

Основные приемы холодной ковки
Основных приемов холодной ковки несколько:
Сгибание. Включает простое сгибание прутка или профиля, сгибание в разных направлениях, сгибание в завиток, кольцо или пружину. Реализуется на таких станках, как гнутик, улитка, волна, твистер.
 Скручивание. Проводится скручивание заготовки или их группы по продольной оси. Позволяет получать витые элементы и навершия в виде фонариков. Реализуется на станках торсионного типа.
Скручивание. Проводится скручивание заготовки или их группы по продольной оси. Позволяет получать витые элементы и навершия в виде фонариков. Реализуется на станках торсионного типа.
Расплющивание. Представляет собой доведение формы конца прутка или трубы до вида «в гусиную лапку», двухстороннюю полуволну и «вчистую». Выполняется на штамповочных прессах и ручных прокатных станах.

Виды холодной ковки
При изготовлении металлических изделий можно выделить 7 видов холодной ковки. Это своего рода этапы создания элементов, которые нужно выполнять при работе с заготовками.
Всю работу необходимо проводить в соответствии с требованиями и правилами, в противном случае надеяться на получение красивого кованого изделия не стоит.
Самым главным этапом является ковка заготовок из металла. Это самый большой, ответственный, сложный и серьезный процесс, поэтому к нему нужно отнестись очень внимательно. Холодная ковка может быть нескольких видов:
- Осадка — она выполняется под высоким давлением. Это нужно для того, чтобы увеличить заготовку по бокам, за счет уменьшения ее высоты.
- Протяжка — этот этап выполняется путем нагревания металлической детали с последующей обработкой ее молотком. Это нужно для того, чтобы уменьшить площадь поперечного сечения за счет увеличения длины металлического прута.
- Прошивка — этот этап подразумевает проделывание отверстий внутри заготовки. При выполнении такой работы можно получить отверстия разного диаметра и длины. Она бывает открытой и закрытой.
Осадка и протяжка делает структуру металлической заготовки более хрупкой, поэтому дальнейшая работа должна проводиться очень аккуратно, чтобы не допустить поломки той или иной части конструкции.
- Штамповка — на этом этапе происходит пластичная деформация металла, что приводит к изменению формы или размера заготовки. Штамповка может быть объемной или листовой. При первом варианте работы выполняются под давлением. В этом случае деталь нагревается и подвергается прессованию до нужных размеров. Этот метод больше подходит для производственных масштабов, когда нужно изготовить большую партию одинаковых элементов. Листовая штамповка отличается от первого варианта тем, что детали производят из листового железа. Этот метод подходит для изготовления мелких или средних деталей, при этом они будут отличаться высоким качеством и прочностью.
- Прессование — на этом этапе происходит повышение плотности металлической заготовки и изменение ее формы, за счет высокого давления. Прессование может быть прямым и обратным. При прямом способе происходит выдавливание металлических заготовок через различные отверстия, что приводит к получению различных прутьев, труб и профилей. При обратном прессовании металлические изделия располагают в специальном формуляре, при этом давление подается в обратном направлении.
- Волочение — это процесс протягивания металла, только уже прессованного, через специальную матрицу. При этом способе обработки можно получить различные фасонные профиля, проволоку или тонкие трубы.
- Прокатка — это заключительный этап обработки, при котором задействован закон силы трения. При трении специальных валиков о металлическую поверхность происходит деформация заготовки. Прокатка может быть нескольких видов, в зависимости от способа вращения валиков:
- продольная — при которой вращение валиков происходит в разные стороны. Это приводит к постепенному обжиманию и удлинению металлической детали. Таким способом производится листовое и ленточное железо;
- поперечная — при которой движение валиков происходит в одном направлении. Это приводит к деформации заготовки в поперечном направлении. Этим методом изготовлены цилиндрические шестеренки с накатными зубцами;
- винтовая — при которой расположение валиков выполнено под углом друг к другу. В этом случае заготовка проходит одновременно два валика с поступательным и вращательным движением, что позволяет получить небольшой зазор, в который и попадает металл. Таким способом получают трубные заготовки, «гильзы».
Основные приемы художественной ковки
Для каждого из видов ковки металлов и сплавов существуют свои технологии и приемы обработки. Художественная ковка с учетом специфики использует в своем арсенале практически все основные приемы кузнечного мастерства, с помощью которых в металле можно выразить любой творческий замысел.
Высадка
Целью операции является уменьшение длины заготовки с одновременным увеличением поперечного сечения. При горячей ручной ковке нагретую деталь ставят вертикально на наковальню и отбивают молотом по верхнему концу. Нагревая отдельные места и удерживая деталь щипцами, на ней можно выполнить утолщенные узлы, изгибы, объемные или плоские элементы задуманного украшения.
Протяжка
Протяжка представляет собой операцию, противоположную высадке, и применяется для удлинения заготовки. Направление удара при протяжке — поперек оси детали с ее проворотом или продвижением по длине.
В зависимости от формы заготовки (плоской, круглой, пустотелой, кольцевой) и применяемой оснастки техника протяжки включает в себя множество приемов. Отдельные приемы протяжки могут называться своими терминами — разгонка, расплющивание или раскатка.
 Кузнец работает
Кузнец работает
Округление
Операция применяется при горячих методах ковки и заключается в закруглении граней профильных заготовок. Первоначально углы заготовки расковывают, доводя ее до восьмигранного сечения. Окончательное округление выполняют с помощью специальных обжимок или вырезных молотков.
Продевание
Продевание различных элементов друг через друга — распространенный прием, активно применяющийся в художественной ковке. Продевание проводится двумя способами — сборкой по принципу цепных звеньев или прошивкой отверстия в одном из элементов. В этом случае для операции используют зубила нужной формы и размера.
Оформление уступов
Уступы различной формы в технике художественной ковки выполняют как с декоративной, так и с технологической целью, чтобы закрепить детали между собой. Выполняют уступы, используя острые ребра наковальни или специальную подкладную оснастку.
Гибка
Гибка — распространенная технология, активно применяющаяся в художественной ковке. Для гибки разработаны специальные станки и приспособления, позволяющие мастерам работать по собственным шаблонам.
Ручная ковка
Чтобы заготовка приобрела нужную форму, мастер должен применять в своей работе разные приемы и методы. Понадобится приобрести различные инструменты и овладеть разными технологиями.

