

Виды станков
Основное различие граверов заложено в материале активной среды, формирующей лазерный луч. По этому показателю существует два вида оборудования — газовое и твердотельное. Кроме основного технологического есть дополнительные различия, связанные с условиями его эксплуатации, работы могут осуществляться в производственных условиях или в домашнем частном бизнесе. Некоторые виды ниже рассмотрены более подробно.
Твердотельные
Такие установки производят лазерное излучение с длиной волны, которое хорошо поглощается металлами. Активным рабочим телом является химический кристалл. В отличие от газовых могут работать в импульсном режиме, что необходимо при нанесении некоторых видов изображений, например, объемных в толще прозрачного материала.
Волоконные
Здесь роль активного излучающего тела выполняет оптоволоконная нить. По сути это такой же твердотельный лазер, но имеющий ряд преимуществ. Он значительно менее требователен к условиям охлаждения, чем твердотельный с кристаллическим рабочим телом или газовый.
Лазерный волоконный гравировальный станок по металлу и пластикам FMARK NS.
Конструкция узла и условия накачки значительно упрощаются, основной рабочий элемент полупроводниковый диод. Волоконный лазерный гравер отличается сверхточной фокусировкой, что делает его лучшим среди других видов подобного оборудования. Более дорогая, но и с повышенным функционалом установка.
С ЧПУ
Лазерные станки с ЧПУ, помимо резки заготовок и раскроя листов металла, выполняют гравировальные работы с нанесением изображений конфигурации любой сложности. С помощью системы ЧПУ осуществляется программирование и оперативная переналадка с одного вида изображения на другой, достаточно лишь заменить в системе старый файл на новый.
Универсальный производительный лазер с компактной головкой TruMark серии 5000.
Лазерные станки с ЧПУ для гравировки обычно небольшого размерного ряда, станки с большим рабочим столом по своей специфике больше подходят для раскроя и резки заготовок.
Настольные
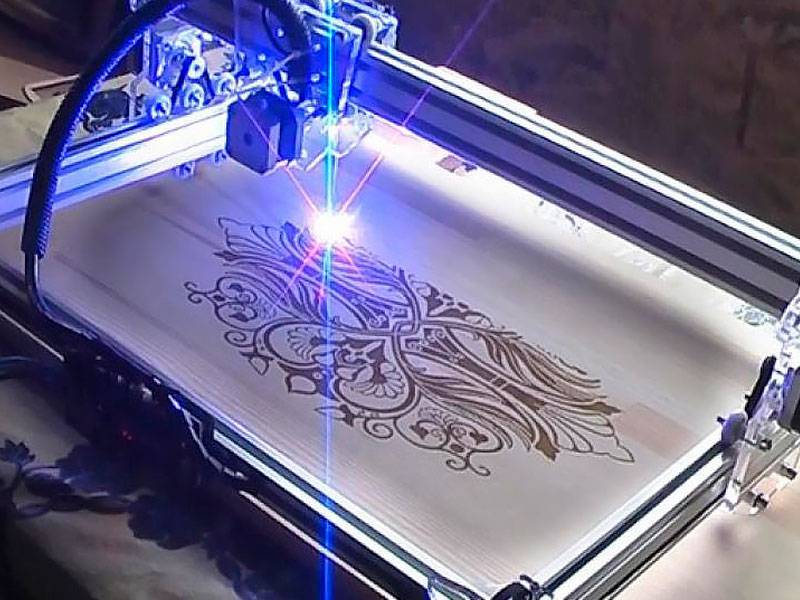
Для людей, занимающихся гравированием в домашних условиях, производители выпускают лазерные настольные или мини-станки. В основном это устройства малого размера для нанесения текстовых надписей на материалы, используемых в быту (изделия из металла, пластмассовые изделия, небольшие деревянные предметы). Эти станки снабжены устройствами с максимально простым управлением. Работа настольного гравера представлена в следующем видео.
Настольный лазерный гравер.
Ручные
Получить изображение на детали лазерной гравировкой можно только механизированным способом. Однако выполнить лазерную маркировку (отличается от гравировки лишь невозможностью получать рельефную поверхность) возможно оборудованием, имеющим переносную ручную лазерную головку. Пример работы такой лазерной маркировочной установки показан в следующем видео. Это неклассический вариант регулировки положения лазерного луча на заготовке вручную, но часть технологии производства работ указанной в видео установкой производится усилием рук.
Что представляет собой лазерная гравировка?
Принцип такой технологии заключается в воздействии на поверхность предмета лазерным излучением, которое либо меняет цвет нужных участков, либо полностью удаляет поверхностный слой материала в требуемых местах. В последнем случае получается изображение, кажущееся объемным.
По типу лазерного воздействия гравировка бывает:
- векторной – рисунок образован тонкими линиями;
- растровой – изображение напоминает фотографию и образовано сочетанием точек, окрашенных в полутона.
