Размеры обтекателей Морзе
Разновидностей Морзе существует много, и поэтому поиск нужного инструмента для работы на станке — сложное и долгое занятие. Можно потратить много сил, времени и нервов, прежде чем удастся найти подходящий инструмент.
 Дело осложняется еще и тем, что названия одних и тех же разновидностей конусов Морзе могут различаться в разных источниках. Однако главная особенность этих обтекателей заключается в том, что их можно сразу узнать по конкретным числовым обозначениям.
Дело осложняется еще и тем, что названия одних и тех же разновидностей конусов Морзе могут различаться в разных источниках. Однако главная особенность этих обтекателей заключается в том, что их можно сразу узнать по конкретным числовым обозначениям.
Например:
- Существуют обтекатели, обозначающиеся числами «10», «100», «1000».
- Есть инструменты меньшего размера, для обозначения которых применяются десятичные дроби — «0,001», «0,0001».
В речи профессиональных сверловщиков конусы последних двух размеров называются короткими словами «зу» и «тенф», которые были заимствованы у американцев. Самый эффективный способ измерить конус — использование калибровки. Чтобы измерение было более точным, применяется специальная таблица пересчета размеров. С ее помощью можно определить диаметр с точностью до тысячной доли сантиметра.
Все конусы Морзе, которые выпускаются сегодня, имеют стандарты ISO 296, DIN 228, ГОСТ 25557–2006 . Последняя модель обладает наибольшей популярностью в нашей стране. У такого обтекателя есть улучшенный способ крепления патрона.

Длина и диаметр инструментов, которые используются в США, как правило, измеряются в дюймах. Жители России к таким единицам измерения не привыкли, и поэтому специально для них все размеры обтекателей переводят из дюймов в миллиметры. Например, для кольцевых фрез HSS, HSS-Co и TCT переходник на Weldon 19,05 мм конус Морзе 2 имеет размер диаметра 12−60 мм. Независимо от того, какой размер имеет обтекатель, невозможно оспорить тот факт, что этот способ крепления вот уже много лет является самым популярным во всех развивающихся странах.
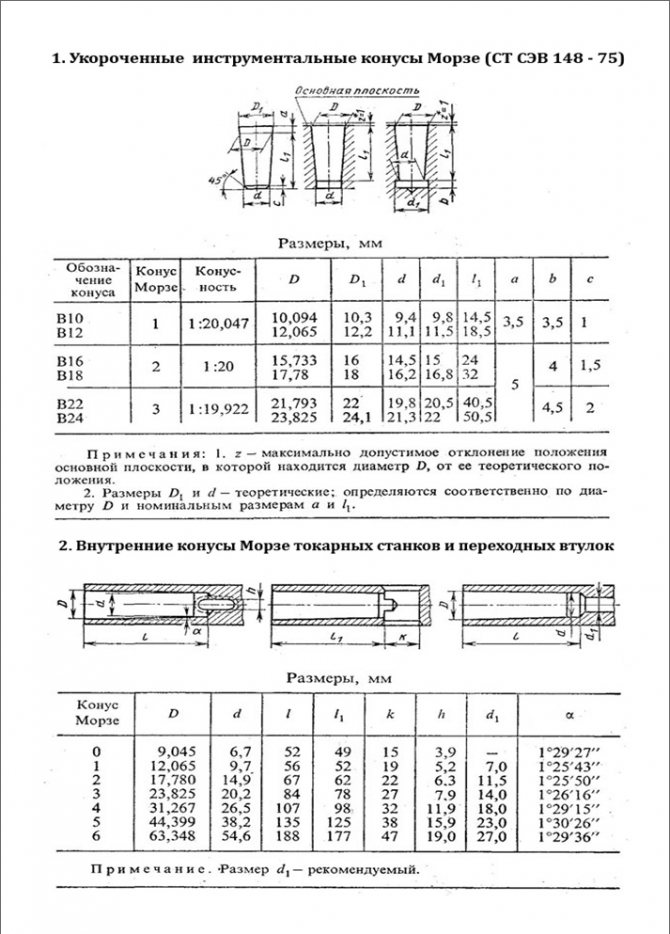
Укороченные конусы Морзе
В процессе развития станкостроения появились станки, в которых размеры патронов под инструмент оказались меньше длины стандартных конусов Морзе, что создавало большие проблемы с подбором инструмента и установкой его в станок. Для таких станков был разработан отдельный вид укороченных конусов Морзе.
Главной особенностью таких конусов является то, что при сохраненном большем диаметре и конусности, длина хвостовика была уменьшена. При этом, укороченные конусы, благодаря сохранению своей формы, ни в чем не уступают стандартным. Они позволяют так же надежно закреплять инструмент и так же быстро производить его замену.
