

Самостоятельная сборка патрона по чертежам
Самостоятельная сборка не занимает много времени. Это достаточно простой процесс. Главное — понять механизм работы устройства. В крайнем случае можно заказать такое миниатюрное оборудование у профессионального токаря. Из имеющихся деталей он соберет любую вариацию. Стоят самодельные модели существенно дешевле заказанных на производстве.
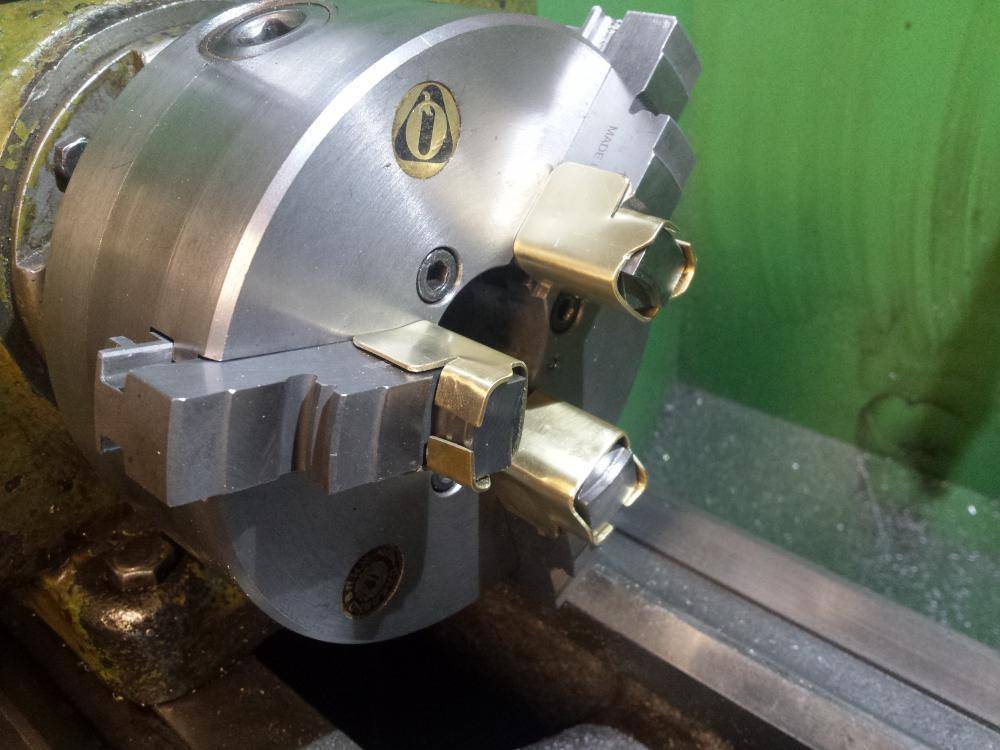
Оправа надевается первой. Установка детали дает возможность закрепить патрон.
Установка самого патрона на шпиндель
Происходит закрепление механизма. Нельзя пережимать или растачивать детали. На этапе происходит закрепление предварительно подготовленными подходящими по размеру болтами.
Закрепление
Проверив качество накрутки, производится окончательная сборка механизма. Болты прикручиваются при помощи ключа.
На самодельный патрон устанавливается инструментарий. Проводится после проверки сборки болтами.
Освобождение патрона
После вкручивания заготовки оправа больше не нужна. Ее аккуратно снимают.
Обязательно необходимо проверить работоспособность изготовленного самостоятельно механизма. Изделие помещается в токарный станок. Производится несколько плавных оборотов и проверяется четкость закрепления. Специалист оценивает уровень централизации, то двигаются ли предметы.
Самодельные патроны в обязательном порядке следует периодически обслуживать. Они полностью разбираются, внутри проводится чистка, а потом сушка на свежем воздухе. Смазывается обычным маслом. Если изделие собираются хранить, то делать это нужно по правилам. Загибают кулачки в центральную часть, дырка затыкается тряпкой плотно.
Такое хранение обеспечит целостность патрона, так как его нельзя будет повредить механически, пыль не будет оседать в отверстии конструкции оборудования. Перед применением старый патрон смазывается и работает до 10 минут на плавном медленном ходу.
Особенности разборки быстрозажимного патрона
Специфика конструкция быстрозажимных патронов не позволяет произвести их полную разборку. Для смазки устройства необходимо выполнить следующее:
Аккуратно поддеть отверткой муфту по кругу.

- Снять муфту руками.
- Максимально развести кулачки.
- Вставить в патрон стальной стержень и ударом выбить корпус из пластиковой муфты.

После этого разборку необходимо остановить, иначе обратная сборка будет невозможна. Снятия обеих частей муфты вполне достаточно для доступа смазочного материала внутрь устройства.

