

Типы лент для гриндера
Шлифовальная лента для гриндера, купить в Москве которую предоставляется возможность у нас, представлена множеством разновидностей и типов («R», «Z» и др.) от ведущих производителей. Сегодня именно 3м ленты гриндера являются наиболее востребованными в работе и покупаемыми.
При работе по твердым материалам именно 3м ленты гриндера демонстрируют повышенную стойкость и длительный срок эксплуатации при максимально интенсивном съёме. Кроме того, 3м ленты гриндера могут применяться как при влажном, так и при сухом шлифовании. При этом ленты данного типа показывают весьма высокий уровень экономичности.
Ролики, шкивы и другие аксессуары для гриндера
Изготавливаем шкивы и ролики из капролона(полиамид-6) для гриндера. Капролон отличается высокой ударной прочностью, практически не уступающей алюминию. Тел./WhatsApp — 89377721731
1. Вы сообщаете нам (whatsap/тел.) какой товар Вам нужен и его размеры. Также потребуется Ваши ФИО и Адрес доставки; 2. Мы сообщаем вам номер номер банковской карты и общую сумму перечисления; 3. После зачисления денежных средств мы высылаем Вам посылку Почтой России.
Доставка в регионы — от 350р. до 500р. (зависит от расстояния). Почтой России.
Ролики для гриндера играют важную роль в работе станка. Они отличаются назначением, конструкцией и размерами, могут быть промышленного и самодельного изготовления.
Гриндер, или настольный ленточно-шлифовальный станок, предназначен для обработки и доводки небольших плоских деталей, острых кромок, снятия ржавчины и старой краски. В быту он поможет заточить нож или ножницы, поправить лезвия мясорубки, отшлифовать деталь сложной формы, не нарушая профиля. А еще на нем можно править резцы и сверла. Позволяет обрабатывать дерево, пластик, металл, камень и керамику.
Что такое гриндер
Самодельный гриндер, собранный своими руками, представляет собой станок стационарного типа, на котором имеется основная лента для шлифовки деталей. При помощи двух роликов (ведущего и направляющего) лента вращается вокруг некой оси.
Количество оборотов зависит от мощности конструкции, используемого мотора (привода) и качества самостоятельной сборки. На нижнем контуре такие аксессуары имеют несколько зажимов, при помощи которых производится крепление станка к верстаку или другой рабочей поверхности.
Зачастую, на боковом контуре дополнительно монтируют зажимы для крепления (надежное крепление позволяет проводить обработку оптимально, без грубых дефектов).
Чертежи с размерами простого гриндера для работы своими руками позволят оптимально соблюсти основные принципы конструкции, обеспечив дальнейшую работу станка.
Зернистость
От данного свойства будет зависеть качество обработки любых поверхностей. Если зернистость абразивного материала выше, то такая обработка мягче. Зернистость принято обозначать английской буквой Р. Она соответствует числовому промежутку от 12 до 2500. Чем больше число, тем абразив мельче. Существует несколько типов крупнозернистых лент.
- Очень крупные. Такие ленты имеют особо крупные зерна (Р22–Р36). Они необходимы для черновой шлифовки поверхностей и их выравнивания.
- Крупные. Ленты с показателем Р40–Р60. Они требуются для начальной обработки материала, не забиваются пылью из-за крупного размера зерен.
- Для начальной обработки. Ленты с маркировкой Р70–Р120 рекомендуются для удаления лакокрасочных основ или ржавчины.
- Для финальной обработки. Ленты с показателем Р150–Р220. С их помощью зачищают поверхность перед полированием.
Изготовление роликов гриндера своими руками: чертежи
Конструирование роликов для шлифовального агрегата такого типа – серьезный этап, который требует внимательности и аккуратности. Одним из наиболее важных элементов гриндера является главный каток. Необходимо запомнить, что его габариты должны быть больше, чем размеры оставшихся роликов.
Ведущий каток имеет подобные геометрические показатели неслучайно. Такие габариты позволяют избежать нежелательного рывка, возникающего во время пускового момента
Также важно понимать, что для изготовления данного конструктивного элемента ни в коем случае нельзя использовать материалы, которые имеют большую массу. К таким материалам относят:
- сталь;
- чугун.
Перед тем как приступить к созданию роликов, необходимо подготовить соответствующие чертежи с размерами. Ленточный гриндер своими руками должен иметь легкие и удобные ролики небольших габаритов. Как правило, этого вполне достаточно для того, чтобы проводить простую работу по шлифовке.
При самостоятельной сборке гриндера важно расположить ролики перпендикулярно друг над другом, чтобы избежать перекосов ленты. Для уменьшения массы ведущего катка можно сконструировать стальную деталь с полостью. Существуют специальные справочники, которые позволяют провести расчеты, необходимые для данной процедуры
Существуют специальные справочники, которые позволяют провести расчеты, необходимые для данной процедуры
Существуют специальные справочники, которые позволяют провести расчеты, необходимые для данной процедуры
Для уменьшения массы ведущего катка можно сконструировать стальную деталь с полостью. Существуют специальные справочники, которые позволяют провести расчеты, необходимые для данной процедуры.
Второй вариант, который чаще всего используют домашние мастера, – применение дюралюминия. Этот материал отличается низким весом и идеально подходит для данной цели. Он содержит примеси меди и магния, которые обеспечивают повышенную прочность сплава. Для сборки гриндера принято использовать дюралюминий марки Д16 и выше.
Как сделать ролики для гриндера своими руками? Специалисты рекомендуют выполнить на шкиве канавку, расположенную на торце. Ее габариты выбираются с учетом размеров абразивной ленты, которая будет применяться в станке. Такая мера направлена на предотвращение слета ленты во время работы оборудования. Желательно проделать ту же манипуляцию и с оставшимися катками.
Очень большое значение имеет степень шероховатости катков. Поверхность роликов может обладать разным уровнем шершавости. При сборке гриндера рекомендуется использовать катки, у которых данный показатель располагается в пределах от 1,25 до 2,5. Таблицу, содержащую информацию о степени шероховатости деталей, можно без труда найти в интернете. Шкив для гриндера своими руками монтируется на оборудование посредством подшипниковых узлов.
Для изготовления роликов для гриндера часто используется дюралюминий.
