

Виды винтов шнеков используемых в конвейерах
Винт – это основной рабочий орган устройства. Его форма и материал, использованный для изготовления, зависть от особенностей назначения агрегата.

Основные применяемые конструкции винта следующие:
- Сплошной. Стальные штампованные сегменты соединяются в единую спираль и устанавливаются на вал с помощью сварки или резьбовых соединений. Используется для транспортировки порошкообразных мелкодисперсных и среднезернистых веществ, не склонных к слеживанию. Труба наполняется грузом на 30-40 %, скорость вращения от 50 до 120 оборотов в минуту.
- Ленточный. Отличается от сплошного винта тем, что со стороны вала оставлены просветы. Они обеспечивают меньшую производительность за счет того, что груз частично сваливается через прорези обратно. Такая конструкция применяется для сред, склонных к слеживанию и обеспечивает их перемешивание и дробление слежавшихся комков в процессе транспортировки. Могут справляться с гравием, щебнем и аналогичными материалами. Наполняемость желоба составляет 24-40 %, скорость вращения – от 25 до 100 об/мин.
- Лопастной. Винт разбит на отдельные лопасти. Они идут с равным шагом. Одновременно с подачей материала лопасти рыхлят и перемешивают его. Используется для подачи кусковых материалов, желоб при этом заполняется на 25-35 %, скорость вращения – от 40 до 100 об/мин. Применяется также для перемещения влажных сред, таких, как цементный раствор или увлажненная глина. В этом случае заполнение составляет 15-25 %, скорость вращения- от 30 до 60 об/мин.
- Фасонный Сплошной профиль винта дополнен фасонными вырезами и выступами на внешней кромке. Выполняет сразу ряд операций, таких, как перемещение, измельчение, размешивание. Применяется для бетонной смеси, асфальта, глиняных смесей. Желоб наполняется на 15-30 %, скорость вращения – 30-60 об/минуту.
Рабочие инструменты скребковых конвейеров
- став
- цепь
- скребки
- желоба
- приводная станция
- концевая головка
Информация о работе
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание — внизу страницы.
Содержание работы
1 НАЗНАЧЕНИЕ, УСТРОЙСТВО И РАБОТА МАШИНЫ
1.1 Назначение скребковых конвейеров
Скребковые конвейеры предназначены для транспортирования самых разнообразных грузов: легкосыпучих, мелко- , средне- , и крупнокусковых. Очень широко распространены в различных отраслях промышленности. Занимают одно из первых мест среди машин непрерывного транспорта по универсальности применения.
1.2 Устройство скребковых конвейеров
Рисунок 1- Скребковый конвейер
1- груз; 2 – желоб; 3 – скребок; 4 – тяговый элемент; 5 – ведущая звездочка;
6- ведомая звездочка;7- натяжное устройство.
Скребковые конвейеры разделяют на два типа, отличающиеся принципом перемещения груза и конструктивным исполнением:
А) К первому типу относятся собственно скребковые конвейеры (или конвейеры с высокими скребками);
Б) Ко второму типу – конвейеры сплошного волочения (или конвейеры с погруженными скребками), в которых груз перемещается не отдельными порциями каждым скребком, а сплошной массой, заполняющей часть сечения желоба. Процесс сплошного волочения основан на том, что сопротивление прохождения скребков через сыпучий груз, помещенный в желоб с гладкими стенками, оказывается больше сопротивления трения груза о дно и стенки желоба. При движении цепи верхние слои груза увлекаются скребками с нижними слоями и перемещаются вдоль желоба.
1.3 Работа скребковых конвейеров
Скребковые конвейеры основаны на принципе волочения транспортируемого груза 1 по желобу 2, плоскому настилу или подстилке из груза при помощи скребков 3, прикрепленных к тяговому элементу 4, приводимому в движение при помощи ведущей звездочки 5.
Таким образом, груз образует сплошное тело волочения высотой, превышающей высоту скребка hс. Процесс сплошного волочения основан на том, что сила сцепления Fс верхнего свободного слоя В груза с нижним принудительно перемещаемым слоем Н, действующая на границе этих слоев, превышает сумму силы трения Nж верхнего свободного слоя о стенки желоба и усилия Wг , затрачиваемого на подъем или спуск (при движении вверх ставят знак «плюс», вниз – «минус») свободного слоя груза.
Fс ≥ Nж ± Wг
Иначе говоря, перемещение слоя груза, расположенного над цепью со скребками, в данном случае обеспечивается потому, что усилие продергивания скребкового полотна сквозь толщу груза оказывается больше силы сопротивления движению указанного слоя.
Важно отметить, что груз, перемещаемый по этому принципу, меньше подвержен перемешиванию и крошению (измельчению), чем в случае транспортирования груза конвейерами с высокими скребками. 2 ТЯГОВЫЙ РАСЧЕТ КОНВЕЙЕРА МЕТОДОМ ОБХОДА ПО КОНТУРУ
2 ТЯГОВЫЙ РАСЧЕТ КОНВЕЙЕРА МЕТОДОМ ОБХОДА ПО КОНТУРУ
2 ТЯГОВЫЙ РАСЧЕТ КОНВЕЙЕРА МЕТОДОМ ОБХОДА ПО КОНТУРУ
2.1 Исходные данные:
Тип конвейера – скребковый.
Вид груза – уголь.
=10м
=10м
=15м
Производительность конвейера – 30 т/ч.
Режим работы – средний.
2.2 Дополнительные данные
Плотность
Максимальный размер куска рядового груза
Угол естественного откоса в покое – 30о.
Среднее значение коэффициента трения по стали (fВ= 0,54).
Коэффициент внутреннего трения насыпного груза (f= 0,75).
2.3 Определение скорости полотна:
Скорость полотна принимают с учетом свойств груза и производительности в пределах 0,1 – 1 м/с. Принимаем скорость конвейера равной v = 0,6 м/с.
Рисунок 1 – Геометрическая схема конвейера
2.4 Определение размеров желоба
Площадь поперечного сечения желоба А, м2:
, где — производительность конвейера, т/ч; n — скорость движения тягового элемента, м/с; r — насыпная плотность груза, т/м3; — коэффициент использования объема желоба.
Приближенно рассчитан по эмпирической формуле:
где угол наклона конвейера к горизонту; условный угол, равный 600 для хорошо сыпучих и 850 для плохо сыпучих грузов.
Площадь поперечного сечения желоба:
Для того чтобы определить размеры желоба через площадь А, задаются коэффициентом , который назначается в пределах 2,4 – 4,5. Принимаем . Ширина желоба, выраженная через высоту:






Ширина желоба при принятом соотношении с высотой:
где hж – рабочая высота желоба.
Ширина желоба:
Полученное значение округляют до ближайшего большего по нормальному ряду. Принимаем
Рабочая высота желоба (высота слоя груза):
При принятых размерах желоба производительность скребкового конвейера:
2.5 Тяговый расчет:
Тяговый расчет скребкового конвейера выполнен по отдельным участкам. Сопротивления движению груза и ходовой части рассчитаны по формулам:
где Si – натяжение цепи в конце рассматриваемого участка.
От чего зависит производительность цепного транспортера?
Учитывая, что важнейшим элементом этого оборудования являются цепи для конвейеров, именно им и нужно уделять особое внимание. Они различаются по способности выдержать определенную нагрузку и могут быть:
- одно- и двухрядными
- снабженными резиновыми накладками
- накопительными
- оснащенные дополнительными приспособлениями
Чтобы цепь могла выдержать высокую нагрузку, конвейер дополнительно оснащается жесткой стальной рамой.
В целом, любой цепной транспортер отличается высочайшей производительностью и надежен в любых условиях эксплуатации. Мы поможем подобрать оборудование, которое впишется в любую упаковочную линию, включая уже имеющуюся на предприятии, и в любой ситуации эта техника будет очень неприхотливой в использовании и обслуживании. Транспортеры и цепи для конвейеров в НПФ «Мастер сервис» предлагаются по оптимальной стоимости, а их изготовление и доставка осуществляются в кратчайший срок, что позволит вам оперативно укомплектовать производственную линию и начать работу с любой продукцией.
