

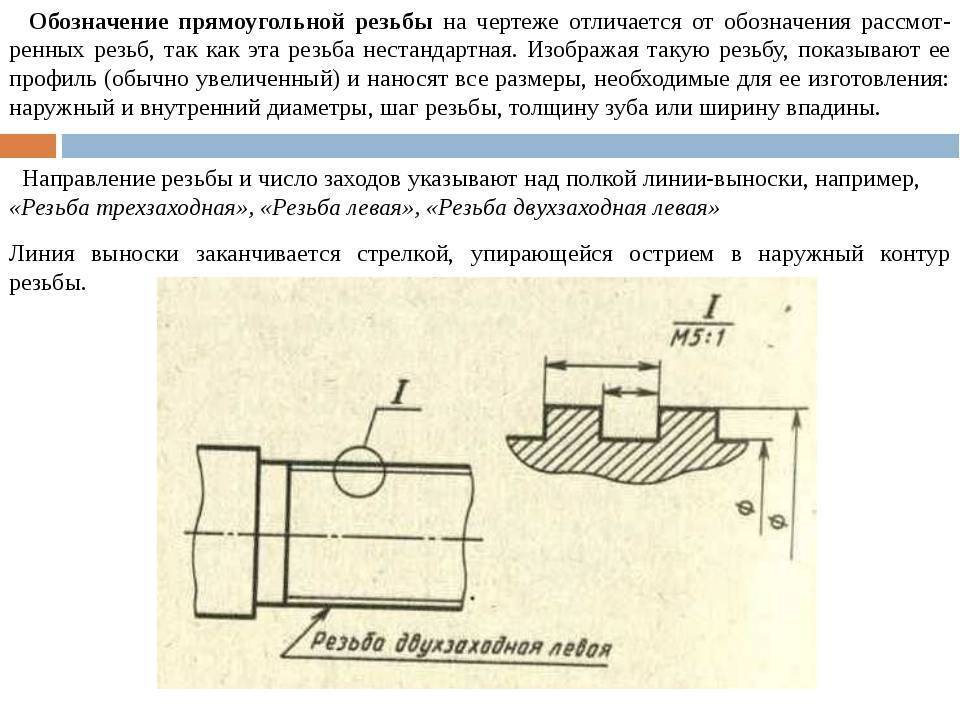
Левая резьба. Особенности применения
Если есть вопросы по крепежу с левой резьбой,позвоните нам, мы проконсультируем Вас! Одна из основных характеристик резьбы – направление вращения профиля. Существуют два основных вида крепежа, соответствующих этому признаку – с правой и с левой резьбой. Резьба правая, если с вращением по часовой стрелке выступы удаляются от наблюдателя. На левой резьбе с вращением по часовой стрелке выступы приближаются. Стандартной считается правая резьба. Львиная доля крепежа выпускается именно с такой. В каких случаях применяется левая резьба?
В стяжных конструкциях на вращаемой детали предусмотрена разнонаправленная резьба. С одной стороны левая, а с другой правая. Вращая такое устройство присоединяемые детали будут либо сближаться, либо удаляться. Ярким примером такого устройства является талреп. В корпусе талрепа (он может быть открытым или закрытым) с одной стороны резьба левая, а с другой – правая. При его вращении ответные детали – это может быть винт с крюком, кольцом, ушком – либо сближаются, либо удаляются. Так с помощью левой резьбы производится натяжение тросов, установка мачт или навесов, закрепляется оборудование или техника на платформе. Другой пример – ниппель для секционного радиатора. Имея с двух сторон разнонаправленную резьбу, с помощью специального ключа им стягивают секции алюминиевых, биметаллических, чугунных радиаторов.
– для предотвращения самоотвинчивания
Гайка или винт, закрепляющие деталь на вращающемся валу, должны затягиваться по направлению вращения вала. В противном случае резко возрастает вероятность самоотвинчивания крепежа. Поэтому, резьбовой крепеж с левой резьбой часто востребован для комплектации таких изделий или оборудования. Примерами могут служить крепление педали велосипеда, лопастей вентилятора, дисков угловых шлифмашин (некоторые модели), колеса некоторых моделей автобусов и много других устройств.
– защита от стандартных операций
Часто крепеж с левой резьбой применяется на аналогичном оборудовании, представляющем повышенную опасность. Если существует вероятность ошибиться в присоединении изделий, то на одном из них делают правую резьбу, а другом левую. По этому принципу сконструированы присоединительные резьбы для редуктора баллона с сжатым газом. Пропановый баллон имеет левую резьбу, кислородный – правую. Таким образом, невозможно присоединить к кислородному баллону редуктор от баллона с горючим газом.
Многие производители, особенно в автостроении, используют крепеж с левой резьбой для защиты от установки неоригинальных изделий. Такой маркетинговый ход, во-первых, делает изделие более индивидуальным. Во-вторых, гарантирует, что во время ремонта или замены будет использован только оригинальный крепеж от производителя.
Отличия левой резьбы от правой
Одной из главных характеристик винтового соединения является направление резьбы при вращении деталей. От качества соединений, считающихся ответственным и важным элементом, зависит полноценная работа механизма и целостность любой конструкции.
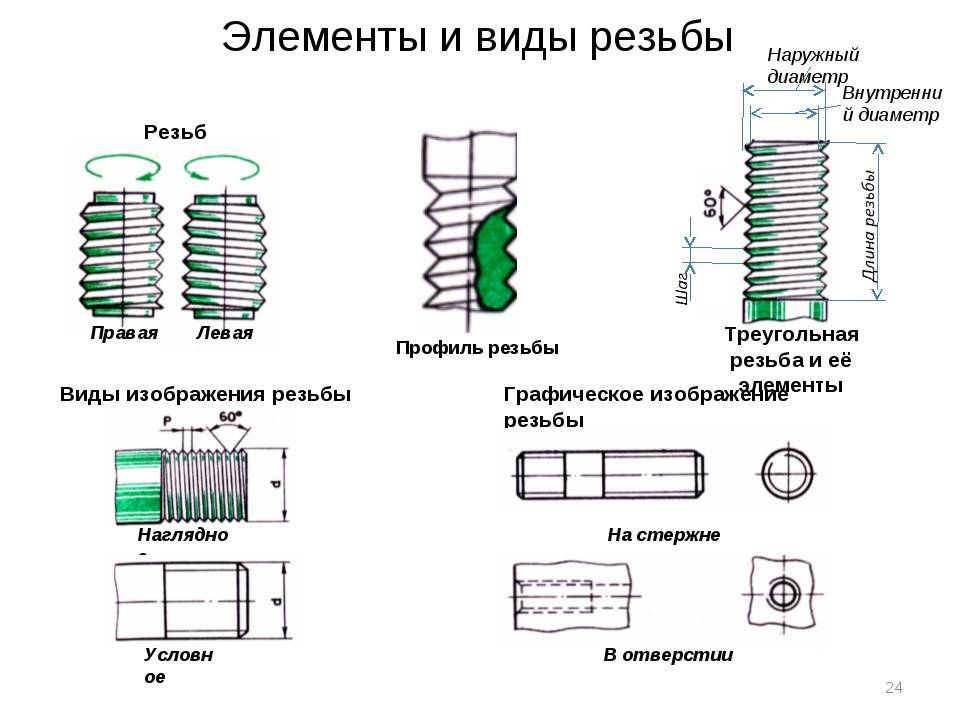
Различают в механике два основных типа крепежа изделий. При стандартной резьбе линии витков удаляются к смотрящему по часовой стрелке. При левосторонней нарезке выступы на винте приближаются к нему слева, двигаясь против часовой стрелки.