В этом случае применяются подшипники закрытого типа, которые имеют статичное наружное кольцо и относятся к категории самоцентрирующихся. Установка подобных элементов позволяет исключить возможность попадания абразивных или любых других инородных частиц на вал катка.
При выборе подшипников необходимо обязательно учесть их несущие параметры. Эти показатели определяют то, какую нагрузку способна выдержать деталь. Чем выше число оборотов агрегата, тем более надежными должны быть подшипники. Во время работы не рекомендуется отклоняться от чертежей с размерами. Ленточный гриндер, выполненный в соответствии со схемой, будет отличаться более высокой эффективностью, а также длительным сроком использования.
Как зафиксировать ролик в устройстве? Проще всего в домашних условиях для крепления катка воспользоваться стандартными шплинтами. Еще один вариант крепления –применение буртика (на одном конце оси).
Основные этапы работ
На следующем этапе из оставшихся кругов фанеры автор собирает ведущий ролик. По центру нужно просверлить отверстие под вал двигателя (или вал болгарки, если она используется как привод).
Далее обрабатываем ведущий ролик, придавая ему необходимую форму. Сверху наносим клей 88 для влагостойкости и шероховатости.
После этого приступаем уже непосредственно к изготовлению ведомых роликов для гриндера. Вставляем подшипники в отрезки круглой трубы, потом завариваем шов и шлифуем.
Подробно о том, как сделать ролики для гриндера без токарного станка, можно посмотреть на видео ниже. Данный обзор подготовлен на основе видеоролика, опубликованного на YouTube канале «Самоделкин 37 rus».
Процесс изготовления роликов для гриндера
Раскраиваем на циркулярной пиле многослойную фанеру на шесть прямоугольных фрагментов, у которых длинная сторона точно в два раза больше меньшей стороны. Отмечаем карандашом с помощью приспособления для центровки квадратных заготовок середины половинок прямоугольных фрагментов и намечаем найденные центры кернером.
Выполняем на сверлильном станке сверлом Форстнера глухие отверстия под шариковые подшипники.
Затем корончатым сверлом большего диаметра из каждого прямоугольного фрагмента получаем по две круглых диска.
В глухие отверстия заподлицо впрессовываем, пользуясь молотком и куском многослойной фанеры, закрытые шариковые подшипники.
Выполняем во всех дисках по центру сквозные отверстия сверлом диаметром, соответствующим размеру внутреннего кольца подшипников.
На болт с шайбой нанизываем три круглых диска, используя клей. Сверху укладываем широкую шайбу и гаечными ключами стягиваем блок и оставляем его до отвердения клея.








Далее откручиваем гайку и удаляем стягивающий болт. Теперь в нашем распоряжении находятся три моноблока с впрессованными в крайние диски подшипниками. Используя маятниковую пилу, от пластиковой трубы нужного диаметра отрезаем три куска, по длине равных высоте моноблоков из трех дисков, выполненных из многослойной фанеры.
Обтачиваем боковые поверхности моноблоков, закрепив их в патроне сверлильного станка, вначале обдирочным напильником, затем наждачной бумагой, под внутренний диаметр кусков пластиковой трубы, контролируя обточку штангенциркулем.
Запрессовываем обточенные моноблоки с подшипниками по концам в куски пластиковых труб, используя механизм подачи инструмента сверлильного станка в качестве пресса. Если процесс идет туго, слегка подрабатываем боковую поверхность моноблока наждачной бумагой.
Удаляем болты и наш натяжной и ведомые диски практически готовы. Еще раз контролируем запрессовку подшипников и при необходимости осаживаем их. Торцы роликов обрабатываем на гриндере.
Как сделать ролики для гриндера своими руками
Подготовка роликов для гриндера – один из самых трудоёмких этапов работы. Чаще всего для шлифовальной машинки делают четыре ролика с разными размерами − от 70 до 150 мм. Чаще всего в работу идет металл, в первом случае используют сталь, лучше всего подойдёт титан или дюралюминий. Причём ширина роликов зависит от размера шлифованной ленты.Многие мастера используют как металлические конструкции, так и деревянные, главное обеспечить качество крепления «бочонка» к рабочей поверхности.
При создании чертежа для изготовления роликов запомните, что ролики должны быть бочкообразной формы, это всё обеспечит удержание ленты. Чертёж – обязательное условие работы, ведь, скорее всего, вам придётся обращаться к токарям. Если вы хотите, чтобы ваше устройство работало качественно, стоит не экономить на этом, кроме того, следует выбирать подшипники 6 класса и выше.
Шкив для гриндера после собственно мотора − один из самых затратных элементов шлифовального станка. Готовая деталь стоит не менее 2 000 рублей.