Ниже приведены основные размеры укороченных конусов Морзе:
Наименованиеконуса
Источник
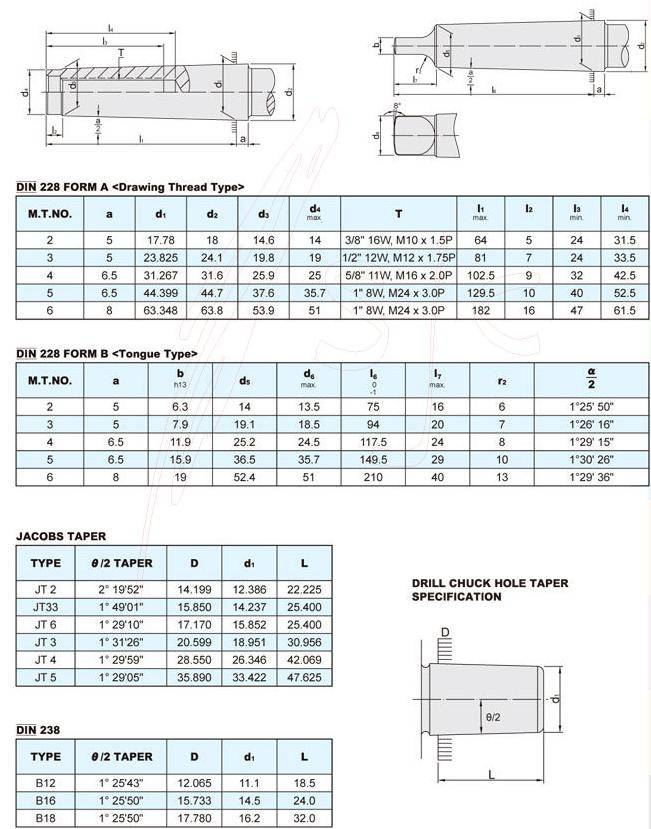
Конус 7:24 [ править | править код ]
Широко распространённый инструментальный конус, в основном, для станков с ЧПУ с автоматической сменой инструмента. Цель разработки — устранение недостатков конуса Морзе (самозаклинивание конуса в шпинделе, малая площадь осевого упора, большая длина, сложность автоматической фиксации конуса в шпинделе, отсутствие зацепов для автоматической смены инструмента).
Существует ряд национальных и международных стандартов на этот конус, отличающихся базовой размерностью (дюймовая или метрическая), вспомогательными элементами (фланцы, штревели, каналы подачи СОЖ) и обозначениями. Конуса, изготовленные по разным стандартам, не всегда взаимозаменяемы.
- ISO -конусы. Международные стандарты ISO 297:1988 (конструктивная разновидность для ручной смены инструмента), ISO 7388 (конструктивные разновидности для автоматизированной смены инструмента).
- Новые российские стандарты: ГОСТ 25827-2014 — конструкции конусов, фланцев и резьб хвостовиков. Парный к нему ГОСТ ИСО 7388-3-2014 — конструкции штревелей. Практически дубликат ISO 297 и ISO 7388.
- Все еще могут быть актуальны советские и старые российские стандарты:
- ГОСТ 15945-82 — основные размеры конусов и парный к нему ГОСТ 19860-93 — допуски.
- ГОСТ 25827-93 — конструкции конусов, фланцев и хвостовиков.
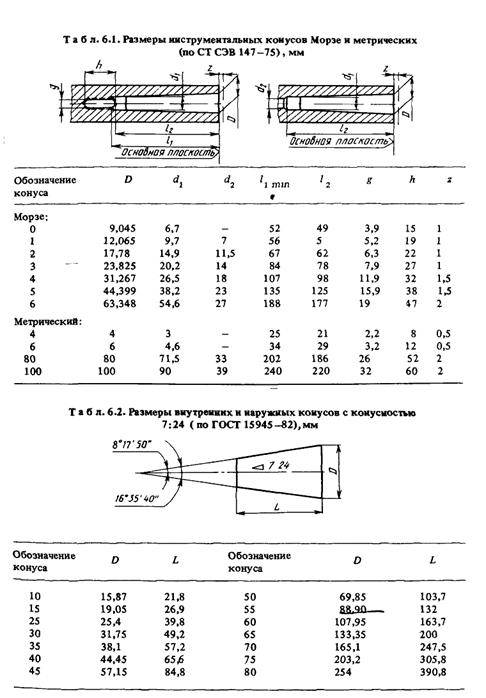
| Обозначение конуса | Конусность | D | D1 | d | d1 | d2 | d3 max | d4 max | d5 | l1 max | l2 max | l3 max | l4 max | l5 min | l6 | |
| Метрический | № 4 | 1:20 | 4 | 4,1 | 2,9 | – | – | – | 2,5 | 3 | 23 | 25 | – | – | 25 | 21 |
| № 6 | 1:20 | 6 | 6,2 | 4,4 | – | – | – | 4 | 4,6 | 32 | 35 | – | – | 34 | 29 | |
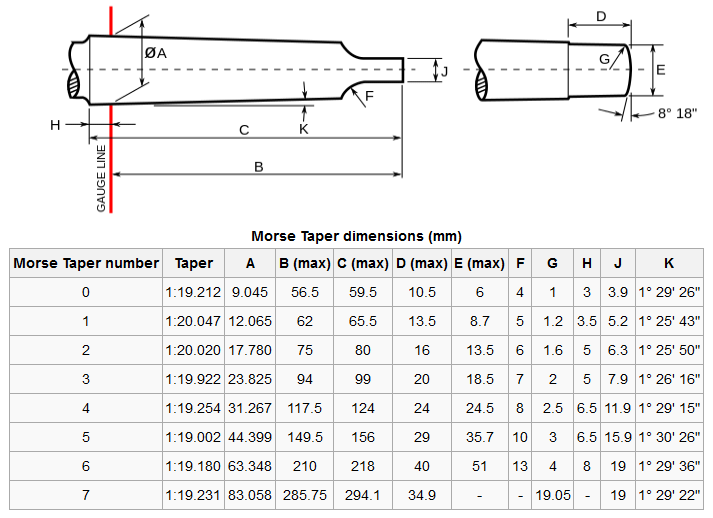
| Морзе | КМ0 | 1:19,212 | 9,045 | 9,2 | 6,4 | – | 6,1 | 6 | 6 | 6,7 | 50 | 53 | 56,3 | 59,5 | 52 | 49 |
| КМ1 | 1:20,047 | 12,065 | 12,2 | 9,4 | M6 | 9 | 8,7 | 9 | 9,7 | 53,5 | 57 | 62 | 65,5 | 56 | 52 | |
| КМ2 | 1:20,020 | 17,780 | 18 | 14,6 | M10 | 14 | 13,5 | 14 | 14,9 | 64 | 69 | 75 | 80 | 67 | 62 | |