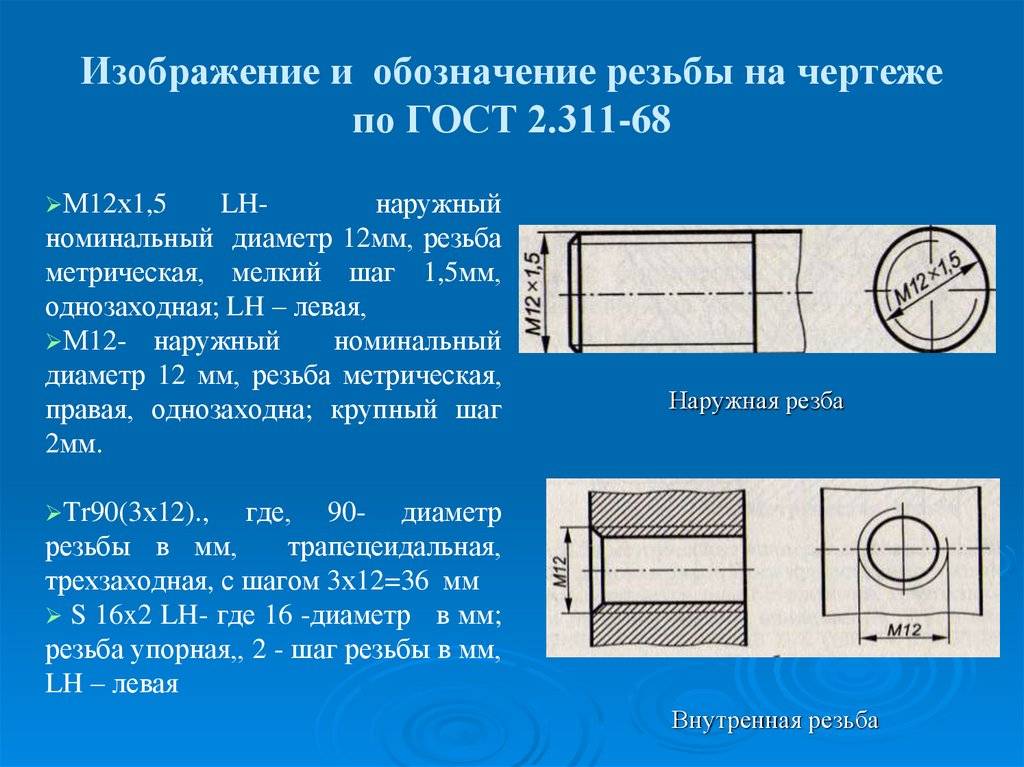
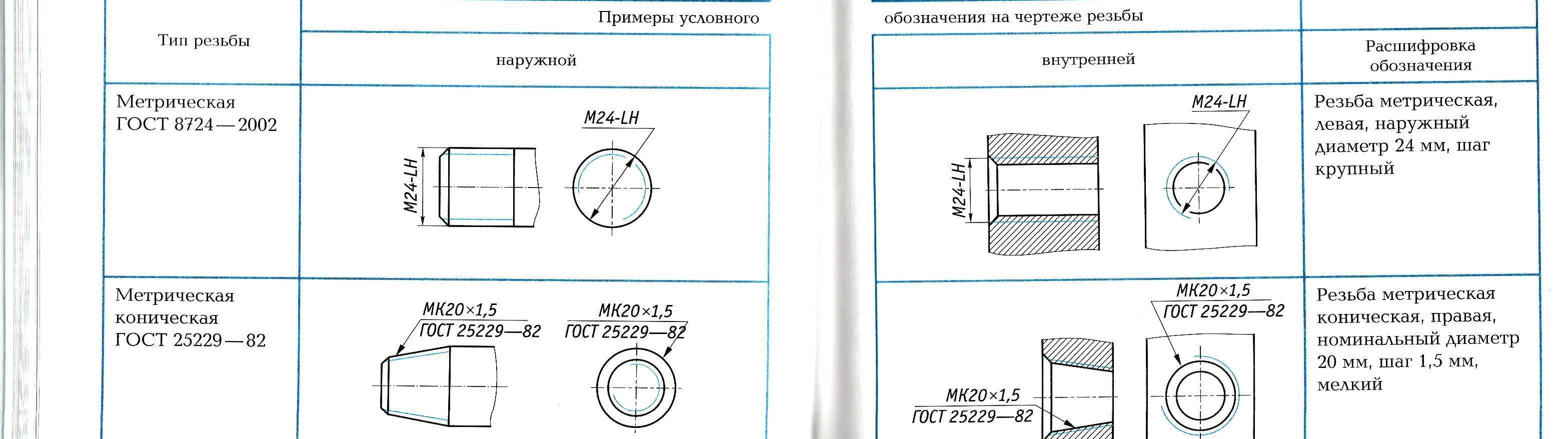
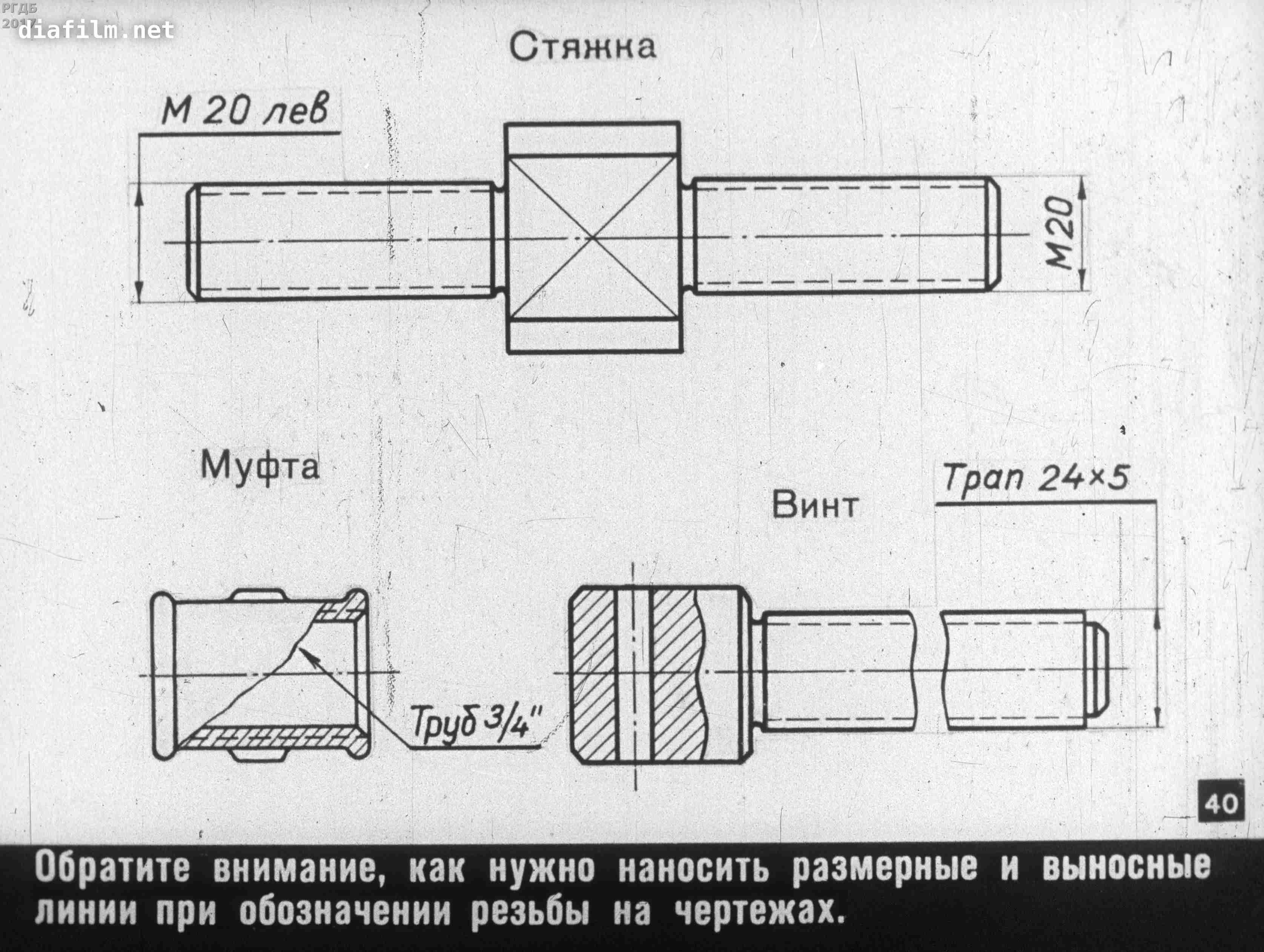
Таким образом, направление вращения витков (спирали) на винте дает возможность отличить правую резьбу от левой. На шестиграннике болтов, шпильках, гайках и штуцерах левостороннюю резьбу отмечают буквой Л.
Тонкости нанесения наружной резьбы плашкой и клуппом
Наружную резьбу, в отличие от внутренней, нарезают по другому принципу. Деталь обрабатывают по наружной поверхности, ее обтачивают до достижения необходимого диаметра. Этот показатель не должен превышать значение внутреннего диаметра плашки, но должен быть на 0,1-0,4 мм больше требуемого окончательного диаметра. Чтобы облегчить процесс нарезания резьбы, нужно снять фаску с края заготовки – так резцам инструмента будет легче сделать первые насечки. Для разных цилиндрических заготовок используют разный резьбонарезной инструмент.
Плашки применяются практически для любых изделий: крепежных шпилек, буксировочных проушин, труб, болтов и т.д. С их помощью можно нарезать стандартную метрическую резьбу диаметром от 4 до 20 мм.
По форме плашка напоминает гайку, только внутри у нее имеются режущие кромки, а для отведения стружки предусмотрены специальные отверстия. Различают разрезные плашки и цельные. Последние надежнее фиксируют заготовку и нарезают резьбу точнее, поэтому выполненные элементы можно использовать в ответственных соединениях.
Клуппы по форме напоминают плашку, только, у них есть еще дополнительные элементы: планшайбы, прижимные кольца и прижимные болты. В них заготовка фиксируется очень надежно, и удается добиться высокоточной резьбы. Эти инструменты используются для нарезания дюймовой резьбы на водопроводных трубах.
Чтобы нарезать резьбу плашкой или клуппом, нужно закрепить инструмент в специальном держателе. Затем он центрируется на заготовке и наворачивается на нее, вращение создается за счет вращения рукояти держателя. Первые режущие кромки нарезают «черновую» резьбу, а остальные уже доводят ее до чистовой. Наворачивание должно быть плавным, без резких движений и излишних усилий, тогда витки резьбы будут аккуратными.
