

Типы процессов литья
Напомним, литье металла – это процесс, который позволяет расплавленному металлу мотеля затвердевать при формовании предметов. Это процесс, который позволит инженерам изготавливать различные детали. Существуют разные методы литья.
a) Пескоструйная обработка
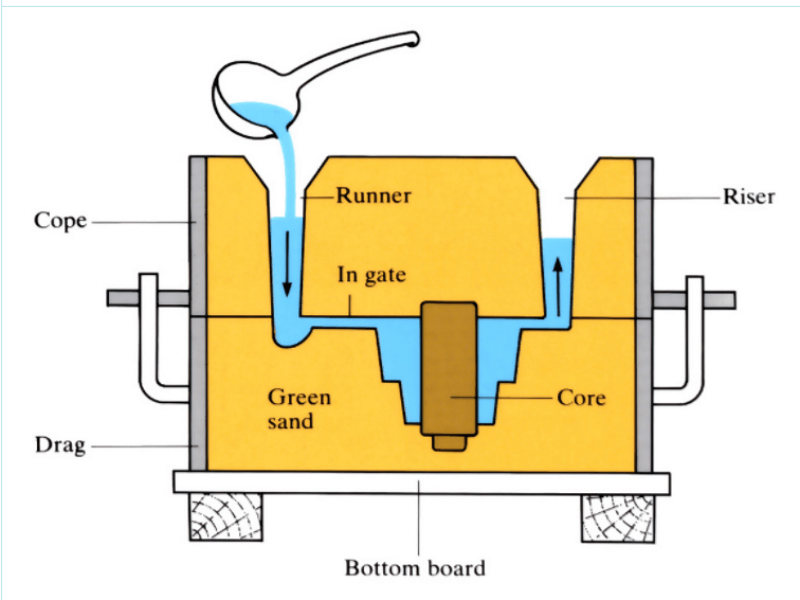
Литье в песчаные формы – это процесс, в котором обычно используется песок с естественной связкой. Вы плотно утрамбуете песок, чтобы поверхность лепки получилась гладкой. Литье в песчаные формы снижает вероятность появления трещин, разрывов и других дефектов.
Вы все еще можете укрепить песок, добавив глину, которая способствует склеиванию частиц. Некоторые из продуктов, получаемых в результате обработки песком, представляют собой блоки двигателя.
Преимущества литья в песчаные формы
- Это недорогой метод литья металла.
- Можно изготавливать детали большого размера.
- Может лить как цветные, так и черные металлы.
b) Литье под давлением
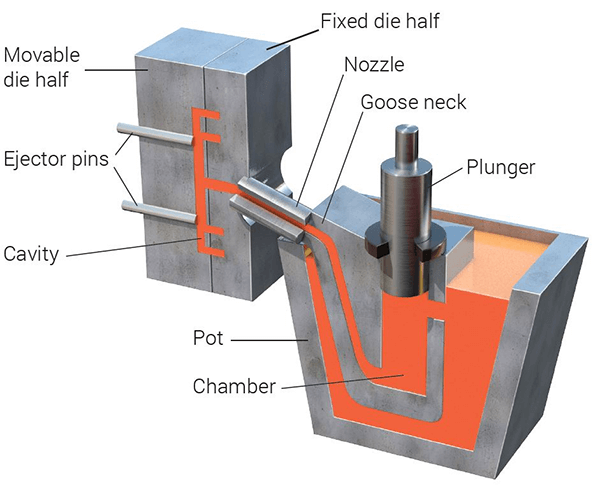
Литье под давлением – это метод литья металлов, при котором формовочные материалы подвергаются воздействию высокого давления. Это сплавы и цветные металлы. Вы можете регулировать температуру штампа, нанеся на него смазку.
Расплавленный металл вводят в матрицу, подвергая ее воздействию высокого давления. Процесс будет продолжаться до тех пор, пока не произойдет застывание заготовки. После завершения процесса вы удалите компонент из штампа.
Некоторые из преимуществ литья под давлением заключаются в следующем:
- Близкие допуски по форме и размеру
- Конечный объект имеет однородный дизайн с постоянством размеров.
- Шансы на обработку после литья низкие.
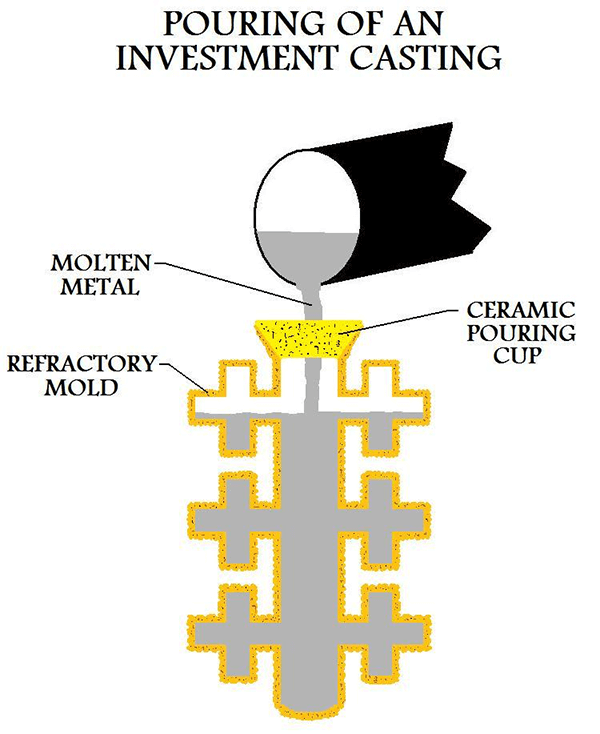
c) Литье по выплавляемым моделям
При использовании этого метода вам потребуется одноразовая восковая выкройка. Вы можете непосредственно ввести этот воск. В качестве альтернативы вы можете предварительно покрыть его жидкостью перед инъекцией. Следовательно, вы заливаете расплавленный материал в указанную металлическую литейную форму и позволяете содержимому затвердеть.