Холодный способ ковки не требует от мастера приложения особых усилий. В работе выделяются следующие этапы:

- создание чертежа или выполнение эскиза декоративного элемента;
- закупка заготовок;
- процесс ковки.










Сегодня чертеж можно сделать с помощью компьютерной программы самостоятельно или заказать профессионалам. Проект позволит до начала работы вычислить, сколько нужно приобрести металлических заготовок.

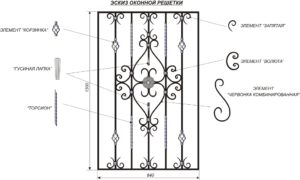
Основные кованые элементы представлены следующими группами:
- Лапки. Концу металлического прута придается определенная форма.
- Завитки. Концы прута могут быть загнуты в одну или две стороны.
- Кольца. Элементы декора изготавливаются из прутьев с квадратным или круглым сечением.
- Торсион. Для него характерно винтовое скручивание по оси.








Используются 3 общепринятые технологии: вытяжка, гибка и закручивание.

- Вытяжка позволяет увеличивать длину металлической заготовки, уменьшая значение ее сечения.
- Гибка дает возможность загибать любую часть заготовки под углом.
- Закручивание – технология, при которой заготовку скручивают по оси. Для закручивания используется станок «Твистер».

Все элементы собираются вместе и закрепляются с помощью сварки. Эти операции выполняются на специальном столе. Самодельная ковка холодным способом не требует особых навыков.