Преимущества и недостатки
На протяжении длительного периода применялись исключительно ленточные варианты исполнения. Пластинчатые устройства характеризуются довольно большим количество преимуществ и недостатков. К преимуществам можно отнести следующее:
- Высокая степень приспособленности к транспортировке горячих, острокромочных, крупнокусковых и других грузов, которые могут стать причиной повреждения поверхности. Этот момент определил широкое распространение устройства в промышленности и многих других областях. Металлическая секционная лента выдерживает воздействие окружающей среды, при падении грунта или другого сыпучего грунта на поверхности не возникает дефектов.
- Применение металла позволяет проводить транспортировку груза при высоких и низких температурах. Именно этот момент позволил применять конвейеры для транспортировки горячих заготовок в машиностроительной и другой промышленности.
- Конструктивные особенности позволяют создавать пластинчатые конвейеры наклонного и другого типа. Большое распространение получили именно горизонтальные устройства, но могут устанавливаться и наклонные, которые позволяют поднимать груз на определенную высоту.
- Высокая степень производительности также относится к основным преимуществом пластинчатого конвейера. Она достигается за счет установки электрического двигателя, редуктора и некоторых других механизмов.
- Есть возможность использовать настил со специальными элементами крепления для транспортировки различных грузов. Примером можно назвать бортики, а также поперечные пластины.
- Можно проводить загрузку непосредственно из бункера, за счет чего повышается эффективность.
Есть и несколько существенных недостатков, которые также должны учитываться. Примером можно назвать следующее:
Применение металла при производстве основных элементов определяет то, что вес конструкции существенно повышается. Именно поэтому приходится проводить установку механизма на специальном основании, которое будет рассчитано на высокую нагрузку
Кроме этого, уделяется внимание фиксации основания. Еще важным моментом можно назвать сложность в изготовлении. Это также определяет то, что процедура обслуживания требует существенных денежных вложений
Это также определяет то, что процедура обслуживания требует существенных денежных вложений
Это также определяет то, что процедура обслуживания требует существенных денежных вложений
Некоторые детали нельзя найти в продаже, их изготовление проводится на заказ. Высокая стоимость ходовой части также связана с применение металла и других подобных материалов при изготовлении конструкции. Именно поэтому установка проводится в случае, когда требуются более высокие эксплуатационные характеристики. Невысокая скорость транспортировки. Это свойство одновременно можно назвать преимуществом и недостатком, так как существенно снижается показатель эффективности. Скорость перемещения снижается за счет снижения количества оборотов, для чего устанавливается редуктор. Он может снижать количество оборотов в несколько раз. Усложнение эксплуатации по причине установки большого количества шарнирных соединений. Подобные конструктивные элементы характеризуются относительно высокой сложностью. Слишком высокая нагрузка и эксплуатация без соответствующего обслуживания может привести к серьезным дефектам. За устройством нужно проводить постоянный уход и наблюдение, так как незначительные дефекты в течение длительного периода могут стать причиной выхода всего устройства из строя. Кроме этого, проводится периодическая проверка степени натяжения цепи, которая и отвечает за передачу усилия. Высокая сложность замены катков и других элементов. Именно поэтому обслуживание должен проводить исключительно специалист, который знает все особенности устройства. Из-за большой массы основных элементов возникает существенное сопротивление движению. Именно поэтому оказывается существенная нагрузка на электрический двигатель и промежуточный элемент.
При выборе пластинчатого конвейера следует уделять внимание всем преимуществам и недостаткам. Это связано с тем, что в некоторых случаях лучше провести установку ленточной конструкции
Кроме этого, конструкция для транспортировки характеризуется огромным количеством различных характеристик
Кроме этого, конструкция для транспортировки характеризуется огромным количеством различных характеристик
Кроме этого, конструкция для транспортировки характеризуется огромным количеством различных характеристик.
Устройство и принцип действия поршневых насосов
Поршневым насосом называется возвратно-поступательный насос, у которого рабочие органы выполнены в виде поршней. По количеству поршней
эти насосы разделяются наоднопоршневые, двухпоршневые, трехпоршневые и многопоршневые .По числу циклов нагнетания и всасывания за один двойной ход поршня различают насосыодностороннего действия, двустороннего действия и дифференциальные .

рис. 3.1.
При движении поршня вправо в левой полости цилиндра и в рабочей камере создается разрежение. За счет разрежения верхний нагнетательный клапан Кн прижимается к седлу, а нижний всасывающий клапан Кв приподнимается, и в создавшийся зазор по всасывающей трубе засасывается жидкость из источника в рабочую камеру. При движении поршня влево в рабочей камере создается повышенное давление, под действием которого всасывающий клапан Кв закрывается, а нагнетательный клапан Кн приподнимается, и жидкость вытесняется из цилиндра в напорный трубопровод.
При многократном возвратно-поступательном движении поршня вода перемещается по всасывающей трубе через цилиндр насоса в нагнетательную трубу и дальше к месту потребления. При этом подача жидкости в нагнетательную линию оказывается неравномерной, что является существенным недостатком
насосов одностороннего действия. Для устранения этого недостатка применяются насосы двустороннего действия.
На рис. 3.2 представлена схема насоса двустороннего действия
(с двумя рабочими камерами). Процесс всасывания в одной камере идет одновременно с процессом нагнетания в другой.
Для обеспечения равномерности подачи применяются дифференциальные насосы (поршневые и плунжерные). На рис. 3.3 показана схема дифференциального насоса
с диаметрами поршнейD 1 иD 2. На всасывающей стороне он работает как насос одностороннего действия, на нагнетательной стороне – как насос двустороннего действия. Его отличительной особенностью является то, что за один оборот вала кривошипа он производит всасывание за один ход поршня, а нагнетание жидкости – в течение обоих ходов поршня, вытесняя ее поочередно из камер А и Б в нагнетательный трубопровод.
По направлению оси движения рабочих органов
поршневые (плунжерные) насосы могут бытьгоризонтальными ивертикальными .
Основные понятия, применяющиеся в теории насосов
На рис. 3.4 показана схема насосной установки
, состоящей из насосного агрегата 1, в состав которого входят насос и двигатель (на схеме двигатель не показан), всасывающей трубы 2 и напорного трубопровода 3, отводящего из насоса жидкость к месту назначения.
В нижней части всасывающей трубы имеется сетка 4, предохраняющая всасывающую трубу от попадания посторонних предметов и обратный клапан, необходимый для заливки насоса жидкостью перед пуском (в лопастных насосах) и предупреждающий обратное движение жидкости в случае остановки насоса.
В теории насосов применяется ряд терминов и определений, относящихся к насосам всех типов, в том числе и к поршневым насосам.
В работающем насосе жидкости сообщается дополнительная энергия, которая расходуется на преодоление сопротивлений в напорном трубопроводе и на подъем жидкости в резервуар. Вертикальное расстояние h
вс от свободной поверхности водоема до центра насоса называетсявакуумметрической высотой всасывания . Потери энергии во всасывающем трубопроводе называютсяпотерями при всасывании Вертикальное расстояниеh н от центра насоса до уровня воды в резервуаре называетсягеодезической высотой нагнетания . Потери энергии в напорной линии называютсяпотерями при нагнетании . Сумма геодезических высотh вс +h н, сложенная с суммой потерь энергии в системе, называетсянапором насосаН :




Напор, развиваемый насосом, представляет собой
количество энергии, сообщаемое насосом единице массы перекачиваемой жидкости.Напоризмеряется в метрах столба перекачиваемой жидкости или в единицах давления.