Позже выбросьте объект.
Можно расплавить восковую модель для дальнейшего повторного использования или использовать эту отливку по выплавляемым моделям для изготовления деталей авиакосмической и автомобильной промышленности. Обычно используемые материалы – алюминий и титан.
Метод инвестиций имеет следующие преимущества
- Процесс очень точный с точными размерами
- Можно создавать тонкостенные детали сложной геометрии.
- Метод позволяет лить как цветные, так и черные металлы.
- Процесс имеет отличную чистоту поверхности.
d) Гипсовое литье
Процесс гипсового литья практически аналогичен литью в песчаные формы. Единственная разница в том, что вместо песка используются укрепляющие составы, смесь гипса и воды. На гипсовый узор будет нанесен слой клеящего состава, который предотвратит его прилипание к форме.
Вы можете использовать штукатурку, чтобы заполнить зазоры вокруг форм. После того, как вы воспользуетесь гипсовым материалом, по окончании процесса его необходимо заменить на новый. Основная причина в том, что он ломается или трескается. Однако гипсовый материал имеет следующие преимущества:
- Метод гарантирует получение гладкой поверхности.
- Вы можете применять его при отливке сложных металлических форм с использованием тонких стенок.
- Он формирует большие детали с меньшими затратами по сравнению с другими методами, такими как литье по выплавляемым моделям.
- Пользователю понравится высокая точность размеров.
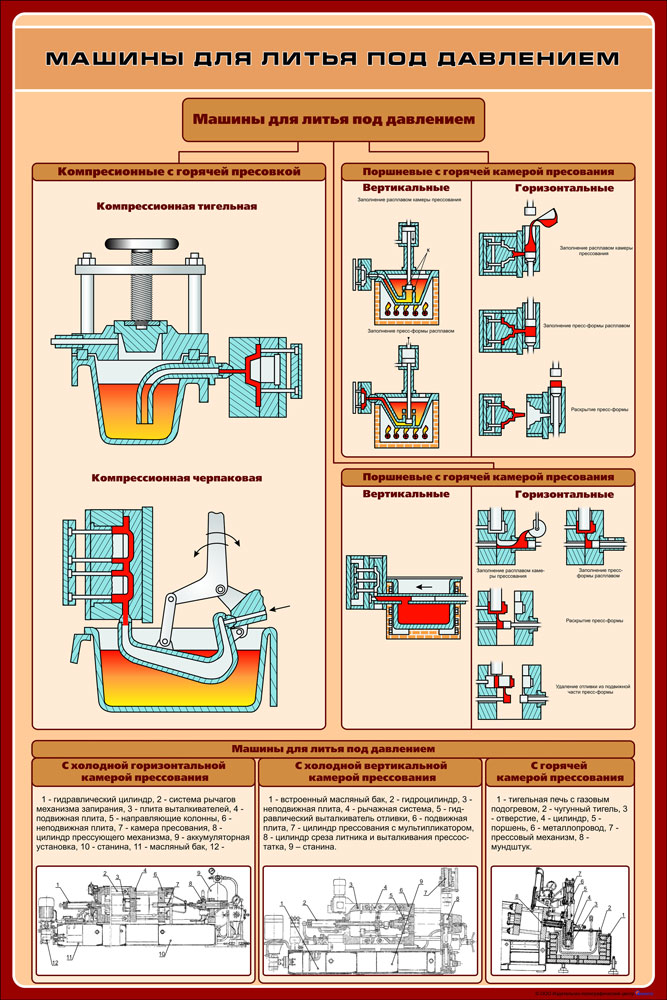
Что такое литье под давлением
При литье под давлением металлический сплав в жидком или твердожидком состоянии подается в камеру прессования специальной машины, откуда под давлением 20. . .250 МПа, создаваемым перемещающимся в этой камере поршнем, со скоростью от 1 до 60 м/с через тонкий (0,1. . . 0,3 мм) щелевой питатель заполняет полость подогретой и смазанной пресс- формы и затвердевает в ней При раскрытии пресс-формы отливка выталкивается.
Литьем под давлением можно получать сложные (например, корпус карбюратора автомобиля, блок цилиндров двигателя внутреннего сгорания) тонкостенные (до 1 мм) отливки с мелкими (диаметром до 1 мм) длинными отверстиями, с готовой резьбой, надписями, рельефом, накаткой, с шероховатостью поверхности не хуже Ra = 2,5, с точностью размеров до 9-го квалитета, с припусками на обработку резанием 0,3. . . 0,5 мм из цинковых, алюминиевых, магниевых и медных сплавов в течение 0,08. . . 0,7 мин.
Впервые литье под давлением было применено Г. Бруссом в 7 г. при изготовлении литер для набора форм высокой печати в полиграфии. В 8 г. был получен первый патент на поршневую машину для заливки металла под давлением. В машиностроении литье под давлением начали применять с 1849 г. для производства мелких деталей из оловянно-свинцовых сплавов. Машина конструкции В. Стуржиса, используемая для этих целей, имела ручной поршневой привод, с помощью которого в камере прессования, расположенной внутри тигля с расплавленным металлом, создавалось давление 100. . .150 Па. В 60-х гг. XIX в. литье под давлением стали применять для изготовления отливок из сплавов на цинковой основе. Для повышения производительности ручной привод в поршневых машинах заменили пневматическим В конце XIX в были сделаны попытки использовать при литье под давлением алюминиевые, а затем и медные сплавы.
В 1924 г. специалисты фирм Ekkert (Германия) и Polak (Чехословакия) сконструировали и изготовили машины с холодной вертикальной камерой прессования.