Лазером можно наносить рисунки и надписи на целый спектр материалов: почти все виды пластика, дерево, металл, ткань, искусственную и натуральную кожу, бумагу любой толщины. Основа при этом может быть многослойной или окрашенной.
Среди преимуществ лазерной гравировки можно выделить:
- бесконтактный способ нанесения;
- высокую автоматизацию процесса и отсутствие ручных операций;
- хорошую четкость рисунка;
- оперативность нанесения (весь процесс занимает не более 1 часа);
- возможность повторять изображения, даже самые сложные;
- стойкость и долговечность изображений;
- отсутствие необходимости дополнительно обрабатывать изделие.
Кроме того, такое декорирование придает изделию крайне привлекательный внешний вид.
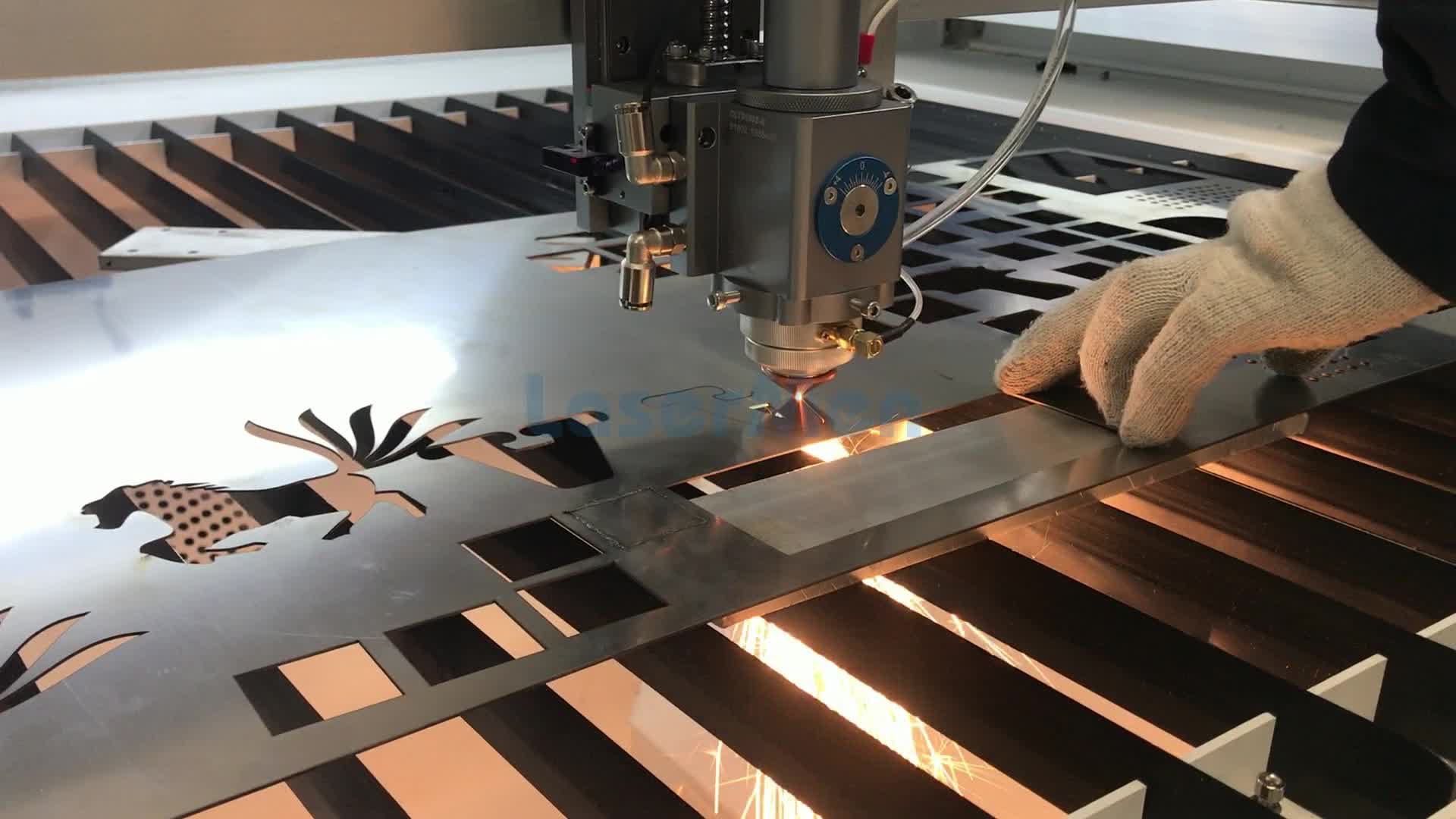
Резка различных материалов
Для разрезания металлов в основном требуется мощность лазера от 450–500 Вт и выше, для цветных металлов – от 1кВт и выше.