| КМ3 | 1:19,992 | 23,825 | 24,1 | 19,8 | M12 | 19,1 | 18,5 | 19 | 20,2 | 80,1 | 86 | 94 | 99 | 84 | 78 | |
| КМ4 | 1:19,254 | 31,267 | 31,6 | 25,9 | M16 | 25,2 | 25,2 | 24 | 26,5 | 102,5 | 109 | 117,5 | 124 | 107 | 98 | |
| КМ5 | 1:19,002 | 44,399 | 44,7 | 37,6 | M20 | 36,5 | 35,7 | 35,7 | 38,2 | 129,5 | 136 | 149,5 | 156 | 135 | 125 | |
| КМ6 | 1:19,180 | 63,348 | 63,8 | 53,9 | M24 | 52,4 | 51 | 51 | 54,6 | 182 | 190 | 210 | 218 | 188 | 177 | |
| КМ7 | 1:19,231 | 83,058 | – | 285.75 | 294.1 | |||||||||||
| Метрический | № 80 | 1:20 | 80 | 80,4 | 70,2 | M30 | 69 | 67 | 67 | 71,5 | 196 | 204 | 220 | 228 | 202 | 186 |
| № 100 | 1:20 | 100 | 100,5 | 88,4 | M36 | 87 | 85 | 85 | 90 | 232 | 242 | 260 | 270 | 240 | 220 | |
| № 120 | 1:20 | 120 | 120,6 | 106,6 | M36 | 105 | 102 | 102 | 108,5 | 268 | 280 | 300 | 312 | 276 | 254 | |
| № 160 | 1:20 | 160 | 160,8 | 143 | M48 | 141 | 138 | 138 | 145,5 | 340 | 356 | 380 | 396 | 350 | 321 | |
| № 200 | 1:20 | 200 | 201 | 179,4 | M48 | 177 | 174 | 174 | 182,5 | 412 | 432 | 460 | 480 | 424 | 388 |
- DV ,SK (от нем. Steilkegel ). Немецкий вариант конуса. Стандарты DIN 2080, DIN 69871.
- NMTB (от англ. National Machine Tool Builders Association ),NST ,NT . Американский вариант конуса. Стандарт ANSI B5.18. Дюймовая размерность, конструктивно аналог ISO 297.
- CAT ,CV (от англ. Caterpillar V-Flange ). Американский вариант конуса. Стандарт ANSI B5.50. Дюймовая размерность, конструктивно аналог ISO 7388 вариант A.
- BT — японская разновидность конуса согласно стандарта JIS B6339 (JMTBA MAS-403 «BT»). Дюймовая размерность, конструктивно аналог ISO 7388 вариант J.
- NFE 62540 — французский стандарт.
- IS 2340 ,IS 11173 — индийские стандарты. Первый аналог ISO 297, второй ISO 7388.
Типоразмер конуса обозначается цифрой, существуют размеры от 10-го до 80-го с шагом 5. Например, ISO10, NMTB40, BT50. Для всех стандартов размер конусной части одинаков. Угол конуса 16°35’40″. В таблице размеров конусов D
обозначает базовый размер — наибольший диаметр конусного отверстия (гнезда),L обозначает глубину конусного отверстия. Эти значения также примерно соответствуют наибольшему диаметру конуса и его длине. Диаметр фланцаDF примерно одинаков у всех конструктивных разновидностей.
