

Содержание:
Сегодня покупатели предъявляют очень высокие требования к качеству и внешнему виду приобретаемой мебели. Нужно, чтобы она не только была сделана надежно и добротно, но и выглядела эстетично
Особое внимание уделяется аккуратности нанесения кромок на края столешниц, дверей и полок
На сегодняшний день есть несколько способов нанесения кромочного материала: с помощью утюга, строительного фена и кромкооблицовочного станка. Первый и второй способы больше подходят для применения в домашних условиях, так как скорость обработки очень мала. Поэтому для мебельного производства с высокими объемами работ рекомендуется приобрести кромкооблицовочный станок.
Он значительно облегчил и ускорил процесс приклеивания полосок из натурального или синтетического материала на края различных элементов корпусной мебели, как прямолинейных, так и криволинейных. С его приобретением обработка большой столешницы займет всего несколько минут (в зависимости от скорости подачи ленты, которая на самом современном станке составляет 120 метров в минуту). Это не только придает обработанному элементу товарный внешний вид, но и защищает его от растрескивания и проникновения влаги, таким образом, продлевая срок службы мебели.
Самый первый кромкооблицовочный станок был разработан в 1963 году в Италии фирмой Fravol. Конструкция его была элементарна и состояла из станины, стола и устройства для нанесения кромки (емкость для расплавления клея или фен). Он практически сразу вытеснил ручной способ наклейки кромки.
Механизм подачи
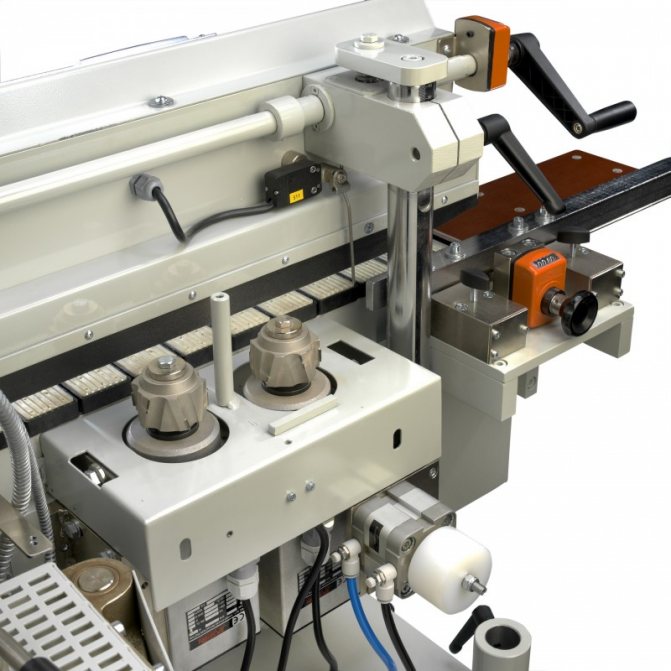
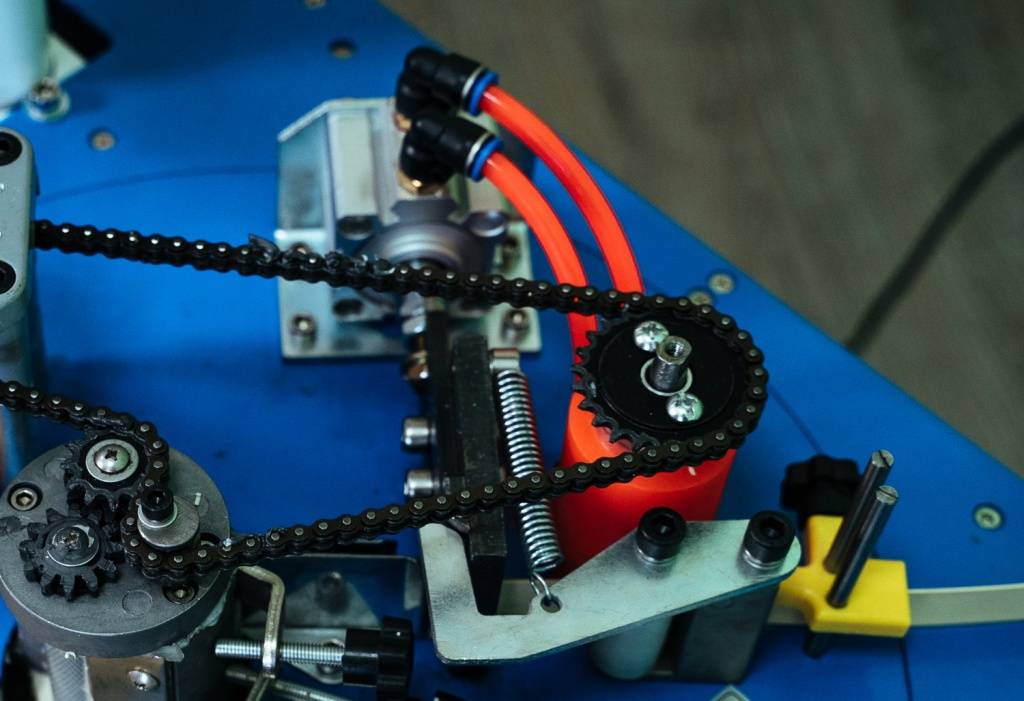
Механизм подачи состоит из подающего конвейера, расположенного в станине станка, и прижимного конвейера, установленного над подающим. Конвейер подачи выполнен на базе шарнирно-роликовой цепи, к звеньям которой крепятся базирующие башмаки с накладками из резины, на которые укладывается обрабатываемый щит. Щит в исходном положении в направлении подачи базируется обрабатываемой кромкой по установленной на станине направляющей линейке. Прижимной конвейер исключает проскальзывание щита относительно подающего конвейера в процессе обработки. Чаще прижимной конвейер выполняют в виде продольной балки, на которой в подшипниковых опорах установлены два шкива, несущие широкий клиновой ремень.

Рис. 2. Технологическая схема одностороннего станка