Размеры болгарок
Болгарка – это угловая шлифовальная машина, применяемая для обработки и резки прочных материалов. Она используется в строительных, демонтажных и ремонтных работах. Популярность инструмента обусловлена относительно невысокой стоимостью и широкими возможностями. Шлифмашина считается одним из самых востребованных инструментов, благодаря своей универсальности. Она пользуется популярностью как среди профессиональных строителей, так и у обычных пользователей. Признание этот инструмент получил благодаря огромному разнообразию видов, размеров и их ценовой категории.
В каких сферах применяют левостороннюю резьбу
Для предотвращения раскручивания соединений
Вот простые примеры, когда необходимо применение такого нестандартного крепежа:
- В узлах и деталях, вращающихся в правую сторону, при действии механизма детали могут раскрутиться. Мощная вращательная сила механизма раскручивает гайку, поэтому, чтобы предотвратить раскручивание, применяется левый крепеж в направлении вращения вала.
- Ниппель у радиаторов отопительной системы оснащен разнонаправленной резьбой. Соединительная муфта при скручивании специальным ключом приводит к стягиванию резиновой прокладки в секциях радиаторов.
- В колесах грузовых машин ГАЗ, МАЗ, ЗИЛ используется левостороннее крепление.
- Патрон дрели со сверлом крутится вправо. Чтобы предотвратить расслабление соединения деталей, патрон крепится к валу левой резьбой.
- Лопасти домашнего вентилятора.
- Редуктор передает крутящий момент от двигателя к ножам мотокосы.
- Педали велосипеда.
- Крепление фрезы на вал, диски шлифовальных машин.
- Некоторые детали в торцовках и циркулярных пил.
В стягивающих конструкциях
Представим такую картину: хозяйки вывешивают мокрое белье на веревку на просушку. От постоянного использования веревка начинает провисать. Натяжку для белья приходится частенько регулировать. В таких случаях используют здесь болты с двухсторонней нарезкой. Одна сторона болта направляется вправо, а другая — налево. То есть в данном случае левая резьба используется, чтобы отрегулировать степень натяжки.

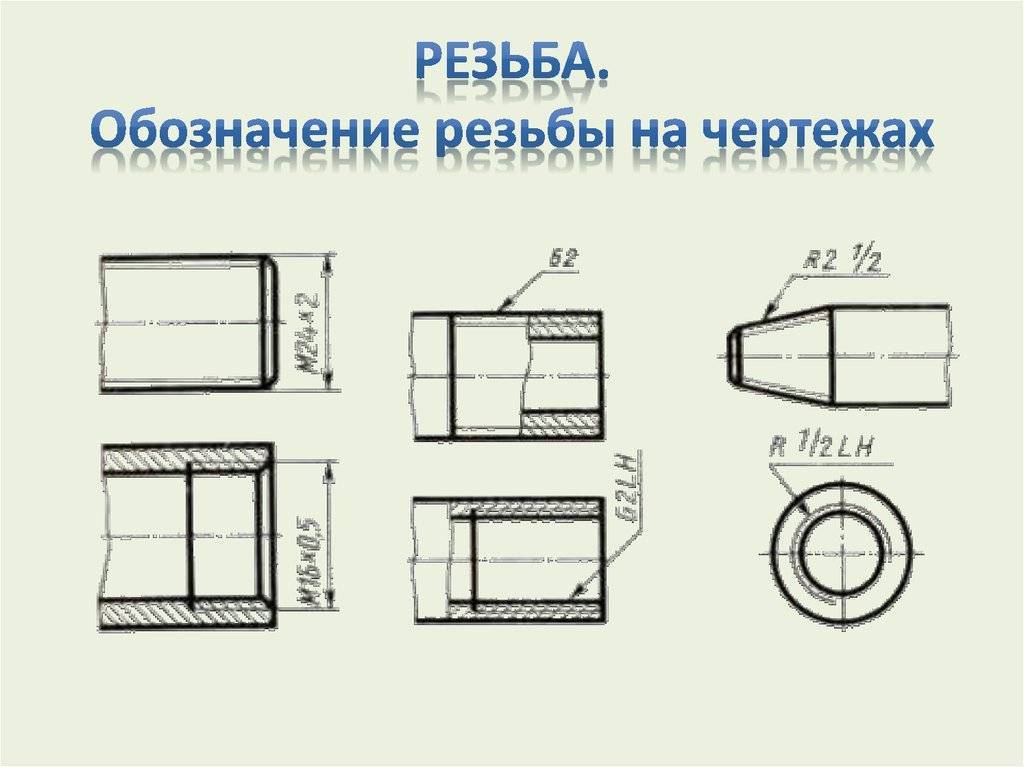
Обозначение на чертеже левой резьбы
Принцип действия можно представить так: на одном конце гайки нарезается правая резьба, а на другом –левая, вкручиваются болты. При вращении гайки в одну сторону получается удлинение, в другую – укорачивание.
Использование левостороннего крепления в стяжных конструкциях является ярким примером.
Читать также: Условное обозначение реостата на схеме
Такое устройство, используемое в такелажных работах, — талреп относится к разновидности винтовой стяжки. В данной конструкции действует пара грузозахватных элементов. На одной из них – стандартная резьба, на другой соответственно – левая. При вращении конструкции во время работы корпус элемента вращается, происходит ослабление стяжки, а изменение направления вращения приводит к нагружению (натяжению). То есть при вращении детали механизма удаляются друг от друга или сближаются.
Натягиванием тросов устанавливаются мачты на кораблях.
Для защиты от опасных действий
Для защиты от повышенной опасности при выполнении некоторых операций требуется тщательный контроль рабочего оборудования. В газовом хозяйстве вентиль редуктора баллона со сжатым пропаном оснащен левосторонней резьбой, а кислородный баллон – правой. Следовательно, присоединить к кислородному баллону баллон с пропаном невозможно. Применение такого способа помогает уменьшить вероятность печальных последствий.
ДОПУСКИ
3.1. Осевое смещение основной плоскости наружной и внутренней резьб (черт.4) относительно номинального расположения не должно превышать значений, указанных в табл.3.
Черт.4. Осевое смещение основной плоскости наружной и внутренней резьб
Примечание. В основной плоскости средний диаметр имеет номинальное значение.
Смещение основной плоскости является суммарным, включающим отклонения среднего диаметра, шага, угла наклона боковой стороны профиля и угла конуса.
3.2. Предельные отклонения среднего диаметра внутренней цилиндрической резьбы должны соответствовать указанным в табл.3.





3.3. Допускается соединение наружной конической резьбы с внутренней цилиндрической резьбой класса точности А по ГОСТ 6357.
3.4. Рекомендуемые предельные отклонения отдельных параметров резьбы приведены в справочном приложении.
Принципы нарезки
При нарезке нужно учитывать ряд особенностей:
- точность нарезания определяется параметрами отверстий: диаметр, перпендикулярность осевой линии к поверхности заготовки, длина;
- дюймовая нарезается с углом профиля 60 градусов, а метрическая — 55;
- вершины и впадины дюймовой резьбы, в отличие от метрической, имеют больше притуплений и обладают лучшей герметичностью;
- для упрощения процесса требуется сверление отверстия цилиндрическим сверлом, его подбирают по наименьшему диаметру;
- обязательно требуется снятие фаски;
- при работе инструмент нужно смазывать, чтобы не допустить перегрева;
- при нарезке производится 2 оборота вперёд, а потом 1 назад;
- усилие на режущий инструмент можно ослабить после проходки до середины расчётной длины;
- по достижении нужной длины снять плашку можно путём вращения в обратном направлении;
- перед чистовой нарезкой, нужно сделать черновую.
Конические метчики отличаются удлинённой формой заборной части и неполной резьбой, которая дополнительно выполняет калибрующую роль. В верхней части они имеют квадратное сечение, на режущей части сделаны продольные канавки для удаления стружки.
Нарезка:
- Заготовка вертикально закрепляется в тисках.
- На инструмент наносится смазка.
- Инструмент прикладывается перпендикулярно осевой линии для резки резьбы, то есть строго в горизонтальной плоскости.
- Выполняется нарезка нескольких витков.
- Проверяется правильность работ. В случае перекоса нужно убрать режущий инструмент, обстучать деталь и повторить этапы 3–4.
- Дальнейшая нарезка проводится при условии правильного расположения первых витков. Проверить можно обычным уровнем.
- Формируется резьба на необходимую длину.
- По окончании работ удаляют стружку и очищают инструмент от смазки.
Для нарезки на токарных станках применяют головки с резьбонарезными плашками. Особенностью конструкции инструмента является автоматическое раздвигание плашек в процессе работы. Благодаря этому достигается высокая точность обработки и обеспечивается оптимальная производительность.
В некоторых случаях применяют накатные ролики. Точность нарезки ниже, чем в случае применения головок, а сложность работ выше.