Резку углеродистых сталей чаще всего выполняют с применением кислорода в качестве вспомогательного газа. В результате взаимодействия кислорода с нагретым лучом металлом протекает экзотермическая реакция окисления железа обычно с выделением в 3–5 больше тепла, чем от самого лазерного излучения. Качество торцевой поверхности реза – высокое. На нижней кромке реза характерно образование незначительного грата.
Наибольшую проблему представляет возможность перехода процесса резки, выполняемого на очень малых скоростях (как правило, менее 0,5 м/мин), в неуправляемый автогенный режим, при котором металл начинает разогреваться до температуры горения за пределами воздействия луча, что приводит к повышению ширины реза и увеличению его шероховатости.
В ряде случаев, например, при вырезке деталей с острыми углами и отверстиями малого диаметра, вместо кислорода предпочтительно использование инертного газа при высоком давлении.
Лазерная резка нержавеющей стали, в особенности больших толщин, затруднена процессом зашлаковывания реза из-за присутствия в металле легирующих элементов, влияющих на температуру плавления металла и его оксидов. Так, возможно образование тугоплавких оксидов, препятствующих подводу лазерного излучения к обрабатываемому материалу. Усложняет процесс резки и низкая жидкотекучесть раплавленных оксидов, например, свойственная для нержавеющих хромоникелевых и высокохромистых сталей.









Для получения качественного реза используется азот высокой чистоты, подаваемый при повышенном давлении (обычно до 20 атм). При резке нержавеющей стали большой толщины требуется заглубление фокального пятна луча в разрезаемый металл. Как следствие, повышается диаметр входного отверстия и возрастает подача газа внутрь металла в зону расплава.
Для лазерной резки алюминия и его сплавов, меди и латуни требуется излучение более высокой мощности, что обусловлено следующими факторами:
- низкой поглощательной способностью этих металлов по отношению к лазерному излучению, особенно с длиной волны 10,6 мкм углекислотного лазера, в связи с чем твердотельные лазеры более предпочтительны;
- высокой теплопроводностью этих материалов.
Обработка малых толщин может выполняться в импульсном режиме работы лазера, что позволяет уменьшить зону термического воздействия, а больших толщин – в микроплазменном режиме. Плазмообразующими являются пары легко ионизируемых металлов – магния, цинка и др. Под действием лазерного луча в области реза образуется плазма, нагревающая металл до температуры плавления и плавящая его.
При разрезании алюминия применяется вспомогательный газ с давлением более 10 атм. Структура торцевой поверхности реза – пористая с легко удаляемым гратом на нижней кромке реза. С повышением толщины металла качество торцевой поверхности реза ухудшается.
