

Спиральные патроны
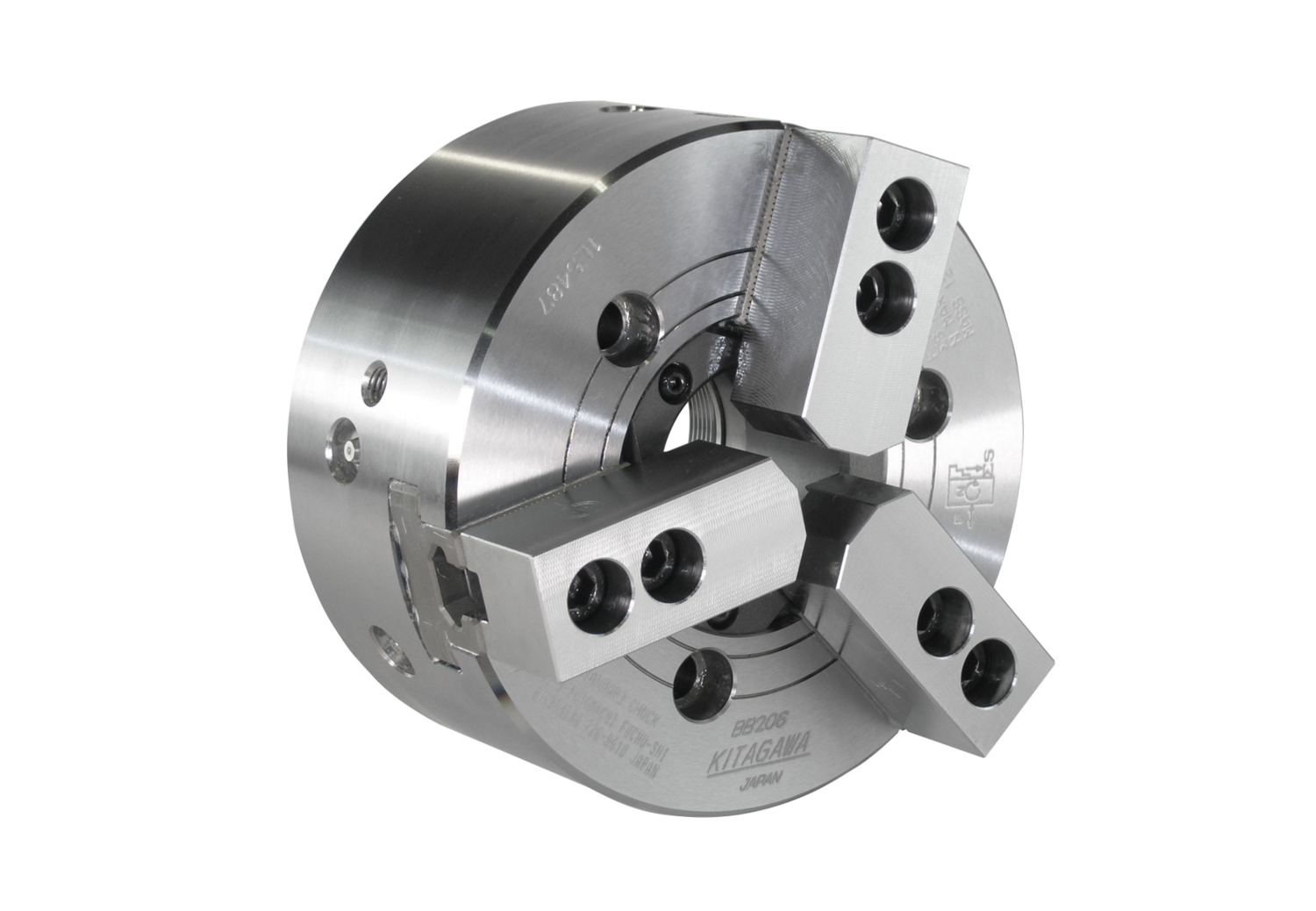
Патрон спиральный самоцентрирующий трехкулачковый
Трехкулачковый патрон получил наибольшее распространение
Причина высокой популярности — быстрота крепления деталей, что особенно важно в мелкосерийном производстве, где смена заготовок происходит весьма часто
В отличие от патронов клинореечного типа, этот патрон не требует времени на переналадку, когда устанавливается заготовка другого размера. Центрирование патрона может выполняться цилиндрическим пояском или конусом.
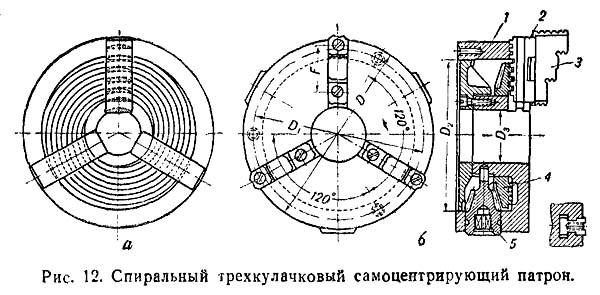
Патрон представляет массивную планшайбу, в которой прорезаны радиальные пазы. В них перемещаются три кулачка, приводимые в действие конической зубчатой передачей, которая смонтирована внутри планшайбы. Одно из колец снабжено торцевой резьбой, называемой спиралью Архимеда, при помощи которой его можно вращать ключом. При вращении этой спирали происходит одновременное перемещение всех кулачков.