| Конус | D | L | Резьба | DF |
| 10 | 15,87 | 21,8 | ||
| 15 | 19,05 | 26,9 | ||
| 25 | 25,40 | 39,8 | ||
| 30 | 31,75 | 49,2 | M12 | 50 |
| 35 | 38,10 | 57,2 | ||
| 40 | 44,45 | 65,6 | M16 | 63 |
| 45 | 57,15 | 84,8 | M20 | 80 |
| 50 | 69,85 | 103,7 | M24 | 97 |
| 55 | 88,90 | 132,0 | M24 | 130 |
| 60 | 107,95 | 163,7 | M30 | 156 |
| 65 | 133,35 | 200,0 | M36 | 195 |
| 70 | 165,10 | 247,5 | M36 | 230 |
| 75 | 203,20 | 305,8 | M40 | 280 |
| 80 | 254,00 | 390,8 | M40 | 350 |
Стандарты ISO и новый российский ГОСТ определяют несколько конструктивных разновидностей: одну для ручной смены инструмента и три разновидности для автоматической смены инструмента, обозначаемые буквами A
,U ,J . Каждой конструктивной разновидности соответствует свой фланец и штревель. Помимо того, стандарты регламентируют два метода подвода охлаждающей жидкости к инструменту: центральный через штревель (обозначается буквойD ) или боковой через фланец (буквойF ).
Старый ГОСТ 25827-93 определял три исполнения конусов. Исполнение 1 было аналогично ISO 297. Исполнение 2 было аналогично ISO 7388 вариант A. Исполнение 3 аналогов не имело. Стандарт не определял конструкций штревелей, только фланцев и резьб хвостовиков.
В настоящее время конуса обычно изготавливают со сменными штревелями, что улучшает совместимость оборудования разных стандартов.
Самые лучшие разновидности конусов на данное время
Сейчас большой популярностью, благодаря собственному качеству, пользуются инструментальные конусы Морзе компаний HSK, Capto и Kennametal. Хорошая стойкость к температурным изменениям и соответствие жёстким требованиям в станкостроении дало возможность конусам Морзе данных брендов стать фаворитами рынка.
HSK – это пустотелые инструменты с конусностью 1:10. Обозначаются буквой латинского алфавита и цифрой, обозначающей больший диаметр фланца
Основной особенностью таких изделий считается быстрая замена инструмента, что немаловажно в станках с числовым программным управлением
Инструментальные конусы Capto соответствуют западному стандарту ISO и являются высококлассной продукцией. Продукция дорогая ввиду сложности изготовления, но большая точность даст возможность уменьшить брак на производстве во время использования на станках данных инструментов. Отличительная характеристика конструкции не дает возможность им провернуться в рабочий период станка, происходит самозаклинивание. Жесткость соединения продукции компании Capto – это главное их преимущество перед остальными соперниками
Продукция компаний B&S, Jacobs и Jarno популярны по большей части в Америке, так как не имеют доказательства западных стандартов и делаются исходя из этого для рынка Америки, где очень востребованы.
Компания Bridgerport Machines разработала модель R8 для цанговых зажимов на собственном оборудовании. Но после открытие было доработано и выпущено на интернациональный рынок. Результативность данного средства вызвала в свое время фурор и начали появляться самые разные аналоги. На данное время компания выпускает лишь один вид выполнения подобного механизма.
Инструментальный конус 7:24 широко используем в станках с числовым программным управлением, где смена инструмента происходит автоматично. Являясь инструментальным, он имеет несколько положительных качеств перед традиционным и по этому так популярен в станкостроении. Существует очень много его разновидностей. Во многих государствах разработаны свои нормы к нему и по этому между собой модели 7:24 от популярных и неизвестных изготовителей не заменяют друг друга.
Конус 1:50 также широко используем в сфере машиностроения, если требуется дополнительно скрепить два изделия с крепёжным соединением в виде резьбы. Для этого у модели 1:50 есть специализированный штифты, которые следует вставить в обрабатываемые изделия, заранее просверлив в тех отверстия в соответствующих местах.
Особенности конструкции и основные типы конусов Морзе
Есть версия, что коническая конструкция появилась в результате постепенной эволюции токарного, фрезерного и сверлильного инструмента в результате изучения влияния износа инструмента на его характеристики и качество выпускаемых деталей. Было замечено, что в процессе работы инструмент с цилиндрическим хвостовиком изнашивался и начинал проворачиваться в кулачках, возникали биения и отклонения инструмента.
В процессе развития технологий машиностроения появился так называемый метрический конус, который отличается от своих предшественников постоянной конусностью и угловыми размерами. Его конусность составляет 1:20, уклон – 1°51’56”, а угол – 1°51’51”, тогда как до этого конусность была переменной и варьировалась от 1:19,002 до 1:20,047.

Согласно классификации, принятой в ГОСТах СССР конусы Морзе принято разделять на малые, большие и общего применения.
Исходя из особенностей конструкции, на сегодняшний день различают три типа конусов Морзе:
- Гладкий;
- С резьбой;
- С лапкой.
Выпадение инструмента из шпинделя предотвращается самой конической формой хвостовика и отверстия в шпинделе или оправке. Дополнительно крепление хвостовика с лапкой в шпинделе происходит за счет вхождения лапки в специальный паз, резьбового – за счет резьбы в торце хвостовика.
Так же изготавливают инструмент с дополнительными пазами и отверстиями для подведения СОЖ. Это наиболее актуально для современных станков с ЧПУ.