Напор, развиваемый работающим насосом, можно определить также по формуле (7.9) с использованием показаний вакуумметра и манометра, которыми обычно оборудуются насосные установки (рис. 3.4):
hм – показание манометра, выраженное в метрах столба перекачиваемой жидкости;
hв – показание вакуумметра, выраженное в метрах столба перекачиваемой жидкости;
Δh – вертикальное расстояние между точками присоединения манометра и вакуумметра, м;
wн, w
в – скорости в нагнетательной и всасывающей линиях (в местах присоединения манометра и вакуумметра), м/с;
Одним из основных технических показателей насоса является также давление насоса
р:
Напор насоса Н
и давление насосар связаны между собой зависимостью
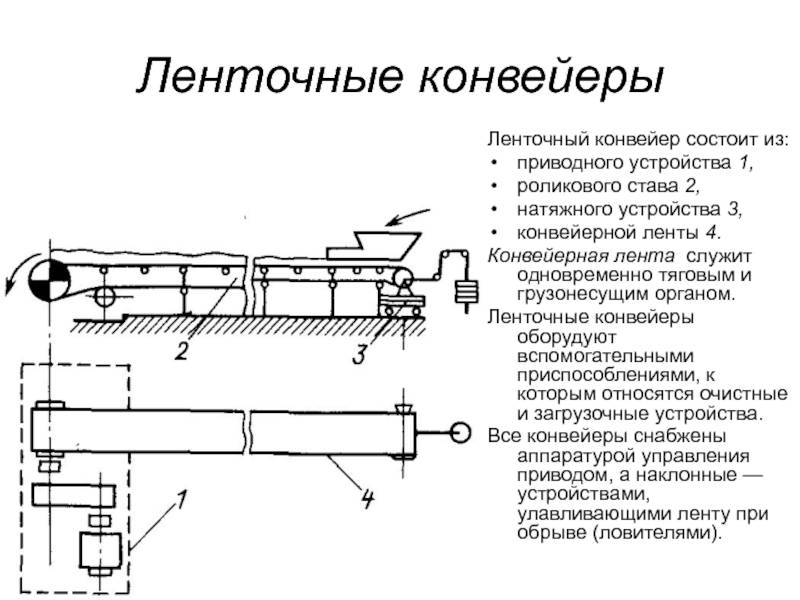
Устройство цепных транспортеров
Основные узлы, или секции, входящие в конструкцию устройства, следующие:
- Приводная. Это рама, на которой закреплены ведущий вал и ведущая шестерня. Здесь же размещен привод- электромотор и редуктор шестеренчатого типа, передающий крутящий момент на ведущий вал.
- Натяжная. Это противоположный по отношению к ведущему конец рамы. Ведомый ваз и шестерня закреплены в специальном подпружиненном кронштейне. Его расстояние от ведущего вала регулируется с помощью червячного привода. Чем дальше ведомый вал отодвигается от ведущего – тем выше натяжение цепи.
- Промежуточная. Представляет собой секции рамы между приводной и натяжной секциями. При значительной длине конвейера на ней могут устанавливаться пассивные опорные валы с поддерживающими цепь шестернями. Это позволяет избежать провисания цепи. Количество опорных валов определяет во время проведения инженерного расчета и построения чертежа транспортера. В устройствах скребкового типа необходимости в опорных валах нет.