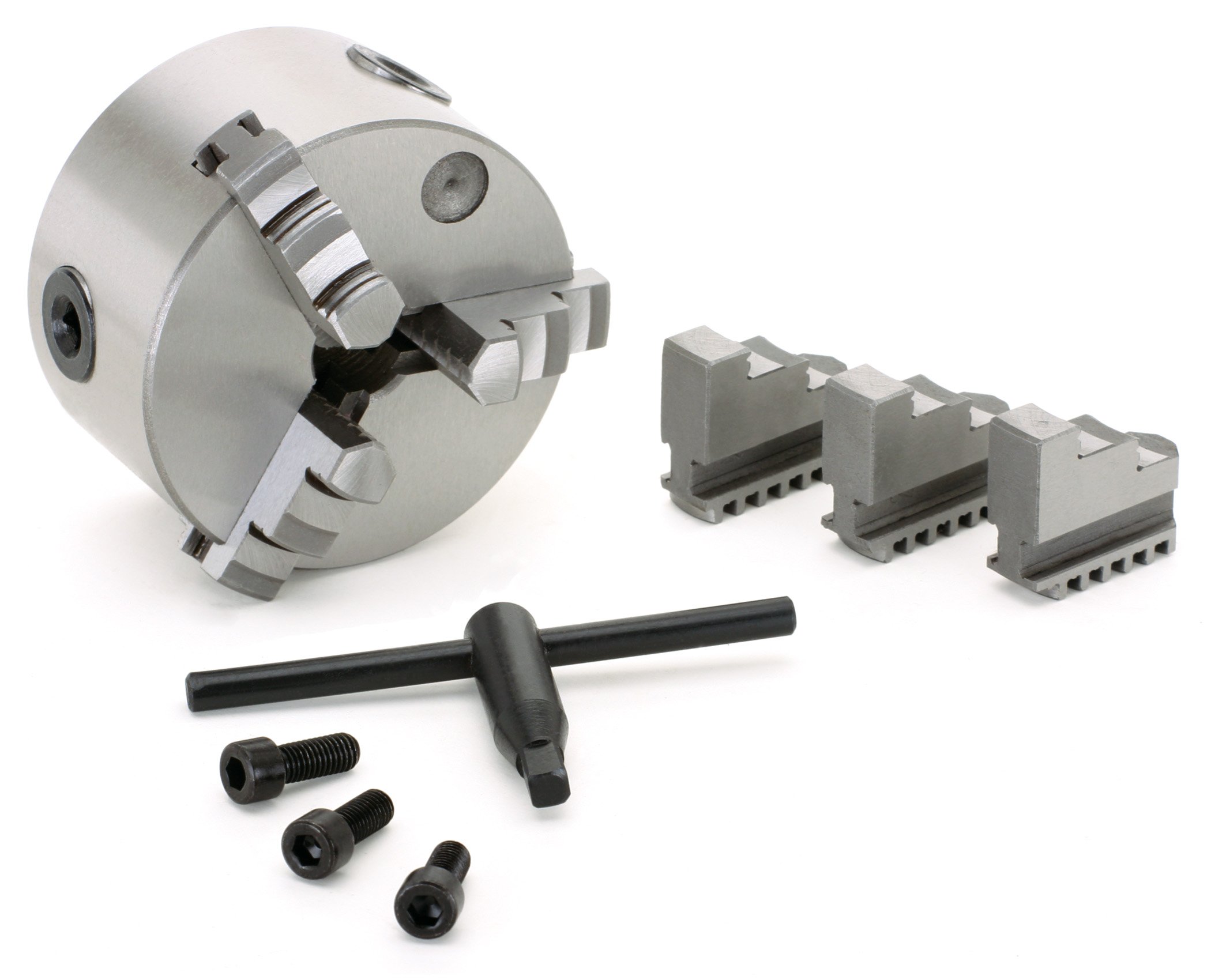
Патрон, показанный на рис. 12, состоит из корпуса 1 с привернутым к нему фланцем (фланец на чертеже не показан). В корпус патрона помещен спиральный диск — улитка 4, на одном торце которого нарезаны зубцы, а на другом архимедова спираль. С зубцами диска сцепляются три конические шестерни 5, вмонтированные в корпус патрона, а в зацепление со спиралью входят зубцы кулачков 2. При вращении улитки 4 кулачки перемещаются в радиальных пазах корпуса.