Ремень равномерно поджимается к обрабатываемым щитам комплектом неприводных подпружиненных роликов, равномерно расположенных по всей длине балки. Вращение ведущего шкива этого конвейера осуществляется через цепную передачу от привода подающего конвейера, что обеспечивает синхронность движения обоих конвейеров. Иногда, особенно для недорогих станков простой конструкции, прижимной конвейер выполняют также в виде балки, но без ремня и неприводным. При этом по всей длине балки устанавливаются обрезиненные подпружиненные ролики, непосредственно контактирующие с обрабатываемыми деталями и прижимающие их к подающему конвейеру. В некоторых простых станках для подачи используется автоподатчик щитов с обрезиненным конвейером, устанавливаемый над подаваемым щитом.
Перемещение прижимного конвейера или автоподатчика по высоте для настройки на толщину щита может осуществляться как вручную, так и механизированно. Скорость подачи деталей составляет, как правило, у станков для мелкосерийного производства 6–12 м/мин, а у станков, используемых в крупносерийном и массовом производстве, – 20 м/мин и более. Хотя эти станки и относятся к станкам проходного типа, их производительность в погонных метрах щитов не будет соответствовать принятой скорости подачи, поскольку для выполнения ряда технологических операций необходимо обеспечить между щитами межторцевые разрывы порядка 0,4–0,5 м для возможности возврата агрегатных узлов в исходное состояние. В некоторых станках на прижимном конвейере устанавливается индикаторная лампочка, разрешающая оператору запуск очередной заготовки. Параллельно подающему конвейеру в плоскости подачи на выдвижных опорах станины установлен роликовый поддерживающий конвейер, на который в процессе обработки опирается щит своей консольной частью. Положение поддерживающего конвейера относительно станины регулируется вручную, в зависимости от габаритов щита.

Рис. 3. Поддерживающий конвейер станка
Привода главного движения в станке
Подача рулоннов материала для кромки деталей осуществляется приводным роликом. Для размещения рулона кромки на станке предполагается некая специальная поворачивавшаяся тарелка. Профильный нож или радиусная цикля удаляет дефекты после фрезерования. Дело в том, что после обработки фрезой образуется волна, которую и уберет цикля. Остатки клея у некоторых производителей оборудования также убираются с помощью плоской цикли. После такой обработки край кромки белеет, что тоже можно назвать дефектом. Для его удаления используется тепловой узел выравнивания кромки. Он заплавляет часть кромки, затемняя ее цвет и как бы восстанавливая его.

