

2.1 Окраска масляными составами
Масляными красочными составами поверхности окрашивают в защитных и декоративных целях. В том случае, когда главным являются защитное назначение покрытия, применяют составы, образующие глянцевые пленки. При образовании глянцевых пленок пигменты погружаются в толщу красочного покрытия, поверх пигментов находится сплошной слой связующего, зеркально отражающего свет. При декоративной окраске поверхностей внутри здания примелют матовые покрытия. Эти покрытия смягчают цветовые тона краски, делают менее заметным дефекты штукатурки, бетона, древесины. Чаще всего матовые покрытия получают, снижая в пленке количество связующего и заменяя его испаряющимся растворителем или вводя в составы матирующие добавки — пчелиный и искусственный воск, разведенный в растворителе.
При матировании воском пластинки его всплывают и, располагаясь на поверхности покрытия под различными углами, также рассеянно отражают падающие на него лучи света.
Такие покрытия красивы, но прочность их невелика. Кроме того, пленки высыхают медленно, так как на поверхности образуется пленка, препятствующая испарению растворителя из толщи пленки и проникновению в нее кислорода для окисления масла. При подготовке под окрашивание матовыми неводными составами поверхности грунтуют олифой или краской и окрашивают в
•дин слой жирным масляным составом до глянца. При этом не должно быть матовых пятен и следов недостаточной жирности окраски, так как наличие пятен приводит к образованию более темных мест в матовой окраске и вызывает необходимость в переделке. Гак окрашивают штукатурку, бетон и иногда дерево.
При приготовлении матовых декоративных составов с большей насыщенностью пигментами, чем глянцевые, часть тертых на масле пигментов заменяют сухими, которые затирают на растворителе (табл.1).
Таблица 1.
Матовые декоративные составы
Компоненты | Красочные составы | |||
1-й | 2-й | 3-й | 4-й | |
Белила тертые | 4,0 | 3,2 | 5,0 | — |
Белила сухие цинковые | 1,0 | 1,0 | 2,0 | В необходимом количестве |
Пигменты сухие | 2,0 | 1,5 | 3,0 | |
Олифа оксоль | 2,0 | 1,0 | 3,0 | 3,0 |
Скипидар | 3,0 | 3,0 | 1,0 | 6,0 |
Сиккатив | 0,1 | 0,1 | 0,1 | 0,1 |
Примечание. Перечисленные в таблице матовые составы расположены, начиная с менее матового №1, кончая матовым предельной сухости №4.
Способ приготовления. Сухие белила и пигменты перетирают с растворителем до сметанообразной консистенции. Белила тертые разводят олифой и остатком скипидара, вводят в них перетертые в скипидаре сухие белила, пигменты и сиккатив. Состав перемешивают и процеживают на вибросите СО-3 с сеткой 0,25 — 0,2. Составы наносят на поверхности макловицей, валиком с меховым чехлом или кистью-ручником. Свежеокрашенную поверхность обрабатывают торцовкой.
При приготовлении восковых матовых покрытий готовят состав по рецепту:
Белила цинковые тертые ……. 2,0
Белила цинковые сухие …….. 1,0
Скипидар ………………. 1,0
Воск натуральный …………. 0,2
Олифа натуральная ………… 0,15
Сиккатив жидкий …………. 0,15
Пигменты сухие по потребности
Способ приготовления. Воск измельчают, заливают пятикратным количеством скипидара и выдерживают до полного растворения. Сухие цинковые белила и сухие пигменты разводят половинным количеством скипидара и перетирают на краскотерке.
Белила тертые разводят остатком скипидара и сиккативом, затем вводят в состав сухие пигменты и цинковые белила, перетертые на скипидаре. Состав хорошо перемешивают, затем вводят раствор пчелиного воска. Состав вновь перемешивают.