Спиральные патроны просты по конструкции, обеспечивают большой диапазон зажима, удобны в управлении (зажим возможен с помощью любой из трех шестерен) и обладают сравнительно высоким коэффициентом полезного действия. Однако эти патроны имеют ряд существенных недостатков. Ввиду того, что радиусы кривизны на разных участках спирали различны, прилегание зубьев кулачков происходит не по всей ширине последних, а по линиям (узким площадкам), как это показано в позиции а. При этом неизбежны высокие удельные давления, требующие высокой твердости соприкасающихся поверхностей. При закалке улитки до высокой твердости начальная точность патрона вследствие коробления понижается. Обычно улитка подвергается только улучшению, не обеспечивающему высокую твердость, поэтому в эксплуатации патрон быстро теряет начальную точность и требует частой проверки и подшлифовки кулачков. Грязь и мелкая стружка, попадающие в патрон, затягиваются в клиновидные зазоры между зубьями кулачков и спиралью и в свою очередь ускоряют износ.
Кулачки патронов применяются цельными и сборными, состоящими из основания 2 и насадного кулачка 3. Конструкция кулачков позволяет зажимать обрабатываемые детали как за наружные, так и за внутренние поверхности.
https://youtube.com/watch?v=e2SadYx2IPM
https://youtube.com/watch?v=yzEBt6caNAA
I. Токарные патроны, выполняемые по стандарту DIN
На принята система классификации токарных патронов по типам, основанная на 4-значном коде. Например, тип токарного патрона может записываться как 3534. В цифровых позициях типа закодированы следующие основные характеристики токарных патронов: Значение первой цифры указывает на используемый в патроне привод, а также на наличие центрирования зажимаемой заготовки. В частности: если значение цифры 2, то патрон имеет механизированный привод; если 3, то это патрон с ручным приводом, самоцентрирующий; если 4, то с ручным приводом и с независимой установкой кулачков. Вторая цифра — материал корпуса патрона, а также количество кулачков в нем. Так, если значения цифры: 1 — материал корпуса — чугун; патрон 2-х кулачковый 2 — чугун; 3-х кулачковый 5 — сталь; 3-х кулачковый 6 — чугун; 4-х кулачковый 7 — сталь; 4-х кулачковый 8 — сталь; 6-ти кулачковый
Третья цифра определяет тип крепления патрона на шпиндель станка. Так, если значение цифры 0, то крепление через переходной фланец (DIN 6350); если 1, то через сквозные отверстия в корпусе патрона (DIN 55026); если 3, то под поворотную шайбу (DIN 55027); если 7, то крепление на делительную головку (ДГ). Внешний вид перечисленных типов крепления приведен внизу на рис.
Значение четвертой цифры раскрывает тип кулачков. Так, если значение 4, то кулачки цельные, если значение 5, то кулачки сборные. После записи кода обычно указывается внешний диаметр. Диаметры польских токарных патронов могут иметь следующие значения: 80, 100, 125, 160, 200, 250, 315, 400, 500, 630, 800 мм.
Кроме того, для патронов, имеющих крепление по DIN 55026 и по DIN 55027, указывается номер конуса шпинделя. Он указывается через значок «/» после величины диаметра и может иметь значения: 3, 4, 5, 6, 8, 11, 15, 20.
Завершается обозначение типа патрона классом его точности по DIN 6386. Он обозначается римской цифрой I или II, причем класс II, как правило, не указывается.
Например : тип 3534-200/6-I означает, что это самоцентрирующий 3-х кулачковый патрон со стальным корпусом, имеющий крепление под поворотную шайбу, с цельными кулачками и внешним диаметром 200 мм на шпиндель с конусом № 6, 1-го класса точности.
Рис. Типы крепления токарных патронов
DIN 6350(Крепление через переходной фланец)
DIN 55027(Крепление под поворотную шайбу)
DIN 55026(Крепление через сквозные отверстия)
ДГ(Крепление на делительную головку)
ГОСТ 2675—80 Патроны самоцентрирующие спирально-реечные трехкулачковые
ГОСТ 2675—80 Патроны самоцентрирующие спиральные трехкулачковые
ГОСТ 2675—80 Патроны самоцентрирующие спиральные трехкулачковые
Стандарт распространяется на самоцентрирующие спирально-реечные трехкулачковые токарные патроны, устанавливаемые на шпиндели станков через переходные фланцы и непосредственно на фланцевые концы шпинделей.
Всего стандарт предусматривает десять типоразмеров токарных патронов: 80, 100, 125, 160, 200, 250, 315, 400, 500, 630 мм.
По способу установки на шпиндели токарные патроны должны изготавливаться следующих 3-х типов:
- Тип 1 — с цилиндрическим, пояском и с креплением через промежуточный фланец по ГОСТ 3889;
- Тип 2 — с креплением на фланцевые концы шпинделей под поворотную шайбу по ГОСТ 12593;
- Тип 3 — с креплением на фланцевые концы шпинделей по ГОСТ 12595.
- Десять типоразмеров — : 80, 100, 125, 160, 200, 250, 315, 400, 500, 630 мм;
- Исполнение 1 — с цельными кулачками;
- Исполнение 2 — со сборными кулачками;
- Класс точности — Н – нормальный ; П – повышенный ; В – высокий; А – особо высокий;
ГОСТ 2675—80 Патрон самоцентрирующий трехкулачковый. Тип 1 — с цилиндрическим, пояском
Цанговый патрон
Цанговый патрон для ручной дрели
Цанговые патроны применяют главным образом для закрепления холоднотянутого прутка или для повторного зажима заготовок по предварительно обработанной поверхности. По конструкции различают патроны с втягиваемой, выдвижной, и неподвижной цангами. По назначению цанги делятся на подающие и зажимные.