Формула для определения конусности
Провести самостоятельно расчет конусности можно при применении различных формул. Стоит учитывать, что в большинстве случаев показатель указывается в градусах, но может и в процентах – все зависит от конкретного случая. Алгоритм проведения расчетов выглядит следующим образом:
- K=D-d/l=2tgf=2i. Данная формула характеризуется тем, что конусность характеризуется двойным уклоном. Она основана на получении значения большого и меньшего диаметра, а также расстояния между ними. Кроме этого определяется угол.
- Tgf=D/2L. В данном случае требуется протяженность отрезка, который связывает большой и малый диаметр, а также показатель большого диаметра.
- F=arctgf. Эта формула применяется для перевода показателя в градусы. Сегодня в большинстве случаев применяются именно градусы, так как их проще выдерживать при непосредственном проведении построений. Что касается процентов, то они зачастую указываются для возможности расчета одного из диаметров. К примеру, если соотношение составляет 20% и дан меньший диаметр, то можно быстро провести расчет большого.
Как ранее было отмечено, конусность 1:5 и другие показатели стандартизированы. Для этого применяется ГОСТ 8593-81.
На чертеже вычисления не отображаются. Как правило, для этого создается дополнительная пояснительная записка. Вычислить основные параметры довольно просто, в некоторых случаях проводится построение чертежа, после чего измеряется значение угла и другие показатели.
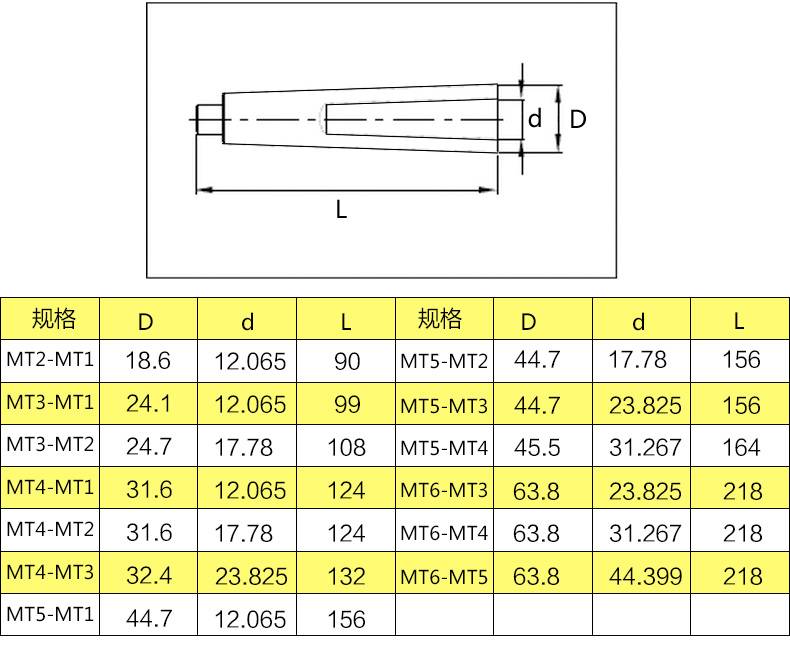
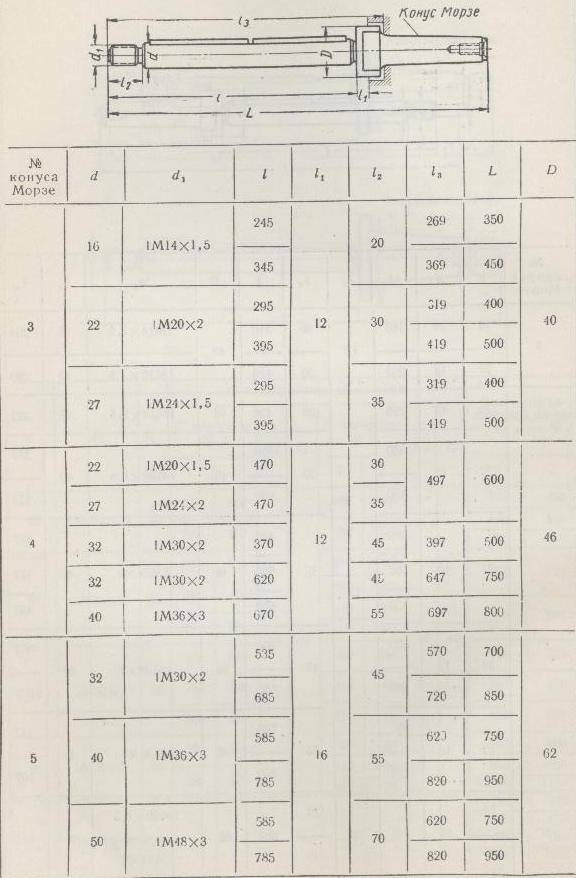
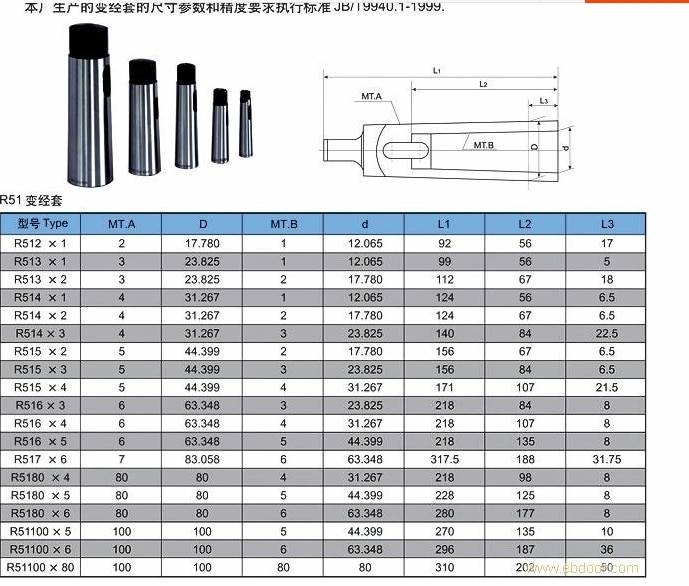
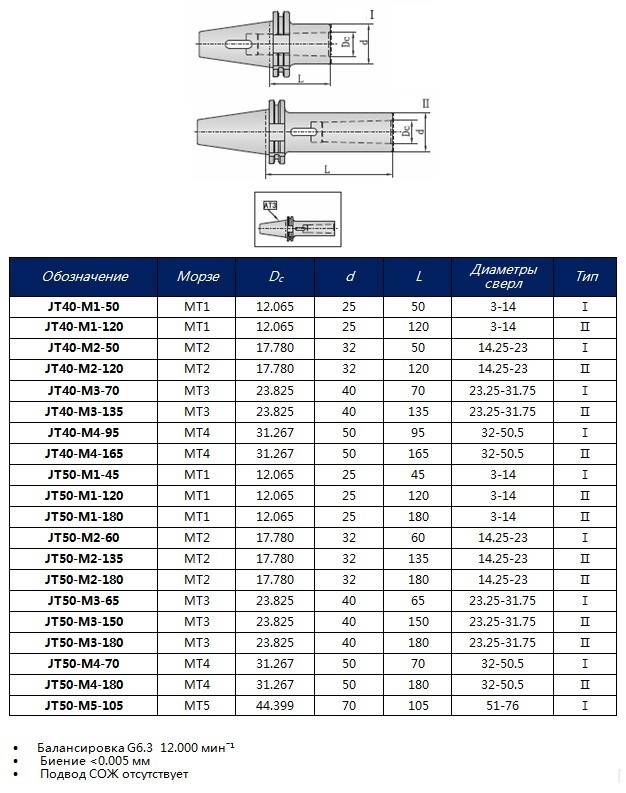
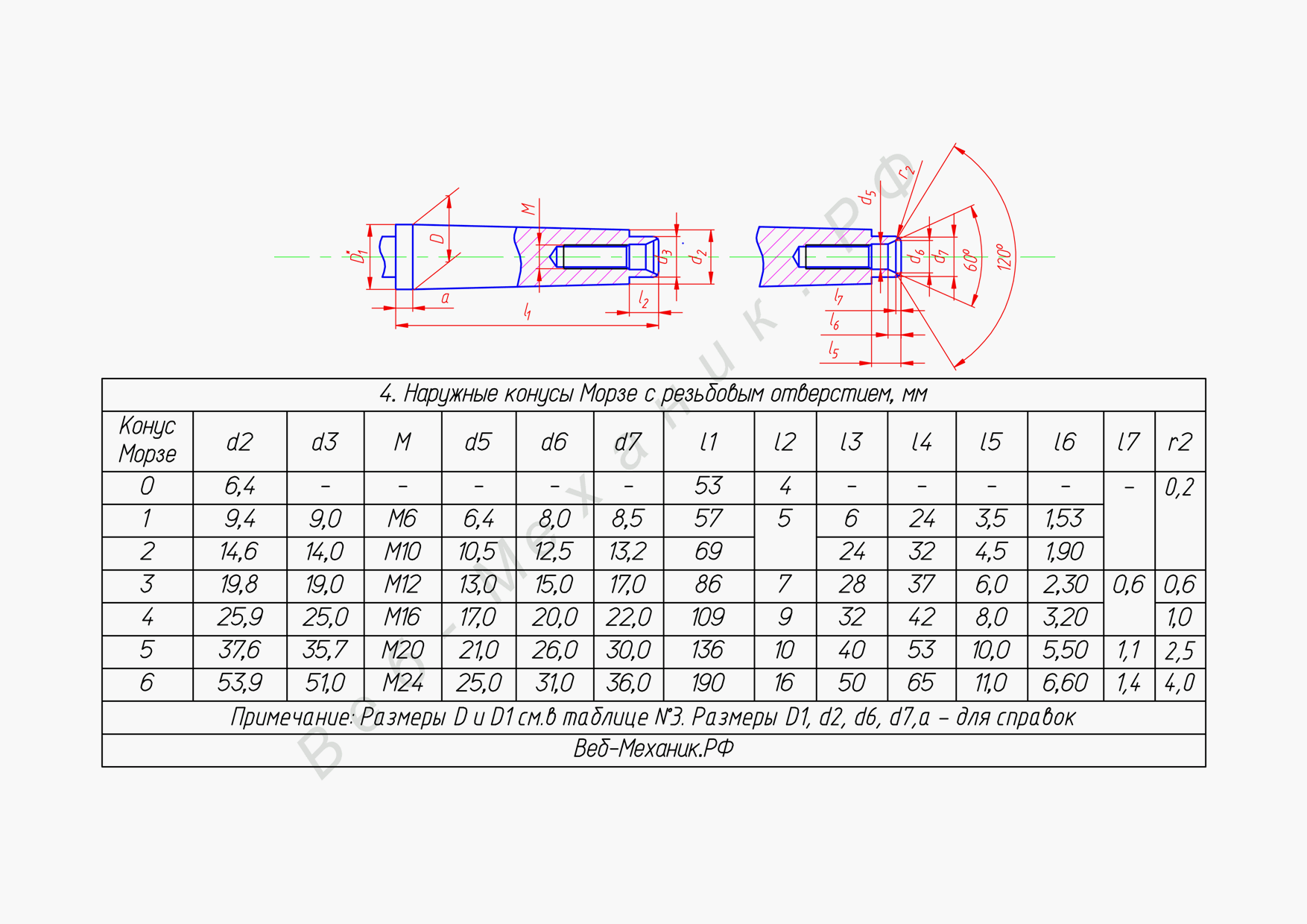