Для сборки необходимо установить верхнюю часть муфты, забить молотком торцевую стопорную шайбу (через деревянную дощечку) и установить руками нижнюю часть муфты. После этого патрон полностью готов к эксплуатации.
Технология изготовления напильника
В России для производства напильников применяют две группы инструментальных сталей: нелегированные улучшенные стали с содержанием углерода от 1 до 1,3% (УЮА – У13А) или легированные хромистые стали ШХ15 или 13Х. Аналогичные стали используют и производители напильников за рубежом. Содержание углерода от одного процента и выше позволяет закаливать насечку до высокой твердости.
Технология производства напильников может существенно отличаться в деталях от одного производства к другому, но в ней всегда присутствуют следующие этапы:
- Формообразующая обработка;
- Формирование насечки на рабочих поверхностях;
- Термическая обработка.
Последние две операции особенно важны. От того, насколько качественно выполнена насечка, зависит эффективность напильника. При использовании изношенного оборудования и инструмента можно получить напильник, внешне “совсем как настоящий”, но в котором работают, скажем, не более 30% насечки.
От качественно проведенной термической обработки зависит срок службы напильника
Здесь очень важно распределение твердости и вязкости по глубине тела напильника. Твердость должна быть максимальной на поверхности и плавно снижаться в глубину, вязкость – наоборот. Малая твердость приводит к быстрому затуплению зубьев насечки, а малая вязкость (т.е
высокая хрупкость) – к быстрому их разрушению в процессе эксплуатации
Малая твердость приводит к быстрому затуплению зубьев насечки, а малая вязкость (т.е. высокая хрупкость) – к быстрому их разрушению в процессе эксплуатации.
Большинство производителей регламентирует номинальную поверхностную твердость напильников в зависимости от их назначения следующим образом:
- Слесарные напильники: от 64 до 66 HRc.
- Заточные напильники: от 65 до 67 HRc.
- Рашпили: от 53 до 56 HRc.
Полноценно проверить качество напильника можно только в процессе его эксплуатации. Качество напильников (как эффективность, так и срок службы) особенно важны для производств, в которых ручное опиливание является частью технологического процесса. Таких много и до сих пор. Это производство некоторых разновидностей ручного инструмента, лесоразработки, где применяются цепные пилы, требующие периодической заточки режущих цепей, и много других. При использовании напильников в производстве необходимо постоянно контролировать их эффективность и срок службы, так как опыт показывает, что бракованные напильники могут быть почти у любого производителя напильников.
Под длиной напильника всегда понимается длина его рабочей части (всей, а не только насеченной), без хвостовика. Исключение составляют надфили. Для них всегда указывается общая длина, включая и хвостовик (если он есть).
В странах с метрической системой измерений используется следующий ряд размеров (в мм): 100, 125,150, 200, 250, 300, 350 и 400.
Большинство производителей используют только часть номиналов из этого ряда.
Размеры
Общими для размеров кулачков прямых и обратных является:
- наличие одинаковых размеров по основным параметрам – по длине, ширине, высоте, шагу гребенок, размерам ступеней и т.д.;
- являются унифицированными по своей конструкции, однако, комплект кулачков одного патрона не идентичен комплекту другого (всегда требуется существенная доработка);
- кулачки, с погрешностью в размерах, неправильно крепят деталь. При этом, один из них не участвует в зажиме, образуя просвет между призмой и поверхностью детали, что легко проверяется лучом фонарика;
- изношенность поверхностей спирали диска и гребенок кулачков и реек существенно изменяет характеристики усилий зажима и точность базирования детали вращения;
- неточность линейных размеров контактных поверхностей, например, реек и накладок, приводит к смещению рабочих поверхностей, а отсюда, или чрезмерные усилия зажима, или вовсе их отсутствие, что недопустимо и опасно при работе с такими устройствами.