- Рабочий орган. Это сама цепь. Ее звенья бывают коваными, сварными или сборными, наподобие велосипедной цепи. На скребковых цепных транспортерах к цепи крепятся перпендикулярные ей щитки, которые, двигаясь в массе продукта, увлекают его за собой.

Для транспортеров, работающих в горячих цехах, применяются специальные марки сталей, электрооборудование, редуктор и подшипники валов также должны быть выбраны в термостойком исполнении. Груз на цепном конвейере может размещаться как сверху от рабочей ветви, на площадках, контейнерах и т.п., так и снизу – на крюках или магнитных подвесах.
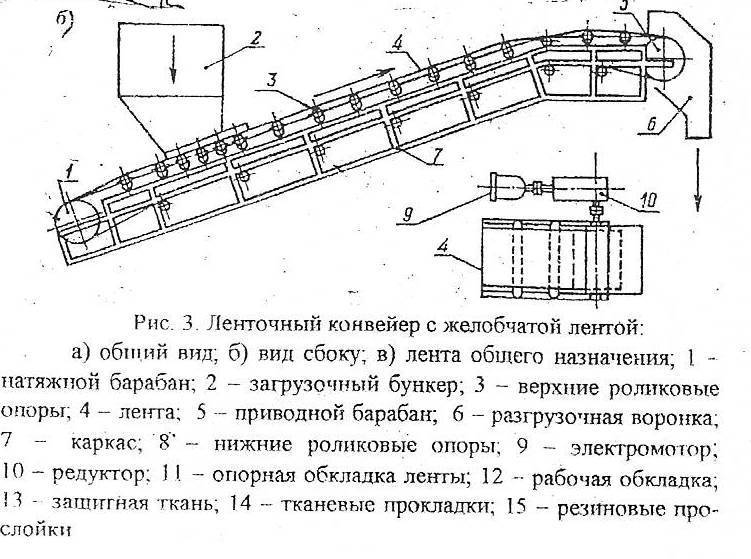
Устройство и конструкция натяжной и приводной станции
Привод ленточного конвейера состоит из двигателя, редуктора и нескольких соединительных муфт. В местах изгиба устанавливают роликовые или отклоняющие батареи, создающие плавный переход. Вся конструкция, вместе с приводом, монтируется на фундамент, который должен быть заложен предварительно. Приводная станция состоит из привода, а также загрузочной коробки, а та часть, где находится натяжное устройство и загрузочная воронка, именуется, как натяжная станция. Между этими двумя станциями находится средняя часть конвейера, она выполнена из нескольких линейных секций. Последние состоят из одинаковых линейных секций, соединенных между собой болтами. А сейчас давайте поговорим о том, какие бывают ленточные конвейеры и в чем их принципиальное отличие. Тут есть несколько интересных моментов.