В СССР промышленное освоение литья под давлением началось в 1920-е гг. В 1923 г. А. Ф. Дурниенко в Москве, а в 1925 г. инженер Б.Ю. Юнгмейстер в Ленинграде организовали первые производства отливок под давлением. В 8 г. в СССР были выпущены серии машин ОВП с холодной камерой, расположенной непосредственно в пресс-форме. В 9 г. на заводе «Красная Пресня» изготовили машину модели ЛД-7 с вертикальной камерой прессования.
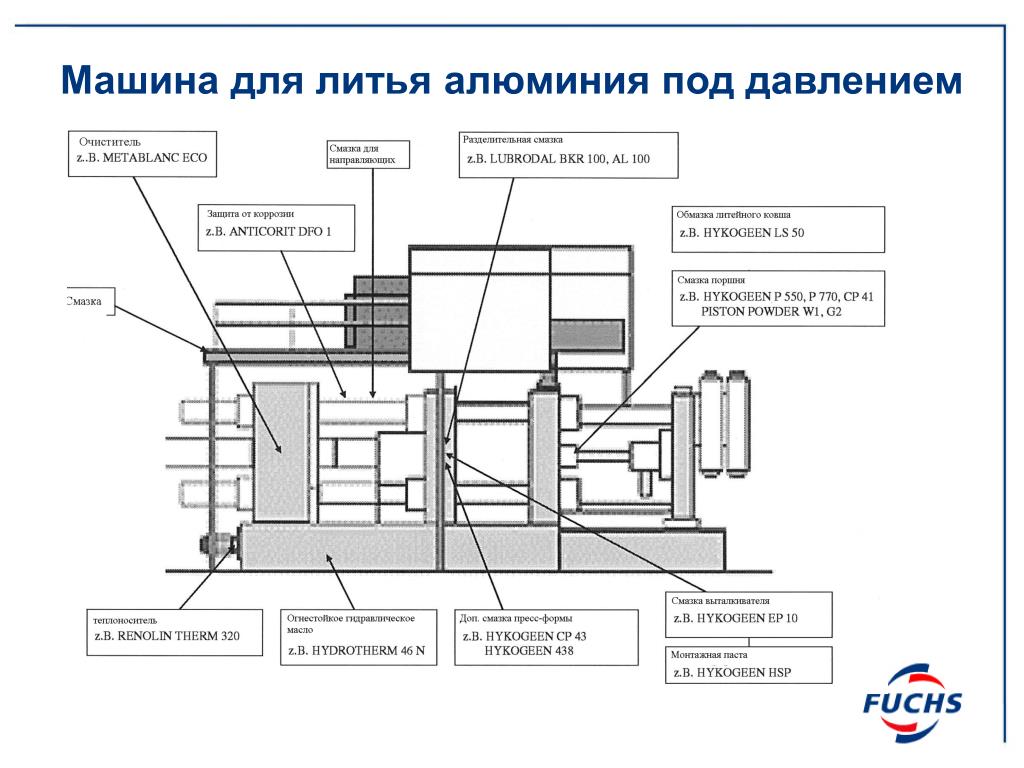
Оборудование для литья под давлением
Центральным узлом любого оборудования, предназначенного для литья пластика под давлением, является пресс-форма, от качества которой довольно сильно зависит качество готовой продукции. Кроме пресс-форм требуются также средства подготовки и подачи сырья, подогрева и поддержания температуры, подачи расплава в пресс-форму, постепенного охлаждения пресс-формы, заполненной под давлением исходным материалом, а также средства механизации и автоматизации процесса, облегчающие работу, увеличивающие ее производительность и повышающие качество готовой продукции. В зависимости от конкретных условий, указанный комплект может быть полным, включающим в себя все перечисленное и даже более, или неполным, ограничивающимся пресс-формой и минимумом навесного оборудования.
Надо сказать, соответствующее оборудование (машины для литья под давлением) изготавливается в современном мире самое различное, поэтому познакомиться со всем его многообразием нет никакой возможности. Но, как пример, мы можем рассмотреть чуть подробнее саму процедуру литья под давлением. Упрощенно сам принцип этой технологии выглядит примерно так:

Рисунок: слева – исходный пласт-порошок поступает в цилиндр, справа – процесс прессования.
Порошок полимера (например, полиэтилена) подается через приемный бункер литьевого аппарата в цилиндр, в котором под воздействием подогрева расплавляется. После этого цилиндр примыкает своим соплом к собранной форме, а плунжер от воздействия подаваемого на него давления перемещает расплавленный материал влево (см.рис.), заполняя им полость формы. В итоге объем формы заполняется расплавленным полимером, после чего плунжер убирается в крайнюю правую позицию (см.рис). После этого расплаву дается возможность остыть, тем самым образовав готовое твердое изделие. После достаточного остывания форма разделяется, и из нее вынимается готовое изделие. Далее весь цикл начинается заново.








Таким образом, в данном технологическом процессе можно условно выделить такие фазы:
- дозируется исходный материал и далее отмеренная доза загружается в рабочий цилиндр;
- плавление исходного материала;
- подача (как правило, путем впрыска) расплавленного исходного пластика в сцепленную форму;
- выдерживание пластика в форме под давлением в течение необходимого времени;
- охлаждение достигшего заданной формы изделия во всем объеме;
- разделение формы с удалением из нее уже готового изделия.
Температуру пластикации материала необходимо поддерживать на уровне, превышающем температуру текучести пластика на 10 – 20°С. Если поднять значение температуры еще выше, то уменьшится вязкость расплава, а значит, облегчатся условия формовки изделия, повысится производительность процесса, однако одновременно с этим резко увеличивается и скорость старения пластика, что недопустимо.