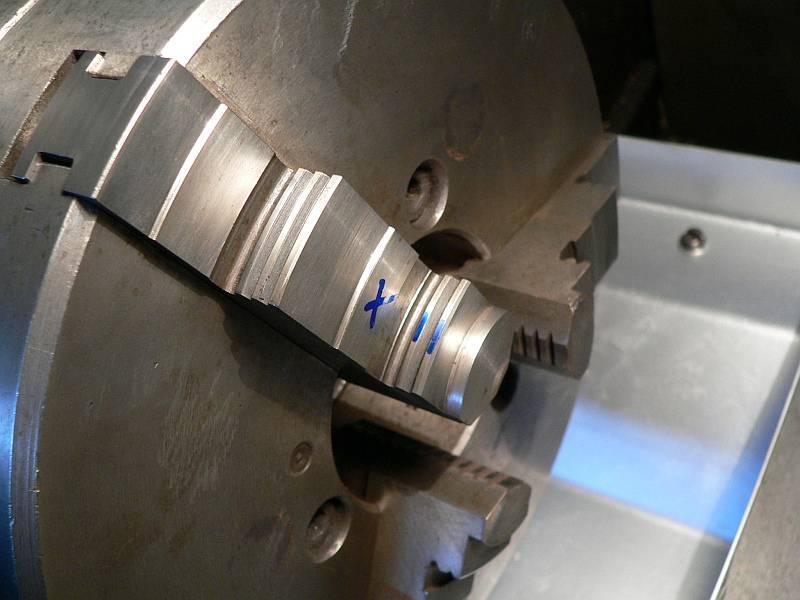
Пример работы с сырыми кулачками на токарном станке Haas
Сырые кулачки дают при работе одно существенное преимущество перед закаленными аналогами: они позволяют выставить заготовку точно в оси шпинделя и создают упор по оси с высокой повторяемостью. Эта оснастка незаменима для фиксации сложных деталей. Расскажем, как правильно подготавливать сырые кулачки для зажима заготовок по наружному диаметру.
Этап 1. Выбор кулачка
На первом этапе необходимо определиться с материалом кулачков. Они бывают алюминиевыми и стальными. Алюминиевые применяют для зажима легких и пустотелых заготовок с небольшим усилием зажима. Стальные — когда требуется создать большее усилие зажима и увеличенный срок службы.
Вторым моментом становится правильный выбор размера кулачка. В этом вопросе помогут рекомендации производителя и таблицы размеров. Советуем зажимать заготовку как минимум на треть длины. Если заготовка длинная, для ее фиксации потребуются удлиненные кулачки.
Этап 2. Установка кулачка
Перед установкой кулачков на токарный патрон тщательно очистите зубчатые гребенки и Т-образные пазы. При работе на передней поверхности патрона не снимайте центральную крышку — она защищает движущиеся части механизма от грязи, при попадании которой ресурс патрона серьезно снижается.
Никогда не устанавливайте сменные кулачки таким образом, чтобы Т-образные сухари выходили из своих пазов. Для этого требуется выдвинуть кулачки так, чтобы Т-образный сухарь оказался на уровне края мастер-кулачка. После этого затяните крепежные болты динамометрическим ключом до значения крутящего момента из документации: чтобы кулачки выдерживали необходимое усилие, а резьба осталась цела.
Важно!Токарный патрон необходимо смазывать ежедневно. Для этих целей лучше всего использовать смазку с высоким содержанием дисульфида молибдена. Если игнорировать уход, достаточно быстро усилие зажима снизится на 50% и более.Этап 3
Обработка сырых кулачков
Если игнорировать уход, достаточно быстро усилие зажима снизится на 50% и более.Этап 3. Обработка сырых кулачков
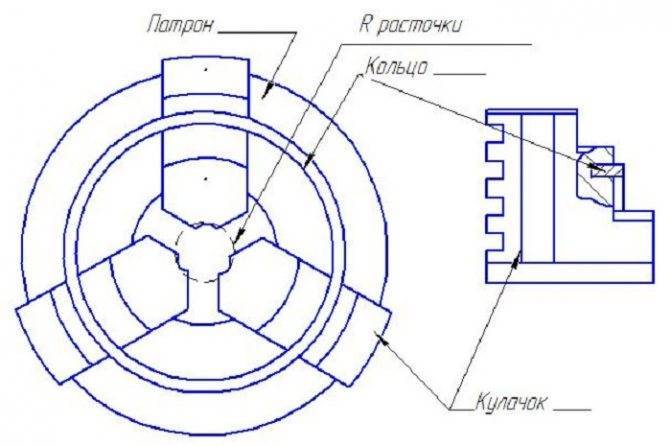
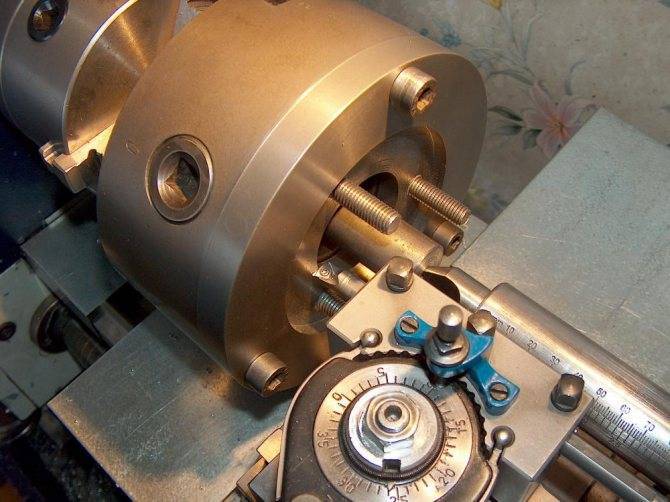
Для качественной обработки сырые кулачки должны в процессе плотно зажимать какой-нибудь предмет. Лучшие условия создает специальное регулируемое кольцо. Оно имеет 3 штифта, которые помещают в отверстия крепежных винтов токарных кулачков. Эти штифты способны скользить в своих пазах для регулировки позиции, что позволяет незначительно поменять положение зажима.
Растачивать кулачки следует в середине хода. Если делать это в верхней части хода, возникнут проблемы загрузки детали в патрон, так как кулачки будут открываться практически без зазора к диаметру детали. Аналогично, если расточить кулачки в нижней отметке, деталь будет зажиматься без нужного усилия.
Зажимать деталь нужно за наружный диаметр, при этом следует таким образом настроить направление зажима в процессе растачивания, который будет соблюдаться при обработке будущей детали.
Давление в гидрозажиме и максимальные обороты назначайте, не превышая значений в спецификации производителя токарного патрона. Кольца допускается использовать при максимальном давлении 7 бар и максимальной скорости 900 об./мин. Возможны случаи, когда заготовку приходится зажимать с давлением, которое заметно превышает рекомендуемое. Однако это всегда риск, способный привести к деформации детали.
Этап 4. Обработка детали
На современных токарных станках предусмотрена специальная система визуального программирования VPS. Она позволяет выбрать шаблон для обработки внутреннего диаметра. Задавая параметры, учитывайте, что диаметр зажима на кулачках должен совпадать с диаметром зажимаемой детали, иначе деталь будет зажиматься либо только краями кулачков, либо только центром. После того, как давление на зажим токарного патрона и позиция настроечного кольца подобраны, можно начинать резать.




После растачивания кулачка, сделайте небольшую канавку на дне расточенного диаметра. Так вы сможете зажимать до упора заготовку с острой кромкой или очень маленькой фаской. Если же этого не сделать, заготовка будет устанавливаться на упор кулачков неправильно.
После того, как расточили кулачки, зажмите заготовку в токарном патроне, оставив место для дальнейшей работы. Обязательно задайте такое же давление в том же направлении, как при будущей обработке детали. Для зажима заготовки задайте давление, равное 17 бар, после чего приступайте к обработке.
Основные советы и рекомендации
У любого опытного токаря существует несколько своих секретов по оптимальному процессу расточки кулачков токарного патрона. Чаще всего работают следующие рекомендации:
- когда мастер делает выточку на кулачках, он должен их раздвинуть на 2/3 от максимального вылета;
- зажимная шайба должна устанавливаться на максимально близкое расстояние к торцам кулачков;
- при расточке кулачков, кольцо, которое зажимается в выточке должно быть максимально жестким.
Если кулачки токарных станков не растачивать, то это приведет к биению патрона, а затем и к поломке основных узлов
Важно соблюдать все этапы данной операции и помнить, что патрон в любом случае придется демонтировать
Источник
Виды и назначения
Кулачки подразделяют на следующие виды:
- прямые (детали закрепляются с наружной стороны);
- обратные (крепление с внутренней стороны детали);
- накладные или «сырые кулачки» (фиксация деталей с большим диаметром);
- сборные (рейки, с закаленными накладными кулачками).
Прямые
Для зажима деталей чаще всего используются прямые кулачки. У каждого из них имеются две ступени для крепления деталей «на разжим» и по одной призме, работающей «на сжим».
Рабочие площадки ступеней кулачков, в которые упирают торцы обрабатываемых деталей, служат для устранения торцевого биения последних.