Видео о том, как можно сделать шкив для гриндера, можно посмотреть тут:
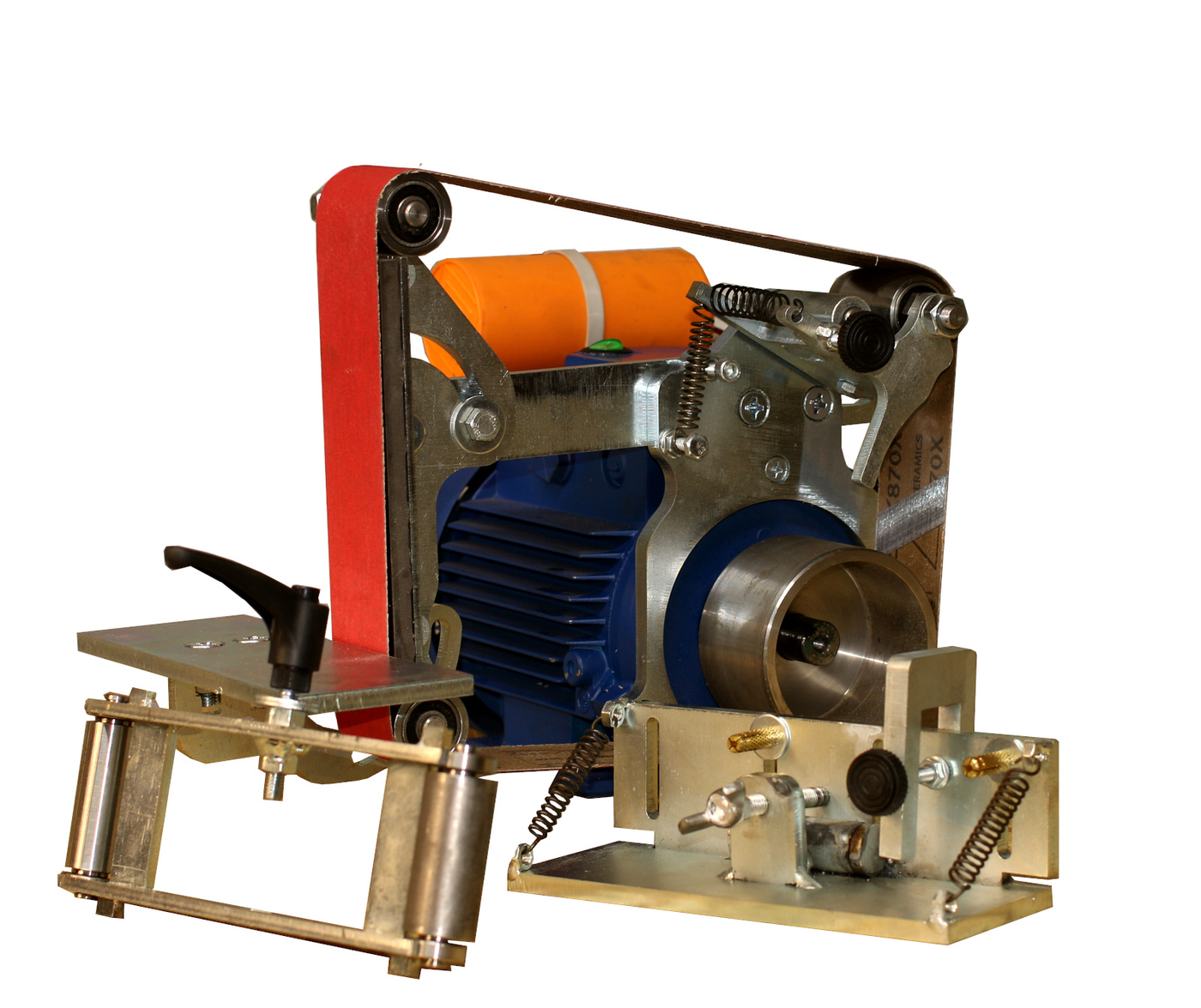
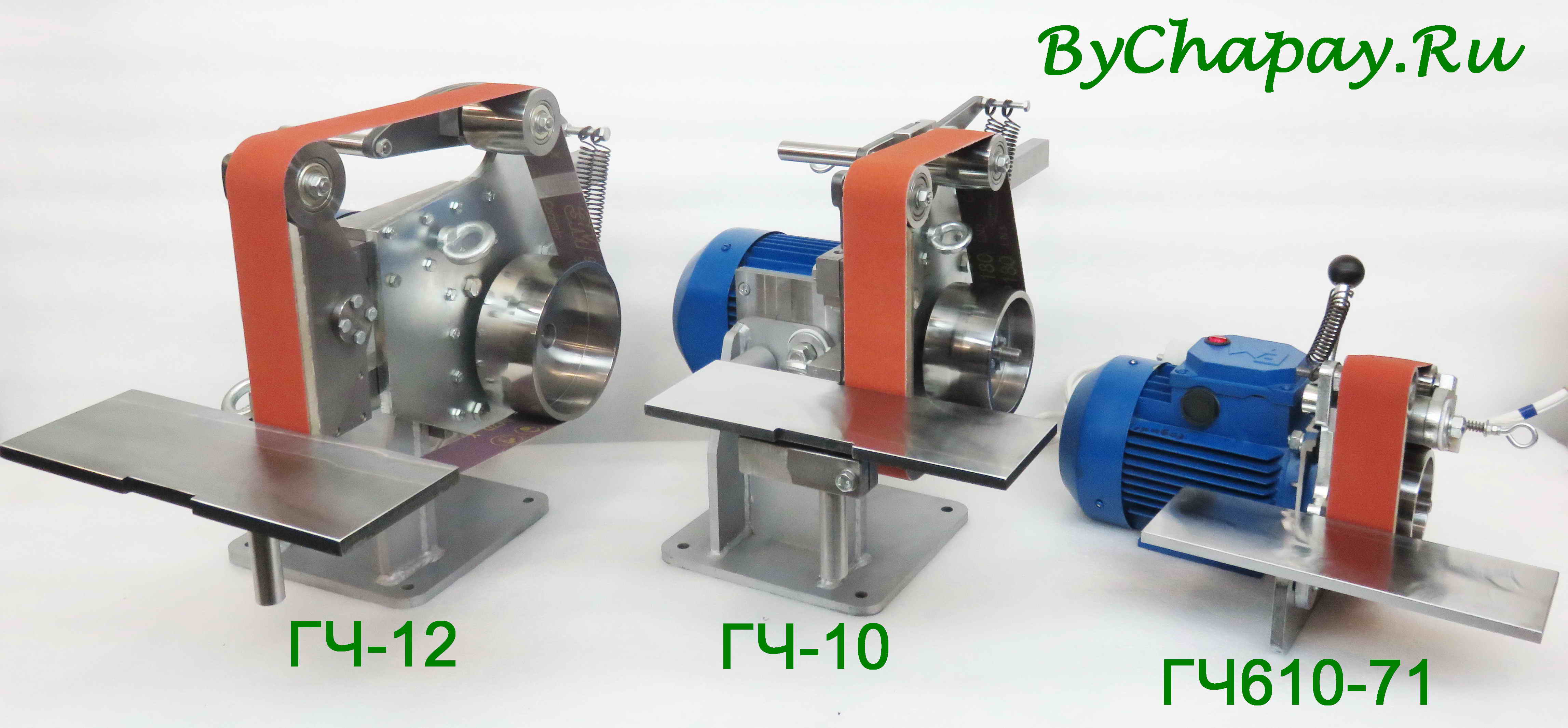
Изготовление гриндера от Чапая
Гриндеры «От Чапая» (торговая марка ByChapay) пользуются у профильных специалистов абсолютным авторитетом за свою продуманность конструкции, функциональную универсальность и высокое качество изготовления. Семейство этих станков было разработано инженером и предпринимателем из г. Коврова Андреем Чапаем, который скончался в начале 2017 года. Сегодня их производством и продажей продолжает заниматься его супруга.