Рабочую температуру формы следует держать несколько ниже температуры размягчения пластика, однако слишком заниженное ее значение может стать существенной преградой для нормального заполнения формы во время впрыска расплавленного пластика. Ввиду противоречивости требований выбрать оптимальное значение температуры проще всего экспериментально. Время изготовления готового изделия определяется суммой времен подачи порошка, его плавления, впрыскивания расплавленного материала внутрь полости формы, выдержки заготовки под необходимым давлением, охлаждения.
Выдержка изделия под давлением должна заканчиваться, как только застынет расплав во впускных каналах формы. Требуемая продолжительность времени зависит от свойств конкретного пластика, от температуры расплавленного пластика, от температуры формы, от свойств литниковой системы. Длительность охлаждения зависит от степени нагрева материала и формы, объемом изделия. Именно это время (длительность охлаждения) вносит самый большой вклад в общую длительность цикла.
Наибольшая доля отходов при литье под низким давлением – это пластик, застывший в литниках. Однако все отходы литья, осуществляемого по данной технологии, могут быть использованы повторно.
Примеров подобного оборудования в Интернете можно найти множество в силу распространенности как полиэтилена, так и технологий его получения и применения, например, видео процесса литья под давлением вы можете увидеть ниже.
https://youtube.com/watch?v=iaDOjuoOZxI
Литье по замораживаемым ртутным моделям
Еще один вид литья выполняют по замораживаемым ртутным моделям. По сути, этот вид повторяет технологию литья по восковым моделям. Но есть и некоторые отличия. Так, ртуть обладает меньшим объемным расширением, чем воск 3,4% против 9%. Ртутные модели применяют для работы с титаном, особо прочными сталями и некоторыми цветными металлами. Такой вид литья позволяет получать отливки диаметром порядка одного метра и весом до 140 кг. Порядок производства формы по ртутной модели включает в себя: 
- Заливку ртути, в форму, изготовленную из стали. Такая форма собирается из двух частей и плиты их разделяющей. Такой подход позволяет получить модель по частям.
- После того как ртуть заполнила форму, ее погружают в смесь, состоящую из сухого льда и ацетона. Температура смеси составляет -73 °C. Погружение должно происходить с небольшой скоростью. Это позволяет не допустить образование пустот, заполнить все углубления и точно повторить все очертания модели.
- По окончании процесса заморозки, разделяющую плиту удаляют и модель становиться одним целым.
- Формирование литниковой системы и ее присоединение к полученной модели.
- Полученную модель погружают в раствор керамики. Так, происходит получение начального слоя оболочки формы.
- По мере просыхания первого слоя комплект погружают в керамический раствор более высокой плотности. Так получают второй слой. Для получения следующих слоев эту операцию необходимо выполнить несколько раз.
- После того как форма готова из нее удаляют ртуть. Для этого в форму заливают этот же материал, но имеющим комнатную температуру.
- Готовая форма должна быть помещена в печь, разогретую до 1010 °C и находится там, в течение двух часов. За это время из нее будут удалены летучие составляющие. После термической обработки форму охлаждают на воздухе.
 Перед тем как заливать металлический расплав в такие формы, ее необходимо подогреть. Заливку такой формы выполняют в вакууме. Это обусловлено тем, в ней остаются пары ртути небезопасные для человека. Использование такого вида литья позволяет получать отливки с небольшой толщиной стен.
Перед тем как заливать металлический расплав в такие формы, ее необходимо подогреть. Заливку такой формы выполняют в вакууме. Это обусловлено тем, в ней остаются пары ртути небезопасные для человека. Использование такого вида литья позволяет получать отливки с небольшой толщиной стен.
Узел прессования машин литья под давлением
Главным механизмом машины литья под давлением является узел прессования. Большая часть машин снабжена механизмами прессования с мультипликацией давления рабочей жидкости в период после прессования, называемый подпрессовкой. В таких машинах для перемещения пресс-поршня и поршня мультипликатора используется один и тот же аккумулятор (рис. 11). При его конструировании стараются достичь высокой скорости прессования и минимального времени подпрессовки.

Рис. 11. Механизм прессования фирмы Jdra (Италия)
Механизм состоит из цилиндра прессования 4, пресс-поршня 3, мультипликатора 10, поршня мультипликатора 11, аккумулятора 7, обратного клапана 9, путевых переключателей 1 и 2, клапанов 6 и 8, аккумулятора мультипликатора 5 и стержня 12. Мультипликатор крепится вертикально к цилиндру прессования, а поршневой аккумулятор 7 установлен непосредственно на цилиндре прессования 4. Он обеспечивает вторую и третью фазы прессования, а первая фаза осуществляется путем подачи жидкости насосом (стрелка А) . Ручным регулятором клапана 6 настраивается скорость прессования, а регулятором клапана 8 — время подпрессовки. Стержень 12 позволяет контролировать ход поршня мультипликатора и момент начала его движения.
Механизмы с одним аккумулятором имеют более простое конструктивное исполнение, но зависят от технологических параметров литья. Низкие скорости приводят к увеличению времени подпрессовки, что уменьшает технологические возможности механизма Механизмы с двумя аккумуляторами более сложны по конструкции, но в них время подпрессовки не зависит от скорости прессования.
В механизмах прессования с мультипликатором инерционность поршня приводит к увеличению времени подпрессовки и повышенным пикам давления при переходном процессе, поэтому были разработаны и изготовлены механизмы прессования без мультипликатора В них для выполнения подпрессовки используются аккумуляторы высокого давления. Примером такого механизма может служить механизм прессования фирмы Fries (ФРГ) (рис. 12).