Посредством прямых кулачков крепятся детали:
- малоразмерные (поверхностью призм – за внешнюю сторону детали);
- крупноразмерные (как правило, полые заготовки – поверхностью ступеней).
Обратные
Обратные кулачки по своей конструкции, являются противоположностью прямым и применяются для крепления «на сжим» внешней стороны деталей больших диаметров.
Наружную поверхность обратных кулачков можно использовать для устройства дополнительной крепящей базы, работающей «на разжим» внутренней поверхности заготовки.

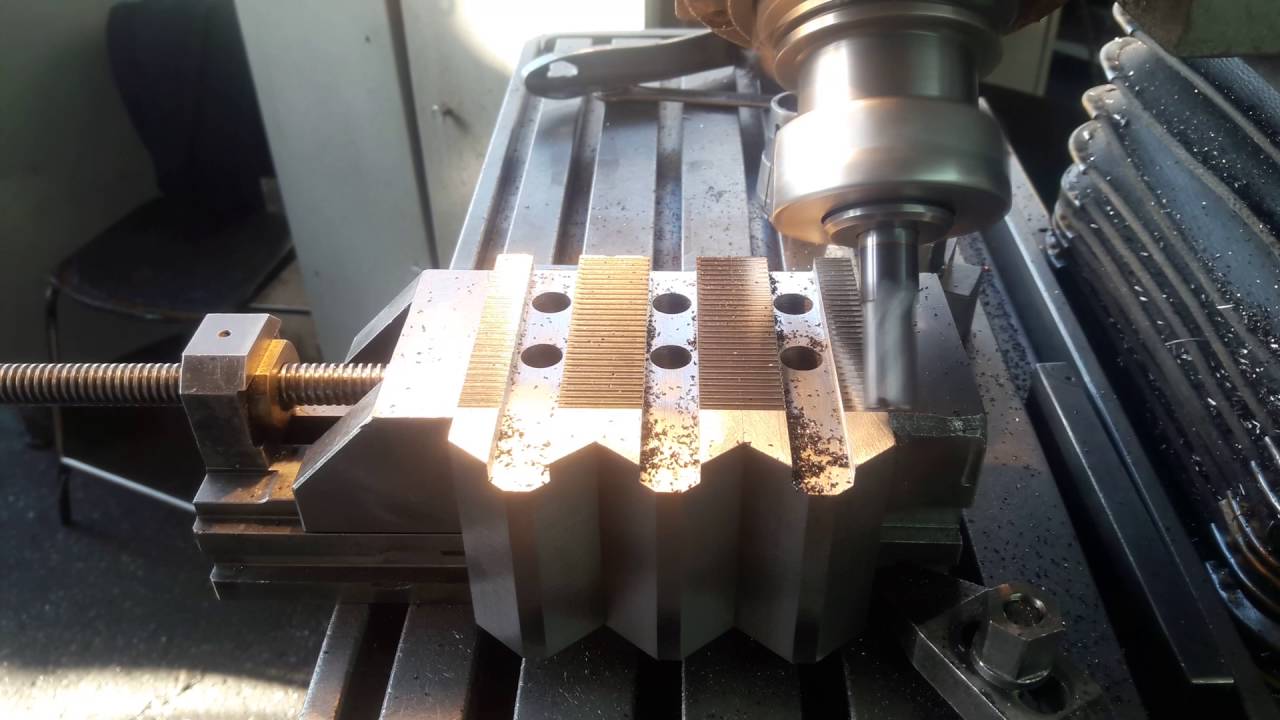
Накладные
Изготавливаются непосредственно токарями из сталей или цветных металлов без дополнительной термической обработки, в связи с чем, ещё именуются «сырыми кулачками». Крепятся к рейкам (поставляются в комплекте к патрону), что устанавливаются вместо прямых или обратных кулачков.

Накладные («сырые кулачки») выполняются соразмерно формам заготовок для обеспечения высокой точности центрирования.
Сборные
Сборные кулачки (универсальные, составные) состоят из двух частей:
- нижняя – та же рейка с гребёнками (движется по спиральному диску);
- верхняя – накладка (со стандартной закалкой рабочей зоны).
Накладки, это кулачки – перевертыши (прямые — обратные). Отличаются от накладных или «сырых» кулачков тем, что подвергаются обязательной термической обработке.
Чтобы поменять вид, достаточно выкрутить по два болта на каждом «перевертыше», развернуть его же нужной стороной и этими же болтами закрепить на рейке.

Универсальность сборных кулачков позволяет сократить подготовительное время обработки детали, при необходимости частой смены прямых на обратные и наоборот.
Этот вид кулачков вызывает погрешность из-за переустановки «перевертышей» и по этой причине применяются в токарных патронах, диаметром от 250 мм и более. Величина относительной погрешности здесь не так существенна, зато трудозатраты на переустановку снижаются в разы.
https://youtube.com/watch?v=e2SadYx2IPM
Приспособления для металлорежущих станков – часть 6