Гриндер от Чапая
С технологической точки зрения гриндеры «От Чапая» являются примером продуманного во всех мелочах механизма. Эти устройства имеют поворотную станину, возможность наклона ленты, регулировку рабочей высоты, а также комплектуются различными приспособлениями: прижимным столиком, роликами для контуровки, шлифовальным колесом и пр. Сделать такой станок своими руками без применения специального оборудования невозможно. Как правило, народные умельцы, изготавливающие гриндеры подобного класса, заимствуют у Чапая конструктивные решения, а также копируют общую компоновку и отдельные элементы. Но большую часть деталей им приходится заказывать на производствах с оборудованием для резки толстого металла, фрезеровки и токарной обработки.
Гриндер своими руками. Чертежи с размерами
Основное внимание при разработке стоит уделить конструкции роликов, фиксации изделия при шлифовании и выбору мощности электродвигателя. Рассмотрим эти моменты подробнее
Конструирование роликов
Особо важно правильно изготовить головной, ведущий ролик. Он должен быть достаточно массивным, чтобы, обладая заметным моментом инерции, не сразу разгонять ленту до фактических значений окружной скорости
Учтём, что для привода самодельного ленточного гриндера будет с очевидностью принят стандартный электродвигатель, со скольжением не выше 9%, тогда эта скорость при номинальных 1500 мин-1 будет составлять не более 1380…1400 мин-1. С другой стороны из стали этот ролик изготавливать также нельзя: при пуске двигатель может сразу не провернуть массивный ролик.
Выход: либо использовать дюралюминий марки не ниже Д16, либо изготовить стальной ролик полым. При этом с увеличением диаметра ролика полость придётся выполнять глубже.
На ролике желательно предусмотреть торцевую канавку, ширина и глубина которой будет соответствовать сечению намеченной к применению бесконечной шлифовальной ленты. Этим исключается возможный сход ленты с одного из роликов, если их оси не будут расположены строго в одной плоскости.
Аналогичные канавки выполняются на ведомом и натяжном ролике. Их можно изготавливать из дюралюминия, и не вытачивать в них полости.

Особое внимание необходимо уделить шероховатости поверхности роликов. Она должна быть в пределах Ra1,25… Ra2,5
При большей шероховатости будет наблюдаться ускоренный износ ленты, при меньшей — возможно её проскальзывание в случае длительного шлифования.
Ролики ленточного гриндера должны обязательно устанавливаться в закрытые подшипниковые узлы на базе подшипников качения: так исключается случайное попадание частиц сошлифованного материала на оси роликов. Основное требование к подшипникам – соответствие его несущей способности фактическому числу оборотов двигателя.
Для крепления роликов на осях можно использовать обычные шплинты, либо выполнять ось в виде пальца с буртом, как это предписывает ГОСТ 9650. Выходной ролик должен иметь шпоночный паз для установки на вал электродвигателя.
Выбор электродвигателя и поворотного стола
В процессе изготовления гриндера своими руками важно верно подобрать привод. В большинстве случаев подойдёт двигатель с числом оборотов 1500…3000 мин-1, при мощности от 0,75 кВт (можно и больше – до 1…1,5 кВт, однако в этом случае повышенных скоростей шлифования может не выдержать материал бесконечной шлифовальной ленты)
Выбор мощности диктуется основной долей работ, которые предстоит выполнять на станке. Например, при преобладании чернового, силового шлифования (съём ржавчины, окалины, зачистка заусенцев) двигатель обычно выбирают помощнее, а номинальное число оборотов, наоборот, может быть уменьшено до 1200 мин-1. К концу выходного вала двигателя присоединяют ведущий ролик.
Учитывая, что при шлифовке выделяется значительное количество пылевидных отходов, корпус двигателя должен быть закрытым и обдуваемым, поэтому рекомендации использования в качестве привода двигателя от старой стиральной машины не стоит принимать во внимание

Проектируя самодельный гриндер, есть смысл заложить в конструкцию максимальную технологичность. Этому способствуют два обстоятельства:
- Изготовление поворотного стола;
- Наличие прижимной плоскости, на которую можно опирать шлифуемое изделие.
Первая задача решается так. Столик изготавливается с подвижным кронштейном, который имеет возможность поворота относительно горизонтальной оси на фиксированные углы.
Стол должен выдерживать заметные технологические нагрузки, а потому должен быть не тоньше 15…20 мм (для снижения массы детали целесообразно и здесь использовать дюралюминий).
В качестве прижимной плоскости целесообразно использовать раму станка. Для этого одну из поверхностей – ту, которая будет находиться у предметного столика – надо прошлифовать, и обеспечить ей максимальную жёсткость.








Основные разновидности роликов для гриндера
В конструкции современных стационарных устройств с электроприводом важное место отводится роликам или же каткам. Они приводятся в движение мотором. Через них пропускается лента, имеющая абразивный слой для шлифовки заготовок
В результате лента движется, что делает возможной работу за таким станком
Через них пропускается лента, имеющая абразивный слой для шлифовки заготовок. В результате лента движется, что делает возможной работу за таким станком.
Ролики или катки для гриндеров бывают первичные и вторичные
Выходной вал, являющийся конструктивным элементом электронного двигателя, стыкуется с ведущим катком приводного устройства. Все это детально указывается в чертежах гриндеров, с которыми можно ознакомиться в интернет-сети. Вращение, создаваемое двигателем, переходит на ведущий, а затем и на вспомогательные (ведомые) ролики. Таким образом, существует всего две разновидности катков: первичные и вторичные.
Положение вспомогательных катков можно регулировать, что позволяет контролировать глубину шлифовки. Натяжной механизм, являющийся компенсаторной системой, располагается на одном из катков. Именно из-за этого данный ролик именуется натяжным. При выходе из строя одного такого элемента его можно изготовить самостоятельно. Ролики для гриндера своими руками можно выполнить из подручных средств, однако стоимость их замены не так велика.
Ролики приводного настольного агрегата, используемого для шлифовки и заточки, являются важными элементами конструкции. Их функция заключается в удержании и равномерном распределении натяжения абразивной ленты.