Подающая цанга представляет собой стальную закалённую втулку, имеющую три неполных разреза, образующих пружинящие лепестки, концы которых поджаты друг к другу. Форма и размеры отверстия подающей цанги должны соответствовать профилю прутка. Подающая цанга навинчивается на подающую трубу, которая получает осевое перемещение и осуществляет подачу расположенного в ней прутка от кулачкового механизма или от гидромеханического привода. При загрузке станка пруток проталкивается между лепестками подающей цанги и раздвигает их. Лепестки прижимаются силой своей упругости к поверхности прутка. При перемещении подающей трубы лепестки подающей цанги под действием сил трения сжимаются и увеличивают силу сцепления при подаче прутка.
Зажимная цельная цанга выполняется в виде втулки с пружинящими лепестками. Цанга с тремя лепестками применяется при обработке заготовок диаметром до 3 мм, с четырьмя — диаметром до 80 мм, и с шестью — диаметром свыше 80 мм. Угол при вершине конуса цанги обычно равен 30 градусам. Для обработки заготовок малого диаметра применяют зажимные разъемные цанги, у которых кулачки разводятся пружинами. В некоторых случаях применяют разъемные цанги со сменными вкладышами, форма и размеры которых зависят от формы и размеров обрабатываемого прутка.
Цанговый патрон также служит для крепления концевого режущего инструмента (сверла, фрезы, метчики) с небольшим диаметром хвостовика. Инструмент в таком патроне фиксируется в сменной цанге, которая, в свою очередь, фиксируется в патроне гайкой. При закручивании гайки цанга вдавливается внутрь патрона и, за счёт своей формы, упруго деформируется, обжимая инструмент.
Недостатком такого патрона является то, что для инструмента с различным диаметром хвостовиков требуются разные цанги. Несмотря на это, цанговый патрон получил очень широкое распространение благодаря своей простоте и надежности. Наиболее широко распространены патроны с цангами типа ER.
В автоматах продольного точения цанговый патрон служит по существу вместо токарного, то есть в него зажимается обрабатываемая деталь. Причина такого решения заключается в малом диаметре обрабатываемых деталей. Цанги для автоматов продольного точения существенно отличаются по конструкции от обычных цанг. При этом на таком станке наряду со специальными цангами для зажима детали могут использовать стандартные для зажима инструменты.
Существует Безостановочный цанговый патрон (патрон Батроханова) — Преимущества патрона в том:переустановка деталей занимает несколько секунд.Замену деталей можно производить даже при вращающемся шпинделе станка, сохраняется постоянно высокая точность установки детали.
Патроны токарные четырехкулачковые ГОСТ 3890
Самоцентрирующие спирально-реечные четырехкулачковые токарные патроны из стали и чугуна предназначены для установки на универсальные токарные, револьверные, внутришлифовальные станки, делительные головки и различные приспособления. Четырехкулачковые токарные патроны изготавливаются двух типов: тип 1 – c цилиндрическим центрирующим пояском и креплением через промежуточный фланец; тип 2 – с креплением непосредственно на фланцевые концы шпинделей под поворотную шайбу по ГОСТ 12593. Патроны обоих типов изготавливаются в двух вариантах исполнения: исполнение 1 — с цельными кулачками; исполнение 2 — со сборными кулачками.