Для настройки токарного станка достаточно выставить низкие обороты вращения шпинделя и связать с ними смещение суппорта. Правило настройки: один оборот шпинделя должен соответствовать перемещению суппорта на расстояние шага резьбы.
На токарно-винторезных станках выполнить настройку просто, поскольку доступно много комбинаций сцепления на коробке передач. При необходимости возможна нарезка резьбовых канавок нестандартных размеров.
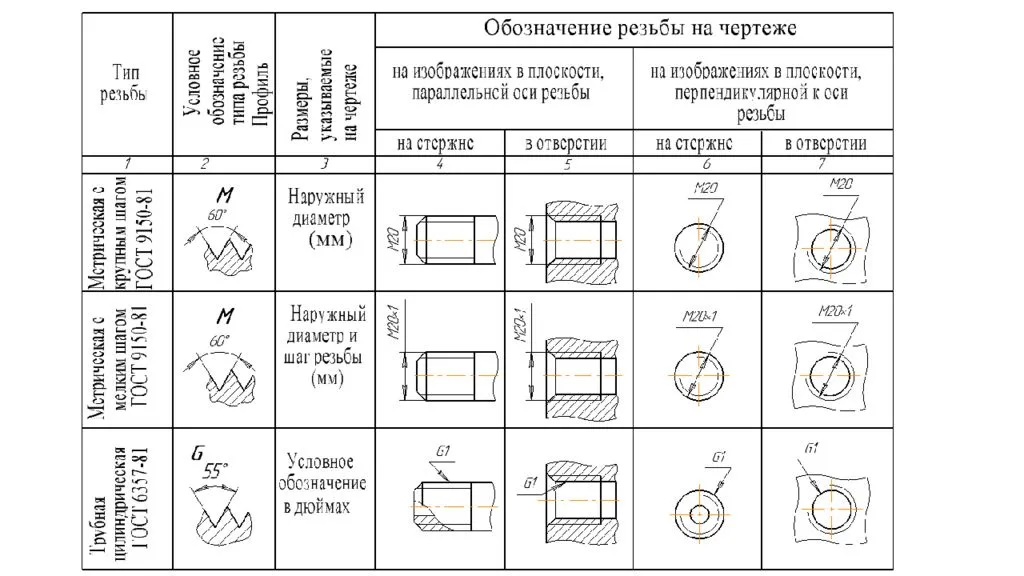
Профили и параметры резьбы
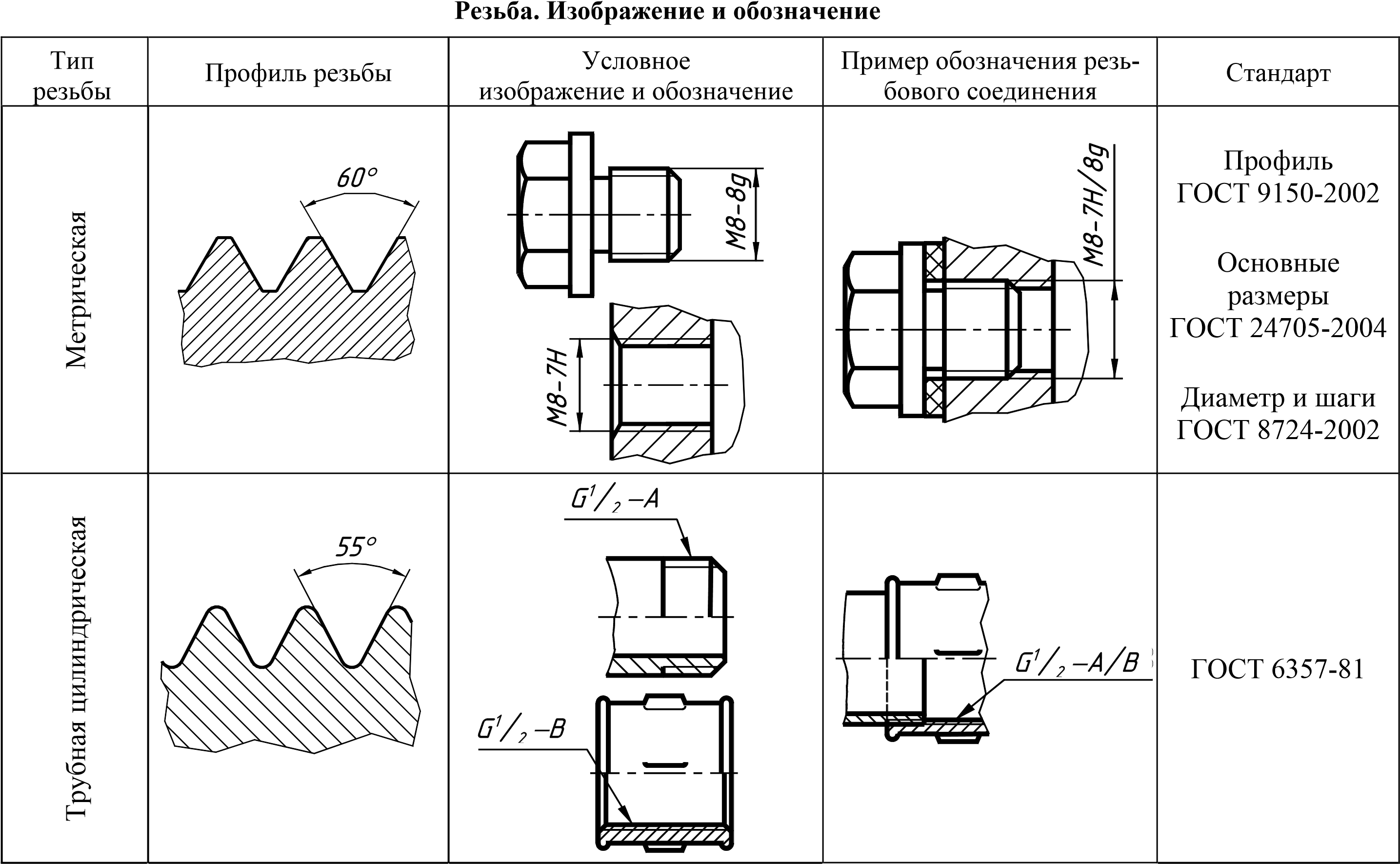
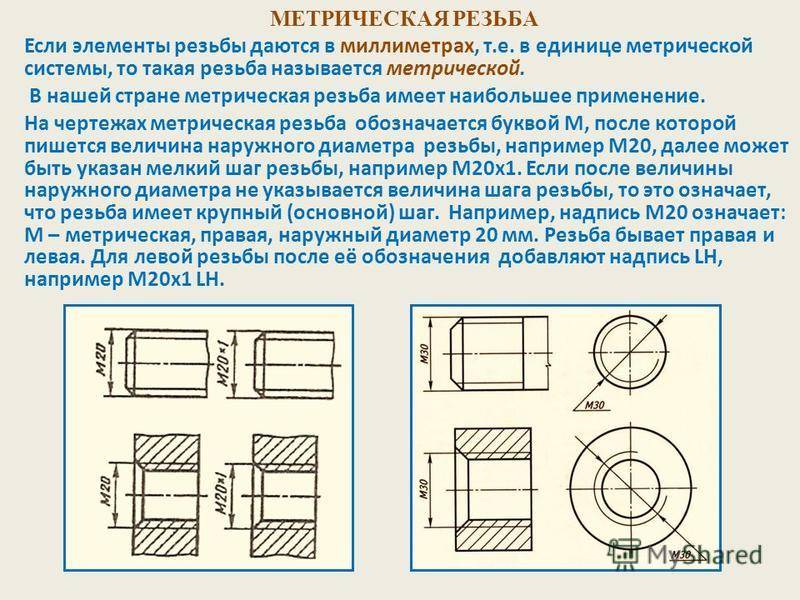
Наибольшее распространение получил метрический профиль. Для регламентирования основных параметров был принят ГОСТ 9150-81, который затем сменился ГОСТ 9150-2002 . Среди особенностей подобной поверхности можно отметить следующие моменты:
- Витки напоминают равносторонний треугольник, угол профиля 60 градусов. Наружные витки обладают несколько иным углом притупления витков и впадин Основными параметрами считаются номинальный диаметр и шаг расположения витков.
- Варианты исполнения с мелким шагом применяются в случае, когда нужно обеспечить высокую герметичность получаемого соединения.