Работа и конструкция ленточного гриндера
Принцип работы гриндера несложен. Имеется группа роликов, через которые пропущена шлифовальная лента требуемой зернистости. Если привести во вращение ведущий ролик, насаженный на выходной вал электродвигателя, то автоматически начнут вращаться и остальные. Регулируя относительное расположение ведомых роликов, можно шлифовать поверхности, имеющие дефекты различной глубины. Для компенсации вероятного растяжения ленты (при её длительной эксплуатации) предусматривается механизм натяжения одного из роликов (как правило, того, который в кинематической цепи станка находится где-то между ведущим и ведомым).
В конструкцию ленточного гриндера входит столик, на котором должно закрепляется обрабатываемое изделие. Лучше, если такой столик будет иметь возможность поворачиваться вдоль одной из осей на угол до 90º: тогда возможно шлифование двух взаимно перпендикулярных плоскостей с одной установки детали. В качестве средства безопасности на раме станка есть смысл предусмотреть откидное защитное стекло из прозрачного акрила – тогда нет опасений, что чешуйка сошлифованной краски или окалины попадёт в глаз оператору. Естественно, потребуются органы управления, которые размещаются в станине или на раме станка. Переносные исполнения снабжаются прочной стойкой, на основании которой имеются крепёжные отверстия, при помощи которых гриндер можно закрепить на верстаке.
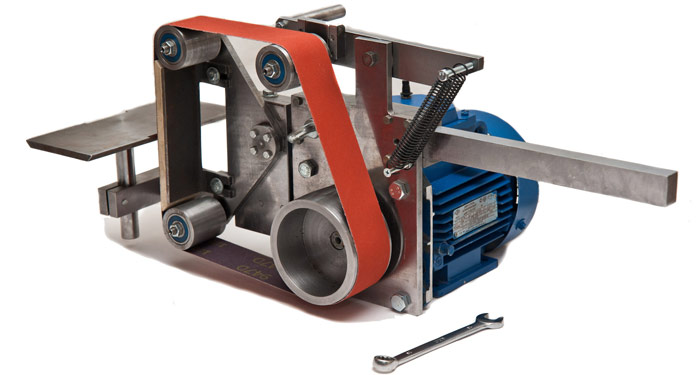
Попробуем абстрагироваться от изящества дизайна и цвета, и взглянем на конструкцию трезво. Сразу бросается в глаза визуальная неустойчивость станка: вылет консольно расположенных роликов намного больше, чем опорная поверхность под станиной. Кроме того, отсутствие столика не позволяет обрабатывать сравнительно массивные поверхности, которые длительно держать навесу просто неудобно. Увеличенная длина ленты (и сопутствующие этому