На первой фазе жидкость из аккумулятора 5 через клапан 7 по каналу 8 подается в поршневую полость цилиндра прессования 1, сообщая пресс-поршню 11 медленное перемещение. Скорость пресс- поршня на этой фазе регулируется клапаном 7. Эта фаза продолжается до тех пор, пока задний торец пресс-поршня 11 не откроет канал 9 После этого начинается вторая фаза прессования, которая продолжается до заполнения камеры металлом. По команде от конечного выключателя открывается клапан 6 и пресс-поршень начинает ускоренно перемещаться. Для регулирования скорости прессования на третьей фазе служит регулятор клапана 6
Конечный выключатель, который настраивается в зависимости от пути пресс-поршня 11, включает четвертую фазу — подпрессовку В это время открывается клапан 2 и жидкость из аккумулятора высокого давления 3 поступает в поршневую полость цилиндра прессования.
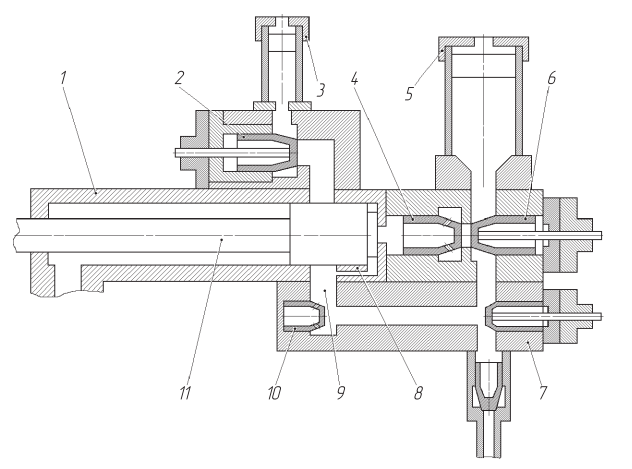
Рис. 12. Механизм прессования без мультипликатора
Закрываются обратные клапаны 10 и 4, и жидкость под высоким давлением из аккумулятора 3 передается в поршневую полость цилиндра 1, осуществляя подпрессовку. Давление мультипликации регулируется изменением давления в аккумуляторе 3, для настройки времени подпрессовки служит регулятор клапана 2.
Механизму присущи все те недостатки, которые имеют механизмы с включением подпрессовочного устройства по пути движения пресс-поршня.
Машины литья под давлением чаще всего работают в полуавтоматическом режиме Дополнительно механизируют и автоматизируют следующие операции:
- смазывание форм камеры прессования и машины;
- подогрев или охлаждение полуформ;
- извлечение отливки и транспортирование ее от машины к обрезному прессу;
- подача порции жидкого сплава в камеру прессования (пневматический, магнитодинамический или механический манипулятор);
- пополнение тигля жидким металлом (для машин с горячей камерой прессования);
- установка арматуры в форме.
Эти мероприятия должны повысить темп работы машины и уменьшить процент брака. Отдельные комплекты для автоматизации процессов литья под давлением изготовляет ОАО «Кузлит- маш» (г. Пинск) . Автоматизация может достигнуть такого уровня, что машина станет автоматизированным комплексом.








Основным средством автоматизации процессов литья под давлением является применение дозаторов расплавленного металла, которые могут быть нескольких видов:
- пневматические;
- механические поворотные;
- механические на монорельсе
Область применения титановых сплавов
Титан обладает прекрасными конструкционными свойствами: он прочен (вдвое прочнее алюминия), легок (почти вдвое легче стали), упруг, не ржавеет, хорошо выдерживает напряжения растяжения, сжатия и скручивания. От широкого применения легкого и прочного металла сдерживает его высокая стоимость и сложность обработки. Из титана делают самые ответственные высоконагруженные детали в аэрокосмической отрасли – там, где малый вес важнее высокой цены. Это как детали планера самолета, так и детали двигателя – крыльчатки нагнетателей и воздухозаборники.  Титан также широко применяется в производстве вооружений – от деталей стрелкового оружия и бронежилетов до корпусов подводных лодок, выдерживающих погружение на рекордные глубины в 1000 метров. В нефтегазовой отрасли литье титановых сплавов применяется для изготовления труб и запорной арматуры для установок нефтегазодобычи, нефтепроводов и нефтегазоперерабатывающих заводов.
Титан также широко применяется в производстве вооружений – от деталей стрелкового оружия и бронежилетов до корпусов подводных лодок, выдерживающих погружение на рекордные глубины в 1000 метров. В нефтегазовой отрасли литье титановых сплавов применяется для изготовления труб и запорной арматуры для установок нефтегазодобычи, нефтепроводов и нефтегазоперерабатывающих заводов.
Прокат и литье из титана применяется также для производства деталей элитных и гоночных автомобилей и мотоциклов, велосипедов и часов. Благодаря физиологической инертности из титановых сплавов делают также зубные и костные протезы.
Геометрия дизайна [ править ]
| Этот раздел требует дополнительных ссылок для проверки . Пожалуйста, помогите улучшить эту статью , добавив цитаты из надежных источников . Материал, не полученный от источника, может быть оспорен и удален. ( Декабрь 2017 г. ) ( Узнайте, как и когда удалить этот шаблон сообщения ) |
При создании параметрической модели литья под давлением необходимо учитывать ряд геометрических особенностей:
- Осадка – это величина наклона или конусности, придаваемая стержням или другим частям полости матрицы для облегчения выталкивания отливки из матрицы. Все литые под давлением поверхности, параллельные направлению раскрытия матрицы, требуют вытяжки для правильного выброса отливки из матрицы. Отливки под давлением с правильной вытяжкой легче снимаются с матрицы, что позволяет получать высококачественные поверхности и более точную готовую продукцию.
- Скругление – это криволинейное соединение двух поверхностей, которые в противном случае встретились бы в остром углу или крае. Проще говоря, в отливку можно добавить скругления, чтобы удалить нежелательные края и углы.