При резке латуни торцевая поверхность реза обладает пористой шероховатой структурой с легко удаляемым гратом в нижней части реза. С возрастанием толщины металла качество торцевой поверхности реза ухудшается.
Таблица. Характерные толщины разрезаемых листов при мощности лазера P = 5 кВт
| Наименование | Толщина (мм) |
| Углеродистые и легированные стали | до 40 |
| Нержавеющая сталь | 25 |
| Медь | 5 |
| Латунь | 12 |
| Сплавы алюминия | 12 |
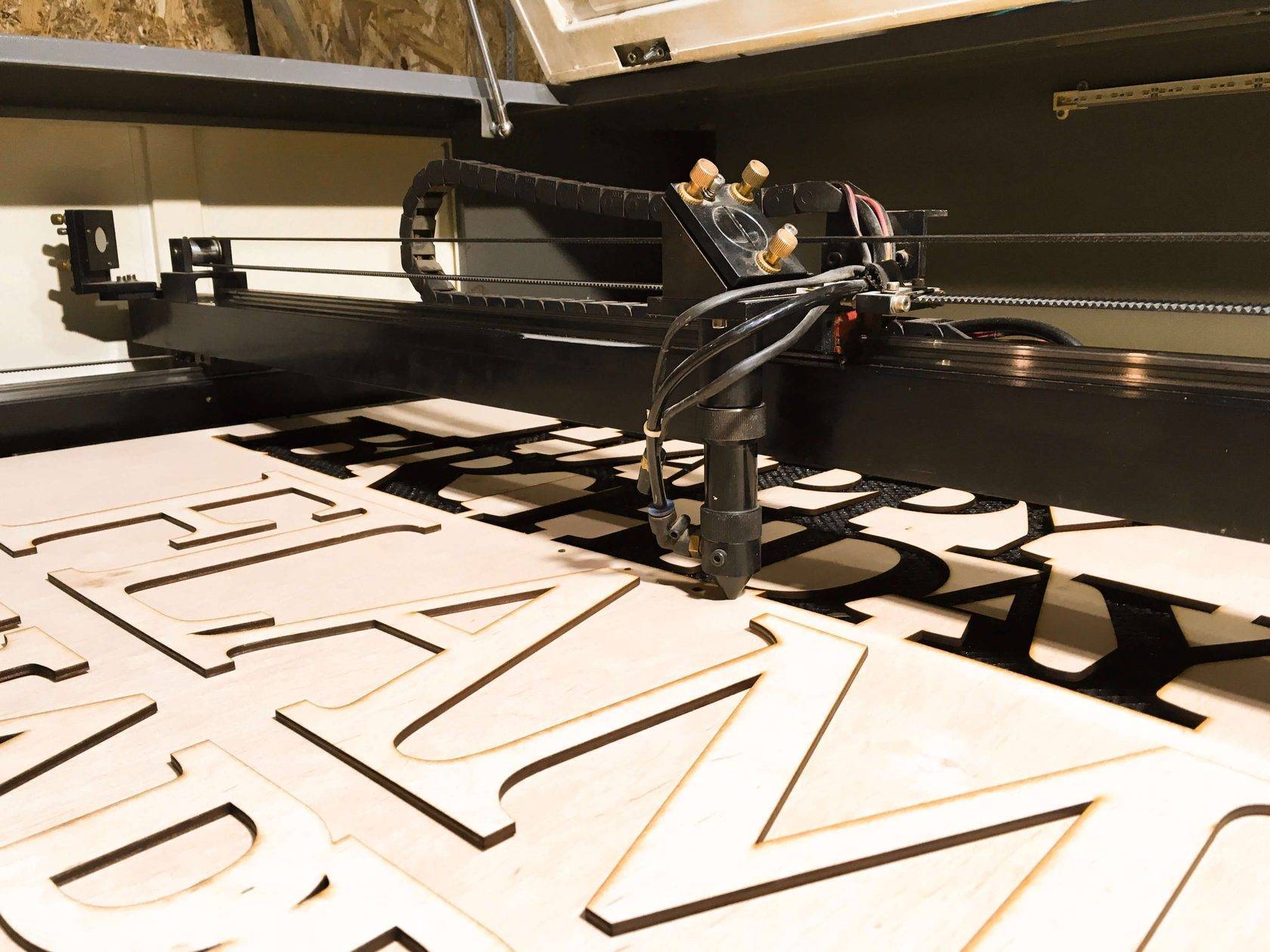
С помощью углекислотных лазеров возможна обработка различных неметаллов – фанеры, дерева, ДВП, ДСП, пластика, оргстекла, полиэфирного и акрилового стекла, ламината, линолеума, резины, ткани, кожи, асбеста, картона и других.
При разрезании поролона следует соблюдать повышенные меры пожаробезопасности, поскольку он может загореться. По причине загорания невозможна или очень затруднена резка толстого пенокартона (при толщине более 10 мм).
Невозможен или крайне сложен раскрой лазером таких материалов как текстолит, стеклотекстолит, гетинакс, сотовый полипропилен, поликарбонат, сотовый поликарбонат. Затруднено разрезание материалов, склонных к растрескиванию, например, керамики или стекла.
Таблица. Характерные толщины разрезаемых листов при мощности лазера P = 1,5 кВт
| Наименование | Толщина (мм) | Скорость резки (м/мин) |
| Пластмасса | 25 | 2 |
| Фанера | 10 | 3–4,5 |
| Высушенная сосна | 20 | 2 |
| ДСП | 20 | 1,5 |
| ДВП | 5 | 6 |
| Стекло | 1–8 | 5–0,5 |
| Асбест, металлоасбест, паронит | 4 | 1,5 |
Профессиональные лазерные станки
Wattsan 1610 LT с АВТОФОКУСОМ
Обладая рабочим полем 1600×1000 мм и сквозным столом, широкоформатный лазерный станок предназначен для серийного производства и раскроя неметаллических материалов. Отличительная особенность станка — наличие лазерной головы с АВТОФОКУСОМ в БАЗОВОЙ комплектации. Данная модификация решает проблему резки крупных листов фанеры, имеющих искревления поверхности из-за брака или неправильного хранения. Аппарат характеризуется надежной сборкой, высокоточной обработкой (точность позиционирования до 0,01 мм) и простотой эксплуатации. Такой станок станет мощной основой для малого и среднего производства и прекрасно дополнит крупный лазерный цех. Плюсы:
Плюсы:
- Размеры поля
- Сквозная конструкция для ускоренного процесса подачи материала
- Точность
- Прочность
- Возможность работать непрерывно
- Есть официальные представители на территории РФ и СНГ
Минусы:
Высокая цена заводского производства
HCZ 6090
Профессиональный гравер, с помощью которого запускается полноценное производство. Обеспечивает необходимую точность и скорость нанесения изображений, а также подойдет для вырезания деталей из заготовок. Для нормальной работы на протяжении долгого времени в устройстве предусмотрена система охлаждения и защита от влаги.