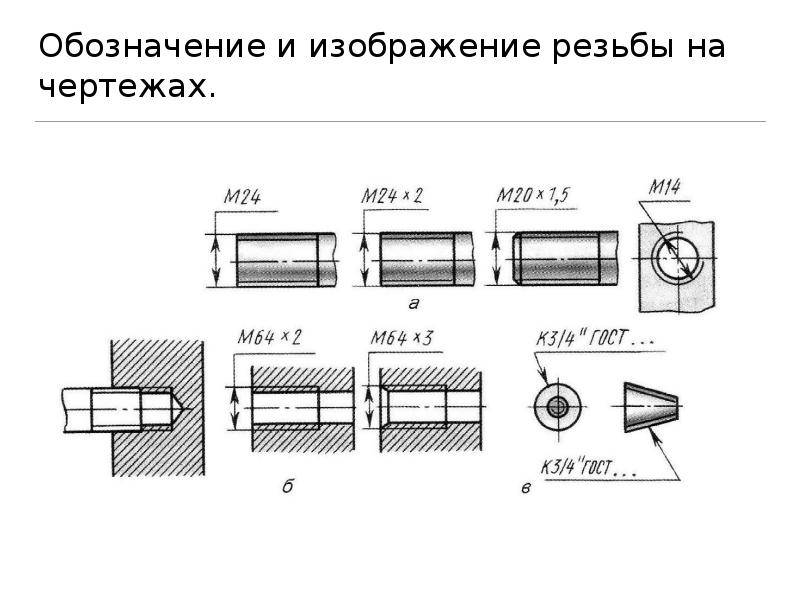
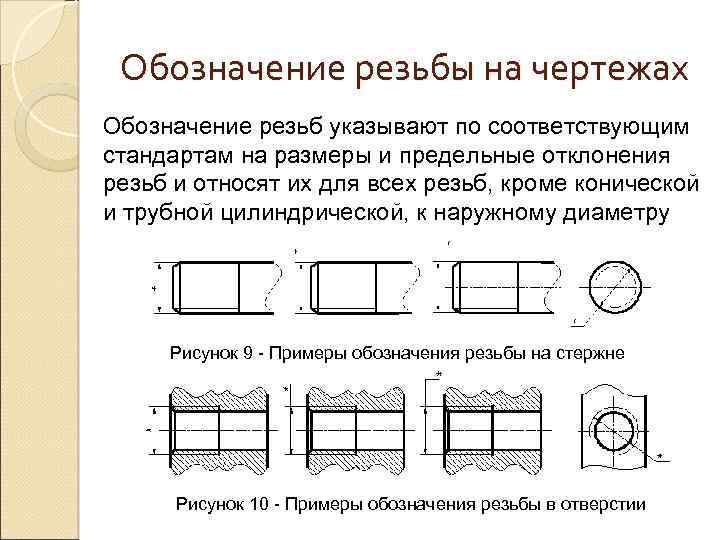
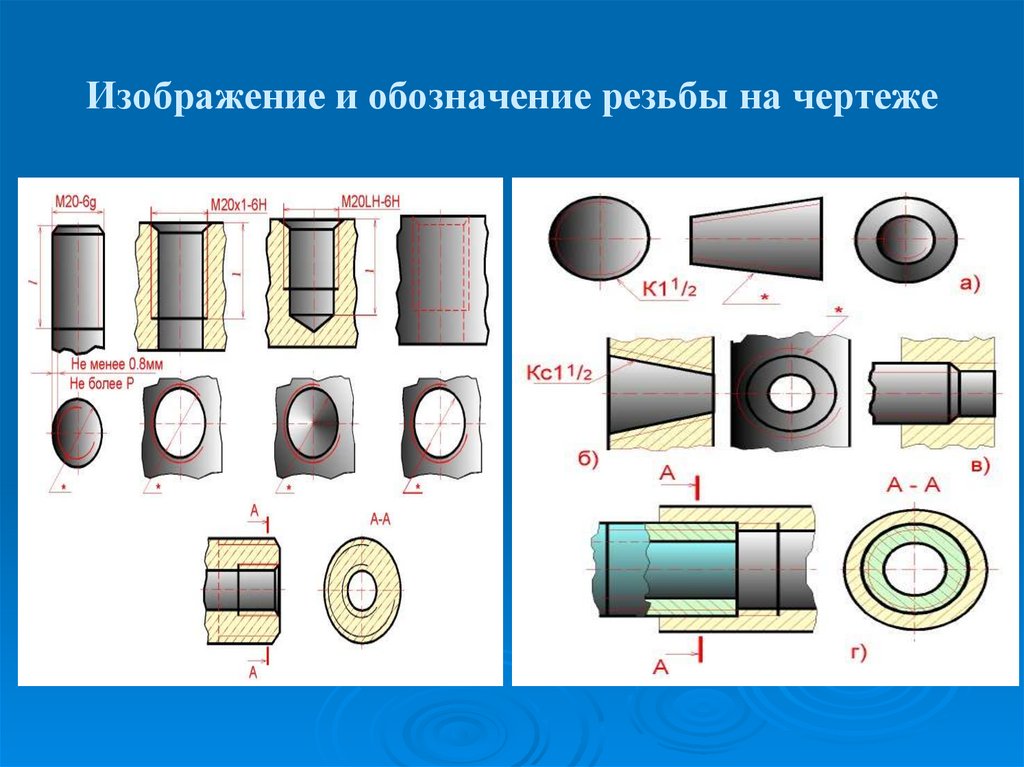
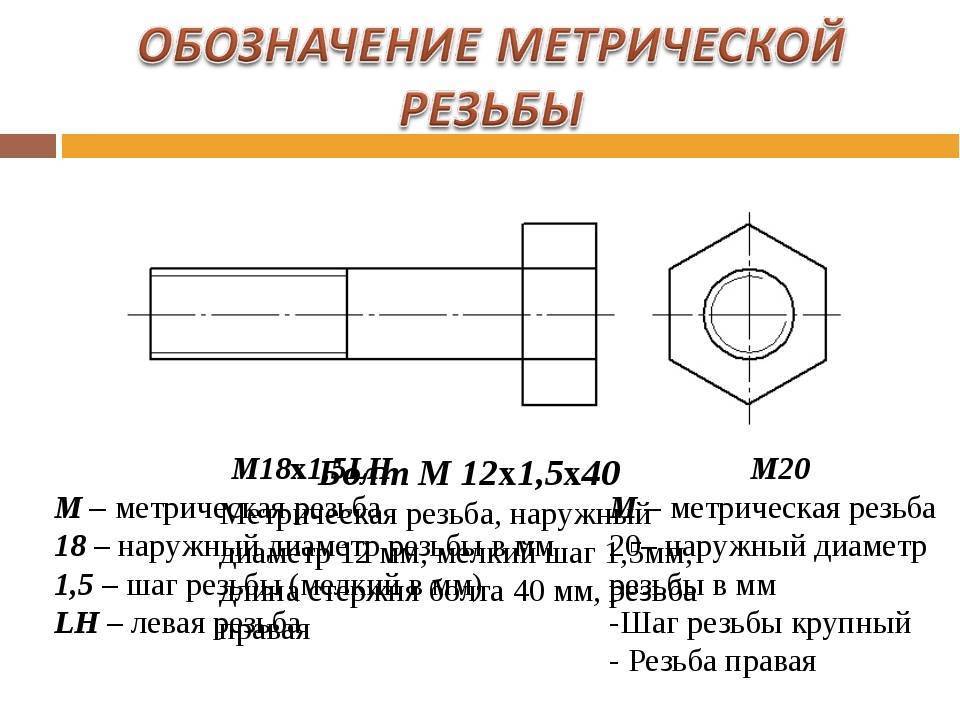
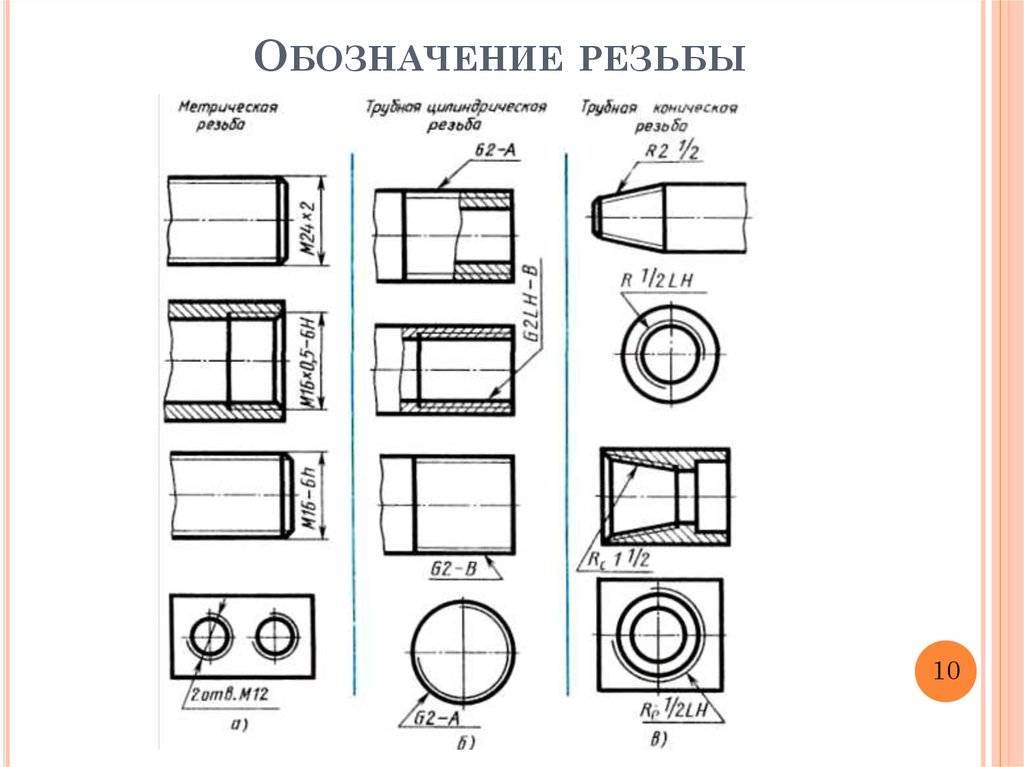
- При обозначении применяется буква «М», после которой указывается диаметр. Допуски и другая информация отображается на чертеже только в случае, когда он используется для получения высокоточных и качественных изделий.