- Линия разделения представляет собой точку, в которой соединяются две разные стороны формы. Расположение линии разъема определяет, какая сторона матрицы является крышкой, а какая – выталкивателем.
- В отливки под давлением добавляются выступы, которые служат в качестве опор и точек крепления для деталей, которые необходимо установить. Для максимальной целостности и прочности отливки под давлением бобышки должны иметь универсальную толщину стенки.
- Ребра добавляются к литью под давлением, чтобы обеспечить дополнительную поддержку для конструкций, требующих максимальной прочности без увеличения толщины стенок.
- Отверстия и окна требуют особого внимания при литье под давлением, потому что периметры этих элементов будут прижиматься к штампованной стали во время затвердевания. Чтобы противодействовать этому эффекту, следует добавить большую тягу к отверстиям и оконным элементам.
Общая информация #Литье металлов_иннов_описание
2.1 Описание назначения #Литье металлов_иннов_назначение
Литьём под давлением изготавливают:
- детали автомобильных двигателей (в том числе алюминиевые блоки, детали карбюраторов);
- детали сантехнического оборудования;
- детали бытовых приборов (пылесосы, стиральные машины, телефоны);
- детали приборов
- детали кораблей
- детали самолетов
- детали для аэрокосмической промышленности
- детали автомобилей
- корпуса электродвигателей
- детали для энергетической промышленной
- деталей для централизованного отопления квартир и домов
Также литьё под давлением используется при производстве компьютеров, смартфонов и прочей электроники.
Практически любую деталь из алюминия можно отлить на машинах литья под давлением. Поскольку при литье под давлением можно получить детали с высокими допусками по пористости и плотности изделия.
2.2 Используемые материалы #Литье металлов_иннов_материалы
Способ литья под давлением применяется для сплавов цветных металлов (на основе цинка, алюминия, меди, магния, сплав олово-свинец) из-за их низкой температуры плавления, а также для некоторых сталей.Важнейшее свойство металла, который предполагается использовать для литья, – его текучесть. Сплав в расплавленном виде должен максимально легко перетекать из одного тигля в другой, заполняя при этом его мельчайшие выемки. Чем выше текучесть, тем тоньше стенки можно сделать у готового изделия. С металлом, который растекается плохо, намного сложнее. В обычных условиях он успевает схватиться значительно раньше, чем заполнит все промежутки формы. Именно с этой сложностью промышленники сталкиваются, когда выполняют литье сплавов металлов.Наиболее востребованными в промышленности являются металлы, имеющие низкую температуру плавления, так как их производство менее затратное. Чем ниже температура плавления материала, тем легче производится его отливка.
2.3 Описание технологического процесса #Литье металлов_иннов_процессы
Современное литейное производство кроме традиционной технологии заливки жидкого металла в песчаные формы применяют и другие высокотехнологичные, производительные способы литья:
- вакуумный;
- центробежный;
- под давлением;
- центробежный;
- оболочковый;
- многократный;
- ртутный;
- по выплавляемым моделям;
- электрошлаковый.
Чаще всего сегодня в промышленных масштабах используются следующие технологии производства:
- в металлические формы (коколь);
- статическое литье;
- отливка под давлением;
- в оболочковые формы;
- в выплавляемые модели.
Отливка под давлением
- Первый этап, это раскрытие пресс-формы и смазка. Это необходимо для того, чтобы готовая отливка легко отходила от полостей пресс-формы и металл в поршне не застывал до того, как он будет запрессован. Также образуется пленка, которая помогает стабилизировать температуру и защищает поверхность пресс-формы, что увеличивает срок службы оснастки.
- Второй этап, это смыкание пресс-формы. Усилие смыкания пресс-формы эта та характеристика, которая по современной классификации дает название всей машине, то есть например если у машины литья под давлением название C300D, то ее усилие смыкания 3000 кило-Ньютонов или 300 тонн и она является аналогом машины литья под давлением 711А08 по Советской классификации. Другими словами такая машина способна сдержать металл, который создает усилие, стремящееся раскрыть пресс-форму в триста тонн.
- Третий этап, это заливка металла в поршень. После смазки пресс-формы и поршня рабочий зачерпывает из печи необходимое количество металла и заливает его в горловину поршня.
- Четвертый этап, это запрессовка металла. Поршень под воздействием пневматики, в которую как правило закачан азот, совершает поступательное движение и закачивает метал в камеру прессования.
- Пятый этап, это снятие готового изделия.
2.4 Серийность (#Литье металлов_иннов_серийность)
Данный метод изготовления заготовок отличается высокой производительностью. Но иногда чтобы переналадить линию для выпуска новой заготовки требуется вложить значительные средства, так как оборудование и оснастка очень дорогие (литье металлов под давлением).