Рис. 2. вид Casadei ALA 20 PLUS
Как выбрать подходящее оборудование
Каким станком для облицовки торцов мебели пользуетесь Вы?
РучнымКомбинированным
При выборе кромкооблицовочного станка специалисты рекомендуют ориентироваться на следующие параметры:
- какой станок вам необходим — односторонний или двусторонний;
- какой механизм подачи кромки предпочтительнее — ручной или автоматический;
- кромку какого типа и из каких материалов вы планируете использовать — натуральную или синтетическую, прямолинейную или рулонную;
- нужна ли вам регулировка пропускной способности станка;
- насколько большие детали вы планируете размещать на рабочем столе станка для обработки;
- тип управления оборудованием — программный или ручной;
- бренд — китайский или европейский;
- стоимость устройства.
Главные критерии выбора
Стоимость
В профессиональной среде кромкооблицовочные станки – синоним сложного технического решения. Представляют собой автоматическую линию с большим количеством обрабатывающих узлов, которые срабатывают в унисон во время движения материала по конвейеру.
Базовые узлы:
· Клеевой
· Торцовочный
· Фрезерный для снятия свесов
Дороже стоят станки, оснащенные дополнительными узлами прифуговки, циклевки, полировки, обкатки углов и проч. Они повышают уровень готовой продукции.
Еще один фактор, влияющий на стоимость, – страна-изготовитель. На современном рынке два фаворита – европейские и китайские марки.










Рейтинг лучших кромочников
Изучив статистику, отзывы и технические параметры наиболее популярных моделей кромкооблицовочных станков, был составлен рейтинг лучших:
| Фирма-производитель (модель) | Технические характеристики | Описание и дополнения |
| Фирма Brandt модели Ambition-1200, 1400, 1600 и 1800 | производство Германии, модели Ambition – односторонние станки, предназначены для работы с кромкой 0,4-2 мм для приклеивания ее к заготовкам в 8-50 мм, скорость работы 6м/минуту | создан для обработки (приклеивания кромки) к прямолинейным торцевым частям, клеевой слой наносится равномерно специальными роликами и плотно прижимается при помощи вращающихся цилиндров, чем выше номер серийной модели, тем выше становятся и тех.параметры станков |
| Фирма КРОМ Российский производитель, предлагающий лучшие кромочники ручного управления | модель КРОМ-750 – новинка в серии ручных станков, идеально подходящий для частного использования и малого бизнеса, работает с ПВХ-кромкой толщиной в 0,3-3 мм со скоростью работы 5м/минуту | модель отличается высоким качеством сборки и доступной ценой, на порядок ниже зарубежных аналогов, обладает встроенным резервуаром для клеевой массы объемом в 270 мл, в комплекте прилагается ремонтных набор для оперативного устранения мелких поломок |
| Фирма Felder Немецкая компания представляет своим покупателям кромочники различного уровня и класса | универсальные (NEW-G320, G460, G330 и ForKa300-s-eco); профессиональные (G500, NEW-G680, NEW-G670 и NEW-G660); Премиум-класса (perfect-710x-motion, perfect-608x-motion-plus, perfect-710e-motion, perfect-710x-motion-plus, NEW-perfect812e-motion и NEW-perfect812x-motion-plus); мобильные (Felder-ForKa-200) | универсальные кромочники отличаются малыми габаритами и работают с кромкой в 0,4-3 мм и заготовками в 10-45 мм, они используются для склейки кромки к изогнутым либо прямым заготовкам; профессиональные модели – это мультифункциональные кромочники, созданные для округления углов, фугования, полирования и циклования заготовок на высоком уровне, они работают с кромочным материалом в 0,4-3 мм и заготовками толщиной в 8-60 мм; станки Премиум-уровня – устройства, отличающиеся высокой производительностью, максимально точным итогом работы и практически невидимым швом; Мобильные кромочники – гибкие, малогабаритные, ручные и очень удобные инструменты, они созданы для дополнительных, вспомогательных работ для обработки мебели |
| Фирма Griggio Итальянские производители, предлагающие станки различного уровня: автоматические и ручные, предназначенные для проклейки прямолинейной кромки из ламината и натурального дерева | малогабаритные модели предназначены для облицовки кромочного слоя толщиной до 3 мм и работают с заготовками в 45 мм, скорость работы 1-4 м/минуту | станок модели GB-M весом около 8,5 кг является самым малогабаритным и простым в управлении, он обладает вариатором режима температур и регулировкой скорости; остальные представленные модели этого изготовителя различаются весом и габаритами, а также заявленной мощностью, это устройства высокопрофессионального уровня для проклейки кромки в 0,4-8 мм на заготовки мебели размерами в 10-60 мм и скоростью работы 1-17 м/минуту |