Основными элементами приспособлений являются установочные, зажимные, направляющие, делительные (поворот-
ные), крепежные детали, корпуса и механизированные приводи. Их назначение следующее:
установочные элементы – для определения положения обрабатываемой заготовки относительно приспособления и по-
ложения обрабатываемой поверхности относительно режущего инструмента;
зажимные элементы – для закрепления обрабатываемой заготовки; направляющие элементы – для осуществления требуемого направления движения инструмента; делительные или поворотные элементы – для точного изменения положения обрабатываемой поверхности заготовки
относительно режущего инструмента;
крепежные элементы – для соединения отдельных элементов между собой; корпуса приспособлений (как базовых деталей) – для размещения на них всех элементов приспособлений; механизированные приводы – для автоматического закрепления обрабатываемой заготовки. К элементам приспособлений относятся также захватные устройства различных устройств (роботов, транспортных уст-
ройств ГПС) для захвата, зажима (разжима) и перемещения обрабатываемых заготовок или собираемых сборочных единиц.
Приспособления для токарных и шлифовальных станков
Основные разновидности станочных приспособлений в зависимости от назначения и вида обработки можно сгруппиро-
вать следующим образом: для токарных, шлифовальных и внутришлифовальпых станков, для сверлильных и расточных станков; для фрезерных станков; для зубофрезерных станков; для протяжных станков; для доводочных станков; для фасон- ной обработки; для многоцелевых станков с ЧПУ, агрегатных станков и автоматических линий. Каждая из этих групп имеет свои особенности, преимущества и недостатки.
К группе приспособлений для токарных и шлифовальных станков относятся патроны, планшайбы, люнеты и др. Патроны
служат, как правило, для закрепления коротких заготовок по наружной или внутренней поверхности. По типу
приводов их делят на ручные и механизированные, по числу кулачков – на двух-, трех-, четырехкулачковые и более; по типу центрирования – на универсальные, специальные, самоцентрирующиеся и с независимым перемещением кулачков; по кон- струкции – на клиповые, рычажно-клиновые, рычажные, специальные, винтовые и спирально-реечные.
представляет собой диск, устанавливаемый на центрирующие элементы шпинделя станка. На диске монти-
руют зажимные устройства.
– дополнительные устройства (опоры), необходимые для увеличения жесткости при обработке длинных заго-
товок. Их применяют при обработке в центрах заготовок деталей типа тел вращения с отношением d
/l = 1/(10…12) и более во избежание их прогиба под действием сил резания. Люнеты бывают неподвижными и подвижными.
К приспособлениям для токарных и шлифовальных станков с ЧПУ предъявляют следующие основные требования: вы-
сокая точность и жесткость (при возможном использовании полной мощности станка); быстрые зажим и разжим заготовок; быстрая переналадка кулачков и других зажимных элементов на требуемый диаметр заготовки; возможность обработки за- готовок из прутка многих разновидностей; автоматический поворот заготовки, при необходимости без остановки станка; широкая универсальность, дающая возможность обрабатывать различные по форме и размерам заготовки; быстрая перена- ладка станка.
Рис. 18. Электромагнитные плиты двух исполнений







В качестве установочно-зажимных приспособлений на плоскошлифовальных станках используют прямоугольные элек-
тромагнитные плиты. Электромагнитные плиты служат для крепления заготовок из ферромагнитных материалов на плоско- шлифовальных станках с прямоугольным столом (рис. 18). На станках с круговым вращением стола применяют круглые плиты.
Виды и назначения
Кулачки подразделяют на следующие виды:
- прямые (детали закрепляются с наружной стороны);
- обратные (крепление с внутренней стороны детали);
- накладные или «сырые кулачки» (фиксация деталей с большим диаметром);
- сборные (рейки, с закаленными накладными кулачками).

Прямые
Для зажима деталей чаще всего используются прямые кулачки. У каждого из них имеются две ступени для крепления деталей «на разжим» и по одной призме, работающей «на сжим».
Рабочие площадки ступеней кулачков, в которые упирают торцы обрабатываемых деталей, служат для устранения торцевого биения последних.

Посредством прямых кулачков крепятся детали:
- малоразмерные (поверхностью призм – за внешнюю сторону детали);
- крупноразмерные (как правило, полые заготовки – поверхностью ступеней).
Обратные
Обратные кулачки по своей конструкции, являются противоположностью прямым и применяются для крепления «на сжим» внешней стороны деталей больших диаметров.
Наружную поверхность обратных кулачков можно использовать для устройства дополнительной крепящей базы, работающей «на разжим» внутренней поверхности заготовки.

Накладные
Изготавливаются непосредственно токарями из сталей или цветных металлов без дополнительной термической обработки, в связи с чем, ещё именуются «сырыми кулачками». Крепятся к рейкам (поставляются в комплекте к патрону), что устанавливаются вместо прямых или обратных кулачков.

Накладные («сырые кулачки») выполняются соразмерно формам заготовок для обеспечения высокой точности центрирования.
Сборные
Сборные кулачки (универсальные, составные) состоят из двух частей:
- нижняя – та же рейка с гребёнками (движется по спиральному диску);
- верхняя – накладка (со стандартной закалкой рабочей зоны).
Накладки, это кулачки – перевертыши (прямые — обратные). Отличаются от накладных или «сырых» кулачков тем, что подвергаются обязательной термической обработке.
Чтобы поменять вид, достаточно выкрутить по два болта на каждом «перевертыше», развернуть его же нужной стороной и этими же болтами закрепить на рейке.