Холодная ковка своими руками, пошаговая инструкция и советы специалистов
Как это ни странно, но кованые изделия можно изготовить даже в домашних условиях. Конечно, они не будут столь вычурными, как элементы горячим способом изготовления, но в качестве декоративного оформления им нет равных. Все что вам нужно, это несколько приспособлений, описанных выше, материалы и самое главное, желание. Остальное — это соблюдение технологии.
Процесс изготовления состоит из нескольких этапов:
- Первое, что вам нужно сделать, это нарисовать эскиз будущего изделия. Если вы только учитесь, попробуйте соорудить что-то элементарное, и только потом беритесь за большие объемы. Что касается эскиза, то на нем нужно отразить все нюансы будущей конструкции, рисунок, нужные детали и размеры. Здесь же продумайте, сможете ли вы выполнить задуманные элементы на вашем оборудовании? Каждый механизм предназначен для выполнения одной функции, но не всех сразу.
- Второе, о чем нужно подумать, это как правильно рассчитать материал. Если вы задумали изготовить подставку для цветов из элементов холодной ковки, то нужно подготовить железную трубу и металлические полосы, а для ворот или забора перечень материалов будет намного шире.
Начиная работу, проверьте еще раз ваши расчеты, даже небольшая погрешность может испортить внешний вид готового изделия, не говоря уже о том, что оно может не подойти по размеру к задуманной композиции. Исправлять и подгонять готовые детали всегда сложнее, гораздо проще несколько раз все проверить.
Теперь можно приступать к изготовлению самих деталей. Для этого возьмите подходящий механизм и заготовку и выполните нужное количество кованых элементов.
После изготовления всех деталей можно начинать собирать задуманную композицию. Для крепления лучше использовать сварку, но и переусердствовать с ней не стоит, чтобы не повредить более мелкие элементы.
Финальным этапом будет обработка готового изделия, которая подразумевает шлифовку и покраску готовой композиции.
Желательно, чтобы покраске предшествовала грунтовка изделия, тогда оно вам прослужит очень долго.

Если вы взялись за изготовление кованых элементов холодным способом, то вы наверно изучили рынок цен и оценили ваши финансовые возможности
Если нет, то сначала обратите внимание на стоимость материалов, необходимого оборудования и способы обработки готового изделия. Но в любом случае изделие, изготовленное своими руками, стоит всех затрат
А снизить их можно на оборудовании, если изготовить его своими руками.
Делаем спирали – подготовка шаблона и освоение техники
Очень много элементов в холодной ковке основано на завитках. Так называется пруток, изогнутый по архимедовой спирали. Однако при этом готовые декоративные формы могут быть разными: улитки, волюты, червонки. Первые представляют собой подобие запятой, с одной стороны стержень свит в спираль, с другой – остаётся прямым. Второй тип имеет оба конца, закрученные в завитки в одну сторону. Третий же больше похож на латинскую букву S, то есть в спирали концы прутка загибают в разные стороны. Все эти готовые кованые изделия затем располагают в общем рисунке узора оконной решётки или металлической ограды, калитки или створки ворот.









Чтобы получить нужный завиток, делаем шаблон. Он может быть жестко закрепленным на основании, или же сложным, собранным из нескольких отдельных деталей. Первый вариант изготавливается достаточно просто. Для основания потребуется круглый или квадратный лист, размер которого зависит от величины шаблона (для начала лучше ограничиться маленьким). Далее берём несколько отрезков стержня с круглым сечением длиной до 3 сантиметров. Рисуем архимедову спираль и с внутренней её стороны отмечаем точки, где будут приварены вертикально обрезки прутка, которые сразу жёстко фиксируем несколькими прихваточными точками дуговой сварки.
Затем от центрального стержня начинаем приваривать к обрезкам прутка полосу толстого, не менее 3 миллиметров, металла, постепенно изгибая её по нарисованной линии. Где необходимо, слегка постукиваем молотком, но в основном придётся применять мускульную силу. Работу несколько облегчит прижимной рычаг с двумя боковыми перпендикулярными упорами, имеющий форму буквы F. Причём на второй от конца перекладине желательно сразу насадить и приварить большой подшипник, что значительно облегчит сгибание прутка. Когда стальная полоса займет свое место, приварите с внешней её стороны у центра спирали, с небольшим отступом, ещё один вертикальный стержень, желательно вставив его в заранее подготовленное отверстие. Именно между ним и шаблоном будет зажиматься пруток в начале гибки.