| фирма CEHISA Испанские производители, ведущие в сфере деревообрабатывающей промышленности | кромочник Cehisa – один из наиболее популярных, это односторонний, автоматический станок для качественной проклейки кромок из древесины, шпона, ламината и меламина | станки от этого производителя пользуются большим спросом и активно используются в крупных мебельных производствах, а также и на предприятиях малой мощности |
Изготовление и настройка самодельного кромкооблицовочного станка
Сразу нужно оговориться, что без достаточного опыта работы с инструментом и материалами и понимания принципа работы данного оборудования вряд ли удастся добиться отличного результата. Если же уверенность в своих силах достаточная, то можно смело начинать изучать имеющиеся схемы и советы по сборке.
Для того, чтобы правильно спроектировать станок, нужно определиться со следующими параметрами:
- тип облицовочного материала;
- толщина используемого для кромки материала;
- необходимые функции оборудования.
Самое главное на этапе изготовления – это грамотно собрать основу. Она состоит из механизма подачи материала на кромку, прижимного ролика, нагревательного элемента и системы нанесения клея. Для их изготовления можно использовать запчасти для электроинструмента и целые приборы. Например, для нагрева подойдет фен, а для привода прижимного ролика можно использовать электродрель.
Чтобы упростить схему станка, можно использовать материалы с уже нанесенным на них клеем. Это не только упростит процесс изготовления, но и позволит уменьшить размеры станка. Для продвижения заготовки по прижимному ролику нужно предусмотреть направляющий механизм.
Если нет возможности использовать полосы с заранее нанесенным клеем, нужно предусмотреть наличие в конструкции специальной емкости под клей, где он будет предварительно разогреваться. Также нужно оснастить аппарат механизмом для обрезки излишков материала для кромок, это может быть любое устройство гильотинного типа.
Как можно понять из вышесказанного, изготовить самодельный кромкооблицовочный станок своими руками не так уж сложно, для этого не требуются сложные и дорогостоящие элементы. Поэтому и последующий ремонт будет достаточно простым. А если не хочется связываться с ремонтом, приобретайте фирменное оборудование, и пусть при поломке с ним разбираются специалисты сервисного центра.
Односторонние автоматические кромкооблицовочные станки
Назначение: Автоматический кромкооблицовочный станок, проходного типа, предназначен для облицовки кромок прямолинейных сторон панелей в автоматическом режиме различными кромочными материалами.
Принцип работы:
- рис.4
- рис.5
- рис.6
Рассмотрим принцип работы на станке с максимальной комплектацией агрегатами и устройствами , входящими в состав станков. Станки бывают с ЧПУ и без. Станки с ЧПУ управляются электронным устройством способным менять настройки станка автоматически, на станках без ЧПУ настройка оборудования происходит вручную. Заготовки в процессе обработки перемещаются посредством приводного транспортера с регулируемой скоростью подачи или без регулировки.
Первый узел в станках (рис.4 слева) — узел предварительного фрезерования торца заготовки. Позволяет устранить дефекты на заготовках, которые возникают вследствие раскроя (сколы, ступенька от подрезной пилы), а также дефекты связанные с низким качеством плитных материалов дсп, мдф (утолщение на торцах). Далее: Ик – лампа предварительного подогрева заготовки Позволяет осуществить предварительный прогрев торца заготовки перед клее наносящим узлом для улучшения адгезии и равномерности распределения клея – расплава. Далее: Магазин подачи кромочного материала Включает в себя приводной подающий ролик и специальную обойму для подачи полосового материала. Далее: Узел нанесения клея С помощью данного узла осуществляется нанесение и регулировка количества клея. Температура клея регулируется электронным блоком контроля, что гаранитрует поддержание нужной температуры и исключает перегревание клея.