Свойства
Данный материал подвергается высоким механическим нагрузкам и абразивному воздействию. А оно в свою очередь зависит от сферы использования. Несмотря на все вышеперечисленное, ленты активно применяют в пищевой промышленности, на производстве, в металлургии, в горнорудной промышленности, в аэропорту. Во всех областях требуются разные ленты.
В строение конвейерной ленты входят несколько слоев, которые мы представили в таблице.
| № | Слой и описание |
| 1. | Рабочая резиновая обкладка. Поверхность, по которой транспортируется груз |
| 2. | Тканевая прокладка. Является важным элементом ленты, которая определяет ее прочность и гибкость |
| 3. | Резиновая прокладка. Она способна соединить слои каркаса |
| 4. | Нерабочая резиновая обкладка |
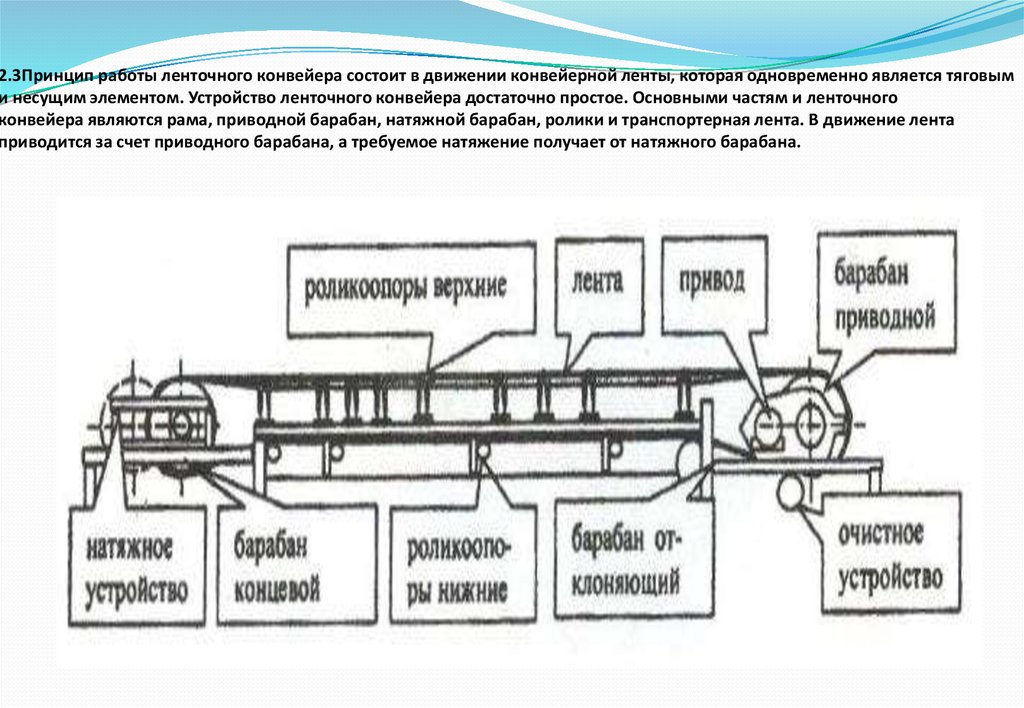
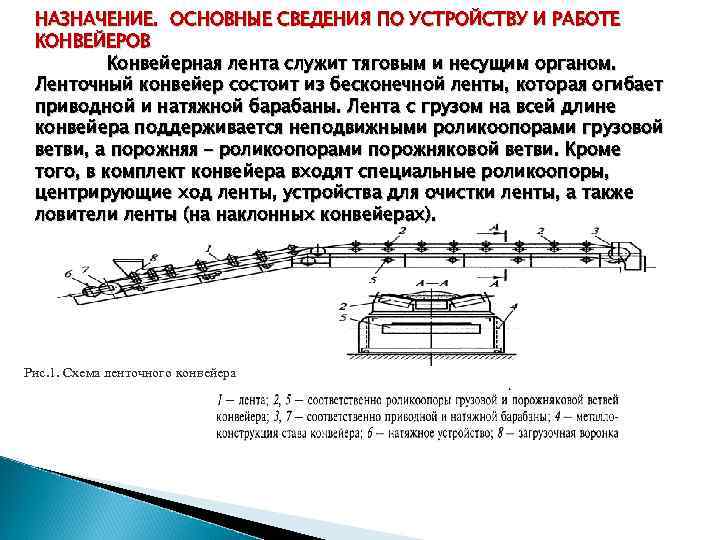
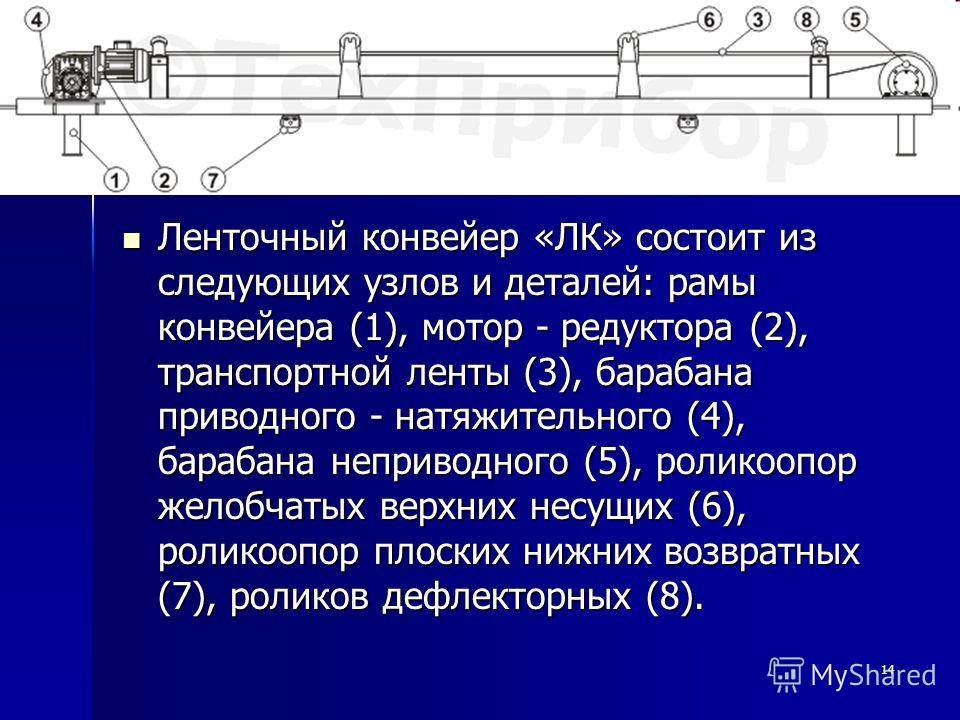
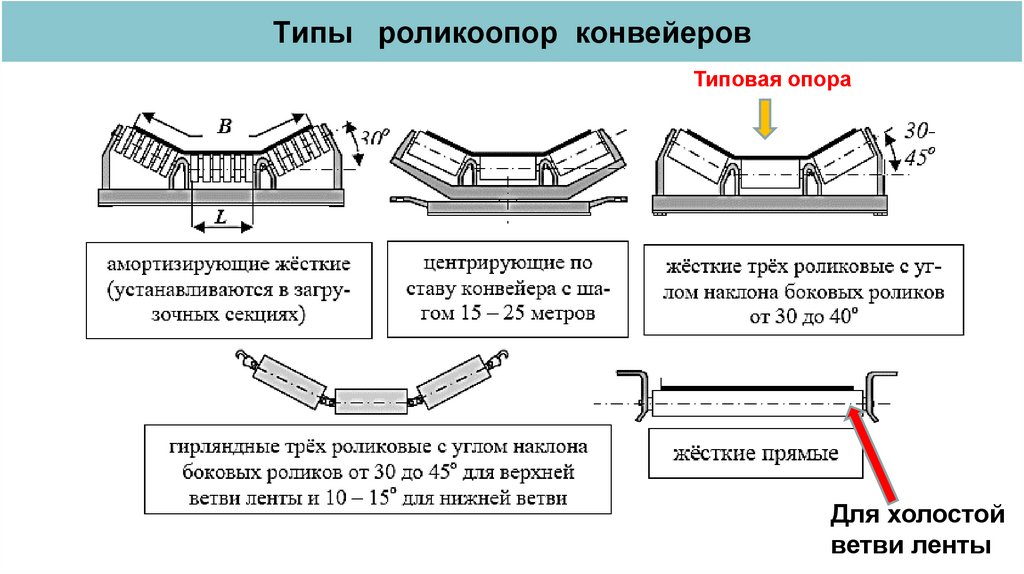
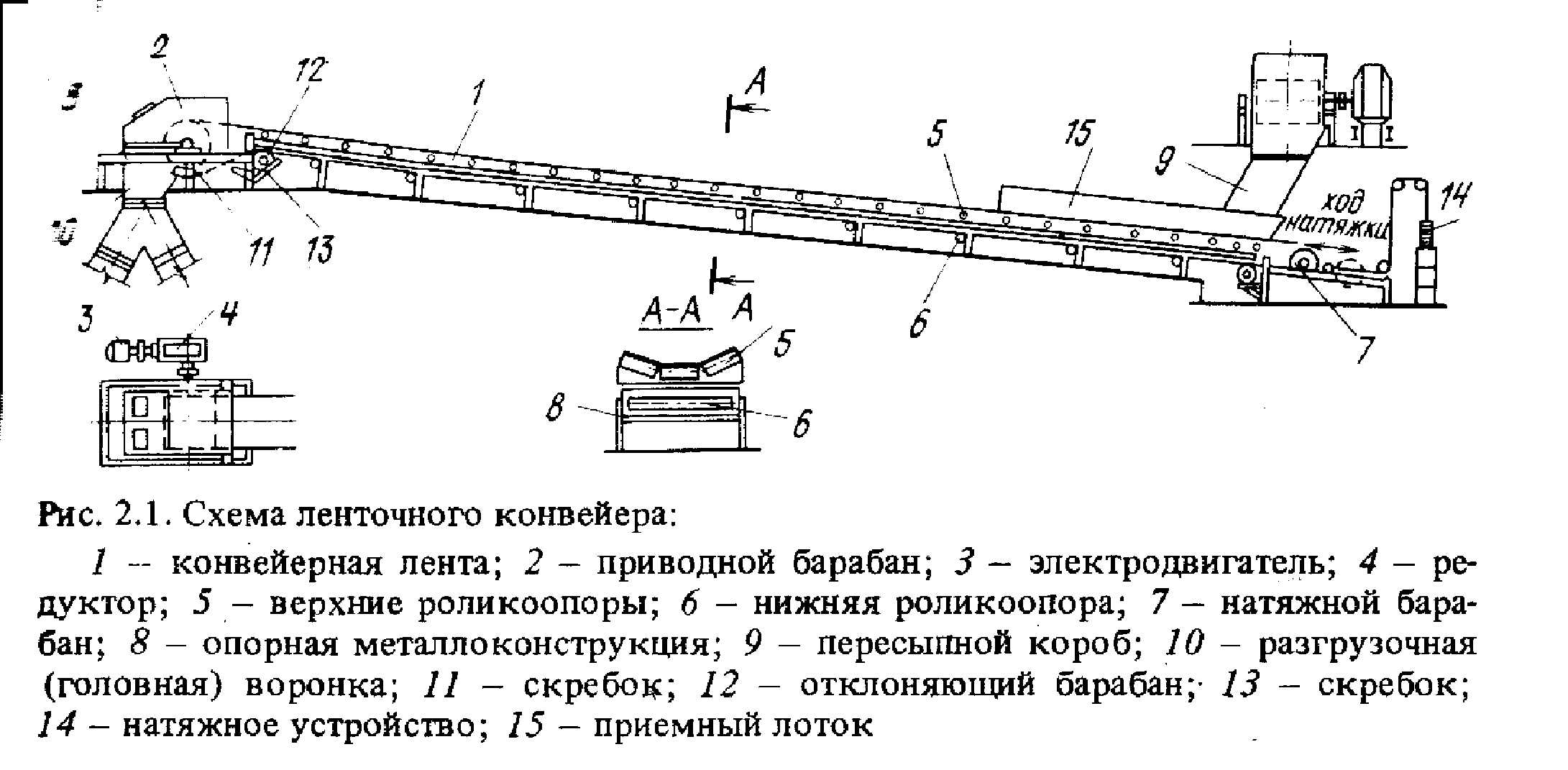
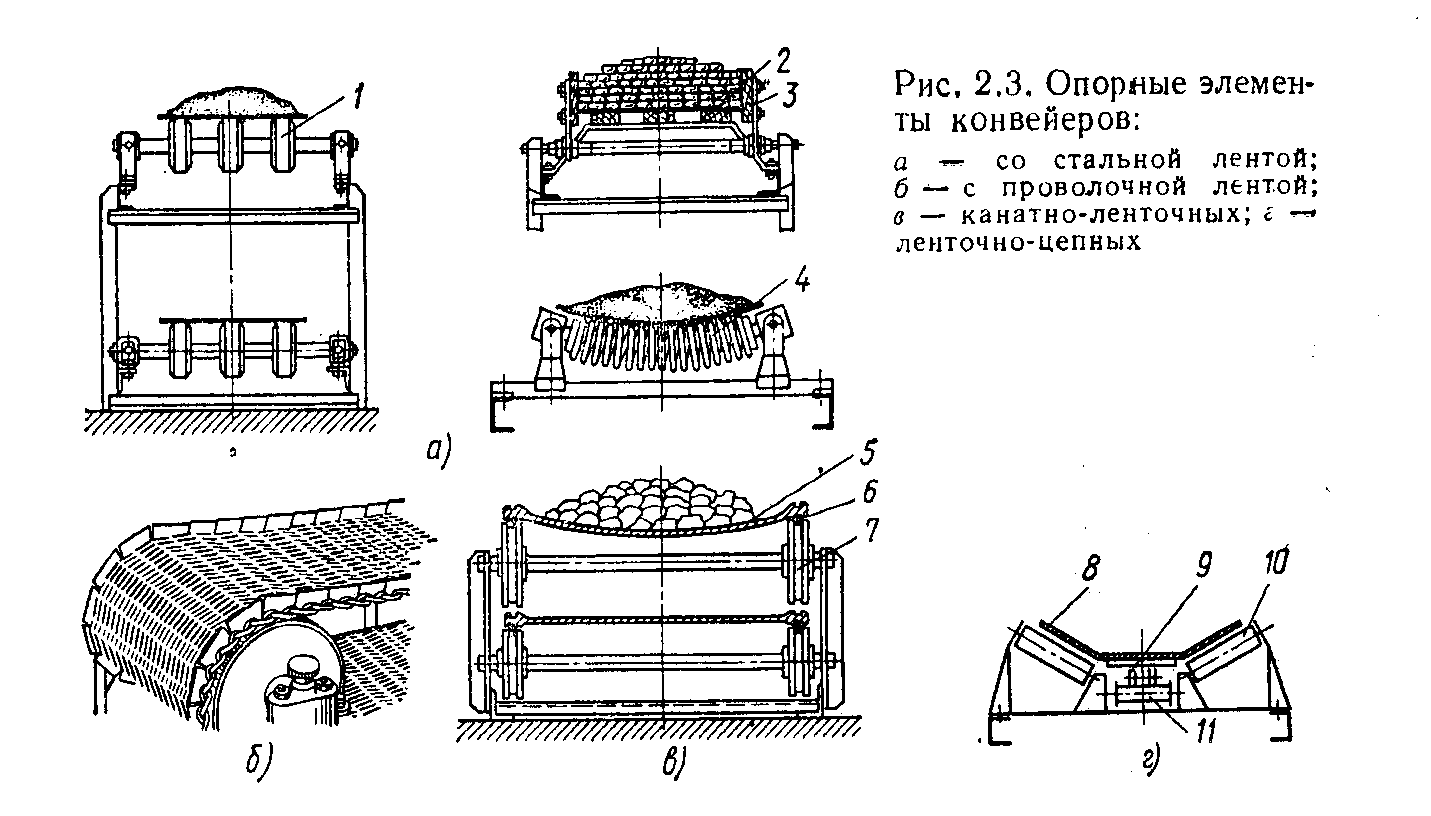
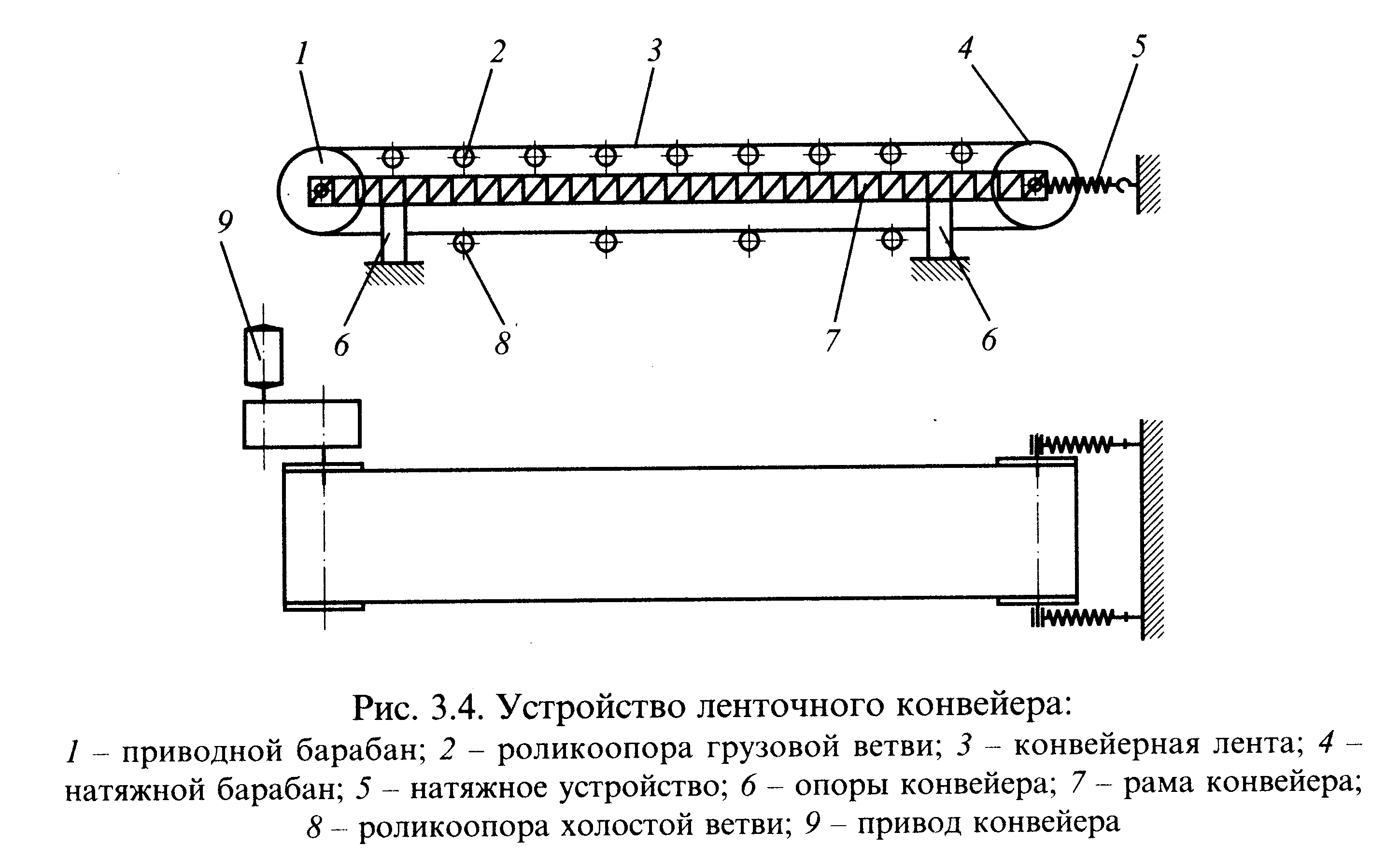
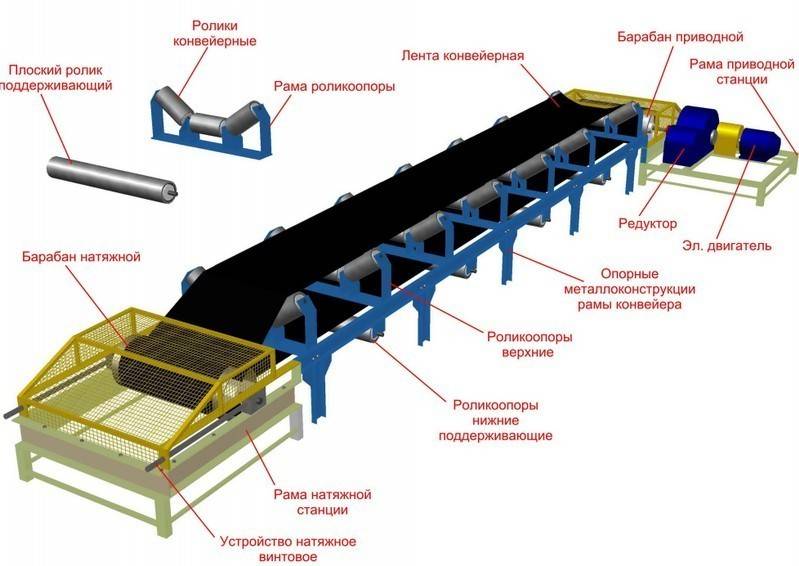
Устройство ленточных конвейеров
Конструкции транспортеров значительно отличаются в зависимости от их назначения, впрочем фактически они все состоят из следующих весомых частей и узлов:
- несущая рама;
- мотор;
- ведущий барабан;
- натяжной барабан;
- опорные валки;
- лента;
- система управления и подсобные устройства.