Сборный вариант делается похожим образом, только обрезки толстого стержня берутся длинные и не привариваются. По заранее сделанной линии высверливаются отверстия, в них вставляются обточенные точно под диаметр перфорации фрагменты прутка, приблизительно до середины, можно даже больше. То есть их толщина должна быть чуть больше диаметра сверла. К ним приваривается полоса металла, согнутая по той же линии, после чего нарезается на сегменты. Теперь, установив первый из них, с центром спирали, и поставив в соответствующее отверстие упор, вы сможете начать гибку, постепенно добавляя следующие сегменты до получения нужного количества витков. Удобство данного типа в том, что пруток закладывается в шаблон сразу горизонтально. В то время как с монолитным вариантом его приходится вставлять, задирая удерживаемый в руках конец, и постепенно опуская, по мере закручивания.
Оборудование для холодной ковки
Для создания различных элементов холодной ковки применяется ручной и механизированный инструмент. Причем многие детали вполне реально изготовить на простейшем оборудовании, не требующем никакой автоматизации. Чтобы начать массовое изготовление вещей без горячей кузнечной обработки, потребуется шесть основных приспособлений: гнутик, улитка, волна, твистер, фонарик и глобус. Для чего предназначены такие инструменты и что с их помощью можно сделать?
Гнутик
Такое приспособление служит основным инструментом при изгибании деталей. Особенность в том, что можно выбрать любой угол.
В отличие от горячей обработки, где требуется шаблон и опыт работы со специальной кузнечной вилкой, на гнутике вручную эта операция намного упрощается.
Конструкция состоит из гибочного штампа и эксцентрикового привода. В свою очередь шаблон для гибки состоит из закаленных роликов, которые смонтированы на прочной раме. Такой ручной станок может дополнительно оборудоваться различными приспособлениями. Гнутик может обрабатывать прокат в виде квадрата с размерами 12×12 мм или полосу толщиной до 3 мм.
Улитка
Это ручное приспособление применяют при создании спиралей и завитков. Название улитка прибор получил из-за своей основной составной части — кондуктора, имеющего витую форму. Завитки с проката соответствующего размера такой станок способен изготовить за один подход.
Как и гнутик, улитка вполне свободно обрабатывает основные, использующиеся в холодной ковке, виды проката — квадрат и пруток, сечением 10-12 мм, и полосу, толщиной 3-6 мм.
Основная рабочая часть (кондуктор) состоит из кулачка, располагающегося по центру, и двух дуг (малой и большой).
При создании небольших по размеру завитков дуги демонтируют, проводя гибку на кулачке. На фото показан один из вариантов исполнения такого ручного станка.
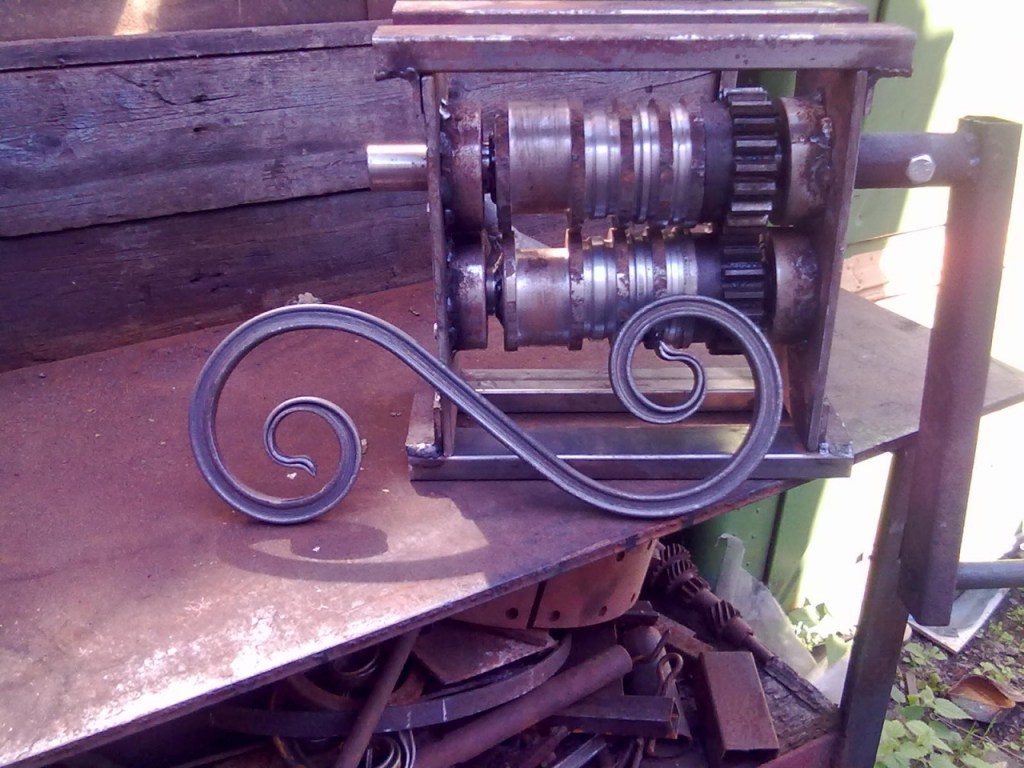
Волна
Приспособление, служащее для создания витых, повторяющихся узоров (довольно часто можно увидеть на оконных решетках). Основа устройства — два стальных диска, диаметром 140-150 мм, закрепленных болтами на рабочем столе. Часто можно встретить «управляемую волну» — устройство с регулируемыми зазорами между дисками. Такая функция возможна за счет наличия крепежных отверстий на разном расстоянии одно от другого. Переставляя диск можно создать различный изгиб волны. Как выглядит гибочный станок такого класса показано на фото внизу.
Твистер
Твистер закручивает вокруг своей оси пруток или квадрат. Принцип устройства похож на вороток для горячей обработки.
Конструкция состоит из основы, на которой размещается вращающаяся головка, и ползунок, регулирующий длину изделия. Заготовку фиксируют между этими двумя частями и при помощи рукояток закручивают до требуемого предела.
Фонарик
Одно из самых сложных изделий из холодной ковки — так называемая корзинка. С первого взгляда — это сложное переплетение металлических гнутых прутков или квадратов. Для производства такой детали используется такое кузнечное оборудование для холодной обработки заготовок, как фонарик.