Плюсы:
- Точность
- Мощность
- Возможность работать непрерывно
- Поддержка популярных форматов
Минусы:
- Сложно настраивается
- Требует периодического обслуживания
HCZ 30w
Топ завершает надежный аппарат, способный наносить гравировку даже на самые твердые поверхности. Без проблем справляется с металлом, керамикой или камнем. Начальная настройка кажестя странной, однако за счет простоты интерфейса перенастроить агрегат не трудно даже при отсутствии соответствующего опыта.

Плюсы:
- Наличие русской версии софта
- Ресурс
- Высокоточный лазер
- Защитные очки в комплекте
Минусы:
Сомнительная настройка по умолчанию
3 Применение лазерной резки и ее особенности
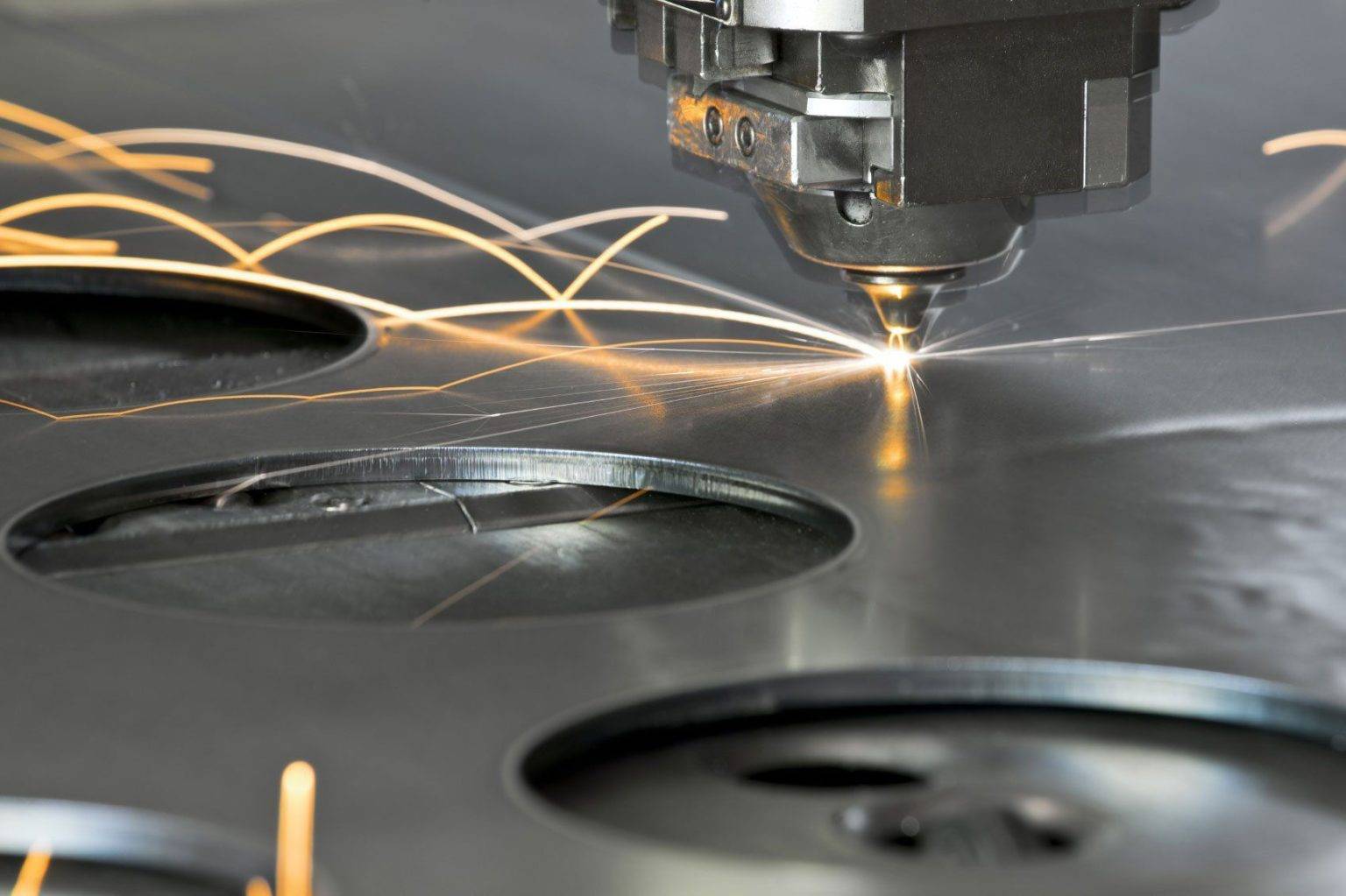
За счет того, что сфокусированный лазерный луч может прорезать практически любой материал – и металл, и оргстекло, и дерево – то такая технология нашла свое применение почти во всех промышленных областях. Так, например, на заводах осуществляется лазерная резка профильной трубы. Кроме того, этот способ обработки очень актуален для ювелирных работ, ведь там как нигде необходима точность. Также популярна гравировка с помощью лазера






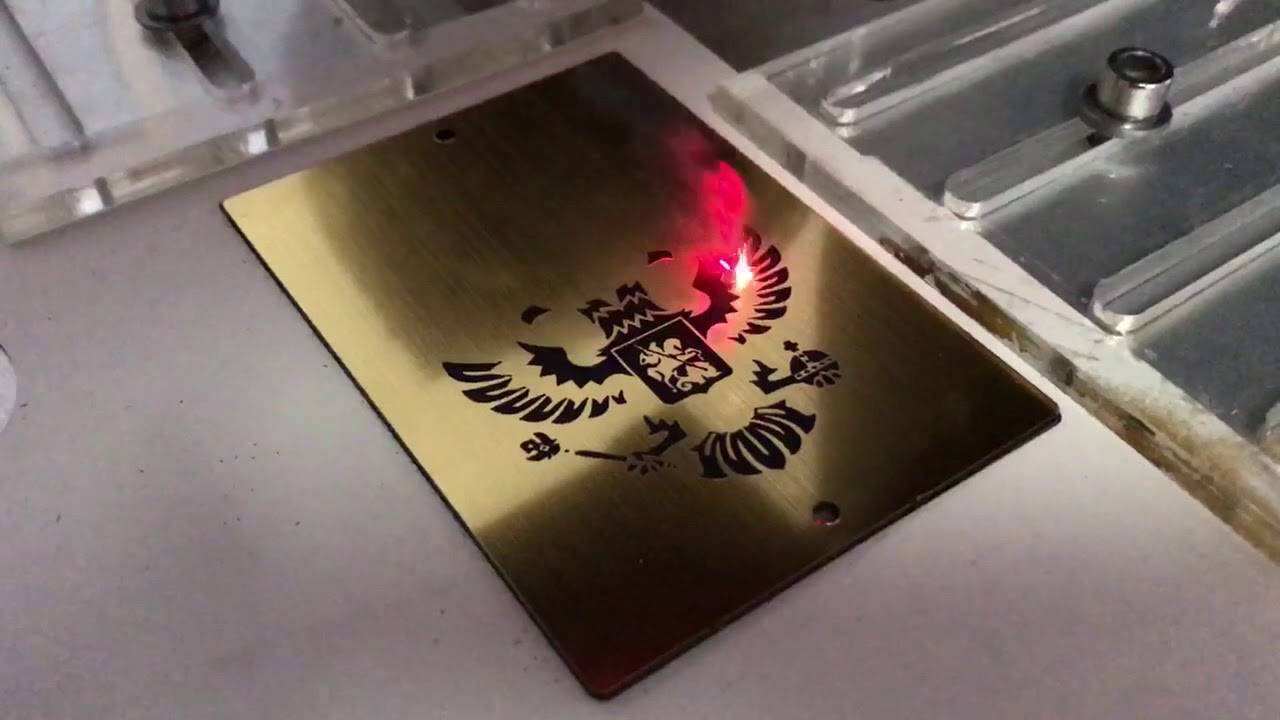
Таким образом маркируют, а также кодируют промышленные образцы, разные детали, наносят надписи, особенно это важно для рекламного бизнеса и при изготовлении ювелирных изделий

Несмотря на то что применение лазерной резки сегодня довольно популярно и имеет массу достоинств, стоит учитывать ряд особенностей данной технологии обработки материала. Например работая с такими металлами, как медь, латунь и алюминий, необходимо выбирать лазер большей мощностью из-за хорошей теплопроводности данных материалов. Если же необходимо сделать рез на тонкостенной детали, то лучше использовать импульсный режим.

Обработка нержавеющей стали весьма проблематична из-за большого количества легирующих элементов, которые способствуют образованию тугоплавких оксидов. Особенно данный процесс усложняется, когда необходимо работать с материалом большой толщины. В такой ситуации лучше использовать газовые установки с азотом. При резке углеродистых сталей вспомогательной средой является кислород. Однако если необходимо сделать в детали отверстия очень маленького диаметра либо острые углы, то лучше заменить кислород инертным газом, подающимся под высоким давлением.
Преимущества лазерной резки
Востребованность данного метода обработки материалов обуславливается несколькими факторами.
Качество раскроя
Первый и один из наиболее значимых показателей – это высокое качество раскроенных при помощи лазера изделий. Такие детали имеют гладкий, ровный срез и характеризуются отсутствием каких-либо изъянов на обработанной поверхности.