Несущая рама фиксируется на неподвижном или подвижном основании, она служит основой всей конструкции. На ней фиксируются опорные валки, по которой прокатывается транспортерная лента. Она приводится в движение ведущим (или приводным) барабаном. Рядом с ним либо даже на одном валу размещается мотор, приводящий в движение весь механизм. Момент вращения может передаваться на барабан и с удалённого энергетического источника при помощи ременных, цепных либо иных передач. Н такая схема применяется все реже и реже- легче, и эффектнее расположить мотор который работает от электричества конкретно на раме. второй барабан называют натяжным, он крутится на валу, который может передвигаться вдоль рамы и создаёт натяжение ленты.

Во время работы с сыпучим грузом конвейер снабжают бортами, не дающими ему рассыпаться.
Конструкция ленты разнится в зависимости от характера транспортируемых грузов. Для работы с сыпучими материалами часто устанавливают ребра, поперечные или под угол. Ребра делаются вместе с этим с лентой, тогда их называют рифлеными. Рифление тоже может быть треугольным, прямым, трапециевидным.
Некоторые предметы чаще передвигают на гладких транспортерах. Ленты делают из прорезиненной ткани, специализированных устойчивых к износу пластиков, железных сегментов.
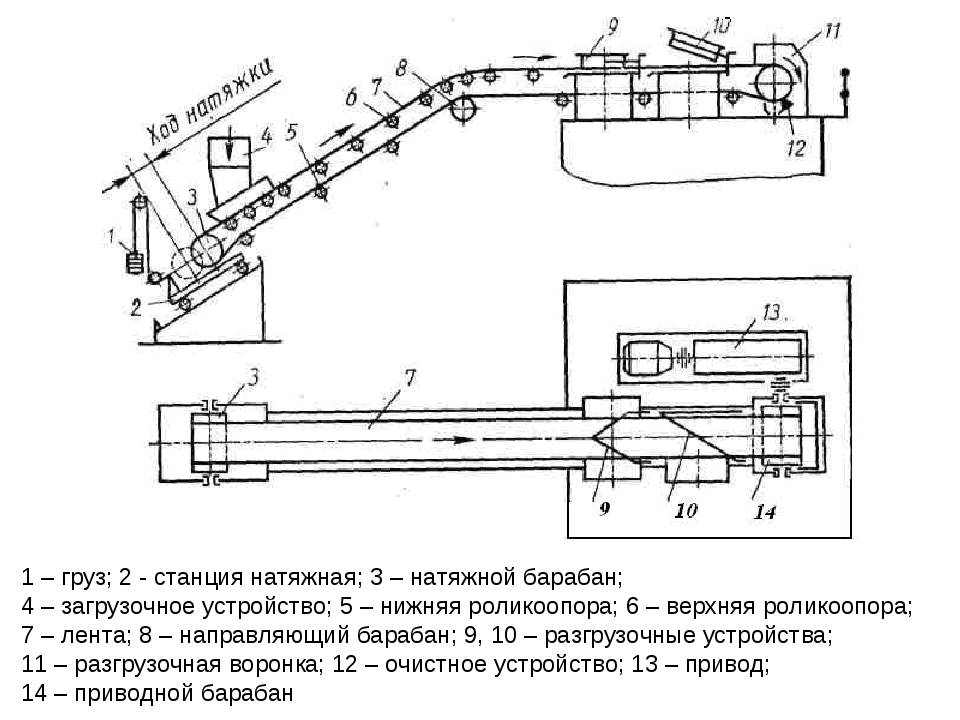
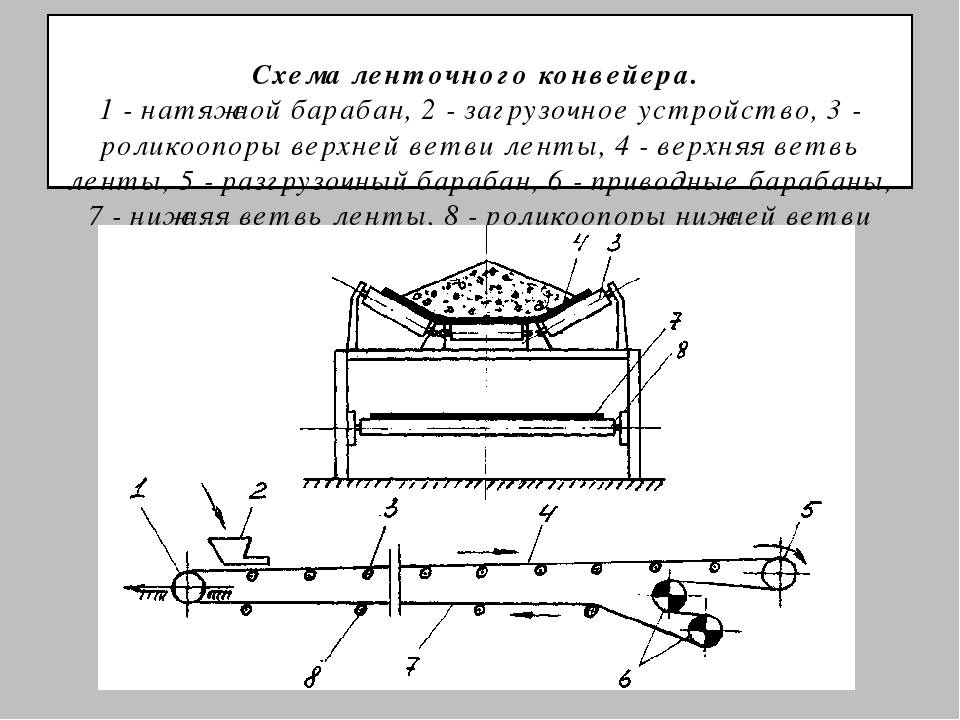
Рабочий принцип ленточного конвейера очень прост:
- натяжной барабан обеспечивает натяжение лены и ее сцепление с ведущим барабаном;
- приводной барабан приводит ленту в движение;
- груз ложиться или насыпается на рабочую ветвь в начало ленты;
- он едет на ней до барабана и там ссыпается в бункер, снимается работниками или механизмами либо подается на следующий транспортер.
Продуктивность конвейера устанавливается большинством факторов, среди них:
- мощность мотора;
- скорость движения ленты;
- ширина транспортера;
- угол уклона.
Зависит продуктивность и от характера транспортируемого материала.