Следующие агрегаты, устанавливаемые на станке служат для обработки снятия свесов кромочного материала. Первый агрегат (рис.14 слева) — Узел торцовки свесов. Чистовая торцовка свесов кромки осуществляется автоматически, с помощью двух пил. Далее:Узел фрезерования свесов. Фрезерный узел оснащен двумя радиусными фрезами R2 и плавающими копирами, позволяющими отслеживать толщину заготовки, что обеспечивает отличное качество обрабатываемой поверхности. Далее:Узел автоматического скругления торцевых углов приклееного кромочного материала Позволяет в автоматическом режиме произвести скругление торцевых углов кромочного материала без остановки заготовки. Далее:Циклёвочный узел Осуществляет финишную обработку материала (pvс/abs) толщиной от 1 до 3 мм и полностью устраняет такой дефект как «кинематическая волна», возникающий при фрезеровки свесов кромочного материала на больших скоростях подачи.
Следующие агрегаты служат для придания качественного внешнего вида, получаемой мебельной заготовке. Промышленные фены (рис.15 слева). Предназначены для восстановления естественного цвета кромочного материала после обработки на узле циклёвки. Далее:Полировочный узел. Предназначен для полировки обработанной части кромки, удаления излишков клея-расплава, а также придания ей естественного цвета и блеска.
Фото станков:
- рис.7
- рис.8
Производят позиционные кромкооблицовочные станки в России странах СНГ и многих странах Европы и Азии с различными характеристиками.
Клей-расплав для автоматических кромкооблицовочных станков
Выбор клея-расплава производят в зависимости от применяемого оборудования и задачами, стоящими перед производством. Для средне скоростных станков наиболее подходящим является клей-расплав производства Kleiberit 788.7, средненаполненный клей-расплав для кромок из шпона, ПВХ, АБС и пропитанных бумажных для скоростей подачи до 15 м/мин, его технические характеристики можно посмотреть здесь. Для высоких скоростей подачи можно применять клей-расплав 744.4, средненаполненный клей-расплав для кромок из шпона, ПВХ, АБС и пропитанных бумажных для скоростей подачи от 20 до 40 м/мин, его технические характеристики можно посмотреть здесь. Существуют станки производства фирмы Holz-her, использующие не гранулированный клей-расплав а катриджный. Для этих станков у фирмы Kleiberit есть клей марки 782/.0, его технические характеристики можно посмотреть здесь.
Применение кромкооблицовочного оборудования
Основная сфера применения такого оборудования – это мебельное производство, здесь этот вид станков является одним из обязательных элементов технического оснащения. Для промышленных нужд предлагаются многочисленные модели станков, отличающиеся производительностью, функциями, ценой и другими характеристиками и подходящие для работы как с прямо-, так и с криволинейными поверхностями. Есть у данной группы агрегатов общая характеристика – их производительность слишком велика для частного использования, поэтому тратиться на приобретение профессиональной модели бессмысленно.
Принцип работы устройства
Для наклеивания применяется лента, широта которой больше высоты элемента на 2−5 мм. Это производится для точного закрытия кромки. Как правило, уже после приклеивания остаются так именуемые свесы, какие обозначают с двух краёв. Для того чтобы их удалить, применяется фрезеровочный модуль, какой срезает облицовку, выходящую за границы детали.
Обычно механизм наделён скоростным приводом с 12 тысячами витков в минуту, чтобы не повредить плоскость. В модуле, кроме того, учтены ограниченные ролики для правильной установки заготовки. Узел наделён 2-мя фрезами с приводами, его настраивают в необходимую вышину детали. Для того чтобы деликатно настроить модуль и закрепить его, задействуется система перемещения с передачей «винт — гайка».