Универсальность сборных кулачков позволяет сократить подготовительное время обработки детали, при необходимости частой смены прямых на обратные и наоборот.
Этот вид кулачков вызывает погрешность из-за переустановки «перевертышей» и по этой причине применяются в токарных патронах, диаметром от 250 мм и более. Величина относительной погрешности здесь не так существенна, зато трудозатраты на переустановку снижаются в разы.
Расточка и шлифовка кулачков токарного патрона: порядок действий
Изнашивание трущихся частей токарного патрона – типичная проблема токаря. Она ведёт к биению заготовки и плохому качеству обработки. При этом не обязательно менять деталь на новую. Иногда достаточно просто расточить кулачки токарного патрона.
Также расточка требуется для придания необходимых размеров незакалённым (сырым кулачкам), которые, как правило, используются для зажима заготовок с нестандартной геометрией.
От больших оборотов и нагрузки токарный патрон периодически изнашивается, точность теряется. Станок работает на больших оборотах. В результате возникает потеря цилиндричности обхвата заготовки вследствие неравномерного износа зажимающих поверхностей кулачков. Это и приводит к биению обрабатываемой болванки и браку из-за того, что деталь не отвечает заявленным размерам и требованиям качества. А в длительной перспективе и к поломке основных узлов станка.
Основная цель расточки заключается в том, чтобы совместить ось рабочих поверхностей кулачков патрона с осью вращения шпинделя.
Типы токарных кулачков
Кулачки токарного патрона бывают нескольких типов.
применяются для зажима заготовки с внешней стороны с валом или за внутреннюю часть – у заготовки с отверстием.
необходимы для зажима заготовки с внешней стороны. Они предназначены для точения полых деталей.
используются во время обработки чего-то масштабного: когда длина заготовки слишком большая или размер диаметра велик (причём в этом случае неважно, какой длины сама заготовка). состоят из рейки, на которую крепится накладной кулачок. состоят из рейки, на которую крепится накладной кулачок
состоят из рейки, на которую крепится накладной кулачок.
Независимо от типа кулачков, рекомендации по их расточке являются универсальными.
Как правильно расточить кулачки?
Профессиональная расточка производится в несколько этапов. Если выполнять каждый из них качественно, соблюдая все технические рекомендации, то оборудование прослужит вам долго.
Для расточки кулачков необходимо следовать согласно следующему порядку действий:
1. Демонтаж токарного патрона.
2. Обработка наждачной бумагой.
3. Расточка кулачков.
4. Шлифовка кулачков (при необходимости).
Обо всё подробнее расскажем ниже.
Демонтаж токарного патрона
Первым делом нужно демонтировать токарный патрона. Иначе вам просто не удастся устранить биение детали и правильно совместить все необходимые оси. Если патрон не будет зажат на станке, неисправности сохранятся.
После демонтажа снимите кулачки и очистите их. Следующим шагом нужно проверить биение.
Обработка наждачной бумагой
Если износ небольшой, достаточно обработать деталь патрона сначала крупнозернистой, а затем мелкозернистой наждачной бумагой. Иногда этот способ помогает восстановить цилиндричность обхвата.
Однако, при большой степени износа кулачков, придётся прибегнуть к полноценной расточке.
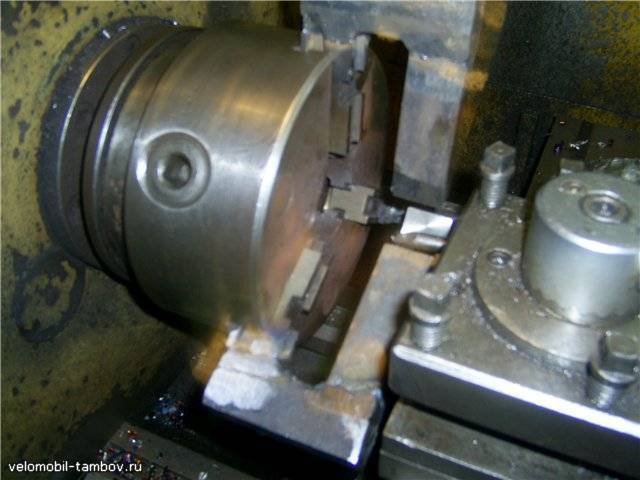
1. Для начала закрепите кулачки так, чтобы диаметр между ними совпадал с размером отверстия токарного патрона.
2. Зажмите кулачками кольцо так, чтобы оно могло свободно перемещаться.
3. Для расточки вам потребуются два резца: один – для расточки канавок (чтобы стружка и отходы производства могли свободно отводиться из отверстия), а второй — для разработки плоскостей.