Состав наносят на поверхность кистью-ручником, растушевывая красочный слой и обрабатывая его жесткой щеткой-торцовкой с тщательно выровненным волосом. Выравнивание волоса щетки-торцовки производят обжигая ее на раскаленной плите. При работе щеткой-торцовкой необходимо следить за тем, чтобы не образовывать повторно проторцованную и уже несколько окрепшую поверхность. Это может привести к образованию более светлых мест, резко выделяющихся на общем фоне.
ТЕХНИКО-ЭКОНОМИЧЕСКИЕ ПОКАЗАТЕЛИ
Таблица
3
Калькуляция
трудовых затрат
Обоснование | Вид работы | Затраты труда, чел.-час. | |
масляная окраска | водоэмульсионная | ||
ЕНиР § 8-24 тб. 4 п. 4 | Сглаживание поверхности | 1,3 | 1,3 |
– » – п. 5 | Расшивка трещин | 0,33 | 0,33 |
– » – п. 7 | Огрунтовка (проолифка) | 2,2 | 2,2 |
– » – п. 10 | Частичная подмазка | 2,5 | 2,5 |
§ 8-24 тб. 8 п. 3 | Шлифовка подмазанных мест | 0,76 | 0,76 |
§ 8-24 тб. 7 п. 4 | Первая сплошная шпаклевка | 15,5 | 15,5 |
– » – п. 6 | Шлифовка шпаклевки | 4,7 | 4,7 |
– » – п. 4 | Вторая шпаклевка | 9,8 | 9,8 |
– » – п. 6 | Шлифовка шпаклевки | 4,7 | 4,7 |
тб. 7 п. 12 | Огрунтовка | 9,4 | 9,4 |
– » – п. 15 | Флейцевание (при окраске | 3,5 | – |
– » – п. 13 | Окраска первая валиком | 12 | 5,4 |
– » – п. 14 | Окраска вторая валиком | 9,4 | 4,5 |
– » – п. 15 | Флейцевание (при окраске | 3,5 | – |
Итого: | Выработка на 1 рабочего в | 78,59 10 | 61,09 12 |







![Приготовление малярных составов [1964 краснов н.п. - отделка комнат при ремонте. издание третье, переработанное]](https://metallcore.ru/wp-content/uploads/0/f/f/0fffe50f7ba28fb4d980ba8f624fb464.jpeg)


Машины для механического нанесения шпаклевки — шпаклевочные агрегаты и шпаклевочные распылители
С их помощью наносятся, подносятся шпаклевочные составы подвижностью 11… 18 см.
При работе шпаклевочного агрегата состав, приготовленный и процеженный через вибросито с ячейками размером 1,5×1,5 мм, перекачивается по рукавам (диаметром соответственно 33 и 19 мм, длиной 50 м) на этажи и заполняет поочередно один из баков установки СО-12А. Из бака шпатлевка под давлением сжатого воздуха поступает в распылительную головку удочки.
Шлифование шпаклеванных поверхностей. Электрическая шлифовальная машина ИЭ-2201Б производит зачистку шпаклеванных поверхностей. Для грубого шлифования шпаклевки применяют диск с укрепленными на нем брусками пемзы, а для чистого — диск со шлифовальной шкуркой.
Пневматическую шлифовальную машину ИП-2009Б применяют для шлифования металлических деталей, снятия заусенцев, зачистки сварных швов, подготовки кромок под сварку, а также для зачистных и шлифовальных работ и по другим основаниям перед нанесением лакокрасочных покрытий.
Универсальная затирочная машина ЗМД-10 предназначена для затирки поверхностей бетонных и железобетонных конструкций при штукатурных и отделочных работах и для шлифования прошпаклеванных поверхностей. Дисками из древесно-стружечной плиты затирают оштукатуренные поверхности, поверхности бетонных и железобетонных конструкций. Дисками, покрытыми шлифовальной шкуркой, шлифуют прошпаклеванные поверхности.