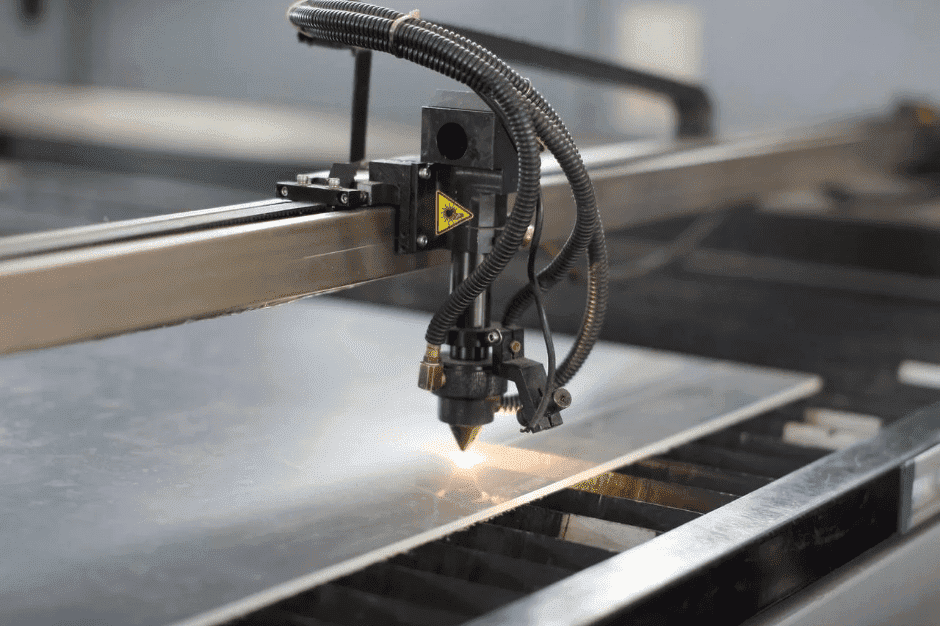
 Лазерная резка металла
Лазерная резка металла
Универсальность метода
Вторым немаловажным преимуществом резки лазером является то, что при помощи данной процедуры стало возможным обработать практически все виды изделий, независимо от твердости сплава, из которого они изготовлены, их толщины или формы. К тому же, лазерный метод раскроя деталей не ограничивается резкой в плоскости, то есть можно производить разрез и объемных предметов.
 Лазерная резка толстого металла
Лазерная резка толстого металла
Возможность автоматизации процесса
Третье достоинство – это возможность автоматизации процесса резки металла лазером при помощи компьютерного оборудования. Данное свойство позволяет экономить не только время, но и денежные средства на изготовлении специальных литейных форм, необходимых для производства изделий. Это повышает производительность установки.
 Автоматизация лазерной резки металла
Автоматизация лазерной резки металла
В ходе контролируемой компьютером резки металла получаются более качественные детали, которые не требуют дополнительного обтачивания и шлифовки.
Отметим, что все вышеперечисленные качества присущи, в той или иной степени, всем лазерным резакам металла, как промышленным, так и самодельным. Единственное различие между ними лежит в мощности данных приборов. Так, изготовленные вручную лазеры для резки металла имеют меньшую мощность по сравнению с профессиональными лазерными станками. Они отлично подходят для резки фанеры и тонких листов металла, но не способны справиться со сверхтвердыми и толстыми металлическими изделиями, в отличие от специального оборудования.
Но, несмотря на это, самодельные резаки пользуются большей популярностью среди народных умельцев. А все потому, что промышленные установки стоят достаточно дорого, и не каждый может позволить купить себе такой лазер домой. К тому же, в домашнем хозяйстве нет необходимости использовать сверхмощный резак металла, достаточно и самого простого, сделанного своими руками.
2 Достоинства и недостатки резки материалов лазерным лучом
Лазерный раскрой металлов характеризуется множеством преимуществ по сравнению с иными вариантами выполнения подобной операции:
- допускается резка стальных листов небольшой толщины (от 0,2 до 1 мм) и более массивных изделий (до 20 мм), меди и латуни (0,2–15 мм), сплавов на основе алюминия (0,2–20 мм), листов нержавейки (толщиной до 50 мм), из которых делают нержавеющие трубы;
- установка резки лазером не имеет механического контакта с материалом, что дает возможность высокоэффективно обрабатывать легко деформирующиеся и очень хрупкие поверхности;
- чтобы раскроить изделие, нужно лишь создать в чертежной программе файл рисунка, а затем отправить его на блок управления лазерного оборудования, все остальное сделает компьютер лазерной установки, гарантирующий минимальные погрешности обработки (точность – до 0,1 мм);
- возможность резки тонких стальных листов на большой скорости, а также изделий из твердых сплавов;
- не нужно подготавливать формы для литья металлов либо дорогие пресс-формы при изготовлении малых партий продукции;
- высокая скорость реза и производительность, грамотный расход обрабатываемого материала, минимум отходов после операции – все это ведет к снижению ее себестоимости (механическая обработка после применения лазерного луча для раскроя листов также не требуется).
Кроме того, лазерные станки отличаются великолепной универсальностью. Благодаря этому на них можно производить практически любые детали, какую бы сложность они не имели.