Профили резьбы
Профили и обозначения резьбы с примерами
Меньшее распространение получил дюймовый тип крепежных изделий. Сегодня на территории СНГ практически отсутствуют стандарты, регламентирующие основные параметры подобной поверхности. Дюймовые варианты исполнения, как правило, применяются при проведении ремонта. Особенность подобного варианта исполнения заключается в выражении основных размеров в дюймах.
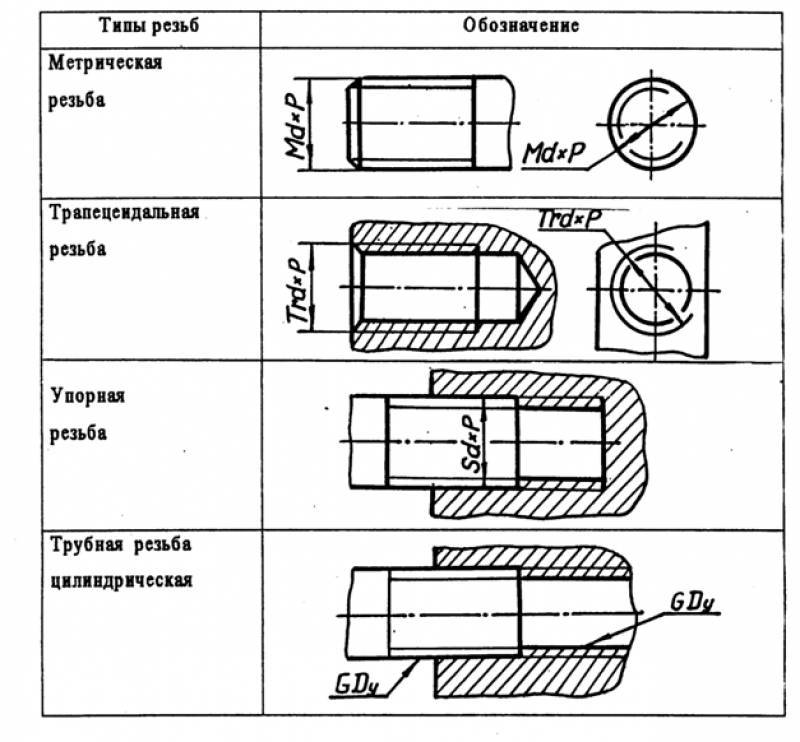
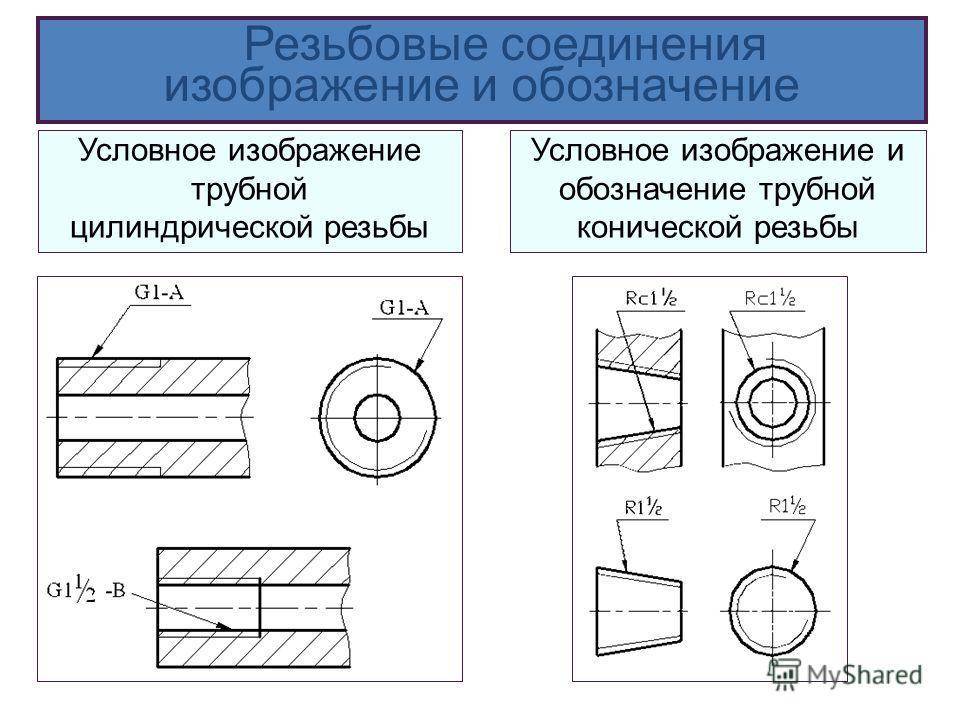
Трубная цилиндрическая резьба характеризуется профилем, который свойственен метрической. Поверхность образуется за счет треугольников с равными сторонами и углом при вершине 55 градусов. В качестве стандартов был принят ГОСТ 6367-81. Применяется она для соединения труб и тонкостенных цилиндрических изделий. Для конической был разработан собственный ГОСТ 6211-81, профиль в этом случае соответствует дюймовой. Трубные варианты исполнения встречаются сегодня крайне часто. Процесс их нарезания был существенно упрощен за счет появления специальных инструментов и оборудования.
Трубная цилиндрическая резьба
Встречается крепежный элемент в виде трапеции. В этом случае профиль напоминает равнобокую трапецию, угол между отдельными сторонами составляет 30 градусов. Применяется подобная форма в случае, если заготовка имеет диаметр от 10 до 640 мм. Обозначения и многие другие моменты указываются в ГОСТ 9481-81. Область применения – передача вращения.
Упорная стандартизирована ГОСТ 24737-81. Форма в этом случае напоминает неравнобокую трапецию, одна из сторон накланяется на угол 3 градуса. Область применения – передача одностороннего усилия, которое оказывает воздействие в осевом направлении
Параметры резьбы
В нормативной документации можно встретить все распространенные обозначения и размеры, требующиеся для определения размеров и других качеств резьбовой поверхности.
Технология нарезки резьбового конусного соединения
В промышленном производстве npt резьба выполняется на специализированном резьбонарезном станке с помощью мечника, закрепленного на вращающемся шпинделе, в автоматическом режиме формирующий резьбу на неподвижно закрепленной трубе.

Конструкция и типы метчиков
Метчик состоит из деталей:
- хвостовика;
- рабочей части;
- заборного элемента;
- калибровки.
С помощью хвостовика метчик крепят в шпинделе станка или в патроне при нарезке резьбового соединения внутри трубы. Нарезку делает рабочая часть, напоминающая винт со спиральными канавками. Переднюю часть метчика часто называют заборным элементом, имеющим вид конуса. Начинает нарезку резьбы именно заборный элемент, затем продолжает калибровка. Резьбу выполняют зубья,называющиеся режущими перьями, образующие углубления — канавки, по которым удаляется стружка. Заточка зубьев подчинена требованиям технологии к режущим деталям.
Принципы нарезки
При нарезке нужно учитывать ряд особенностей:
- точность нарезания определяется параметрами отверстий: диаметр, перпендикулярность осевой линии к поверхности заготовки, длина;
- дюймовая нарезается с углом профиля 60 градусов, а метрическая — 55;
- вершины и впадины дюймовой резьбы, в отличие от метрической, имеют больше притуплений и обладают лучшей герметичностью;
- для упрощения процесса требуется сверление отверстия цилиндрическим сверлом, его подбирают по наименьшему диаметру;
- обязательно требуется снятие фаски;
- при работе инструмент нужно смазывать, чтобы не допустить перегрева;
- при нарезке производится 2 оборота вперёд, а потом 1 назад;
- усилие на режущий инструмент можно ослабить после проходки до середины расчётной длины;
- по достижении нужной длины снять плашку можно путём вращения в обратном направлении;
- перед чистовой нарезкой, нужно сделать черновую.
Конические метчики отличаются удлинённой формой заборной части и неполной резьбой, которая дополнительно выполняет калибрующую роль. В верхней части они имеют квадратное сечение, на режущей части сделаны продольные канавки для удаления стружки.
Нарезка:
- Заготовка вертикально закрепляется в тисках.
- На инструмент наносится смазка.
- Инструмент прикладывается перпендикулярно осевой линии для резки резьбы, то есть строго в горизонтальной плоскости.
- Выполняется нарезка нескольких витков.
- Проверяется правильность работ. В случае перекоса нужно убрать режущий инструмент, обстучать деталь и повторить этапы 3–4.
- Дальнейшая нарезка проводится при условии правильного расположения первых витков. Проверить можно обычным уровнем.