2.1 Окраска масляными составами
Масляными красочными составами поверхности окрашивают в защитных и декоративных целях. В том случае, когда главным являются защитное назначение покрытия, применяют составы, образующие глянцевые пленки. При образовании глянцевых пленок пигменты погружаются в толщу красочного покрытия, поверх пигментов находится сплошной слой связующего, зеркально отражающего свет. При декоративной окраске поверхностей внутри здания примелют матовые покрытия. Эти покрытия смягчают цветовые тона краски, делают менее заметным дефекты штукатурки, бетона, древесины. Чаще всего матовые покрытия получают, снижая в пленке количество связующего и заменяя его испаряющимся растворителем или вводя в составы матирующие добавки — пчелиный и искусственный воск, разведенный в растворителе.
При матировании воском пластинки его всплывают и, располагаясь на поверхности покрытия под различными углами, также рассеянно отражают падающие на него лучи света.
Такие покрытия красивы, но прочность их невелика. Кроме того, пленки высыхают медленно, так как на поверхности образуется пленка, препятствующая испарению растворителя из толщи пленки и проникновению в нее кислорода для окисления масла. При подготовке под окрашивание матовыми неводными составами поверхности грунтуют олифой или краской и окрашивают в
•дин слой жирным масляным составом до глянца. При этом не должно быть матовых пятен и следов недостаточной жирности окраски, так как наличие пятен приводит к образованию более темных мест в матовой окраске и вызывает необходимость в переделке. Гак окрашивают штукатурку, бетон и иногда дерево.
При приготовлении матовых декоративных составов с большей насыщенностью пигментами, чем глянцевые, часть тертых на масле пигментов заменяют сухими, которые затирают на растворителе (табл.1).
Таблица 1.
Матовые декоративные составы
Компоненты | Красочные составы | |||
1-й | 2-й | 3-й | 4-й | |
Белила тертые | 4,0 | 3,2 | 5,0 | — |
Белила сухие цинковые | 1,0 | 1,0 | 2,0 | В необходимом количестве |
Пигменты сухие | 2,0 | 1,5 | 3,0 | |
Олифа оксоль | 2,0 | 1,0 | 3,0 | 3,0 |
Скипидар | 3,0 | 3,0 | 1,0 | 6,0 |
Сиккатив | 0,1 | 0,1 | 0,1 | 0,1 |
Примечание. Перечисленные в таблице матовые составы расположены, начиная с менее матового №1, кончая матовым предельной сухости №4.
Способ приготовления. Сухие белила и пигменты перетирают с растворителем до сметанообразной консистенции. Белила тертые разводят олифой и остатком скипидара, вводят в них перетертые в скипидаре сухие белила, пигменты и сиккатив. Состав перемешивают и процеживают на вибросите СО-3 с сеткой 0,25 — 0,2. Составы наносят на поверхности макловицей, валиком с меховым чехлом или кистью-ручником. Свежеокрашенную поверхность обрабатывают торцовкой.
При приготовлении восковых матовых покрытий готовят состав по рецепту:
Белила цинковые тертые ……. 2,0
Белила цинковые сухие …….. 1,0
Скипидар ………………. 1,0
Воск натуральный …………. 0,2
Олифа натуральная ………… 0,15
Сиккатив жидкий …………. 0,15
Пигменты сухие по потребности
Способ приготовления. Воск измельчают, заливают пятикратным количеством скипидара и выдерживают до полного растворения. Сухие цинковые белила и сухие пигменты разводят половинным количеством скипидара и перетирают на краскотерке.
Белила тертые разводят остатком скипидара и сиккативом, затем вводят в состав сухие пигменты и цинковые белила, перетертые на скипидаре. Состав хорошо перемешивают, затем вводят раствор пчелиного воска. Состав вновь перемешивают.