К недостаткам резки металла с применением лазера можно отнести лишь несколько фактов:
- по стоимости одной детали резка лазером более дорогостоящая, нежели штамповка, но только при условии, что в себестоимость последней не включены затраты на подготовку штампа;
- толщина обрабатываемого металла ограничена.
1 Технология лазерной резки и свойства луча
Уже из названия видно, что речь в данном случае идет о технологиях с применением лазерного луча. Чем же он отличается от обыкновенного прожекторного, что способен даже справиться с металлом? Дело в том, что он обладает свойствами, которые делают его особенно мощным и позволяют с легкостью осуществить такие манипуляции. Прежде всего это направленность, другими словами, происходит невероятная концентрация энергии на весьма маленьком участке, за счет чего мощность возрастает в тысячи раз.
Также одной из характеристик лазера является когерентность (согласованность во времени нескольких волновых процессов). Данное свойство способствует возникновению резонанса, а значит, и без того достаточная мощность еще увеличится. Чтобы максимально облегчить процесс управления таким лучом, длину его волн делают фиксированной, частоты имеют минимальный разброс, то есть к его особенностям относится еще и монохроматичность.

Таким образом, благодаря всем вышеперечисленным свойствам лазерного луча, этот концентрированный сгусток энергии можно сфокусировать локально на поверхности какого-либо материала, в результате чего последний нагревается до температуры плавления, а иногда даже кипения. Диаметр луча в основном не превышает полмиллиметра. Именно так и осуществляется лазерная резка латуни, алюминия, цветных металлов и других сплавов.









Лазерная резка обладает длинным списком преимуществ. Кромки получаются узкие, аккуратные, при этом зона термического влияния минимальная. За счет того, что края получаются идеально отшлифованные, отпадает необходимость в механическом воздействии на них, а, следовательно, исключается вероятность появления дефектов в результате механической обработки. Процесс автоматизирован, так что для управления необходим компьютер и программа для лазерной резки. За счет этого вероятность погрешности нулевая, а луч движется строго по запрограммированному пути.

Благодаря высокой степени точности появляется возможность совершать раскрои по очень сложным контурам, чего нельзя сделать при механических способах. Данный процесс отличается высокой производительностью. Недостатков у столь совершенного способа практически нет, кроме высокой стоимости оборудования, правда, она оправдывается экономичностью процесса. Также существуют некоторые трудности с толщиной обрабатываемого металла, так как если она будет превышать 2 сантиметра, то лазерную резку осуществить невозможно.
Шаг 1: ознакомьтесь с оборудованием и технологией
Прежде чем начать бизнес лазерной гравировки и резки, первое, что нужно сделать, это найти информацию и узнать о существующих машинах и какие из них могут быть в состоянии обрабатывать гравировку и резку работы, которые вы планируете. Эта часть информации очень важна, поскольку она поможет вам принять обоснованное решение, когда речь заходит о выборе машины для использования.
Лазерная гравировка и резка-это не простой процесс, а сложный, который чрезвычайно упрощается благодаря замечательной технологии и оборудованию, доступным сегодня. Существует несколько типов машин, которые упрощают процесс лазерной гравировки и резки. 2 главных одного которые очень популярны сегодня резец лазера СО2 и резец лазера волокна .
Технология резца лазера СО2 осталась стандартным методом в обрабатывающей промышленности в прошлых 20 летах или так. Сегодня, лазерная техника волокна очень популярна по мере того как она приобретала славолюбие повсеместно в обрабатывающая промышленность в недавнем прошлом. По мере того как технология продолжается стать более дешевой произвести и более эффективной, лазерная техника волокна росла в славолюбии.
Устройство станка
Вся конструкция станка с числовым программным управлением состоит из следующих элементов: станины, горизонтального рабочего стола или столешницы, мобильного портала с инструментами, который находится над рабочей поверхностью (оснащена лазером), лазерного узла, который включает в себя лазерную трубку, головку излучателя, линзы и зеркала.
Также конструкция включает в себе электромотор, который осуществляет движение лазера. Данным элементом управляет специальная компьютерная программа.
Схема работы станка следующая:
- Поступление смеси с азотом, диоксидом углерода и гелием в трубку.
- Подача напряжения для формировки лазерного луча, которая происходит за счет трансформатора.
- Фокус луча с помощью линз и зеркала.
- Обработка заготовки головкой лазера.
- Постоянное охлаждение трубки водой, как способ защиты от перегрева.
Принцип работы
Для работы понадобится источник энергии, активная среда, и оптический резонатор.

Все происходит примерно так: с помощью источника в активную среду попадают кристаллы, которые несут некий заряд. Далее они (те самые кристаллы) притягивают к себе подобные себе частички. Кристаллы начинают двигаться живее за счет усилителя, часто сталкиваются с атомами и выбивают новые кристаллы. Через резонатор они идут наружу узким лучом, который мы собственно говоря и видим.