После обрезания ножом лента приклеивается к кромке. Для того чтобы его исключить, следует применять торцовочный модуль, система которого может быть различной. Наиболее простой вид предполагает собою круглую пилу, что имеет отвесное перемещение и оборудуется приводом с небольшой мощностью.
По особой команде эта электропила выходит в рабочую сферу кромочного станка и отпиливает лишний участок облицовки. Этот принцип способен функционировать только в станках с ручной подачей. В случае если доставка механизирована, торцовый модуль наиболее сложный. Электропила с приводом вводится согласно инструкции к станку на каретке, что имеет 2 коротких направления: первый на подачу пилы для ликвидации припуска ленты, а 2-й для ровной быстроты подачи заготовки. Кромкооблицовочный электростанок может дополняться большим количеством многофункциональных элементов.
Кромочные приборы с ручной подачей задействуются не только лишь в домашних обстоятельствах либо мастерских. Даже крупные мебельные фирмы имеют это приспособление для стремительного ремонта и облицовки эксклюзивных заготовок, малых партий деталей.
Благодаря присутствию процессоров, контролеров, приборы с ручной подачей детали считаются весьма удобными и простыми в управлении. Главные процессы в период работы — это темп подачи, автоматизированный контроль температуры, а, кроме того, длина приклеиваемого материала.
Читать также: Холодная сварка ермак отзывы
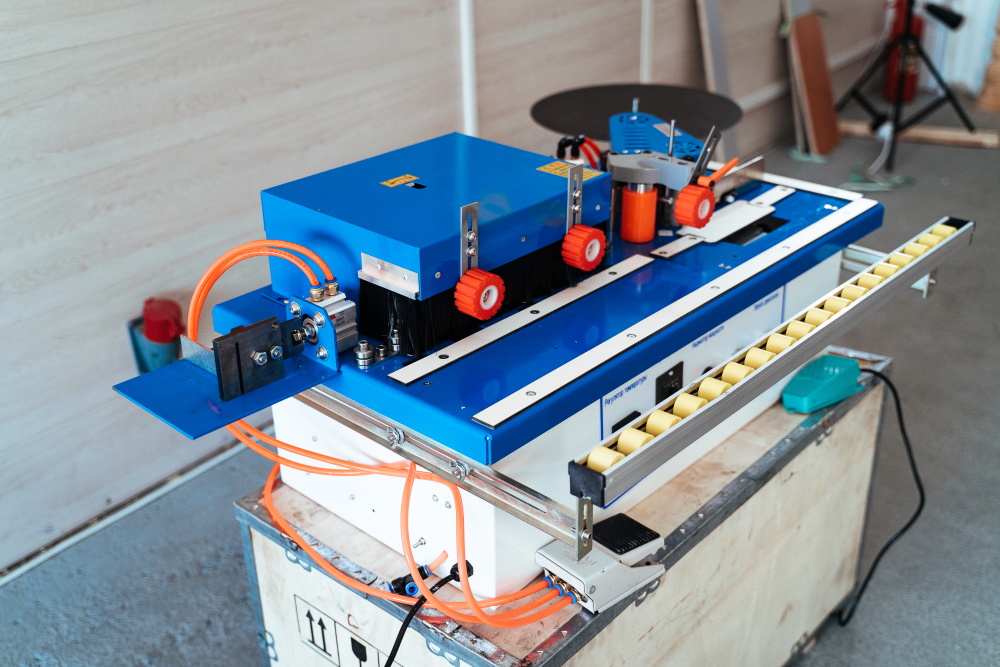
Агрегат с ручной подачей функционирует с материалом до 3 мм, потребляет около 2 кВт электроэнергии, захватывает зону до 2−3 кв. метров, обслуживается одним пользователем и удерживает темп подачи детали 6 метров в минуту. Чтобы системы станка имели возможность работать, подключается система под давлением 0,6 мПа сжатого воздуха.
Обычно станок сначала тестируется, при этом контролируется безопасность клеевого шва и степень адгезии клея. Для выполнения теста, возможно, применять бесцветную ПВХ-плёнку, что даёт возможность наблюдать за распределением клеевого состава после сжатия и полимеризации. Если рабочая смена изменяется, рекомендуется, кроме того, осуществлять тесты для предотвращения появления скрытого нарушения.