Состав наносят на поверхность кистью-ручником, растушевывая красочный слой и обрабатывая его жесткой щеткой-торцовкой с тщательно выровненным волосом. Выравнивание волоса щетки-торцовки производят обжигая ее на раскаленной плите. При работе щеткой-торцовкой необходимо следить за тем, чтобы не образовывать повторно проторцованную и уже несколько окрепшую поверхность. Это может привести к образованию более светлых мест, резко выделяющихся на общем фоне.
Участковые колерные мастерские
(рис. 30) организуют для приготовления различных малярных составов непосредственно на строительных объектах. Масляные и клеевые окрасочные составы в мастерской готовят на агрегате, состоящем из смесителей 2 и 13, жерновых краскотерок 17 (СО-110 или СО-16) и вибросит 18.
При приготовлении масляных колеров (схема I) в смесителе 13 густотертые краски и олифу перемешивают до получения однородной массы. Олифа в смеситель поступает со склада 11 по трубопроводу 19 через дозатор, а пигменты и густотертые краски после взвешивания на весах 8 вливают в смеситель вручную. Из смесителей однородная масса через расходные краны попадает в загрузочную воронку краскотерки 17. В краскотерке ее перетирают, а затем процеживают на выбросите и заливают в тару 20 вместимостью 30—40 л.
Масляные эмульсии готовят на агрегате, состоящем из дозаторов олифы и воды, двух эмульсаторов 12 и компрессора, который подает воздух в эмульсаторы для перемешивания эмульсии. Готовая эмульсия по трубопроводам поступает в дозаторы.

Рис. 30. Схема участковой колерной мастерской: 1 — масляные колеры, II — клеевые колеры, шпатлевки и замазки; 1 — клееварка, 2, 13 — смесители для замазки и шпатлевки и масляных колеров, 3 — перетирание и просеивание мела, 4, 9 — порожняя тара, 5 — сушка мела, 6 — ларь для хранения мела, 7 — помещение для хранения клея, 8 — весы, 10 — ларь для хранения пигментов, 11 — склад олифы и густотертых красок, 12 — эмульсатор, 14— стол с набором лабораторных приборов, 15, 16 — склады готовых масляных- и клеевых окрасочных составов, 17 — жерновая краскотерка, 18 — вибросито, 19 — трубопровод, 20 — тара
Линия приготовления клеевых колеров, шпатлевок и замазок состоит из дозаторов горячей и холодной воды, смесителя 2, клееварки 1 и системы трубопроводов с кранами. Агрегат для приготовления мыльно-клеевых растворов состоит из дозатора для воды и клееварки.
Грунтовочные составы, поставляемые в пастообразном или брикетированном виде, в мастерской разводят водой до необходимой концентрации. Синтетические шпатлевки переработки не требуют. Масляно-клеевые не требуют переработки только при хранении не более двух суток. При более длительном хранении их дополнительно перемешивают, пропуская через краскотерки с неплотно сжатыми жерновами.
При приготовлении большого объема малярных составов при участковой колерной мастерской организуют инструментальную комнату, оборудованную рабочими столами, инструментами и деталями для ремонта машин и механизмов.
Технические характеристики мешалок
СО-140 | СО-150 | СО-137 | |
Производительность, л/ч . | 300; 500 | 360; 720 | 190 |
Давление насоса, МПа | 2 | 2 | 2 |
Расход воздуха, м3/мин | 0,15 | 0,15 | 0,15 |
Мощность электродвигателя, кВт | 1,1 | 1,5 | 3 |
Габаритные размеры, мм | 300X700X1000 | 1280X580X820 | 1000X690X900 |
Масса, кг | 60 | 120 | 60 |
Насос-эмульгатор 0-58 производительностью 300—500кг/ч предназначен для приготовления эмульсий, перемешивания окрасочых составов и их перекачивания. На валу электродвигателя закреплен валик насоса с четырехзахватным винтом вместимостью бункера 40кг. Нижний конец валика вращается в шарикоподшипнике, расположенном в нижней части корпуса насоса. Там же имеются три окна, через которые засасываются перекачиваемые составы. В верхней части корпуса патрубок с выходной трубкой снабжен краном. При закрытом кране и совпадении отверстий корпуса и кожуха состав интенсивно перемешивается. Для перекачивания окрасочных составов перекрывают отверстия в корпусе кожуха и открывают кран.