Техника работы оборудования схожа с твистером: на основе закреплена крутящаяся головка и ползунок. Однако, заготовка «наматывается» по спирали на вставку — вал.
В принципе, корзинку можно изготовить, используя специальную вставку на твистер, однако возможен брак, который получиться исправить, лишь нагрев металл в горне. Поэтому, лучше применять фонарик, который не позволит образовываться перекосам.
Глобус
Такой ручной инструмент для холодной ковки позволяет изгибать заготовку по дуге, загибая концы под востребованный угол, при этом получается объемное изделие. За что часто этот ручной станок называют объемником.
Основа устройства — шаблон в виде дуги и закаленные ролики, позволяющие двигаться ручному приводу. В зависимости от типа инструмента, он может работать с квадратным прокатом со сторонами 14×14 миллиметров, неширокой полосой до 25 мм, а также прутком.
Чаще всего глобус применяют для производства деталей «объемных» решеток, в которых отдельные элементы не лежат в одной плоскости с остальными.
С помощью этих простейших устройств, которые не требуют механизации, можно создавать настоящие произведения искусства, состоящие со всех отдельных декоративных элементов: волюты, завитков, корзинок и прочих.
Неплохим решением будет приобрести универсальный станок для холодной ковки, который позволяет совершать основные операции по металлообработке. Однако, стоимость такого оборудования будет доступна не всем мастерским.
При обустройстве мастерской можно приобрести готовое оборудование. Ручные станки для холодной ковки металла стоят относительно недорого, но можно сделать их самому.
Виды красивых кованых конструкций: прозрачные, с добавлением жести и других материалов
Кованые конструкции совмещают в себе качества эстетичности и функциональности. Они собираются из разных материалов (нержавеющей стали, листов металла и профильных труб) и дополняются элементами из поликарбоната, профнастила, жести, листового металла, древесины, камня, бетона.
Кованые ворота по степени открытости делятся на:
Прозрачные. Состоят из вертикальных балясин и переплетенных металлических прутьев, создающих красивые орнаменты и узоры. Классические изделия не скрывают от посторонних глаз приусадебный участок, и владельцам не получится уединиться у себя во дворе.
Кованые прозрачные распашные ворота. Фото ИП Девятых
Закрытые. Они полностью скрывают от прохожих не только ландшафтный дизайн, но и сам дом. Глухие изделия сочетают в себе ажурную ковку и вставки из других материалов.
Глухие ворота с деревом и ковкой. Фото Кузнечная мануфактура Валерия Литвинова
Востребованы деревянные с ковкой конструкции, изделия с профнастилом.
Ворота и калитка из профнастила с элементами ковки выполнены в едином стиле. Фото Оборон-сталь
Встречаются также модели с поликарбонатом и листовым металлом.
Популярным сочетанием являются кованые воротины с кирпичными столбами.
По способу открывания кованые ворота бывают:
Распашными. Конструкции отличаются простым устройством и не требуют особого ухода. Они бывают механическими (открывающимися вручную) или автоматическими (открывающимися с помощью пульта). Раскрываются как во внутрь двора, так и наружу. Выбор в пользу распашных конструкций стоит делать, исходя из наличия свободного места и личных предпочтений владельцев.
Откатные ворота со штампованными элементами. ФотоТРИ МАРИ
Откатными. Они отличаются эргономичностью и позволяют экономить свободное место. Принцип работы откатных конструкций довольно простой – ворота разъезжаются в разные стороны по специально установленным рельсам.
Внимание. Выбирая декоративные элементы для откатных ворот, учитывайте, что при открывании они будут прятаться за секцией забора. Следовательно, объемные и массивные орнаменты применять не рекомендуется.
Следовательно, объемные и массивные орнаменты применять не рекомендуется.
По степени декоративности кованые ворота делятся на:
Изделия с простым дизайном. К ним относятся стандартные ворота без излишеств и декора. Они несут чисто практическое назначение, являются прочными, надежными и удобными в эксплуатации.