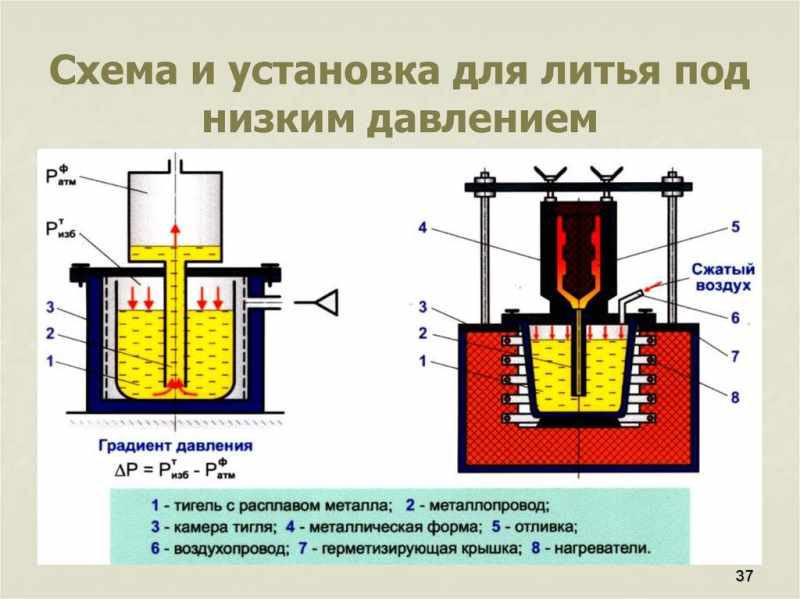
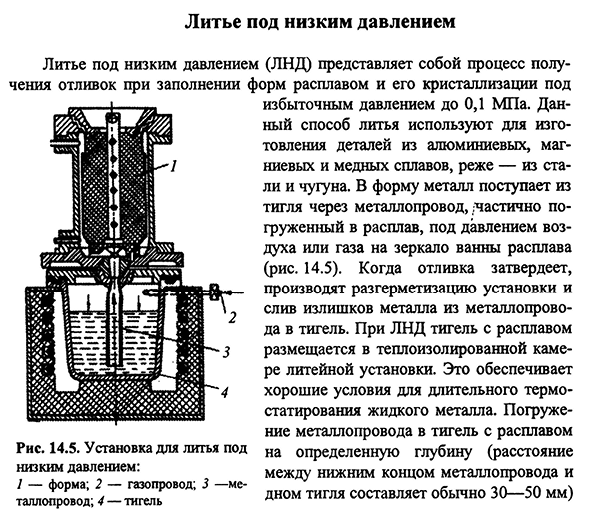
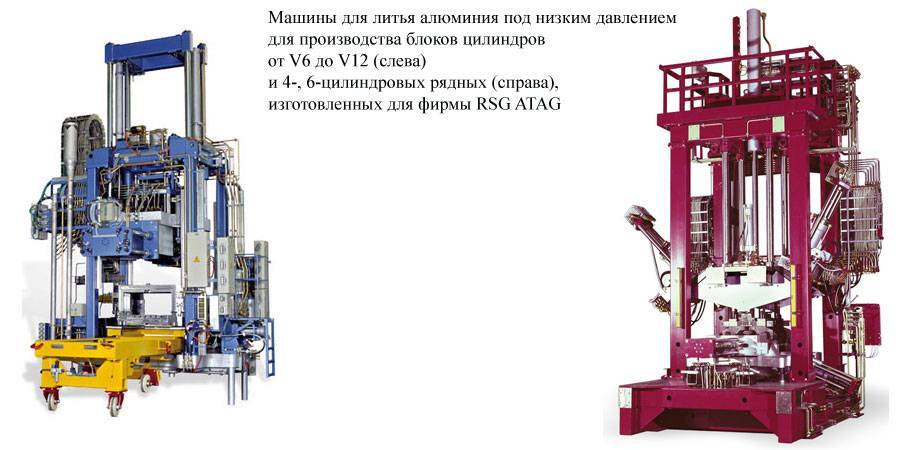
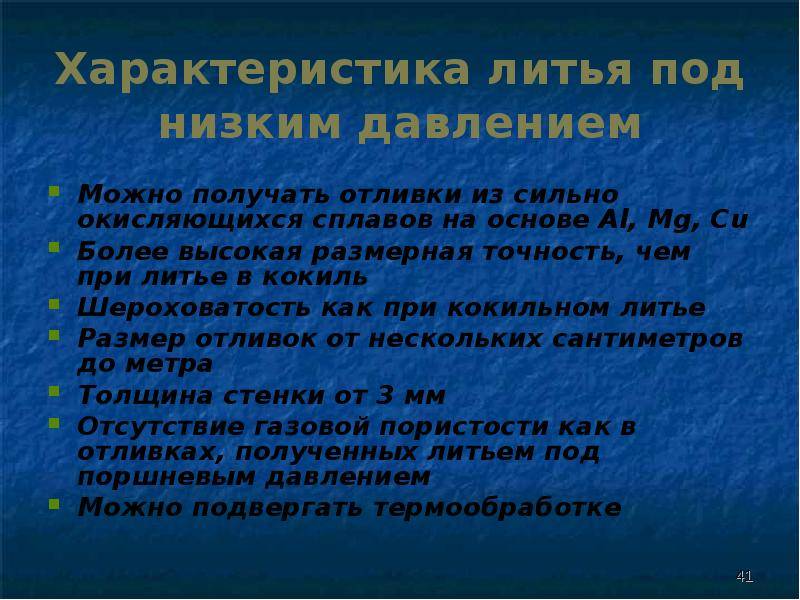
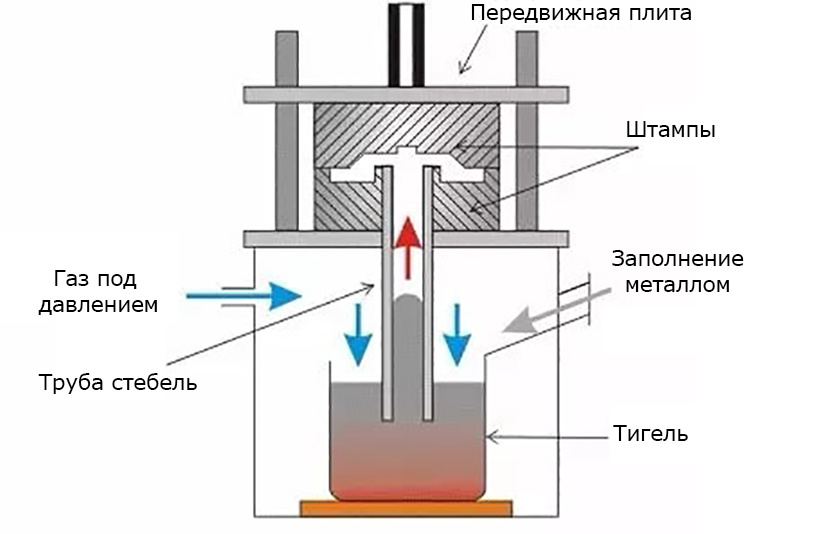
Технология литья под невысоким давлением
Установка для литья малого давления это не простой и глубоко автоматический производственный комплекс, с очень невысоким количеством ручных операций.