Рис. 37. Мешалка СО-140: 1 — рама с бункером, 2 — вал с турбинкой, 3 — электродвигатель, 4 — защитно-отключающее устройство, 5 — рукав для выгрузки; 6 — разгрузочное устройство
Акустическая установка для приготовления эмульсий (рис. 38). Компоненты эмульсии (олифа и вода), находясь в акустическом поле, интенсивно дробятся на мельчайшие частицы и смешиваются, в результате получают эмульсию с высокой стойкостью и способностью не расслаиваться при длительном хранении. Приготовление эмульсий на акустических установках упрощает технологию процесса и исключает необходимость применения каких-либо веществ, стабилизирующих эмульсию.
Вода, входящая в состав эмульсий, после окраски поверхности постепенно испаряется, образуя сплошную масляную пленку. Масляная окрасочная пленка из эмульсии тоньше, чем пленки из чистой олифы. Водомасляная эмульсия, полученная на акустической установке, позволяет экономить до 50% олифы.
Установка размещена на опорной раме 4. На ней установлены вихревой насос 5 с электродвигателем 3 и резервуар на четырех стойках 2. К днищу резервуара одним концом приварен патрубок б всасывания, другой конец патрубка присоединен к всасывающей горловине насоса 5. К нагнетательной горловине насоса прикреплен напорный трубопровод 7, другой конец которого введен в резервуар, где он разветвляется на три патрубка 10. К каждому патрубку присоединен многопластинчатый гидродинамический вибратор-излучатель. На напорном трубопроводе имеется манометр 1.

Рис. 38. Акустическая установка для приготовления водомасляной эмульсии: 1 — манометр, 2 — стойки, 3 — электродвигатель, 4 — опорная рама, 5 — насос, 6 — патрубок всасывания, 7 — напорный трубопровод, 8 — кран для слива готовой эмульсии, 9 — резервуар, 10 — три патрубка (ответвления напорного трубопровода)
Гидродинамический вибратор-излучатель, осуществляющий эмульгирование, состоит из стального корпуса, в котором закреплены шесть стальных вибрирующих пластин таким образом, что вылет консоли первой — шестой пластины соответственно 10; 10,2; 10,4; 10,6; 10,8 и 11мм. Такое размещение пластин обеспечивает работу излучателя при различной вязкости эмульсии (вязкость зависит от соотношения олифы и воды, а также от стадии эмульгирования).
В резервуар 9 при закрытых вентилях загружают компоненты эмульсий и включают насос 5. Состав через излучатель пропускают 4—5 раз, затем, проверив готовность, сливают эмульсию через выпускной кран 8 в тару.
По окончании работы установку промывают керосином, который в течение 10 мин пропускают по замкнутой системе резервуар — насос — излучатель — резервуар. После промывки снимают излучатель и очищают волосяным ершом, а использованный керосин сливают из резервуара через кран, процеживают через сетку № 0,355 (400отв/см2) и употребляют для последующих промывок. Излучатели до следующего употребления помещают в тару с керосином.