Весь разрезающий механизм хорошо оттачивается. Это относится к ножикам и фрезам. Не забудьте регулярно чистить клеевую ванночку.
Кромкооблицовочный агрегат может иметь ограждение и маркировку подогреваемых плоскостей. Станина приспособления должна иметь заземление. Приспособление следует подсоединить к системе аспирации, так как нагреваемый суперклей может выделять ядовитые вещества, какие представляют опасность для здоровья.
Подобное приспособление не потребует какой-либо сложной настройки. Следует откорректировать температуру нагревания, грамотно установить частоты вращения роликов, какие наносят суперклей, и скорость подачи
Весьма важно, чтобы при нанесении объем клея оптимально соответствовал нужным условиям. В случае если его не будет хватать, может затеряться прочность взаимосвязи между использованным материалом и заготовкой
Излишек клея приведёт к получению лишнего количества на плоскость и возникновению грязи
Излишек клея приведёт к получению лишнего количества на плоскость и возникновению грязи.
Двусторонние кромкооблицовочные линии
Назначение: позволяет за один проход облицовывать сразу две параллельные противоположные друг другу кромки щитовой заготовки прямоугольной формы, именуется. Особенности двухсторонних станков: Когда древесностружечная плита стала заменять в производстве мебели столярные плиты и другие щитовые детали, оказалось, что на срезе она смотрится достаточно неприглядно. Кроме того, через ее необлицованные кромки происходит выделение формальдегида, постепенно отравляющего весь объем помещения. Поэтому облицовывание кромок щитовой детали из ДСП стало обязательно производиться со всех четырех сторон. При этом производительность двухстороннего станка ровно в два раза больше, чем одностороннего. Двухсторонний кромкооблицовочный станок (рис. 9, 10) фактически представляет собой два односторонних, обращенных друг к другу. Они размещены на единой станине так, что один из них может перемещаться по направляющим этой станины для настройки на ширину обрабатываемой заготовки. Агрегаты для наклеивания кромочного материала и обработки кромок аналогичны тем, которые применяются в двухсторонних, практически те же, что и в односторонних. Их состав также выбирается в зависимости от вида клеев и кромочного материала.
Фото станков:
- рис.9
- рис.10
Пример комплексной автоматической линии полного цикла с двумя станками:
рис.11
1. Автоматический загрузчик 2. 1-й двусторонний станок 3. Поворотная станция 4.2-й двусторонний станок 5. Поворотная станция 6. Разгрузчик
Принцип работы кромкооблицовочного станка и некоторые варианты устройства
Данный аппарат широко используется как в частных мастерских, так и в промышленных масштабах. В качестве рабочего материала для украшения деревянных изделий можно использовать:
Типичная ширина облицовки составляет приблизительно 2-5 сантиметров, а толщина может варьироваться в пределах 0,4-3 миллиметра.

Далее к устройству подносится нужная деревянная деталь и по ее кромке приклеивается подготовленная лента. Происходит это очень просто – нужно всего лишь провести аппарат вдоль дерева, слегка его прижимая.
Конечно, если речь идет о том, чтобы сделать кромкооблицовочный станок своими руками, то он вряд ли будет некоторые продвинутые функции заводского изделия, к примеру, прогрев клея. Хотя вполне несложно организовать даже и этот механизм – просто понадобится немного больше терпения и времени.
Что касается разновидностей рассматриваемого аппарата, то выделяют такие варианты:
- Для работы с криволинейной кромкой. Обычно здесь используется ручная подача материала, так как мастеру нужно вовремя подстраиваться под очередной изгиб на детали и спешить за автоматической лентой точно не получится.
- Для прямолинейной обработки. Такие изделия, как правило, имеют автоматическую подачу. Именно они чаще всего используются на массовом производстве мебели или других вещей из древесины.
Известные производители
Filato
Китайский бренд, занимающийся созданием оборудования для мебельного производства. Компания гарантирует высокое качество продукции за счет применения ЧПУ станков из Германии и Японии.