Комплекс находится в герметичной камере и в себя включает:
- тигель для расплавления шихты;
- опускаемый в тигель металлопровод;
- форму с каналами подачи расплава и системой газоотведения;
- магистрали из труб для наддува воздуха или благородного газа;
- автоматика температурного регулирования и давления.
Избыточное невысокое давление заставляет жидкий металл подниматься вверх по опущенному в расплав металлопроводу и заполнять собой все пустоты формы. По завершении заливки останки металла стекают назад в тигель и не тратятся коту под хвост на заполнение литниковой системы. После того как остынет отливки до температуры которая задана газы через системы фильтрации выпускают в атмосферу. Нахождение вредных для человеческого здоровья веществ в середине герметичного объема и их фильтрация совершенствуют условия труда и общую экологичность производства.
Главными параметрами комплекса, определяющими продуктивность и производственные возможности, считаются:
- объем работы герметичной камеры;
- площадь внутреннего сечения металлопровода;
- максимальное давление;
Характерности литья под давлением заключаются в том, что по мере расходования расплава уровень его в тигле становится невысоким, исходя из этого возрастает объем камеры и в ней уменьшается давление. Другой значительной спецификой считается возможность последовательного отвердевания отливки. Чтобы выдерживать заданную скорость подачи расплава, нужна четкая работа систем автоматизированного поддержания основных показателей.





Смазки для литья под давлением, помимо создания разделительного слоя и препятствования появлению задиров, должны также помогать прекрасному качеству поверхности, гарантировать невысокое кол-во случаев облоя и нагара и наращивать ресурс пресс-формы.
Формы для литья
Самый древний вид форм – это формы из песчано-глиняной формовочной смеси, или «земли». Исторически центры металлургии возникали рядом с местами залегания уже готовых по своему составу для литья песков, например, рядом с всемирно известным Каслинским чугунным заводом. Смеси делятся на обмазочные и наполнительные.  Для построения любой матрицы требуется модель – макет будущего изделия в натуральную величину, но несколько больших размеров – на величину литейной усадки. Модель помешают по центру опалубки, или опоки, и наносят на нее слой обмазочной смеси – термостойкой и пластичной. Потом начинают послойно, тщательно трамбуя каждый слой, заполнять опоку наполнительной смесью. Требования к наполнительным смесям намного ниже, чем к обмазочным – они должны выдерживать давление залитого металла, сохраняя конфигурацию отливки, и обеспечивать выход плавильных газов. После модель извлекают из формы и на ее место заливают расплав. Для отливок сложной конфигурации, имеющих замысловатые детали и внутренние полости, применяют составные модели и формы из нескольких частей.
Для построения любой матрицы требуется модель – макет будущего изделия в натуральную величину, но несколько больших размеров – на величину литейной усадки. Модель помешают по центру опалубки, или опоки, и наносят на нее слой обмазочной смеси – термостойкой и пластичной. Потом начинают послойно, тщательно трамбуя каждый слой, заполнять опоку наполнительной смесью. Требования к наполнительным смесям намного ниже, чем к обмазочным – они должны выдерживать давление залитого металла, сохраняя конфигурацию отливки, и обеспечивать выход плавильных газов. После модель извлекают из формы и на ее место заливают расплав. Для отливок сложной конфигурации, имеющих замысловатые детали и внутренние полости, применяют составные модели и формы из нескольких частей.  Литье также осуществляется и в металлические формы. Их применяют при больших тиражах отливаемых деталей, в тех случаях, когда требуется высокая точность размеров и низкая шероховатость поверхности отливки, а также для некоторых металлов, активных в нагретом состоянии. Температура плавления материала формы должна быть существенно выше, чем температура отливаемого расплава.
Литье также осуществляется и в металлические формы. Их применяют при больших тиражах отливаемых деталей, в тех случаях, когда требуется высокая точность размеров и низкая шероховатость поверхности отливки, а также для некоторых металлов, активных в нагретом состоянии. Температура плавления материала формы должна быть существенно выше, чем температура отливаемого расплава.
Назначение системы
Транспортировка жидкого расплава без разрушения стенок, равномерное заполнение полости формы с постоянной скоростью считают назначением литниковой системы. Одновременно лабиринт ходов из стояков, питателей и прибылей:
- отделяет шлак от металла;
- не пропускает и отделяет воздух;
- выводит скопившиеся газы;
- регулирует кристаллизацию;
- питает форму при остывании.
Форма деталей литниковой системы препятствуют контакту поверхности остывающей отливки с воздухом, обеспечивает равномерное охлаждение без переходных зон и мест быстрой кристаллизации.
Литейное производство включает в себя создание контуров изготавливаемых деталей с необходимыми технологическими уклонами и допусками на обработку. После этого в прессформах делается система питания – ЛПС. Она рассчитывается с учетом равномерного заполнения всей пустоты исходя из формы будущей детали и толщины ее стенок.
Расположение и тип литниковой системы подбирается исходя из конфигурации заготовки, ее размеров. Металл должен заполнить все пространство равномерно, с одинаковой скоростью, не разрушив внутренние стенки прессформы.