Технико-экономические показатели
Таблица 3
Калькуляция трудовых затрат
Обоснование | Вид работы | Затраты труда, чел.-час. | ||||
масляная окраска | водоэмульсионная | |||||
ЕНиР § 8-24 тб. 4 п. 4 | Сглаживание поверхности | 1,3 | 1,3 | |||
– » – п. 5 | Расшивка трещин | 0,33 | 0,33 | |||
– » – п. 7 | Огрунтовка (проолифка) | 2,2 | 2,2 | |||
– » – п. 10 | Частичная подмазка | 2,5 | 2,5 | |||
§ 8-24 тб. 8 п. 3 | Шлифовка подмазанных мест | 0,76 | 0,76 | |||
§ 8-24 тб. 7 п. 4 | Первая сплошная шпаклевка | 15,5 | 15,5 | |||
– » – п. 6 | Шлифовка шпаклевки | 4,7 | 4,7 | |||
– » – п. 4 | Вторая шпаклевка | 9,8 | 9,8 | |||
– » – п. 6 | Шлифовка шпаклевки | 4,7 | 4,7 | |||
тб. 7 п. 12 | Огрунтовка | 9,4 | 9,4 | |||
– » – п. 15 | Флейцевание (при окраске кистью) | 3,5 | – | |||
– » – п. 13 | Окраска первая валиком | 12 | 5,4 | |||
– » – п. 14 | Окраска вторая валиком | 9,4 | 4,5 | |||
– » – п. 15 | Флейцевание (при окраске кистью) | 3,5 | – | |||
Итого: | Выработка на 1 рабочего в смену | 78,59 10 м2 | 61,09 12 м2 | |||
Виды и принцип работы
Все конструкции краскотёрок подразделяют на:
- валковые, в которых измельчение компонентов производится вследствие прижимного действия валков, вращающихся в разные стороны (более производительны трёхвалковые конструкции, хотя встречаются и двухвалковые);
- жерновые, где повышение однородности смесей выполняется проталкиванием частиц в зазор между жерновами – подвижным, верхним, и неподвижным, нижним. Соблазн интенсифицировать процесс за счёт использования пары подвижных жерновов нивелируется их быстрым заклиниванием с повышением частоты оборотов. Это негативно сказывается на производительности. Поэтому конструкции с двумя подвижными жерновами применяют редко: для измельчения строительных смесей с малым поверхностным натяжением, например, для водоэмульсионных красок. Жерновые краскотёрки могут быть одно- и двухступенчатыми.
Наиболее распространённые двухступенчатые жерновые краскотёрки состоят из:
- Рамной станины.
- Фланцевого электродвигателя.
- Клиноременной передачи.
- Вертикально расположенного рабочего вала, вращающегося в подшипниках качения.
- Загрузочной воронки.
- Шнекового питателя.
- Узла предварительного размельчения, который, в свою очередь, состоит из ножа и сита.
- Верхнего жернова.
- Нижнего жернова.
- Узла регулировки расстояния между жерновами.
- Уплотняющей крышки.
- Чаши.
- Лоткового окна выдачи готового продукта.
Одноступенчатые жерновые краскотёрки (например, СО-1 или СО-9) не оснащены узлом «нож-сито», а потому их производительность и качество измельчения хуже.
В противоположность жерновым, трёхвалковые краскотёрки имеют горизонтальную компоновку, что уменьшает их размер по высоте. Вместе с этим пониженная жёсткость валка приводит к неравномерности получаемых фракций конечного продукта: те частицы, которые перетираются в средней части валков, имеют больший размер, чем перетираемые по краям.
https://youtube.com/watch?v=uVlOyr7-7io%3F
Техническая характеристика вибросита СО-3
Производительность, кг/мин, при процеживании через сито:
300 отверстий на 1 см2 масляной краски вязкостью (по ВЗ-4) 30—35 с…11 — 12
400 отверстий на 1 см2 клеевой краски вязкостью 11 — 12 с…28—30
Амплитуда колебаний, мм….0,8
Вместимость корпуса сита, л….2
Электродвигатель:
напряжение, В….220/380
мощность, кВт….0,42
частота вращения, …46,7
Габаритные размеры, мм….455 X 200 X 400
Масса, кг…13,4
Вибросито СО-34 (рис. 40) используют для процеживания густых малярных составов (например, шпатлевок для механизированного нанесения известкового теста), которыми выравнивают поверхности под окраску.