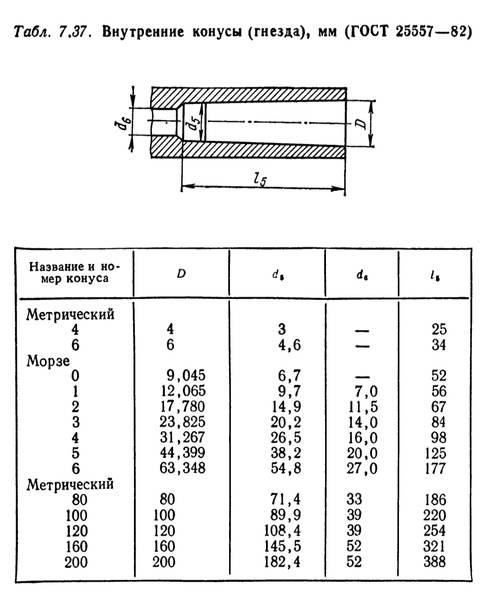
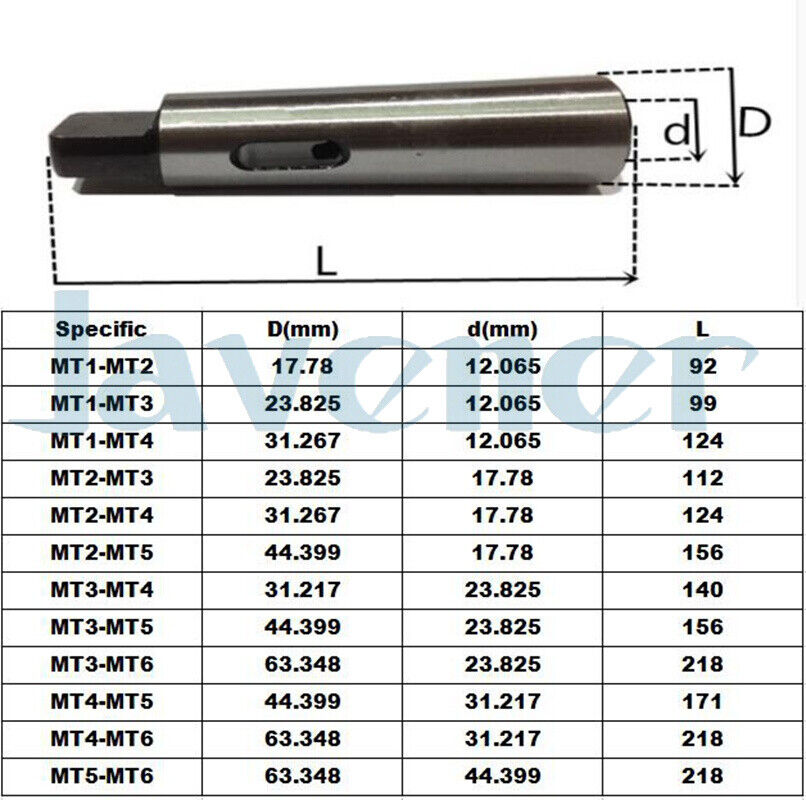
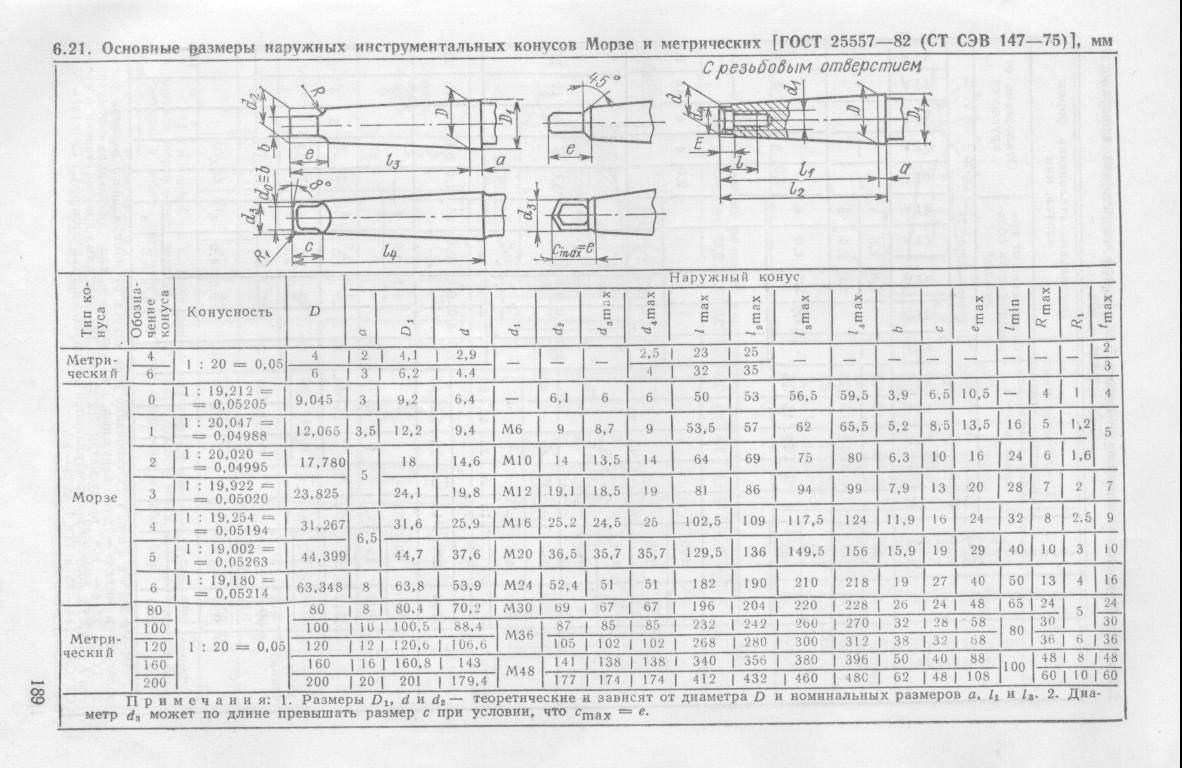
Конусы Морзе и метрические с резьбовым отверстием
Для надёжной фиксации инструмента, как например фрез, применяется конус Морзе с внутренним резьбовым отверстием. Фиксирование (затягивание) выполняется с помощью штревеля, или болтом, если инструмент устанавливается в переходную втулку. Данная конструкция также способствует быстрой и удобной замене инструмента путём выжимания конусного хвостовика.
Основные размеры наружных инструментальных метрических и Морзе конусов с резьбовым отверстием
Наименование конуса | N конуса | Конусность | D, мм | D1, мм | d, мм | l, мм | Lmax, мм | tmax, мм | M | t1, min, мм |
Морзе | 1 | 1:20,047 | 12,065 | 12,2 | 9 | 3,5 | 57 | 5 | M6 | 16 |