8 Методы испытаний
8.1 Средства испытаний
8.1.1 Средства измерений, испытательное оборудование и материалы, необходимые для проведения испытаний, рекомендуется указывать в методике испытаний.
8.1.2 Стандартизованные средства измерений должны быть поверены в соответствии с требованиями ПР 50.2.006 []; нестандартизованные – аттестованы по ПР 50.2.009 [].
8.1.3 Погрешности средств измерений должны быть не более:
±0,3 %- при измерении линейных размеров до 10000 мм;
±0,5 %»»линейных размеров св. 10000 мм;
±0,02 рад (1°)»»угловых величин;
±2,5 %»»массы;
±2,5 %»»времени;
±1 °С»»температуры;
±2 %»»усилий до 1000 Н.
8.2 Подготовка к испытаниям
С конвейером, предъявляемым на испытания, в зависимости от вида испытаний представляют следующую сопроводительную документацию:
программу и методику испытаний;
эксплуатационную документацию по ГОСТ 2.601;
НД на серийно выпускаемый конвейер;
акт приемосдаточных испытаний и протокол предшествующих периодических испытаний (для периодических испытаний);
комплект рабочих чертежей серийного производства.
8.3 Проведение испытаний
8.3.1 Визуальный контроль конвейеров и их составных частей проводят без снятия и разборки агрегатов. При этом проверяют:



комплектность сопроводительной документации;
комплектность и правильность монтажа конвейера в целом и его составных частей;
правильность выбора рабочей стороны и качество стыка конвейерной ленты;
отсутствие видимых повреждений агрегатов и деталей, некачественно выполненных покрытий, сварных швов и крепежных соединений;
состояние уплотнений, отсутствие течи масла;
заправку агрегатов конвейера смазочными материалами в необходимых объемах;
качество сборки и монтажа узлов и агрегатов;
8.3.2 Проверку момента приведения ролика и барабана во вращение проводят не менее чем у 0,5 % роликов и не менее чем у 10 % барабанов. Проверку проводят в специальном приспособлении приложением усилий к наружной поверхности обечайки.
При проверке работы конвейера на холостом ходу контролируют:
скорость ленты;
действие натяжного устройства ленты;
равномерность вращения барабанов и роликов;
ход и центрирование верхней и нижней ветвей ленты на барабанах и роликах. Допустимое отклонение ленты от продольной оси конвейера – не более половины разности между длиной обечайки приводного барабана и шириной ленты;
работоспособность предохранительных устройств и устройств управления методом четырехкратного включения и выключения.
8.3.4 Проверку работы конвейера под нагрузкой проводят с целью оценки работоспособности и безопасности конвейера и его составных частей после проверки по . После достижения номинальной скорости движения ленты конвейер постепенно загружают. При этом контролируют:
правильность загрузки конвейера в продольном направлении и центрирование перемещаемого груза на ленте (визуально);
стабильность положения перемещаемого груза на ленте (визуально);
действие тормозов (при четырехкратном пуске и торможении конвейера определяют путь и время торможения и отпускания тормозов);
действие натяжного устройства конвейерной ленты путем двукратного натяжения и ослабления ленты, при этом ленту каждый раз следует разгонять до номинальной скорости;
температуру подшипников всех узлов конвейера. Контроль проводят при помощи датчиков температуры. После непрерывной работы конвейера не менее 2 ч температура подшипников не должна превышать: 40 °С – для подшипников с консистентной смазкой и 70 °С – для подшипников с жидкой смазкой;
ход и центрирование верхней и нижней ветвей ленты на барабанах и роликах;
работу ограничителя обратного хода наклонных конвейеров при загруженной ленте и отключенном приводе;
соблюдение требований по вибрации, шуму и уровню концентрации пыли в рабочей зоне конвейера, приведенных в ГОСТ 12.2.022.
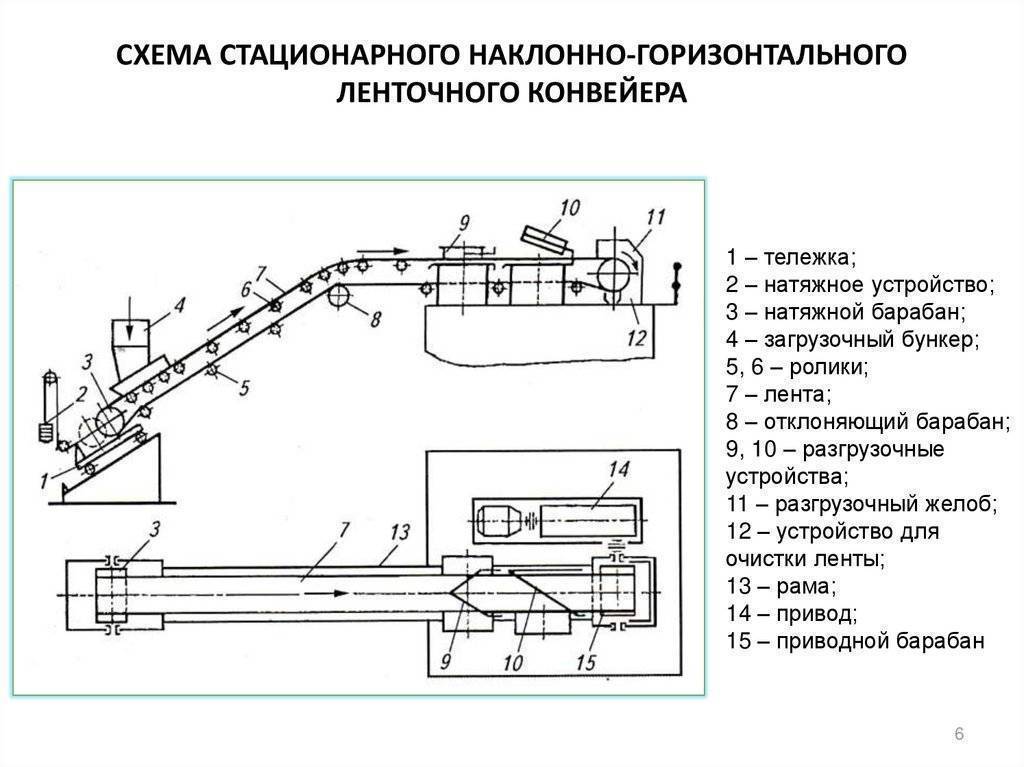
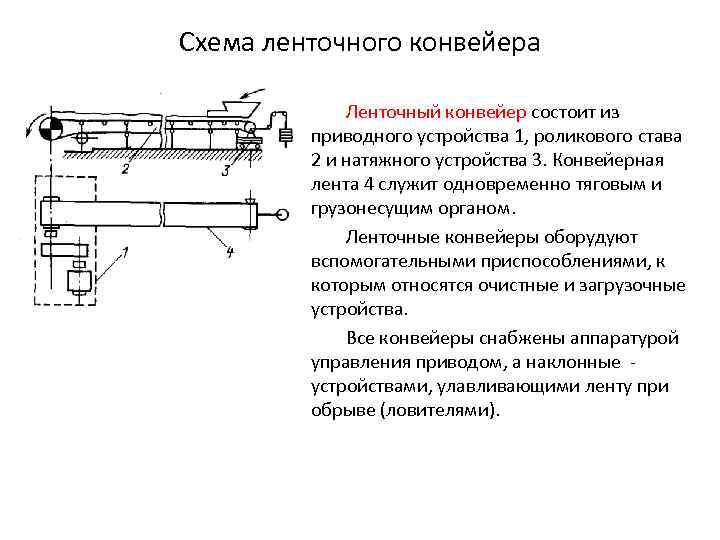
Конвейер ленточный
Ленточные конвейеры наиболее производительный вид непрерывного транспорта, используемый для транспортировки сыпучих (мелкокусковатых), с насыпной плотностью не более 1,5 т/м3, тарных или штучных грузов с различной производительностью и скоростью движения конвейерной ленты. Расстояние транспортирования может достигать до 300 м, а их трасса может иметь различную схему, что позволяет приспосабливать конвейеры к условиям производства и местности.