Кованые одностворчатые откатные ворота с лаконичным дизайном. Фото Дерой
Декоративные. Они украшаются большим количеством элементов: завитками, цветками, листочками, корзинками, фигурками, надписями, виноградной лозой т.д.
Кованые откатные ворота с элементами: пики, кольца, запятые. Фото КовАрт
Основные моменты ковки
Холодный способ ковки
Процесс холодной ковки достаточно простой, и состоит всего из нескольких этапов:
| Иллюстрации | Описание действий |
 | Создание эскиза. Эскиз служит проектом, поэтому на нем необходимо изобразить конструкцию, которую вы собираетесь сделать, и указать на ней все узоры и их расположение. Имейте в виду, что узоры должны соответствовать вашему оборудованию, на котором вы будете заниматься ковкой. |
 | Изготовление узоров. Все узоры, которые имеются на эскизе, изготавливаются из заготовок на вышеперечисленном оборудовании — детали изгибаются, спрессовываются, вытягиваются и т.д. |
 | Сборка конструкции. Эта работа выполняется так:
|
Таким образом, в процессе холодной сварки никаких ударов молота не выполняется. Поэтому, чтобы освоить мастерство, главное разобраться как работают различные инструменты или станок. Кроме того, нужно уметь обращаться со сварочным аппаратом.
Горячий способ ковки
Горячая ковка тоже включает в себя несколько этапов, но сам процесс обработки металла гораздо более сложный, требующий определенных навыков и физической подготовки.
Работа осуществляется в такой последовательности:
| Иллюстрации | Описание действий |
 | Подготовка эскиза. Как и при холодной ковке, работа начинается с подготовки проекта. |
 | Нагрев в горне. Заготовка нагревается до температуры от 800 до 1250 градусов. Нагрев может происходить как общий, т.е. всей заготовки, так и локальный — того участка детали, с которым вы планируете работать. |
 | Обработка. Данный процесс обычно включает в себя выполнение нескольких основных операций:
|
Надо сказать, что в процессе горячей ковки важно не только научиться обрабатывать металл, но и разбираться в температурных режимах. Как я уже с казал выше, черные металлы нагреваются до температуры 800 до 1250 градусов
Так как термометром измерить температуру невозможно, необходимо ориентироваться по цвету. Для этого надо запомнить, что при разогреве до 800 °C метал становится светло-вишнево- красным. При дальнейшем повышении температуры металл изменяет свой цвет от светло-красного до оранжевого и светло-желтого (1250 °C)
Вот и все основные моменты ковки, о которых я хотел вам рассказать.
Оборудование для холодной ковки
Для изготовления холодной ковкой используют различные оправки на гибочном станке с ручным и с гидравлическим приводом. Заготовка обвивается по наружному диаметру, образуя дугу заданного диаметра. Шаблоны и упоры позволяют создавать одинаковые детали без разметки.
Применение универсального кузнечного оборудования для холодной ковки металла позволяет менять рабочий инструмент — валки, упоры и создавать несколько видов деталей разного размера.
Гнутик
Для красивого оформления угла используется ковка металла в открытом штампе с подвижным элементом, заменяющим пуансон.
Основанием служит прочная чугунная пластина с направляющими по центру и подвижной частью, которую перемещает винт. Подойдет суппорт с маленького станка.
Прут укладывается под шайбы на стационарных прижимах. Пуансон имеет форму ромба. Он перемещается вращением винта, сгибая острым углом заготовку. Перемещая прокат в разные стороны и переворачивая его, можно получить плоский зигзаг и пространственную фигуру.
Гнутик для холодной ковки
Улитка
Улитка
