стержень, 2— корпус ящика, 3, 4, 5 — вкладыши
Опоки
Набивку формы вокруг модели производят в металлической раме или опоке. Опоки изготовляют из стали, чугуна или алюминиевых сплавов. Для удержания формовочной земли внутри крупная опока имеет ребра. Как правило, формовку производят в двух парных опоках. В одной набивают нижнюю часть формы, в другой – ее верхнюю половину.
Для облегчения выхода газов при заливке металла в форму в стенках опоки делают вентиляционные отверстия. Опоки соединяются друг с другом центрирующими штырями и скрепляются скобами, или сверху на опоку ставят груз, чтобы предотвратить возможный подъем опоки заливаемым металлом. Так как набивка в опоки формовочной смеси происходит при повышенном давлении, опоки должны быть прочными. На рис. 146 представлена металлическая литая опока.
Ювелирное литье в домашних условиях для новичков
Но как же мы будем наплавлять парафин на кольцо, когда он невероятно текуч и непредсказуем? Оказалось, все гораздо проще. В процессе мастер понял, что парафин еще долгое время остается пластичным и его возможно деформировать как пластилин. Так и вышло. Он просто слепил нужную форму кольца и продолжил. Правда пройтись паяльником бы не помешало, для того чтобы сплавить слепленые границы. Но мастер решил этого не делать. Позже на отливки это отобразится в виде брака, но не такого страшного, чтобы нельзя было носить это кольцо. Теперь нам нужно обработать слепленную модель. Мастер решил это делать на наждачной бумаге, но не помнит, была эта сороковка или шестидесятка, но точно очень грубая. И опять же неспроста. Дело в том, что крупное зерно наждачки, оставляет глубокий след на парафине и придает ему текстуру. Поэтому аккуратно пройдясь по лицевой части кольца грубой наждачкой, так и оставим получившуюся текстуру для отливки. Так как парафин в любой момент мог подвести, чистовую обработку мастер решил оставить все же для латунной отливки.






Откладываем модель в сторону и готовим основания для фиксации модели. Самое простое – сделать его из пластилина. Разминаем его и лепим полусферу, в которую в будущем будем устанавливать литники и в последующем эта сфера станет неким кармашком для плавки металла перед заливкой. Поэтому не стоит делать сферу слишком плоской. Нужно чтобы в ней поместился весь расплавленный металл. К моменту литья вы все поймете и сами увидите как это выглядит.
В качестве опоки (металлической оправки для заливки формовочной смеси), можно взять самую обыкновенную металлическую трубу, например, в сантехническом магазине должны быть отрезки подходящего размера.
Литники изготовим из 2-ух гвоздей. Откусываем кусачками лишнее и устанавливаем их в нашу пластилиновую сферу. После их установки, нам каким-то образом нужно прикрепить парафиновую модель к металлическим литникам. Для этого автор решил взять горелку и слегка нагреть гвозди, а после прислонить к ним кольцо. Горячие гвозди легко проплавят парафин и войдут в глубь модели.
И на самом деле, вышло неплохо. Когда гипс окрепнет, то можно почистить форму от наплывов, и отделить пластилин с литниками. Теперь следует наиболее ответственный момент – момент прокалки формы. В инструкции к формовочной массе, идет тех карта, где указан цикл прокалки в 15 часов. Но так как это идёт в разрез с коленочными технологиями, то справедливо будет сократить это время до 40 минут.
Это плохо и неправильно, но все же возможно. Тут главное дать плавный нагрев вначале, чтобы вода с гипса начала испаряться, а парафин начал плавно плавится и вытекать. Мастер воспользовался для этого кровельной горелкой, так как она у него была. Вы же можете обойтись бытовой горелкой, или начать можно с самой обыкновенной духовки, так будет правильнее. Только не забывайте ставить форму литниками вниз в какой-нибудь поддон, чтобы было куда стекать парафину.
Заливать металл в домашних условиях можно несколькими способами: с помощью картошки, глины, или любого другого плотного влагосодержащего материала. Но автор этот способ так и не освоил, поэтому он будет лить металл с помощью ручной центрифуги.
Выглядит она в виде стакана с четырьмя болтами (для более надежной фиксации опоки), цепочки и ручки из пвх трубы с подшипниками внутри (для продолжительного беспрепятственного кручения).
Автор сварил эту штуку сам, вы же можете обойтись, к примеру, металлической кружкой.
Греем форму до красна и готовимся к заливке латуни. В качестве исходного материала можно взять латунные сантехнические фитинги. Они отлично для этого сгодятся. Ну или если вы посмелее, можете сразу лить серебро или даже золото. В коленочных технологиях нет ограничения по металлу.
Теперь нам нужно обработать кольцо. Автор не стал брать бормашинку, а зачистил все с помощью напильников и наждачной бумаги. Все реально, но разница лишь во времени и трудоемкости занятий.
После черновой обработки, автор решил примерить кольцо, но оказалось, что оно не совсем подходит.
По окончании шлифовки кольца, можно зачернить его лицевую часть для того, чтобы придать визуальную глубину нашему рельефу, оставленному крупным зерном наждачной бумаги. Для этого нам понадобится аптечная серная мазь. Наносим тонкий слой на латунную поверхность, которую хотим зачернить и нагреваем кольцо. Греем до тех пор, пока вся мазь не выгорит и после нее не останется сухой матовой поверхности.