Патроны токарные четырехкулачковые типа 1 исполнения 1
| Обозначение модели токарного патрона | D | D1 | D2 | D3 | n x d | h | H | H1 | Масса, кг |
| 4-160.05.14 | 160 | 45 | 130 | 142 | 6 х М8 | 4 | 60 | 90,5 | 6,6 |
| 4-200.07.141 | 200 | 60 | 165 | 180 | 6 х М10 | 4 | 75 | 113 | 15,8 |
| 4-250.09.14 | 250 | 80 | 210 | 226 | 6 х М12 | 5 | 89,5 | 122,5 | 28,8 |
| 4-315.11.14 | 315 | 100 | 270 | 290 | 6 х М12 | 6 | 99,5 | 140 | 47,2 |
| 4-400.15.14 | 400 | 136 | 340 | 368 | 6 х М16 | 6 | 105 | 157 | 83 |
Патроны токарные четырехкулачковые типа 1 исполнения 2
| Обозначение модели токарного патрона | D | D1 | D2 | D3 | n x d | h | H | H1 | H2 | Масса*, кг |
| 4-160.06.14 | 160 | 45 | 130 | 142 | 3 х М8 | 4 | 60 | 65 | 102 | 6,2 |
| 4-200.08.14 | 200 | 60 | 165 | 180 | 6 х М10 | 4 | 75 | 80,5 | 125 | 14 |
| 4-250.10.14 | 250 | 80 | 210 | 226 | 6 х М12 | 5 | 89,5 | 94,5 | 143,5 | 26,5 |
| 4-315.12.14 | 315 | 100 | 270 | 290 | 6 х М12 | 6 | 99,5 | 107 | 167 | 44,8 |
| 4-400.16.14 | 400 | 136 | 340 | 368 | 6 х М16 | 6 | 105 | 114 | 178 | 81 |
*масса патрона без накладных кулачков
Патроны токарные четырехкулачковые типа 2 исполнения 1
| Обозначение модели токарного патрона | D | D1 | D2 | D3 | n x d | h | H | H1 | Масса, кг |
| 4-200.31.14 | 200 | 60 | 82,56 | 104,8 | 4 х М10 | 135 | 75 | 113 | 16 |
| 4-200.33.14 | 200 | 60 | 106,4 | 133,4 | 4 х М12 | 170 | 75 | 113 | 15,7 |
| 4-250.35.14 | 250 | 80 | 106,4 | 133,4 | 4 х М12 | 170 | 89,5 | 122,5 | 28,6 |
| 4-250.37.14 | 250 | 80 | 139,7 | 171,4 | 4 х М16 | 220 | 89,5 | 122,5 | 28 |
| 4-315.39.14 | 315 | 100 | 106,4 | 133,4 | 4 х М12 | 170 | 99,5 | 140 | 49,2 |
| 4-315.41.14 | 315 | 100 | 139,7 | 171,4 | 4 х М16 | 220 | 99,5 | 140 | 49,1 |
| 4-315.55.14 | 315 | 100 | 196,9 | 235 | 6 х М20 | 290 | 105,5 | 146 | 50,4 |
| 4-400.43.14 | 400 | 136 | 139,7 | 171,4 | 4 х М16 | 220 | 105 | 157 | 85 |
| 4-400.45.14 | 400 | 136 | 196,9 | 235 | 6 х М20 | 290 | 105 | 157 | 84 |
Патроны токарные четырехкулачковые типа 2 исполнения 2
| Обозначение модели токарного патрона | D | D1 | D2 | D3 | n x d | h | H | H1 | H2 | Масса*, кг |
| 4-200.32.14 | 200 | 60 | 82,56 | 104,5 | 4 х М10 | 135 | 75 | 80,5 | 125,5 | 14,1 |
| 4-200.34.14 | 200 | 60 | 106,4 | 133,4 | 4 х М12 | 170 | 75 | 80,5 | 125,5 | 13,8 |
| 4-250.36.14 | 250 | 80 | 106,4 | 133,4 | 4 х М12 | 170 | 89,5 | 94,5 | 143,5 | 27,2 |
| 4-250.38.14 | 250 | 80 | 139,7 | 171,4 | 4 х М16 | 220 | 89,5 | 94,5 | 143,5 | 26,6 |
| 4-315.40.14 | 315 | 100 | 106,4 | 133,4 | 4 х М12 | 170 | 99,5 | 107 | 167 | 46,8 |
| 4-315.42.14 | 315 | 100 | 139,7 | 171,4 | 4 х М16 | 220 | 99,5 | 107 | 167 | 46,7 |
| 4-315.56.14 | 315 | 100 | 196,9 | 235 | 6 х М20 | 290 | 105,5 | 113 | 173 | 47,6 |
| 4-400.44.14 | 400 | 136 | 139,7 | 171,4 | 4 х М16 | 220 | 105 | 114 | 178 | 80,1 |
| 4-400.46.14 | 400 | 136 | 196,9 | 235 | 6 х М20 | 290 | 105 | 114 | 178 | 79,1 |
*масса патрона без накладных кулачков
D — наружный диаметр патрона D1 — диаметр посадочного отверстия D2 — диаметр расположения крепежных отверстий D3 — диаметр отверстия в корпусе
Фланцы промежуточные к самоцентрирующим патронам
Перед применением токарный патрон необходимо установить и закрепить на переднем конце шпинделя, но учитывая разницу конструкции и размеров посадочных мест токарных патронов и шпинделей не всегда можно закрепить патрон непосредственно на переднем конце шпинделя, например:
- Если патрон имеет центрирующий поясок (уступ), то для его установки на шпиндель обязательно требуется промежуточный (переходной) фланец, независимо от типа конца шпинделя
- Если патрон имеет центрирующий конус, но размер конуса не совпадает с размером центрирующего конуса конца шпинделя, также требуется промежуточный (переходной) фланец
- Если конец шпинделя заканчивается резьбой, то для установки на него любого патрона обязательно требуется промежуточный (переходной) фланец
ГОСТ 3889-80 (DIN 6350) Фланцы промежуточные к самоцентрирующим патронам
Настоящий стандарт распространяется на промежуточные фланцы, предназначенные для установки на концы шпинделей металлорежущих станков самоцентрирующих патронов общего назначения.
Промежуточные фланцы (их называют еще План-шайбы) необходим для центрирования и крепления патронов с центрирующим пояском (ГОСТ 2675 тип 1) на любой из 4-х типов концов шпинделей токарных станков.