4. Начните с небольших оборотов и постепенно прибавляя скорость, установите оптимальный режим вращения.
5. Начинаем расточку первым резцом, выбрав оптимальную глубину проточки таким образом, чтобы поверхность кулачков находилась в пределах допустимой площади.
6. Затем используем резец для разборки плоскостей. Его необходимо закрепить так, чтобы по всей рабочей плоскости кулаков происходило соприкосновение.
7. В конце производим конусную расточку кулачков, чтобы в дальнейшем обрабатываемая заготовка могла хорошо в них крепиться, делая захват надежным и безопасным.
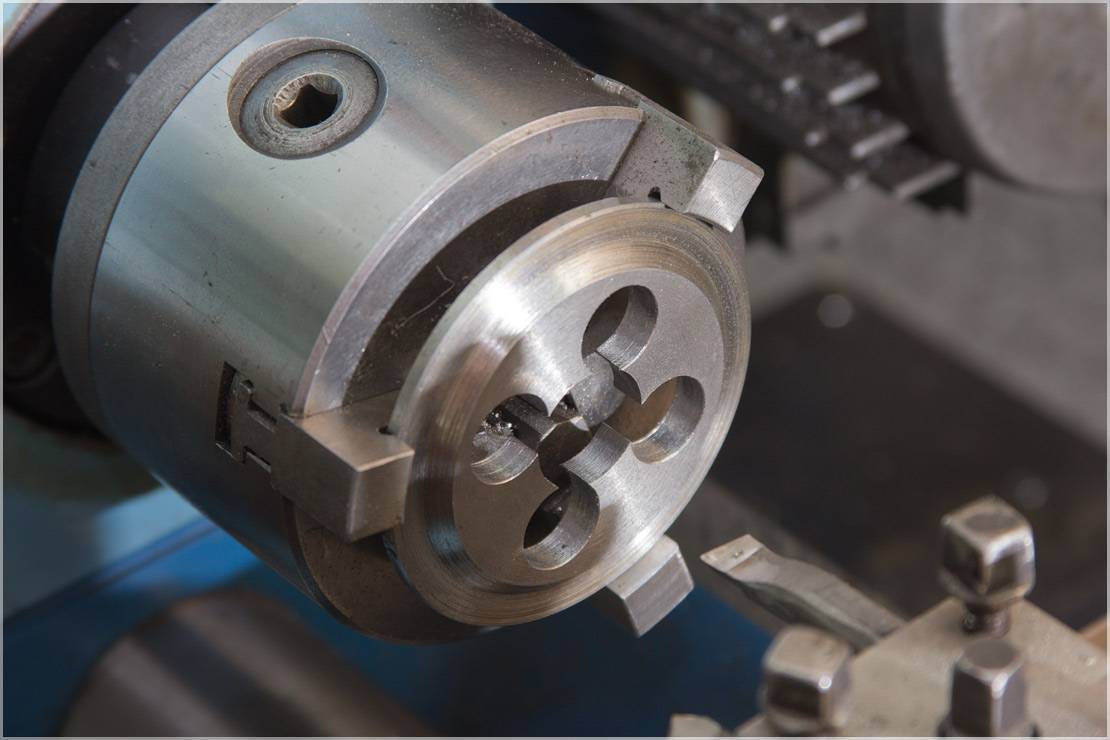
Финальным этапом растачивания кулачков является шлифовка, которая проводится только в случае ее реальной необходимости. Как это проверить? Зажмите металлический вал кулачками и запустите станок. При наличии биения придется шлифовать.
Для этого нужно обработать внутреннюю часть, зажав ими кольцо, чтобы кулачки самопроизвольно не раскрутились.
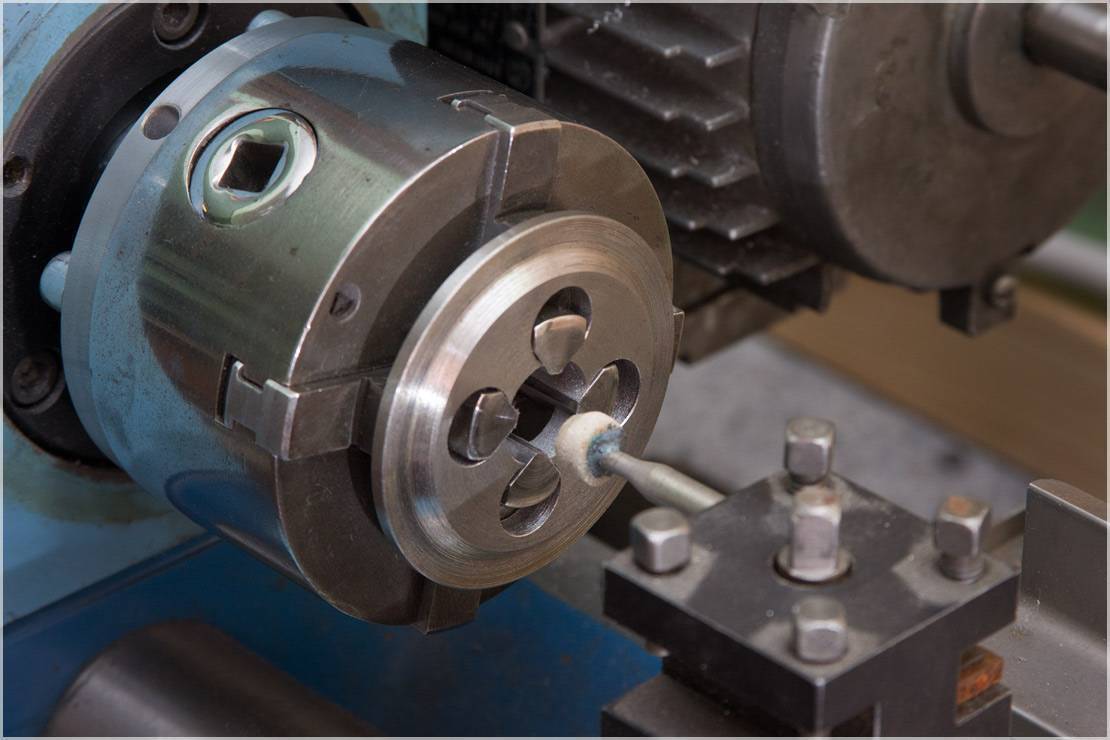
Самым легким методом является шлифовка с помощью резца со специальным камнем.
Если соблюдать указанный выше порядок действий полностью, то кулачки будут служить вам долго.
Выбрать качественные зажимные кулачки SMW-Autoblok (Германия) можно в нашем каталоге.
Установка и закрепление деталей в патронах
Токарный патрон
Короткие детали обычно устанавливают и крепят в патронах, которые подразделяются на простые и самоцентрирующие.
Четырехкулачковые патроны
Простые патроны изготовляют обычно четырехкулачковыми (рис. 41). В таких патронах каждый из четырех кулачков (1, 2, 3 и 5) перемещается своим винтом 4 независимо от остальных. Это позволяет устанавливать и закреплять в них детали, имеющие несимметричную наружную форму. При закреплении детали в четырехкулачковом патроне необходимо ее правильно установить, чтобы она не била при вращении.
Рис. 41 Простой четырехкулачковый патрон
Рис. 42. Проверка установки детали при помощи рейсмуса
Правильность установки детали можно проверять чертилкой рейсмуса (рис. 42). Чертилку рейсмуса подводят к проверяемой поверхности, оставляя зазор между ними 0,3-0,5 мм. Детали сообщают медленное вращение и следят за тем, как изменяется этот зазор. По результатам наблюдения отжимают одни кулачки и поджимают другие до тех пор, пока зазор не станет равномерным по всей окружности детали. После этого деталь окончательно закрепляют всеми четырьмя кулачками, равномерно поджимая их ключом один за другим.
После закрепления детали в патроне нужно обязательно вынуть ключ. Если этого не сделать, то при пуске станок может сломаться; кроме того, рабочий подвергается опасности получить увечье.
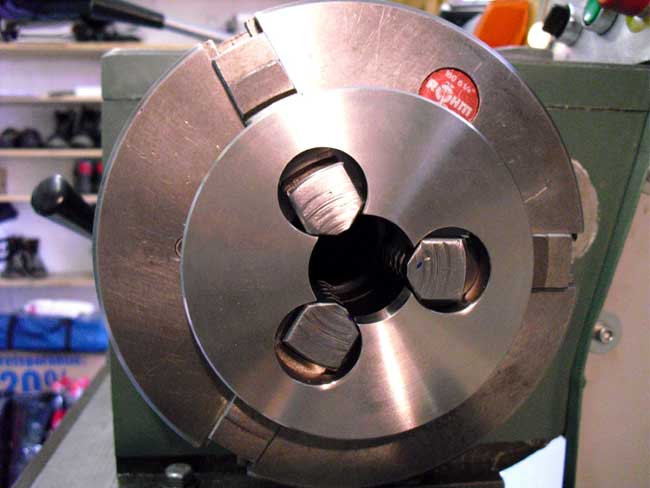
Самоцентрирующие патроны
Самоцентрирующие патроны (рис. 43) в большинстве случаев применяются трехкулачковые и значительно реже двухкулачковые. Эти патроны очень удобны в работе, так как все кулачки перемещаются одновременно, благодаря чему деталь, имеющая цилиндрическую поверхность (наружную или внутреннюю), устанавливается и зажимается точно по оси шпинделя; кроме того, значительно сокращается время на установку и закрепление детали.