Производительность установки при процеживании через сито (400 отверстий на 1см2) 1500 — 2000л шпатлевки. Частота колебаний сита 33,3 с-1, амплитуда — 0,8мм.
Рис. 40. Вибросито СО-34: 2 — электродвигатель, 2 — опорная нижняя рама, 3 — эксцентриковый механизм, 4 — верхняя рама с сеткой, 5 — опорные пробки









Мощность электродвигателя 0,27 кВт, напряжение 220/380 В.
Вибросито СО-130 для механического процеживания невзрывоопасных малярных составов, а также для просеивания сыпучих материалов, производительностью 700 кг/ч состоит из корпуса вместимостью 3л, сита, упругой муфты и амортизатора. Вращение от электродвигателя мощностью 0,13 кВт через упругую муфту, эксцентриковый вал и шатун передается на сито. Габаритные размеры сита 405X162X514мм, масса — 10кг. Сетки для процеживания малярных составов применяют из латуни, фосфористой бронзы с ячейками различного размера. Этими же сетками оснащают вибросита.
Технические характеристики мешалок
СО-140 | СО-150 | СО-137 | |
Производительность, л/ч . | 300; 500 | 360; 720 | 190 |
Давление насоса, МПа | 2 | 2 | 2 |
Расход воздуха, м3/мин | 0,15 | 0,15 | 0,15 |
Мощность электродвигателя, кВт | 1,1 | 1,5 | 3 |
Габаритные размеры, мм | 300X700X1000 | 1280X580X820 | 1000X690X900 |
Масса, кг | 60 | 120 | 60 |
Насос-эмульгатор 0-58 производительностью 300—500кг/ч предназначен для приготовления эмульсий, перемешивания окрасочых составов и их перекачивания. На валу электродвигателя закреплен валик насоса с четырехзахватным винтом вместимостью бункера 40кг. Нижний конец валика вращается в шарикоподшипнике, расположенном в нижней части корпуса насоса. Там же имеются три окна, через которые засасываются перекачиваемые составы. В верхней части корпуса патрубок с выходной трубкой снабжен краном. При закрытом кране и совпадении отверстий корпуса и кожуха состав интенсивно перемешивается. Для перекачивания окрасочных составов перекрывают отверстия в корпусе кожуха и открывают кран.

Рис. 37. Мешалка СО-140: 1 — рама с бункером, 2 — вал с турбинкой, 3 — электродвигатель, 4 — защитно-отключающее устройство, 5 — рукав для выгрузки; 6 — разгрузочное устройство
Акустическая установка для приготовления эмульсий (рис. 38). Компоненты эмульсии (олифа и вода), находясь в акустическом поле, интенсивно дробятся на мельчайшие частицы и смешиваются, в результате получают эмульсию с высокой стойкостью и способностью не расслаиваться при длительном хранении. Приготовление эмульсий на акустических установках упрощает технологию процесса и исключает необходимость применения каких-либо веществ, стабилизирующих эмульсию.
Вода, входящая в состав эмульсий, после окраски поверхности постепенно испаряется, образуя сплошную масляную пленку. Масляная окрасочная пленка из эмульсии тоньше, чем пленки из чистой олифы. Водомасляная эмульсия, полученная на акустической установке, позволяет экономить до 50% олифы.
Установка размещена на опорной раме 4. На ней установлены вихревой насос 5 с электродвигателем 3 и резервуар на четырех стойках 2. К днищу резервуара одним концом приварен патрубок б всасывания, другой конец патрубка присоединен к всасывающей горловине насоса 5. К нагнетательной горловине насоса прикреплен напорный трубопровод 7, другой конец которого введен в резервуар, где он разветвляется на три патрубка 10. К каждому патрубку присоединен многопластинчатый гидродинамический вибратор-излучатель. На напорном трубопроводе имеется манометр 1.