ГОСТ 3889-80 Фланцы должны изготавливаться исполнений:
- Исполнение 1 – устанавливаемое на резьбовые концы шпинделей по ГОСТ 16868;
- Исполнение 2 – устанавливаемое на фланцевые концы шпинделей по ГОСТ 12593 под поворотную шайбу;
- Исполнение 3 – устанавливаемое на фланцевые концы шпинделей по ГОСТ 12595 исполнения 1;
- Исполнение 4 – устанавливаемое на фланцевые концы шпинделей по ГОСТ 12595 исполнения 3.
ГОСТ 3889 Исполнение 1. Фланцы промежуточные на резьбовые концы шпинделей
ГОСТ 3889 Фланцы промежуточные на резьбовые концы шпинделей
Для того, чтобы на переднем конце шпинделя закрепить токарный патрон, необходимо изготовить или приобрести промежуточный (переходной) фланец, который еще называют планшайбой.
Со стороны шпинделя промежуточный фланец должен навинчиваться на резьбу шпинделя d и очень точно надвигаться на центрирующий поясок – цилиндр диаметром Ø d1 и длиной l мм.
Со стороны токарного патрона промежуточный фланец должен иметь центрирующий поясок – ступеньку D4 для точной установки и центрирования токарного патрона на промежуточном фланце, а также иметь сквозные отверстия для крепления патрона. Очевидно, что для каждого типоразмера токарного патрона должен быть свой промежуточной фланец.
Допускается устанавливать на промежуточном фланце исполнения 1 запорное устройство против самоотвинчивания.
Процесс установки токарного патрона состоит из следующих этапов:
- Промежуточный фланец навинчивается на резьбу шпинделя до упора. Отверстие во фланце должно плотно садиться на поясок шпинделя
- Закручиваются винты запорного устройства против самоотвинчивания
- Проверяется биение центрирующего пояска на фланце (D1) и опорной торцевой поверхности со стороны патрона
- На центрирующий поясок (D1) устанавливается патрон и крепится болтами
- Проверяется радиальное и торцевое биение патрона
Пример: фланец промежуточный к токарному станку ТВ-4
Фланец промежуточный к токарному станку ТВ-4
Пример условного обозначения фланца исполнения 1, диаметром 100 мм:
Фланец 7081-0592 ГОСТ 3889-80
Пример условного обозначения фланца исполнения 1, диаметром 125 мм:
Фланец 7081-0593 ГОСТ 3889-80
Фланец промежуточный к токарному станку с резьбовым концом шпинделя
ГОСТ 3889-80 Фланцы промежуточные под поворотную шайбу
ГОСТ 3889-80 Фланцы промежуточные к концам шпинделей типа А. Исполнение 1
По типу исполнения
В Российской Федерации разновидности патронов по исполнению регулируются ГОСТом 2675 — 80.
Накладной
Составные вариации, состоят из цветного металла, нержавеющей стали, черных металлов. Применяется для работы с масштабными проектами.










4. Установка заготовок в патроне. Перед установкой заготовок на станке необходимо надежно и правильно установить и закрепить патрон на шпинделе. Для этого вначале очищают посадочные поверхности шпинделя и переходного фланца тряпкой, смоченной керосином, а затем их слегка смазывают маслом.
Если шпиндель имеет резьбовой передний конец, легкий патрон подносят к нему обеими руками и навинчивают до отказа. Чтобы при этом шпиндель не поворачивался» положе л не рукояток коробки скоростей должно соответствовать наименьшему числу оборотов.
Более тяжелый патрон рекомендуется сначала положить на деревянный брусок, а затем, подведя к шпинделю, навернуть вручную до отказа.
Для предупреждения самоотвинчивания во время работы патроны следует закреплять дополнительными креплениями, предусмотренными на станке. *
Удобный способ навинчивания патрона показан на 34, в, В шпиндель устанавливают оправку 2% а в кулачках патрона закрепляют направляющую втулку 1. Двумя руками патрон подносят к оправке, надевают на нее и навинчивают на шпиндель.
Снимают патрон со станка в обратном порядке, для чего вначале освобождают переходный фланец от дополнительного зажима, вставляют ключ в патрон и рывком на себя ослабляют крепления. Если патрон не сдвигается, то для этой цели можно воспользоваться длинным рычагом, зажатым поперечно в кулачках патрона. В случае применения оправки и направляющей втулки свинчивание патрона можно выполнить, как показано на 35, б. Под один из кулачков подставляют деревянный брусок с толстой ручкой и на самых малых оборотах при обратном вращении шпинделя свинчивают патрон.
При фланцевой конструкции шпинделя патрон устанавливают на центрирующий конус шпинделя так, чтобы крепежные винты прошли в отверстие фланца, а фиксирующая шпонка вошла в углубление переходного фланца патрона. Поворотную шайбу поворачивают на себя до отказа Я равномерно затягивают гайки в диагональном порядке.