- Формируется резьба на необходимую длину.
- По окончании работ удаляют стружку и очищают инструмент от смазки.
Для нарезки на токарных станках применяют головки с резьбонарезными плашками. Особенностью конструкции инструмента является автоматическое раздвигание плашек в процессе работы. Благодаря этому достигается высокая точность обработки и обеспечивается оптимальная производительность.
В некоторых случаях применяют накатные ролики. Точность нарезки ниже, чем в случае применения головок, а сложность работ выше.
Для настройки токарного станка достаточно выставить низкие обороты вращения шпинделя и связать с ними смещение суппорта. Правило настройки: один оборот шпинделя должен соответствовать перемещению суппорта на расстояние шага резьбы.
На токарно-винторезных станках выполнить настройку просто, поскольку доступно много комбинаций сцепления на коробке передач. При необходимости возможна нарезка резьбовых канавок нестандартных размеров.




В каких сферах применяют левостороннюю резьбу
Для предотвращения раскручивания соединений
Вот простые примеры, когда необходимо применение такого нестандартного крепежа:
- В узлах и деталях, вращающихся в правую сторону, при действии механизма детали могут раскрутиться. Мощная вращательная сила механизма раскручивает гайку, поэтому, чтобы предотвратить раскручивание, применяется левый крепеж в направлении вращения вала.
- Ниппель у радиаторов отопительной системы оснащен разнонаправленной резьбой. Соединительная муфта при скручивании специальным ключом приводит к стягиванию резиновой прокладки в секциях радиаторов.
- В колесах грузовых машин ГАЗ, МАЗ, ЗИЛ используется левостороннее крепление.
- Патрон дрели со сверлом крутится вправо. Чтобы предотвратить расслабление соединения деталей, патрон крепится к валу левой резьбой.
- Лопасти домашнего вентилятора.
- Редуктор передает крутящий момент от двигателя к ножам мотокосы.
- Педали велосипеда.
- Крепление фрезы на вал, диски шлифовальных машин.
- Некоторые детали в торцовках и циркулярных пил.
В стягивающих конструкциях
Представим такую картину: хозяйки вывешивают мокрое белье на веревку на просушку. От постоянного использования веревка начинает провисать. Натяжку для белья приходится частенько регулировать. В таких случаях используют здесь болты с двухсторонней нарезкой. Одна сторона болта направляется вправо, а другая – налево. То есть в данном случае левая резьба используется, чтобы отрегулировать степень натяжки.

Принцип действия можно представить так: на одном конце гайки нарезается правая резьба, а на другом –левая, вкручиваются болты. При вращении гайки в одну сторону получается удлинение, в другую – укорачивание.
Использование левостороннего крепления в стяжных конструкциях является ярким примером. Такое устройство, используемое в такелажных работах, – талреп относится к разновидности винтовой стяжки. В данной конструкции действует пара грузозахватных элементов. На одной из них – стандартная резьба, на другой соответственно – левая. При вращении конструкции во время работы корпус элемента вращается, происходит ослабление стяжки, а изменение направления вращения приводит к нагружению (натяжению). То есть при вращении детали механизма удаляются друг от друга или сближаются. Натягиванием тросов устанавливаются мачты на кораблях.
Для защиты от опасных действий
Для защиты от повышенной опасности при выполнении некоторых операций требуется тщательный контроль рабочего оборудования. В газовом хозяйстве вентиль редуктора баллона со сжатым пропаном оснащен левосторонней резьбой, а кислородный баллон – правой. Следовательно, присоединить к кислородному баллону баллон с пропаном невозможно. Применение такого способа помогает уменьшить вероятность печальных последствий.
Типы резьбы
Для дюймовой резьбы диаметр обозначается в дюймах (дюйм равен 25,4 миллиметра) и простых дробных долях дюйма, а шаг -в числе витков, помещающихся в одном дюйме.
Есть еще один важный момент — т. н. «трубный дюйм». К дюймовому значению внутреннего диаметра трубы добавляется толщина ее стенок. Для внутреннего диаметра в один дюйм получается 33,29 миллиметра. Труба ½ дюйма, соответственно, будет иметь наружный диаметр 21,25 миллиметра

Трубная резьба дюймовая
Для метрической резьбы диаметр обозначается в миллиметрах, в миллиметрах обозначается и шаг — расстояние между соседними витками. Расстояние это измеряется между гребнями или между впадинами профиля.
Кроме нюансов обозначения, дюймовым профилям присущи более острые гребни и впадины и немного закругленные вершины зубцов. В основе метрического профиля лежит равносторонний треугольник с углами по 60° у дюймового профиля эти углы составляют 55°
Резьба трубная. Классификация, обозначение
04.09.2017
Резьба относится к основным элементам резьбового соединения и имеет вид спирали, образуемую по винтовой линии на конической/цилиндрической поверхности и имеющая постоянный шаг.
Резьба трубная подразделяется на классы:
1.По форме поверхности: коническая и цилиндрическая
2.По единице измерения диаметра: дюймовая и метрическая
3.По расположению рузьбы: наружная и внутренняя
4.По форме профиля: круглая, треугольная, прямоугольная, трапецеидальная
5.По назначению: ходовая, крепежная, крепежно-уплотнительная и пр.
6.По направлению резьбы: правая и левая
7. По числу заходов: одно и многозаходная
Ходовые резьбы
В некоторых случаях предназначение рассматриваемой поверхности заключается в не креплении деталей, а обеспечении плавного хода в определенном диапазоне. К особенностям подобных изделий можно отнести следующие моменты:
- Профиль имеет форму, которая обеспечивает плавный ход. Для этого создается поверхность с наименьшим количеством углов.
- Как правило, рабочая часть длинная, в начале и в конце есть ограничители хода.
- Применяемый материал при создании заготовки должен обладать высокой износостойкостью.
Встречаются подобные изделия сегодня крайне редко, так как их надежность и срок службы относительно невысокие.
Левая резьба. Особенности применения
Если есть вопросы по крепежу с левой резьбой,позвоните нам, мы проконсультируем Вас! Одна из основных характеристик резьбы – направление вращения профиля. Существуют два основных вида крепежа, соответствующих этому признаку – с правой и с левой резьбой. Резьба правая, если с вращением по часовой стрелке выступы удаляются от наблюдателя. На левой резьбе с вращением по часовой стрелке выступы приближаются. Стандартной считается правая резьба. Львиная доля крепежа выпускается именно с такой. В каких случаях применяется левая резьба?
В стяжных конструкциях на вращаемой детали предусмотрена разнонаправленная резьба. С одной стороны левая, а с другой правая. Вращая такое устройство присоединяемые детали будут либо сближаться, либо удаляться. Ярким примером такого устройства является талреп. В корпусе талрепа (он может быть открытым или закрытым) с одной стороны резьба левая, а с другой – правая. При его вращении ответные детали – это может быть винт с крюком, кольцом, ушком – либо сближаются, либо удаляются. Так с помощью левой резьбы производится натяжение тросов, установка мачт или навесов, закрепляется оборудование или техника на платформе. Другой пример – ниппель для секционного радиатора. Имея с двух сторон разнонаправленную резьбу, с помощью специального ключа им стягивают секции алюминиевых, биметаллических, чугунных радиаторов.
– для предотвращения самоотвинчивания
Гайка или винт, закрепляющие деталь на вращающемся валу, должны затягиваться по направлению вращения вала. В противном случае резко возрастает вероятность самоотвинчивания крепежа. Поэтому, резьбовой крепеж с левой резьбой часто востребован для комплектации таких изделий или оборудования. Примерами могут служить крепление педали велосипеда, лопастей вентилятора, дисков угловых шлифмашин (некоторые модели), колеса некоторых моделей автобусов и много других устройств.
– защита от стандартных операций
Часто крепеж с левой резьбой применяется на аналогичном оборудовании, представляющем повышенную опасность. Если существует вероятность ошибиться в присоединении изделий, то на одном из них делают правую резьбу, а другом левую. По этому принципу сконструированы присоединительные резьбы для редуктора баллона с сжатым газом. Пропановый баллон имеет левую резьбу, кислородный – правую. Таким образом, невозможно присоединить к кислородному баллону редуктор от баллона с горючим газом.



Многие производители, особенно в автостроении, используют крепеж с левой резьбой для защиты от установки неоригинальных изделий. Такой маркетинговый ход, во-первых, делает изделие более индивидуальным. Во-вторых, гарантирует, что во время ремонта или замены будет использован только оригинальный крепеж от производителя.
Трубная цилиндрическая, трубная коническая и коническая дюймовая
Трубная цилиндрическая резьба нашла свое применение при сооружении трубопроводов. Производители выпускают изделия, на которых наносят резьбу от 1/16 до 6 дюймов. При этом, на один дюйм может быть нанесено до 28 до 11 ниток резьбы.
Трубная коническая резьба
Она этого вида применяется как крепежно-уплотняющая. Требования к ней определены в ГОСТ 6211-81. В этом документе говорится о том, что профиль должен соответствовать дюймовому профилю. Ее изготавливают на конусе с углом 1:16.