механические потери на трение) становится причиной применения в приводе двигателя повышенной мощности, а, следовательно, и энергоёмкости. Узел натяжения изящен и прост в наладке, а в комплекте к станку имеются сменные шлифовальные насадки, позволяющие шлифовать даже внутренние поверхности – но стоит ли за это выкладывать более 100 тыс. руб.?

Лента все же лучше
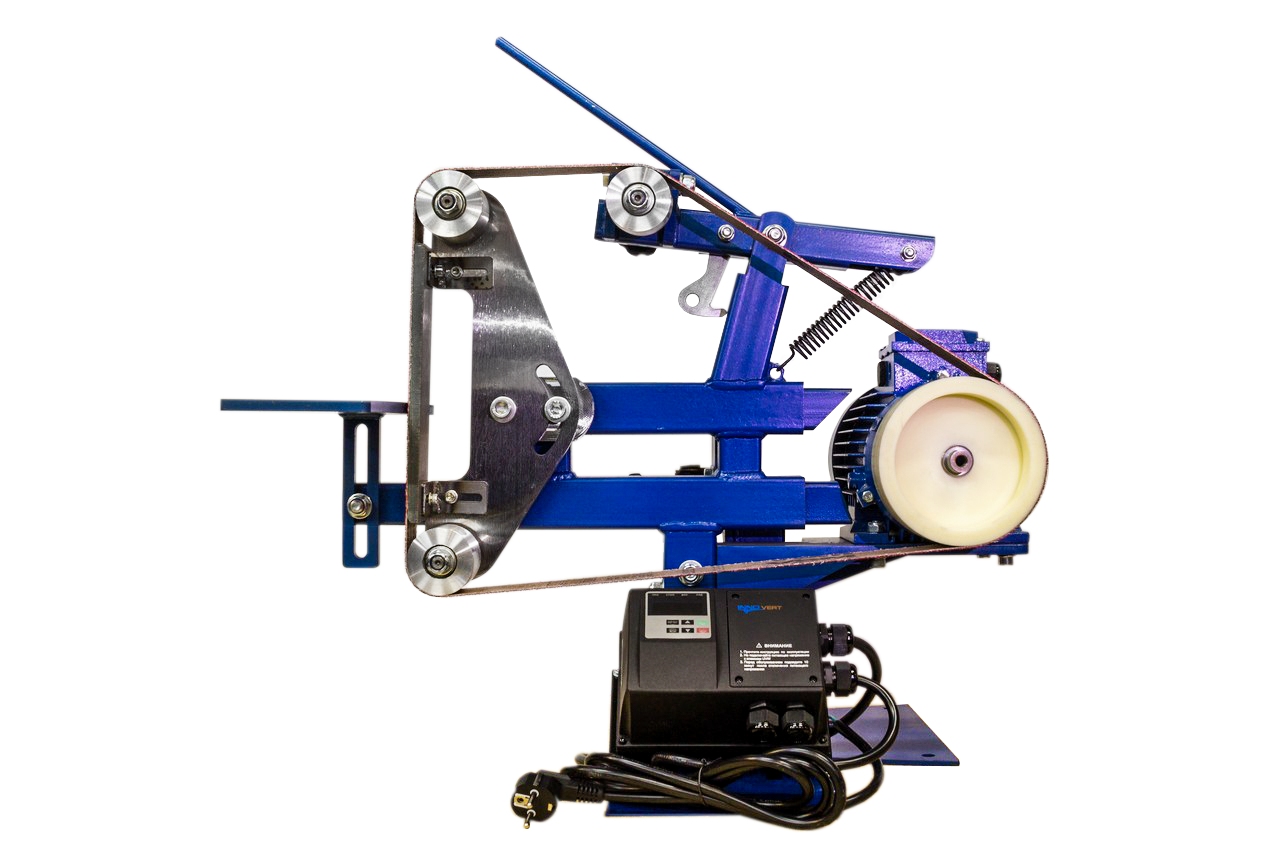
Ленточный гриндер позволяет делать все то же, что и дисковый, и многое другое. Поэтому далее мы сосредоточимся на том, как своими руками сделать именно ленточный шлифовальный станок. Любители, ориентируясь на промышленные образцы, делают гриндеры порой весьма замысловатые, см. рис.:
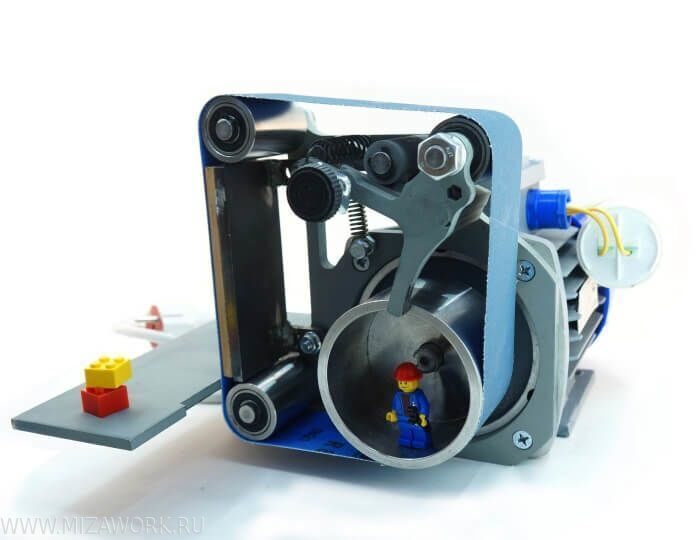
Самодельные ленточные шлифовальные станки
И это оправдано: конструкция и кинематика ленточного гриндера весьма пластичны, что позволяет с успехом использовать подручные материалы и старый металлохлам. Нужно только соблюдать 3 принципа:
- Не делайте так, как на втором слева фото рис.: лента абразивной стороной должна касаться только обрабатываемой детали. Иначе абразив съест и обводные ролики, и себя. Точность и чистота обработки на протяжении одной рабочей операции окажутся непредсказуемыми;
- Конструкция станка должна обеспечивать равномерное натяжение ленты независимо от характера производимой операции;
- Скорость движения ленты должна соответствовать характеру производимой операции.
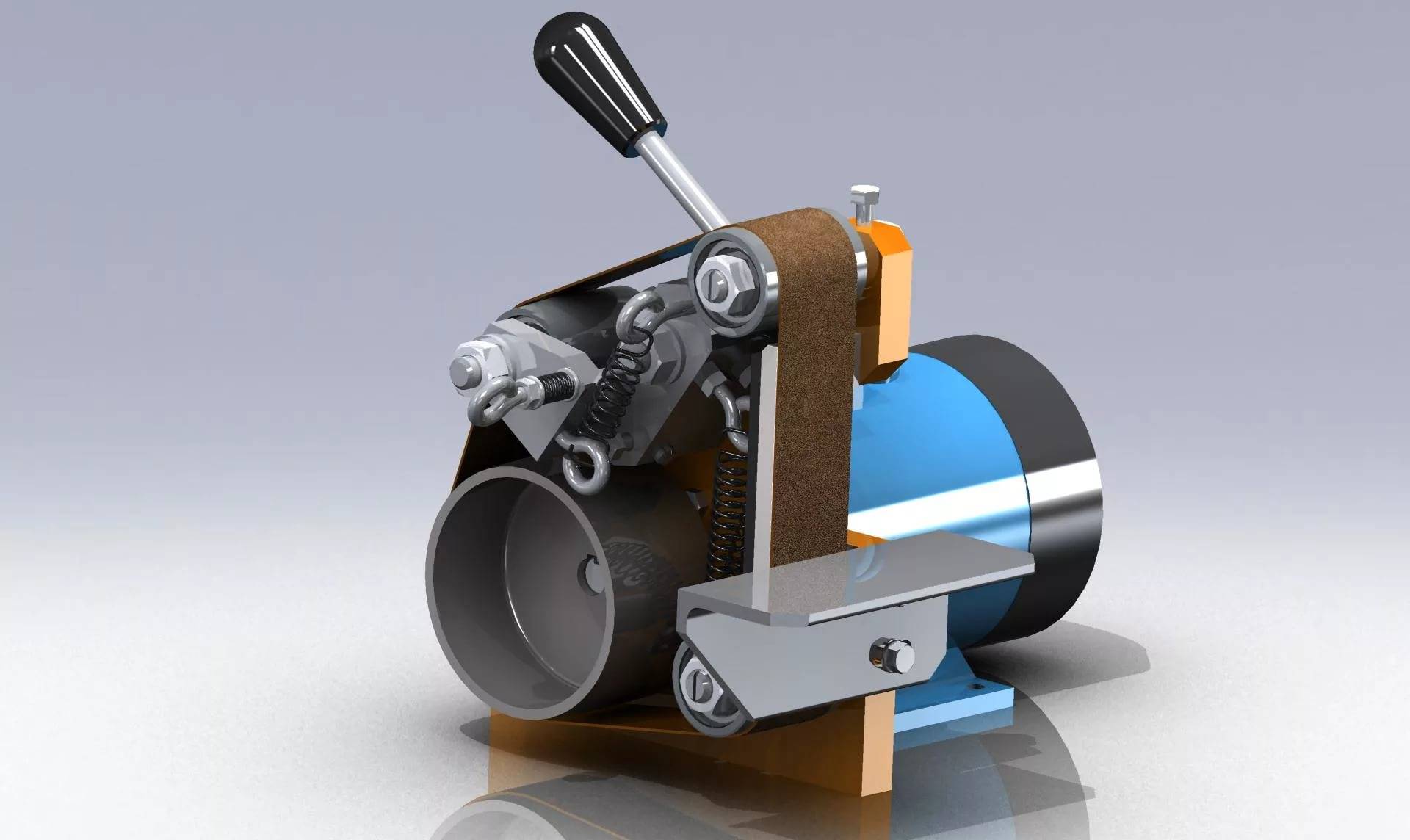
Кинематика и конструкция
Как сказано выше, конструкций гриндеров существует множество. Соображая, из чего бы и как соорудить гриндер себе, лучше ориентироваться на промышленные образцы, предназначенные полностью механизированной для точной и чистой шлифовки крупногабаритных профилированных деталей: раз «шкурит» как надо лопасть пропеллера самолета или ветродвигателя, то и с любой другой работой справится.