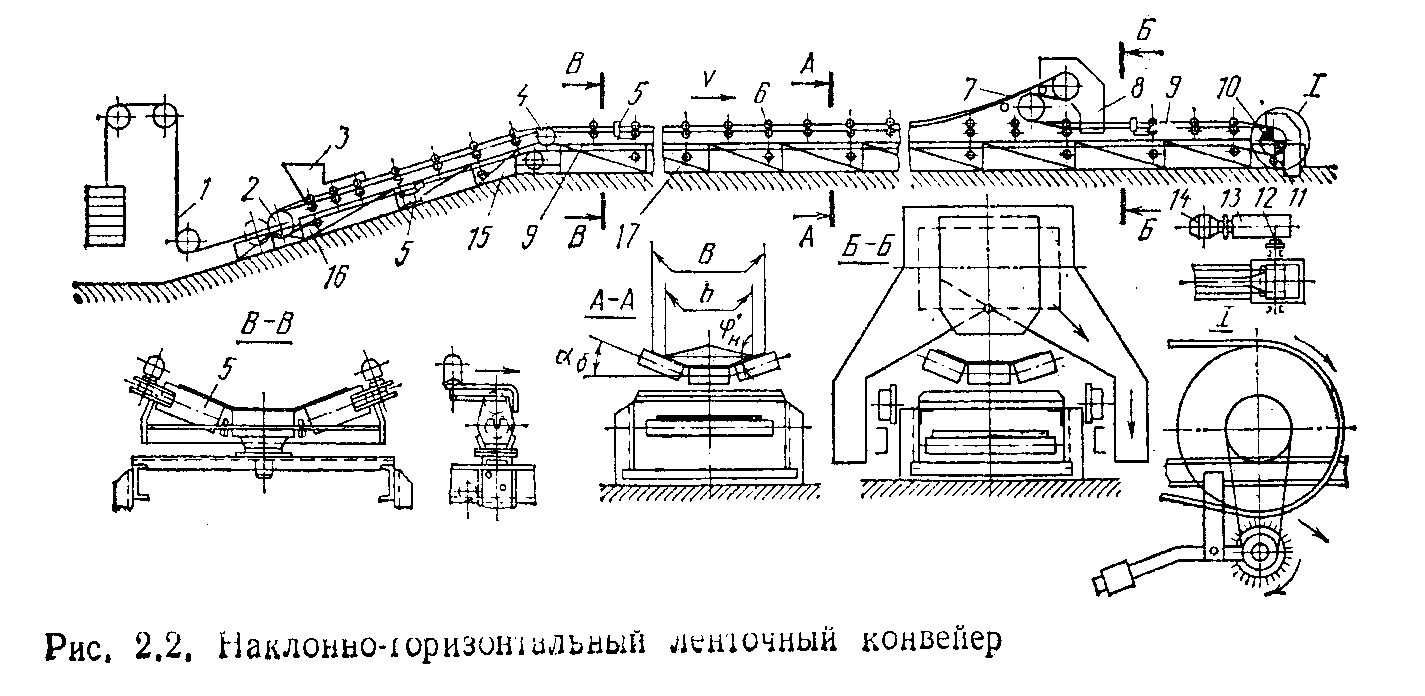
Технические характеристики и принцип действия ленточных конвейеров
Ленточный конвейер условно можно разбить на три части: головную, среднюю и хвостовую. Конвейеры могут устанавливаться горизонтально или наклонно до 18 градусов в зависимости от транспортируемого материала и скорости движения ленты. Разгрузка конвейера производится в головной части, или в средней (для этого применяются плужковые сбрасыватели или разгрузочные тележки). В качестве несущего и тягового органа применяется резинотканевая лента на основе ткани ТК-100. Исходя из этих показателей 2-х прокладочная лента на ткани ТК-100-2 может с успехом заменить 4-5 прокладочную на ткани БКНЛ-65-2. При этом она ещё имеет и меньший вес и толщину, что положительно сказывается на сроке службы конвейерной ленты. Загрузка конвейера производится в хвостовой части специальным загрузочным устройством. Механизмы подъема, опускания и выдвижения с длиной транспортирования до 40 м. и шириной ленты 500 – 650 мм.. C длиной транспортирования до 200 м. и шириной ленты 500 мм., 650 мм., 800 мм., 1000 мм.
Конвейера ленточные для тарных или штучных грузов изготавливаются трех видов:
Конвейера ленточные для тарных или штучных грузов изготавливаются трех видов:
| Конвейер У2-УЛК-50/1 | Конвейер У2-УЛК-65/1 | Конвейер У2-УЛК-80/1 | |||||||||||||
| 00 | 01 | 02 | 03 | 04 | 00 | 01 | 02 | 03 | 04 | 00 | 01 | 02 | 03 | 04 | |
| Производительность: т/ч γ=0,75 т/м3 продукта (зерна) | 100 | 175 | 350 | ||||||||||||
| Скорость ленты, макс. м/с | 2,5 | 2,5 | 2,5 | ||||||||||||
| Ширина ленты, мм | 500 | 650 | 800 | ||||||||||||
| Длина транспортирования, м – Lк | 47 | 92 | 137 | 197 | 270 | 47 | 67 | 97 | 142 | 197 | 17 | 37 | 52 | 87 | 117 |
| Установленная мощность, кВт | 3* | 5,5* | 7,5* | 11* | 15* | 3* | 5,5* | 7,5* | 11* | 15* | 3* | 5,5* | 7,5* | 11* | 15* |
| Масса 1 п.м. средней части, кг | 20 | 23 | 26 | ||||||||||||
| Ширина колеи тележки В1, мм | 770 | 1010 | 1070 | ||||||||||||
| Высота става, Н, мм | 735 | 735 | 735 | ||||||||||||
| Тип тележки | ТР-50м | ТР-65м-1щ | ТР-80-1щ |
*При работе с тележкой ТР мощность увеличивается. 50х3 ГОСТ 10704, из трубы прямоугольной 80х60х3,5 ГОСТ 8645
| Конвейер У2-УЛК-50- П1 | Конвейер У2-УЛК-65- П1 | Конвейер У2-УЛК-80- П1 | |||||||||||||
| 00 | 01 | 02 | 03 | 04 | 00 | 01 | 02 | 03 | 04 | 00 | 01 | 02 | 03 | 04 | |
| Производительность: т/ч γ=0,75 т/м3 продукта (зерна) | 100 | 175 | 350 | ||||||||||||
| Скорость ленты, макс. м/с | 2,5 | 2,5 | 2,5 | ||||||||||||
| Ширина ленты, мм | 500 | 650 | 800 | ||||||||||||
| Длина транспортирования, м – Lк | 47 | 92 | 137 | 197 | 270 | 47 | 67 | 97 | 142 | 197 | 17 | 37 | 52 | 87 | 117 |
| Установленная мощность, Квт | 3 | 5,5 | 7,5 | 11 | 15 | 3 | 5,5 | 7,5 | 11 | 15 | 3 | 5,5 | 7,5 | 11 | 15 |
| Высота става, Н, мм | 735 | 735 | 735 | ||||||||||||
| Высота трассы Н1, мм Исполнение 2 | до 5000 | до 4000 | до 3000 | ||||||||||||
| Минимальный радиус R 1 Исполнение 2, м | 50 – 60 | 75 – 90 | 10 – 150 | ||||||||||||
| Мощность при исполнении 2, кВт | 5,5 | 7,5 | 11 | 15 | 18 | 5,5 | 7,5 | 11 | 15 | 18 | 7,5 | 11 | 15 | 18 | 22 |
| Конвейер У2-УЛК-50-П2 | Конвейер У2-УЛК-65-П2 | Конвейер У2-УЛК-80-П2 | |||||||||||||
| 00 | 01 | 02 | 03 | 04 | 00 | 01 | 02 | 03 | 04 | 00 | 01 | 02 | 03 | 04 | |
| Производительность: т/ч γ=0,75 т/м3 продукта (зерна) | 100 | 175 | 350 | ||||||||||||
| Скорость ленты, макс. м/с | 2,5 | 2,5 | 2,5 | ||||||||||||
| Ширина ленты, мм | 500 | 650 | 800 | ||||||||||||
| Длина транспортирования, м – Lк | 47 | 92 | 137 | 197 | 270 | 47 | 67 | 97 | 142 | 197 | 17 | 37 | 52 | 87 | 117 |
| Установленная мощность, кВт | 3 | 5,5 | 7,5 | 11 | 15 | 3 | 5,5 | 7,5 | 11 | 15 | 3 | 5,5 | 7,5 | 11 | 15 |
| Высота става, Н, мм | 735 | 735 | 735 | ||||||||||||
| Масса 1 п.м средней части | 140 | 17,5 | 19,0 |