На рис. 43, а показан трехкулачковый самоцентрирующий патрон. В нем кулачки перемещаются при помощи торцового четырехгранного ключа, который вставляют в четырехгранное отверстие 1 (рис. 43, а и б) одного из трех конических зубчатых колес 2. Эти колеса сцеплены с большим коническим зубчатым колесом 3. На обратной плоской стороне колеса 3 нарезана многовитковая спиральная канавка 4 (рис. 43, б). В отдельные витки этой канавки входят нижними выступами все три кулачка 5. Когда ключом повертывают одно из зубчатых колес 2, вращение передается зубчатому колесу 3. Вращаясь, оно посредством спиральной канавки 4 перемещает по пазам корпуса патрона одновременно и равномерно все три кулачка. При вращении диска со спиральной канавкой в ту или другую сторону кулачки приближаются или удаляются от центра, соответственно зажимая или освобождая деталь.
Необходима обращать внимание на прочный зажим детали в кулачках патрона. Если патрон в исправном состоянии, то прочный зажим детали обеспечивается применением ключа с нормальной ручкой (рис. 44)
44)
Другие способы зажима, например зажим при помощи ключа и длинной трубы» надеваемой на ручку, применять запрещается
44). Другие способы зажима, например зажим при помощи ключа и длинной трубы» надеваемой на ручку, применять запрещается.
Рис 43 — Трехкулачковый самоцентрирующий патрон
Рис. 44. Установка и закрепление детали в патроне и заднем центре
После зажима детали нельзя оставлять ключ в патроне, так как это может привести к несчастному случаю или поломке оборудования.
Кулачки патронов
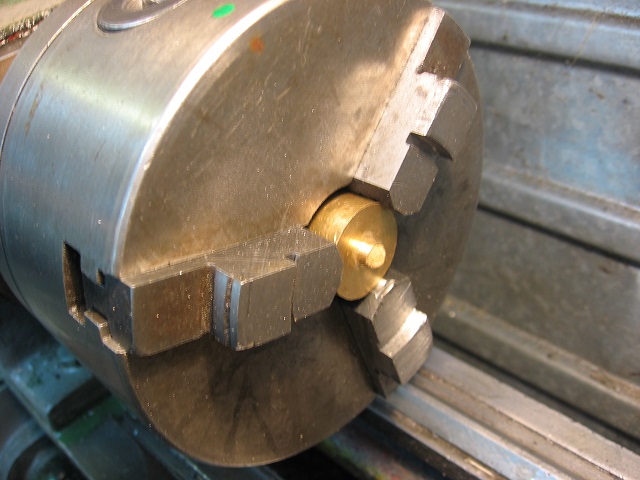
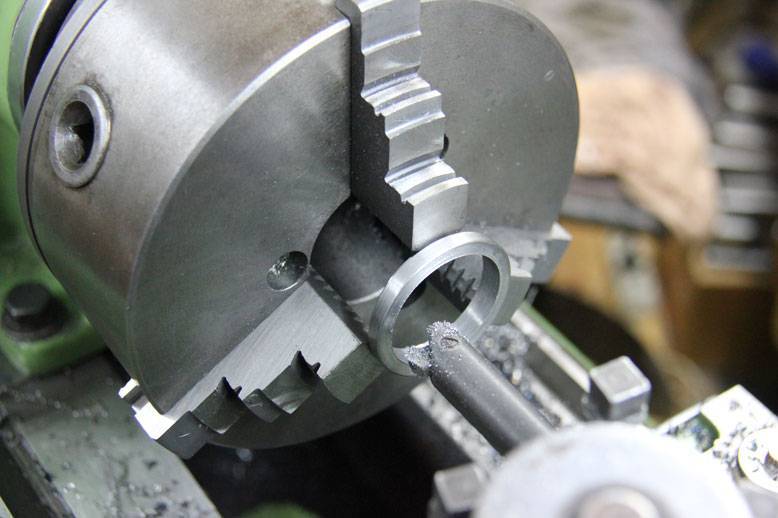
Кулачки патронов применяют закаленные и сырые. Обычно пользуются закаленными кулачками, так как они изнашиваются медленно. Но при зажиме такими кулачками на деталях с чисто обработанными поверхностями остаются следы в виде вмятин от кулачков. Чтобы избежать получения вмятин, в этих случаях рекомендуется применять сырые (незакаленные) кулачки, которые точно обрабатывают (пригоняют) по диаметру закрепляемой в них детали.
Сырые кулачки удобны еще и тем, что их можно периодически растачивать резцом и тем устранять биение патрона, которое неизбежно при длительной его работе. Растачивают кулачки точно по размеру закрепляемой в них детали.
Установку и закрепление деталей в патроне с поддержкой задним центром применяют при обработке длинных и сравнительно тонких деталей (рис. 44), которые недостаточно закрепить только в патроне, так как сила резания и вес выступающей части детали могут изогнуть ее и вырвать из патрона.
При снятии детали отжимают кулачки патрону и, поддерживая деталь левой рукой, выводят из нее задний центр, для чего правой рукой вращают маховичок задней бабки.