Кинематические схемы гриндеров указанного назначения даны на рис.:
Основные кинематические схемы ленточных шлифоавльных станков (гриндеров)
Поз. А – самая сложная и совершенная, с тремя коромыслами. Если длина коромысла натяжного ролика прим. в 2 раза меньше, чем рабочего, то, регулируя натяжение пружин, можно добиться равномерного натяжения ленты при ходе рабочего коромысла на 20-30 градусов вверх и вниз. Наклоном обводного коромысла, во-первых, станок перенастраивается под ленты разной длины. Во-вторых, таким же образом можно оперативно менять натяжение ленты для разных операций. Рабочей ветвью ленты может быть любая, кроме сбегающей с ведущего шкива до натяжного ролика, т.е. гриндер с 3-мя коромыслами одновременно и горизонтальный, и вертикальный.
Схема с одним несоосным коромыслом в промышленности используется довольно редко, т.к. в принципе не позволяет добиться равномерного натяжения ленты. Однако дает точность, вполне достаточную в домашних условиях и позволяет построить очень неплохой простой гриндер.
Что на что годится
Теперь посмотрим, что возможно «выжать» из той или иной схемы с точки зрения мастера-любителя. А потом попробуем разобраться, как бы самому сделать ленту для гриндера и обойтись без заказных точеных деталей.
Какой выбрать двигатель для гриндера.
В сети интернет встречается информация о гриндерах сделанных с применением электродвигателей от старых стиральных машин. Такие электродвигатели маломощные и мало оборотистые. Чаще всего это 180 ватт и1400 оборотовмин.
Таким гриндерам, как правило не хватает скорости движения ленты и мощности двигателя, поэтому на них можно выполнять нетяжелые работы, например, заточка ножей или обработка небольших деревяшек.
На что-то более серьезное они не рассчитаны.
- Ниже приведена формула расчета мощности двигателя для гриндера.
- Формула расчета мощности двигателя:
- P(вт)=(D*N)570,
- где D-диаметр приводного колеса в мм, N-обороты двигателя в минуту.
Если применяется двигатель трёхфазный, но включенный в однофазной сети 220В, то его расчетная мощность при подключении треугольником с рабочим конденсатором примерно в 1.5…1.6 раз ниже от номинала.
Это необходимо учитывать. Например, по расчету необходим электродвигатель мощностью 800 ватт, и двигатель будет использоваться трёхфазный, но в сети 220В.
Тогда необходимая мощность такого двигателя будет равна: 800*1.6=1280ватт.
Если в изготовлении гриндера будет применяться двигатель открытого типа, как на стиральных машинах, то следует задуматься о его защите от абразива и металлической пыли. Такую защиту можно сделать из пластиковой бутылки емкость 5 литров или какой-либо другой пластиковой тары.
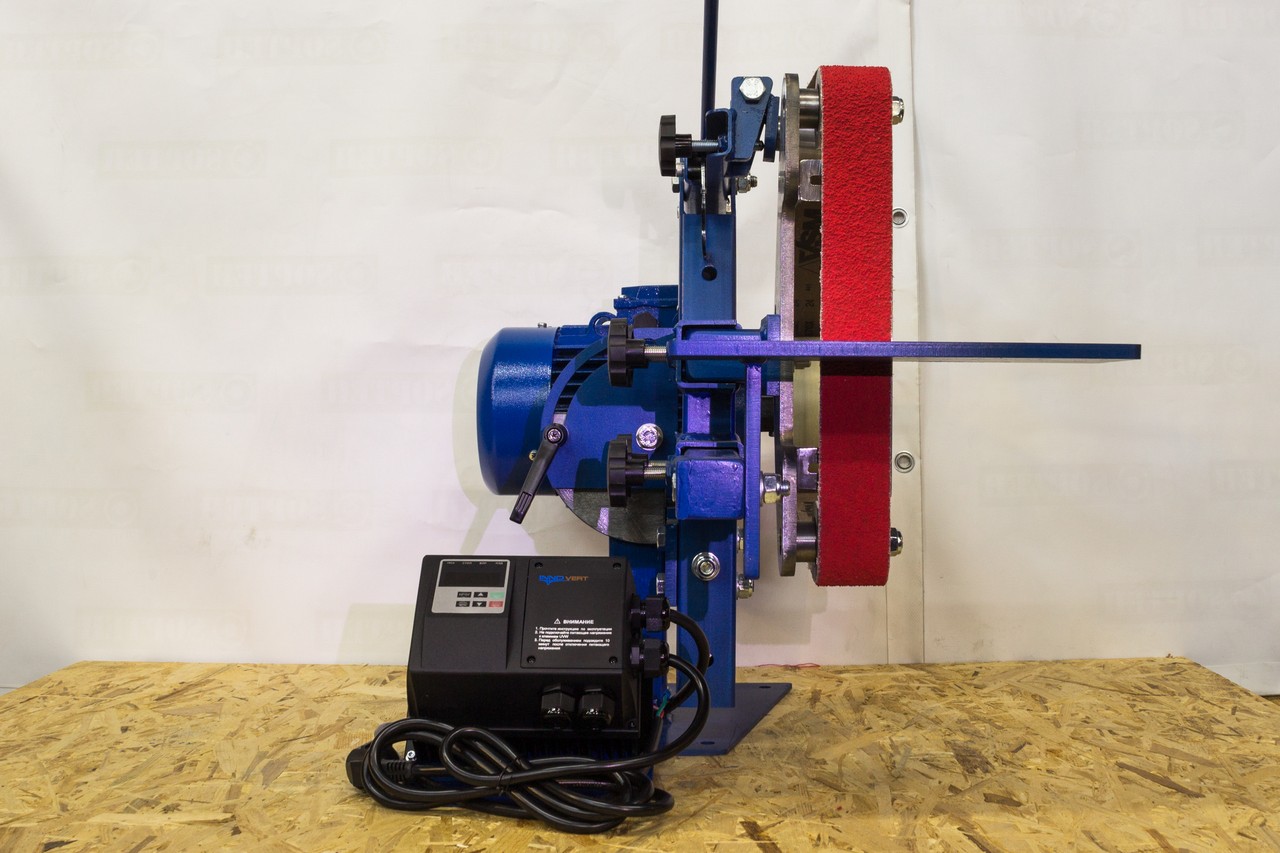
Выбор привода для самодельного станка
Очень важно правильно выбрать электродвигатель для оснащения своего шлифовального и точильного оборудования. Даже если вы собираете мини-станок, то двигатель для него должен иметь мощность 1,2–1,5 кВт. Желательно выбирать двигатель, который работает от электрической сети 220 В, потому что при использовании трехфазного устройства и его подключении через конденсатор, вы потеряете процентов 30 его номинальной мощности
Чтобы ваш точильный и шлифовальный станок был эффективным, необходимо подобрать для него электродвигатель с большим количеством оборотов. По чертежу самодельного ленточного гриндера видно, что электродвигатель для него необходимо выбирать с консольным типом крепления, предусматривающим его фиксацию в передней части корпуса
Желательно выбирать двигатель, который работает от электрической сети 220 В, потому что при использовании трехфазного устройства и его подключении через конденсатор, вы потеряете процентов 30 его номинальной мощности. Чтобы ваш точильный и шлифовальный станок был эффективным, необходимо подобрать для него электродвигатель с большим количеством оборотов. По чертежу самодельного ленточного гриндера видно, что электродвигатель для него необходимо выбирать с консольным типом крепления, предусматривающим его фиксацию в передней части корпуса.