Станок представляет собой модернизированный гибочный рычаг для труб. Вместо цилиндрической насадки используется копир. Техника ковки основана на обвитии заготовки вокруг шаблона, приваренного к массивному основанию.
Один конец проката закреплен в центре витка. Второй свободный. За него поворачивают заготовку вокруг копира, заставляя ее плотно прилегать к его поверхности и принимать форму спирали — улитки.
В усовершенствованном варианте приспособления улитка, в основание вместо шаблона вкручиваются упоры. Конец детали зажимается в центре. Второй упирается в плоскость. Деформация производится вращением стола.
На улитке можно гнуть пруток, трубы, полосы листа.
Кондуктор,(улитка) своими руками,простейший вариант для профильной трубы,холодная ковка!
Волна
Пруток, красиво изогнутый в плоскости с одинаковыми радиусами по всей длине, напоминает волну на воде. Изготовить приспособление для холодной ковки можно различными способами. Установить вместо ромба круглый пуансон и гнуть прокат, переворачивая его на 180⁰, деформируя каждый следующий участок.
Поставить оправку на вращающийся стол с упором рядом с круглой насадкой. Второй фиксатор устанавливается на стационарной станине. Прокат или лента прижимается в насадке и вращается вместе с ней. Освободиться деталь не может, поскольку второй упор ограничивает ее движение.
станок холодная ковка плюс еще одна функция волна
Твистер
Простое устройство, позволяющее закручивать прут в спираль, точнее деформировать прокат, скручивая его вокруг своей оси. На станине из двутавра или швеллера, на одной стороне помещен корпус с втулкой и подшипниками. Снаружи, на вращающемся узле смонтирован ворот. Квадрат заводится в отверстие, фиксируется болтами во втулке и поворачивается.
Второй фиксатор двигается вдоль основания, регулируя длину спирали. Когда ворот начинают вращать, прут крутится и завивается вокруг своей оси.
Станок для холодной ковки. Твистер-фонарик
Фонарик
Для создания объемной детали используется инструмент для холодной ковки, на котором производится навивка проволоки. На ось одеваются круги с отверстиями для фиксации проволоки ближе к центру. Один из них крепится неподвижно, второй вращается вместе с валом.
Производится ковка сразу нескольких заготовок. После соединения торцов деталей вместе, получается красивый объемный фонарик со спиральными линиями.
Корзинка (шишка,фонарик) своими руками Холодная ковка Станок за пару часов!
Глобус
Устройство глобус позволяет гнуть прокат по окружности правильной формы, представляющей сегмент круга. На нем можно делать элементы для арок, навесов, объемных решеток.
Шаблон представляет собой окружность со втулкой для рычага в центре. Прут или труба одним концом фиксируются на краю дуги. Рычаг перемещается вдоль дуги и роликом прижимает заготовку к шаблону.
Мангал выполнен с помощью инструмента глобус
Особенности художественной ковки
Преимущества изделий с элементами художественной ковки:
- Уникальность. Кузнец каждый раз создает неповторимый рисунок.
- Долгий срок эксплуатации.
- Возможность использования на маленьких участках и в больших погребальных комплексах.
- Устойчивость к перепадам температур.
- Отсутствие сложного ухода.
- Широкий выбор узоров.
- Сочетание с любым материалом – гранитом, деревом, кирпичом и т.д.
Для создания кованых предметов используется металл, который соответствует требуемым показателям пластичности и вязкости. Это может быть латунь, сталь, железо, медь, серебро или золото. Такие материалы сгибаются и образуют любую форму, при этом не рвутся и не трескаются.
Например, алюминий отличается небольшим весом и привлекательным внешним видом. Однако в чистом виде он используется редко, так как со временем теряет свои прочные характеристики.