В самоцентрирующих патронах заготовка одновременно с закреплением центрируется по оси шпинделя. Закрепление должно быть прочным и надежным. Длина зажимаемой части заготовки в патроне должна составлять примерно 1/3 ее общей длины. Закрепление выполняют торцовым ключом, вставленным в одно из квадратных отверстий патрона. При этом категорически запрещается применение различных удлинителей, надетых на ручку ключа, так’ как приложение чрезмерно больших усилий, способствует преждевременному выходу патрона из строя.
Иногда заготовка может занять неправильное положение в патроне, перекоситься. В таких случаях ее следует выверить на отсутствие биения. Для этого к вращающейся поверхности заготовки подносят кусочек мела и по характеру следа риски определяют «бьющий» участок. Выключив вращение, легкими ударами молотка с мягким бойком по указанному участку придают заготовке правильное положение, которое контролируют повторной проверкой. После такой выверки заготовку необходимо окончательно прочно закрепить.
Причиной неправильного положения заготовки в патроне может оказаться также местная неровность на ее поверхности. Такую заготовку следует отжать и, повернув так, чтобы неровность оказалась между кулачками, снова закрепить.
Во избежание вмятин на деталях с чисто обработанными поверхностями их рекомендуется закреплять в сырых кулачках.
Вылет заготовки из кулачков патрона определяет ее жесткость, т. е. способность сопротивляться прогибу под действием сил резания. Нежесткая заготовка отжимается, на ее поверхности образуются конусообразность и дробленность, появляются вибрации, способствующие выкрашиванию резца. Все это снижает производительность и точность обработки. Практически достаточная жесткость обеспечивается, если вылет заготовки из кулачков патрона не превышает 2—3 диаметров. При большем вылете ее следует поджать задним центром.
Установка в патроне и заднем центре выполняется в следующем порядке. Зацентрованную с одной стороны заготовку слабо закрепляют на небольшой участок (5—6 jhjk) в патроне, в центровое отверстие вводят задний центр и поджимают
его маховичком задней бабки; затем заготовку окончательно закрепляют. Для большей жесткости вылет пиноли задней бабки должен быть наименьшим. Пин о ль после поджима закрепляется рукояткой.
Чтобы за готовка не проскальзывала в кулачках при поджиме центром, ее удобно устанавливать в небольшой выточке кулачков или поджимать к шпиндельному упору
Патроны переналаживаемые универсальные для крепления заготовок по фланцевой поверхности
Предназначаются для крепления заготовок с поджимом к торцовой поверхности. Для установки различных заготовок патроны оснащают сменными наладочными устройствами 1, которые центрируются по отверстию.
Зажимающие элементы — два кулачка 2, закрепленные на качающейся траверсе 3, соединенной с пневмоприводом болтами 4. Настройку кулачков на заданный размер осуществляют путем их радиального передвижения. Поворот кулачков происходит автоматически посредством направляющих байонетных пазов. Привод патрона пневматический.
Размеры в мм
| H | D ( доп. откл. по А) | D1 | D2 | D3 | h | d | d1 | ||
| min | max | min | max | ||||||
| 65 | 145 | 50 | 250 | 125 | 68 | 15 | 38 | M16 | M8 |
| 80 | 190 | 320 | 175 | 70 | 24 | 46 | M10 |
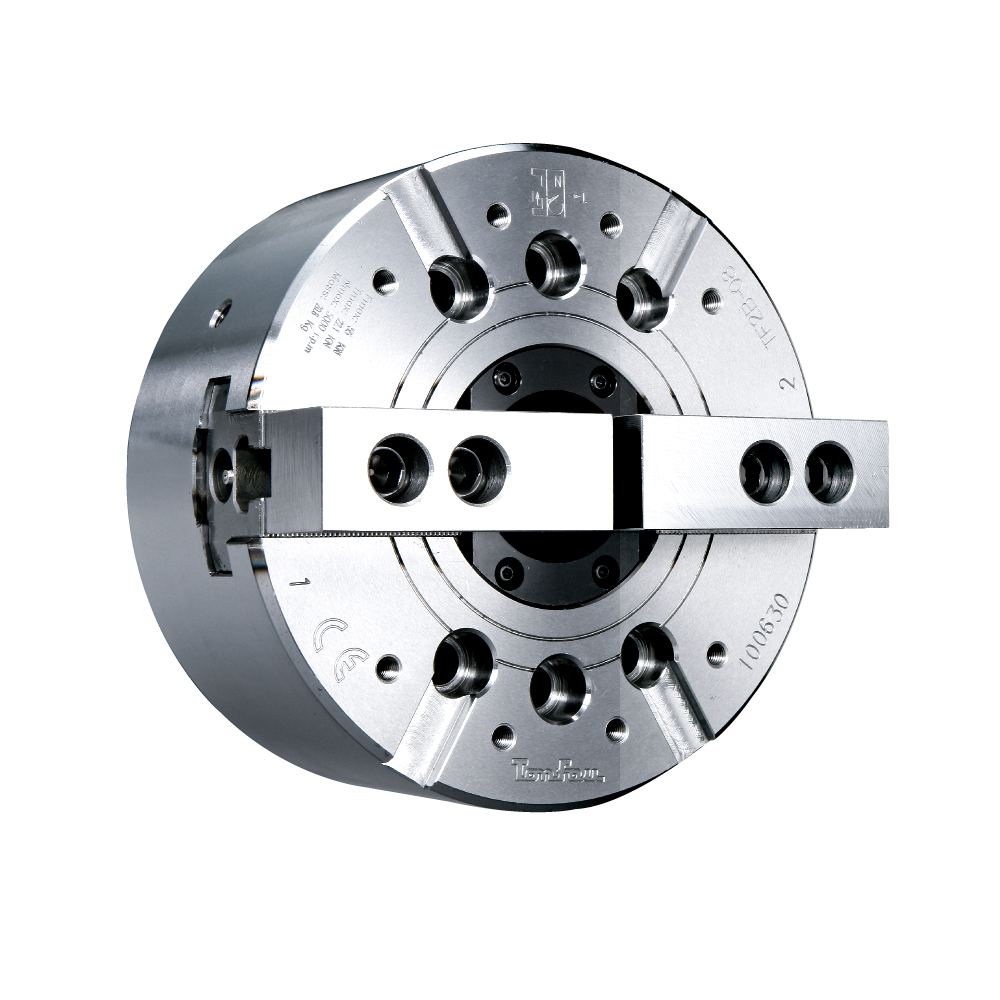
Двухкулачковые патроны
2-х кулачковые токарные патроны применяются для крепления сложных несимметричных и фасонных заготовок (нецилиндрических), т.е. в таких случаях, когда установка в трехкулачковом требует много больше времени или вообще не возможна. Самоцентрирующиеся 2-х кулачковые приспособления способны закреплять в сменных губках необработанные поверхности.