Если вы потратите время и усилия для того, чтобы собрать такой мини-станок, то сможете работать на нем как в горизонтальной, так и в вертикальной плоскости. Подобные конструктивные особенности самодельного ленточного гриндера позволяют использовать его для выполнения множества операций с деталями, изготовленными из металла и любых других материалов. Кроме этого, вы получите в свое распоряжение очень удобный точильный станок, который можно использовать для производства и заточки любых режущих инструментов.
https://youtube.com/watch?v=meI_AajBa50
Выбор ленты для гриндера
Подбор ленточного гриндера целесообразно начать с конца, а именно — определить, какой ширины и высоты поверхности будут обрабатываться шлифованием. После чего сравнить эти потребности с фактическими размерами шлифовальных лент, которые имеются в продаже.
Как известно, бесконечные шлифовальные ленты различаются своей длиной, шириной и степенью зернистости. Размерный ряд шлифовальных лент отечественного и импортного производства, которые предназначены для применения в гриндерах, следующий: длина 610, 915, 1230, 1600, 1830 мм, при ширине 50 и 100 мм. Можно поискать и другие, но при безусловном выполнении следующих требований:







- Шлифовальная лента должна иметь тканевую эластичную основу;
- Выдерживать угловые скорости не ниже 1500 мин -1 ;
- Обладать высокой абразивной стойкостью;
- Допускать относительное удлинение без разрыва материала не менее 10…15%;
- Минимально нагреваться при длительном непрерывном шлифовании.
Необходимо отметить, что для самодельного гриндера лучше подойдут шлифовальные ленты длиной не более 1230 мм. Короткие ленты сильнее изнашиваются, поскольку не успевают остывать при своём холостом движении, а более длинные автоматически увеличивают габариты станка, не давая взамен каких-то видимых преимуществ.
Важны также и показатели механической прочности материала ленты. Категорически не рекомендуется ориентироваться на составные ленты, пусть даже и склеенные двойным скотчем: при работе место стыка растягивается, а натяжение ленты ослабевает. Более того, возможен внезапный разрыв ленты со всеми вытекающими отсюда последствиями. Учитывая быструю скорость движения ленты по поверхностям роликов, удельные усилия шлифования не должны превышать 0.7…0,8 кг/см 2 . Этому соответствуют параметры механической прочности ленты из электрокорунда в пределах 800…900 МПа.
Важно, что перед применением лента должна быть вывешена на цилиндре диаметром от 50…60 мм в течение как минимум 48 часов. Это обеспечит естественное удлинение изделия перед его эксплуатацией
Выбор электродвигателя и поворотного стола
В процессе изготовления гриндера своими руками важно верно подобрать привод. В большинстве случаев подойдёт двигатель с числом оборотов 1500…3000 мин -1 , при мощности от 0,75 кВт (можно и больше – до 1…1,5 кВт, однако в этом случае повышенных скоростей шлифования может не выдержать материал бесконечной шлифовальной ленты). Выбор мощности диктуется основной долей работ, которые предстоит выполнять на станке
Выбор мощности диктуется основной долей работ, которые предстоит выполнять на станке
Например, при преобладании чернового, силового шлифования (съём ржавчины, окалины, зачистка заусенцев) двигатель обычно выбирают помощнее, а номинальное число оборотов, наоборот, может быть уменьшено до 1200 мин -1. К концу выходного вала двигателя присоединяют ведущий ролик
Выбор мощности диктуется основной долей работ, которые предстоит выполнять на станке. Например, при преобладании чернового, силового шлифования (съём ржавчины, окалины, зачистка заусенцев) двигатель обычно выбирают помощнее, а номинальное число оборотов, наоборот, может быть уменьшено до 1200 мин -1 . К концу выходного вала двигателя присоединяют ведущий ролик.
Учитывая, что при шлифовке выделяется значительное количество пылевидных отходов, корпус двигателя должен быть закрытым и обдуваемым, поэтому рекомендации использования в качестве привода двигателя от старой стиральной машины не стоит принимать во внимание. Проектируя самодельный гриндер, есть смысл заложить в конструкцию максимальную технологичность. Этому способствуют два обстоятельства:
Этому способствуют два обстоятельства:
Этому способствуют два обстоятельства:
Проектируя самодельный гриндер, есть смысл заложить в конструкцию максимальную технологичность. Этому способствуют два обстоятельства:
- Изготовление поворотного стола;
- Наличие прижимной плоскости, на которую можно опирать шлифуемое изделие.
Первая задача решается так. Столик изготавливается с подвижным кронштейном, который имеет возможность поворота относительно горизонтальной оси на фиксированные углы.
Стол должен выдерживать заметные технологические нагрузки, а потому должен быть не тоньше 15…20 мм (для снижения массы детали целесообразно и здесь использовать дюралюминий).
В качестве прижимной плоскости целесообразно использовать раму станка. Для этого одну из поверхностей – ту, которая будет находиться у предметного столика – надо прошлифовать, и обеспечить ей максимальную жёсткость.