Медь применима для создания украшений в винтажном стиле. Материал со временем покрывается налетом, который придает старину изделию. Чаще для создания кованых изделий мастера соединяют медь и цинк, образуя латунь. Полученный состав отличается желтым оттенком, повышенной прочностью и антикоррозийными характеристиками.
Сплав меди и никеля называется мельхиор. Он выделяется серебристо-молочным цветом, поэтому часто применяется для создания узоров с имитацией серебра.
Из полнотелых прутков различного сечения кузнецы создают составные элементы, которые в дальнейшем превратятся в витиеватые узоры. Перед установкой готовое изделие обязательно обрабатывается специальным составом, который защитит поверхность от образования ржавчины.
В архитектуре известны два вида художественной ковки в зависимости от обработки:
- Горячая;
- Холодная.
Горячая ковка
Такой метод – самый популярный. Его применяют для создания уникальных декоративных элементов. Исходник нагревают до конкретной температуры, сделав его мягким и пластичным
Здесь важно не перегреть материал. В противном случае основа станет хрупкой и потеряет привлекательный внешний вид. После теплообработки кузнец придает изделию нужную форму с помощью специального пресса и молотка, а затем охлаждает конструкцию в воде
После теплообработки кузнец придает изделию нужную форму с помощью специального пресса и молотка, а затем охлаждает конструкцию в воде.
Холодная ковка
Такая обработка применяется реже. Она используется для массового производства, а соединяются элементы с помощью сварки. Такие изделия красивые, но не уникальные.
Детали из холодной ковки создаются без нагрева. Металл видоизменяют под воздействием пресса, а уже потом обжигают под высокими температурами. Такой способ актуален для драгоценных материалов, которые обладают необходимыми характеристиками для щадящей обработки.
Стоимость кованых изделий зависит от размеров рисунка и сложности проделанных работ. В любом случае, ограда с художественной ковкой будет стоить дороже, чем металлические или гранитные аналоги. Еще в античной мифологии кузнецов сравнивали с богами. Например, таким искусством ковки увлекались Гефест, Вулкан, Тор и Амацумара. Такое элитное направление требует соответствующей цены.
Примеры кованых изделий из металла на выставке
Примеры кованых изделий из металла и оборудования для их изготовления демонстрируются на ежегодной выставке «Металлообработка».
Заключить договор на поставку таких инструментов или полноценных станков с ЧПУ с отечественными и иностранными дистрибьюторами проще всего, посетив выставку «Металлообработка», которую регулярно проводит ЦВК «Экспоцентр» в Москве на Красной Пресне.
Также именно здесь оптимальное место для представления собственной компании и ее продукции, чтобы расширить сферу сбыта и открыть новые
возможности для бизнеса путем создания долгосрочных партнерских соглашений.
Штамповка изделий из металлаИзделия из тонкого металла