В основании лежит угол в 55⁰. Она обеспечивает герметичность соединения без применения, каких либо дополнительных приспособлений (шайб, герметиков и пр.). Использование этого вида соединения резко снижает время на сборку/разборку соединения. Ее можно встретить в системах подачи масла, топлива, пара и пр.
Дюймовая коническая резьба
Ее чаще все применяют для соединения элементов, входящих в топливные, масляные и другие трубопроводы. Еще не так давно, она была стандартизирована на основании дюймовой системы мер. В основании лежит треугольник с углом в 60 ⁰. Но, в последние годы, на практике стали чаще использовать конический профиль изготовленный на основании метрической системы мер.
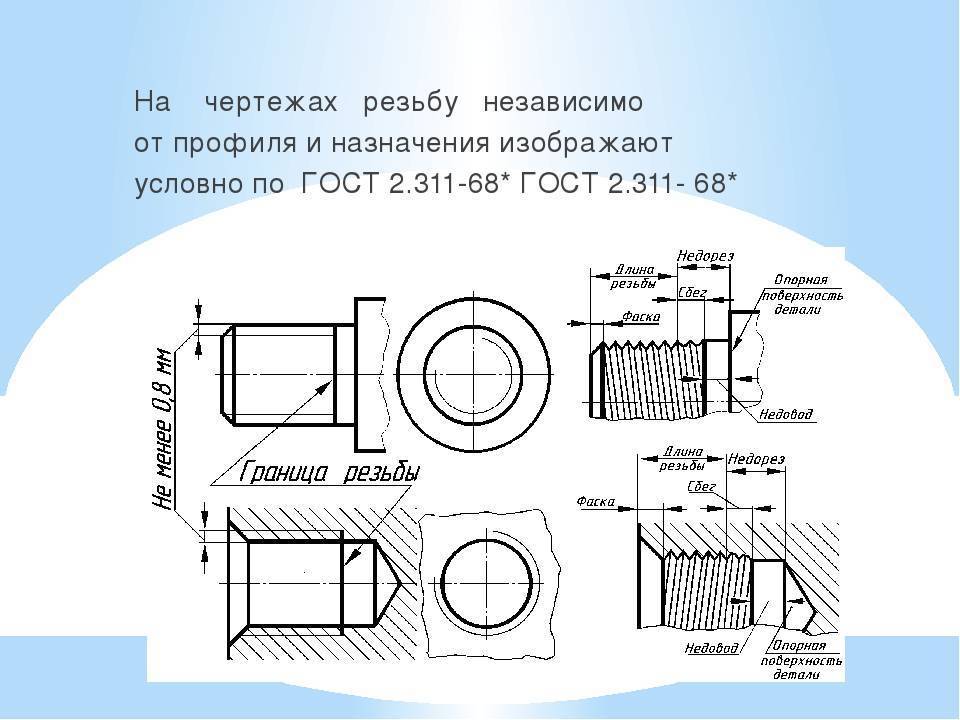
Сбег резьбы на чертеже
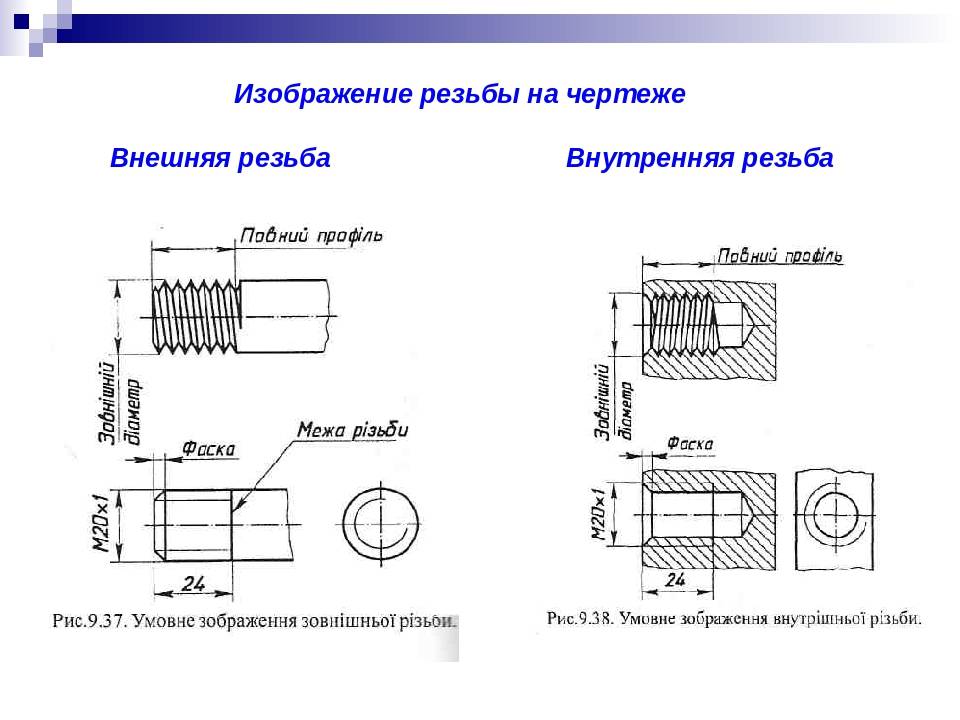
Сбегом называется переход от резьбы к гладкой части. Также на чертеже показывается недовод — ненарезанная часть, располагающаяся между концом сбега и опорной поверхностью. Фаской называется скос торцевой кромки болта. Элемент с фаской может быть необходим в технологических или декоративных целях.
Проточка также является частью стержня или детали, которая необходима, чтобы устранить недорез резьбы уменьшением диаметра стержня для наружной резьбы и увеличением диаметра отверстия для внутренней резьбы. В ГОСТ 10549-80 приведены размеры фасок, недореза, проточек для метрической, трубной, цилиндрической, конической, трапецеидальной резьбы.
На рисунке 5 показаны недорез, недовод и сбег резьбы.
Теги
Стандартная резьба праваяКакая резьба при Резьба для Резьба в Резьба в Резьба витка резьба подразделяетсялевой резьбой имеетс резьбой направленнойлевой резьбой такаярезьба правая или Правую с правой резьбой.от правой отличить правую резьбуот правой отличить правую резьбуотличить правую резьбу Левую с левой резьбойв левую сторонус левой резьбойс левосторонней резьбойс левой резьбойс левым направлениемрезьба левая.Отличия левой резьбыделают резьбу справую резьбу влевостороннюю резьбу правую резьбу отлевостороннюю резьбу отмечают
метчикибытьнарезаюттрапецеидальнаяобразованнаяосирисdin
Виды резьбовых соединений

pkmetiz.ru
Наиболее распространенным способом стыковки элементов различных конструкций является резьбовое соединение. Оно широко применяется в строительстве, при монтаже трубопроводов, в машиностроении и многих других отраслях. Популярность этого способа обусловлена следующими преимуществами:
- высокая надежность и продолжительный срок службы;
- создание разъемных соединений, простота монтажа и демонтажа при помощи общедоступных инструментов;
- контроль силы затягивания при сборке;
- малый вес и размеры крепежа, по сравнению с соединяемыми конструктивными элементами;
- широкая доступность, большой выбор типоразмеров крепежа.
Тонкости нанесения наружной резьбы плашкой и клуппом
Наружную резьбу, в отличие от внутренней, нарезают по другому принципу. Деталь обрабатывают по наружной поверхности, ее обтачивают до достижения необходимого диаметра. Этот показатель не должен превышать значение внутреннего диаметра плашки, но должен быть на 0,1-0,4 мм больше требуемого окончательного диаметра. Чтобы облегчить процесс нарезания резьбы, нужно снять фаску с края заготовки – так резцам инструмента будет легче сделать первые насечки. Для разных цилиндрических заготовок используют разный резьбонарезной инструмент.
Плашки применяются практически для любых изделий: крепежных шпилек, буксировочных проушин, труб, болтов и т.д. С их помощью можно нарезать стандартную метрическую резьбу диаметром от 4 до 20 мм.
По форме плашка напоминает гайку, только внутри у нее имеются режущие кромки, а для отведения стружки предусмотрены специальные отверстия. Различают разрезные плашки и цельные. Последние надежнее фиксируют заготовку и нарезают резьбу точнее, поэтому выполненные элементы можно использовать в ответственных соединениях.
Клуппы по форме напоминают плашку, только, у них есть еще дополнительные элементы: планшайбы, прижимные кольца и прижимные болты. В них заготовка фиксируется очень надежно, и удается добиться высокоточной резьбы. Эти инструменты используются для нарезания дюймовой резьбы на водопроводных трубах.
Чтобы нарезать резьбу плашкой или клуппом, нужно закрепить инструмент в специальном держателе. Затем он центрируется на заготовке и наворачивается на нее, вращение создается за счет вращения рукояти держателя. Первые режущие кромки нарезают «черновую» резьбу, а остальные уже доводят ее до чистовой. Наворачивание должно быть плавным, без резких движений и излишних усилий, тогда витки резьбы будут аккуратными.