Плюсы станков Filato:
- экономичное потребление электроэнергии;
- высокая производительность;
- функциональность;
- надежность оборудования;
В случае поломки или износа какой-либо детали можно заказать и получить новую в кратчайшие сроки. Благодаря этому при эксплуатации кромкооблицовочных станков Filato меньше риска получить длительные простои оборудования и задержки производства.
Brandt

Немецкий бренд, принадлежащий крупному холдингу Homag. Станки этой марки ценятся производителями мебели за надежность и высокое качество.







Плюсы станков Brandt:
- идеально приклеивают декоративные кромки вне зависимости от материала, из которого изготовлена лента;
- устройство просто эксплуатировать;
- в оборудовании предусматривается настройка оптимальной скорости подачи кромки и ленты;
- станок может работать с облицовочными лентами разной толщины — в среднем от 0,4 до 3 мм.
AKRON
Линейка кромкооблицовочных станков итальянской фирмы Biesse. Компания выпускает оборудование для мебельного производства с конца 60-х годов прошлого века. На станках марки AKRON можно использовать кромочные ленты, изготовленные из ПВХ, меламина, шпона, АВС, а также деревянных реек и шпона.
 Плюсы кромкооблицовочных станков Акрон:
Плюсы кромкооблицовочных станков Акрон:
- сравнительно небольшие размеры оборудования;
- высокое качество облицовки кромок деталей корпусной мебели;
- можно использовать кромки в рулонах и полосах.
Еще одна линейка продукции немецкого холдинга Homag. Все модели этого бренда представляют собой полностью автоматические кромкооблицовочные станки, управление которыми осуществляется через мини-компьютеры. В линейке оборудования IMA можно найти как односторонние, так и двусторонние станки.
Плюсы кромкооблицовочных станков IMA:
- высокое качество сборки;
- возможность обрабатывать кромки материалами толщиной до 6 см;
- можно быстро поменять ванну для клея, если необходимо использовать состав другого цвета;
- есть модели для работы не только со шпоном и лентами, но и с рейками;
- за счет программного управления можно отслеживать неполадки, затраты материалов и количество обработанных деталей.
Компания производит оборудование для небольших, средних и крупных мебельных предприятий. При необходимости вы можете приобрести ручные кромкооблицовочные станки для обработки криволинейных деталей.
OSTERMANN

Один из крупнейших производителей оборудования для мебельного производства в Евросоюзе. Компания осуществляет экспорт продукции по всему миру и стремится сделать свои станки не только качественными, но и доступными. Наибольшей популярностью у мебельщиков пользуется кромкооблицовочный станок OSTERMANN 6TF.
Плюсы станков OSTERMANN на примере модели 6TF:
- себестоимость оборудования снижается за счет производства на одной территории без затрат на логистику, при этом используются высококачественные расходные материалы и запчасти;
- могут работать как с натуральными, так и с искусственными материалами;
- в станке используются алмазные фрезы, отличающиеся повышенной прочностью;
- ванна для клея имеет антипригарное тефлоновое покрытие;
- подача клеевого состава строго дозирована, за счет чего экономнее расходуются материалы.
Griggio

Итальянская компания, производящая оборудование для обработки древесины с середины прошлого века. В число ее продукции входят ручные и автоматические кромкооблицовочные станки, с помощью которых можно клеить прямолинейные кромки из ПВХ, ABS, ламината и натурального дерева.
Плюсы станков Griggio:
- можно подобрать модель оптимальных размеров и веса;
- пропускная способность оборудования варьируется в пределах от 1 до 17 погонных метров в минуту;
- допускается обработка деталей корпусной мебели высотой от 10 до 60 мм;
- компания выпускает оборудование различной мощности, поэтому есть шанс подобрать подходящий станок как для малого, так и для среднего или крупного мебельного производства.

Станки этой североамериканской компании отличаются сравнительно низкой стоимостью. Оборудование, производимое фирмой Jet, относится к среднему ценовому сегменту, но при этом радует пользователей высоким качеством.
Плюсы станков JET:
- можно регулировать высоту направляющей кромки;
- лента нагревается профессиональным техническим феном;
- долговечность станков;
- отличная сборка оборудования для своей ценовой категории;
- большая площадь стола для работы с деталями корпусной мебели.