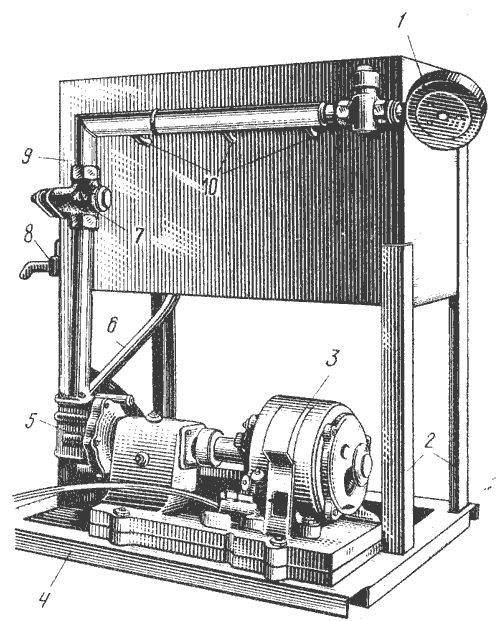
Рис. 38. Акустическая установка для приготовления водомасляной эмульсии: 1 — манометр, 2 — стойки, 3 — электродвигатель, 4 — опорная рама, 5 — насос, 6 — патрубок всасывания, 7 — напорный трубопровод, 8 — кран для слива готовой эмульсии, 9 — резервуар, 10 — три патрубка (ответвления напорного трубопровода)
Гидродинамический вибратор-излучатель, осуществляющий эмульгирование, состоит из стального корпуса, в котором закреплены шесть стальных вибрирующих пластин таким образом, что вылет консоли первой — шестой пластины соответственно 10; 10,2; 10,4; 10,6; 10,8 и 11мм. Такое размещение пластин обеспечивает работу излучателя при различной вязкости эмульсии (вязкость зависит от соотношения олифы и воды, а также от стадии эмульгирования).
В резервуар 9 при закрытых вентилях загружают компоненты эмульсий и включают насос 5. Состав через излучатель пропускают 4—5 раз, затем, проверив готовность, сливают эмульсию через выпускной кран 8 в тару.
По окончании работы установку промывают керосином, который в течение 10 мин пропускают по замкнутой системе резервуар — насос — излучатель — резервуар. После промывки снимают излучатель и очищают волосяным ершом, а использованный керосин сливают из резервуара через кран, процеживают через сетку № 0,355 (400отв/см2) и употребляют для последующих промывок. Излучатели до следующего употребления помещают в тару с керосином.
Перетирание красок своими руками
При отсутствии профессиональной краскотерки можно подготовить краску при помощи подручных приспособлений. Для работы понадобятся небольшой кусок стекла, грубая шкурка, фен, мастихин и курант — особый инструмент для ручного растирания красок.
Последовательность действий такова:
- грубой шкуркой тщательно обрабатывают стекло, чтобы оно стало шероховатым;
- на центральную часть стекла насыпают нужное количество пигмента, подливают воду;
- при помощи круговых движений курантом перетирают краску и смешивают ее с водой;
- раскатывают краску тонким слоем по всей поверхности стекла;
- по мере получения массы с однородной текстурой убирают курант и приступают к сушке обычным бытовым феном;
- хорошо просушивают слой краски, пока в нем вовсе не останется жидкости;
- мастихином счищают краску со стекла, собирают ее в плотно закручивающуюся емкость.
Есть еще один метод перетирания пигментов при помощи стекла. На обработанное шкуркой стекло насыпают сухую краску, наливают воду и добавляют немного специальной эмульсии. Круговыми движениями перетирают массу курантом, создавая тонкий слой. Еще жидкую краску собирают мастихином или ненужной пластиковой карточкой, выливают в баночку и хранят в холодильнике.

Краскотерки значительно улучшают качество малярных, строительных и даже художественных работ. С их помощью можно добиться равномерности и идеальной гладкости покрытия, повысить как эстетичность, так и долговечность отделки.