Любые токарные станки, которые транспортируются из обычной рабочей среды, должны быть защищены от пыли, чрезмерного тепла и очень холодного. При работе в пыльных условиях часто меняйте смазку. В жарких рабочих зонах старайтесь избегать перегрева двигателя или повреждения любых уплотнений. В рабочих зонах будьте осторожны, чтобы не перегревать двигатель и не повредить уплотнения. Управляйте токарным станком на более низких скоростях, чем обычно, при работе в холодных условиях.
Все токари всегда должны знать о безопасности, связанной с использованием лебедки, и должны знать все меры предосторожности во избежание несчастных случаев и травм. Небрежность и невежество – две основные угрозы личной безопасности. Другими опасностями могут быть механические рабочие отношения с токарным станком, такие как обслуживание надлежащей машины и конфигурации
Некоторые важные меры предосторожности при использовании токарных станков заключаются в следующем
Другими опасностями могут быть механические рабочие отношения с токарным станком, такие как обслуживание надлежащей машины и конфигурации
Некоторые важные меры предосторожности при использовании токарных станков заключаются в следующем
Двухкулачковый 2-х кулачковый Двухкулачковый невращающийся патрон
Двухкулачковый невращающийся патрон
Корпус изготавливается из стали 45, чугуна, кулачки из цементируемых сталей, например, 20Х, ходовой винт – легированной стали. Подвижные части — термообрабатываются.









Никогда не оставляйте инструменты непосредственно в форме токарного станка. Используйте обе руки при шлифовании заготовки. Не наматывайте наждачную бумагу или ткань вокруг куска Эмори. Режущий инструмент или режущий инструмент токарного станка должны быть изготовлены из правильного материала и шлифоваться под правильным углом к машине заготовкой. Наиболее распространенным режущим инструментом является низкосортная сталь общего назначения. Эти сверла, как правило, недороги, легко измельчаются на скамейке или на пьедестале, много злоупотребляют и изнашиваются и достаточно сильны для всех видов ремонта и изготовления.
Двухкулачковые патроны производятся двух типов:
- ручные – зажим детали осуществляется поворотом спец. ключа, вставляемого в гнездо, в результате чего, кулачки смещаются и центрируют деталь относительно оси шпинделя;
- механизированный – с пневматическим приводом – агрегат имеет пневмоцилиндр с поршнем, который перемещает ползуны, осуществляющих разжим и зажим заготовок.
Диаметры изготавливаемых приспособлений стандартизированы: 150, 200, 250, 300, 375 мм. 2-х кулачковые токарные агрегаты с пневмоприводом изготавливают диаметрами 160, 250, 320, 400 мм с ходом кулачков 5 – 10 мм.
Высокоскоростные стальные сверла могут обрабатывать тепло, которое образуется во время резки, и после охлаждения не меняются. Эти сверла используются для поворота, обработки сверлильных токарных станков и других. Сверла из специальных материалов, таких как карбиды, керамика, алмазы, литейные сплавы, способны обрабатывать детали машины с очень высокой скоростью, но являются хрупкими и дорогостоящими для нормальной работы токарной обработки. Высокоскоростные стальные сверла доступны во многих формах и размерах для любой поворотной операции.
Основным недостатком является смещение центра заготовки из-за перекоса кулачков в направляющих по причине зазора
Поэтому крайне важно минимизировать зазор между кулачками и направляющими