2 | 1:20,020 | 17,780 | 18 | 14 | 5 | 69 | M10 | 24 | ||
3 | 1:19,992 | 23,825 | 24,1 | 19 | 86 | 7 | M12 | 28 | ||
4 | 1:19,254 | 31,267 | 31,6 | 25 | 6,5 | 109 | 9 | M16 | 32 | |
5 | 1:19,002 | 44,399 | 44,7 | 35,7 | 136 | 10 | M20 | 40 | ||
6 | 1:19,180 | 63,348 | 63,8 | 51 | 8 | 190 | 16 | M24 | 50 | |
Метрический | 80 | 1:20 | 80 | 80,4 | 67 | 8 | 204 | 24 | M30 | 65 |
100 | 100 | 100,5 | 85 | 10 | 242 | 30 | M36 | 80 | ||
120 | 120 | 120,6 | 102 | 12 | 280 | 36 | ||||
160 | 160 | 160,8 | 138 | 16 | 356 | 48 | M48 | 100 | ||
200 | 200 | 201 | 174 | 20 | 432 | 60 |
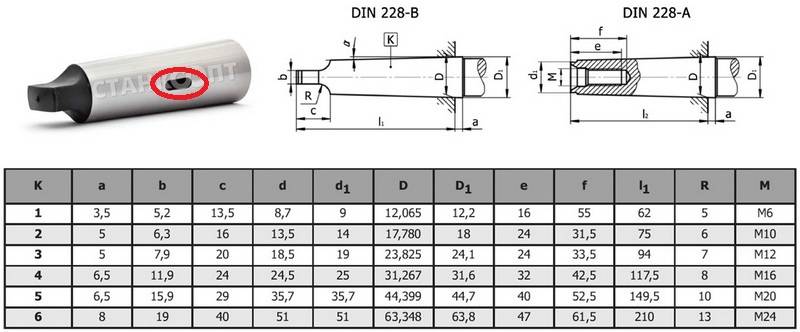
Конструкция шпинделей сверлильных, сверлильно-фрезерных, и некоторых типов других станков для надёжной фиксации режущего инструмента и предотвращения проворачивания имеет паз для лапки конуса. Сквозное поперечное отверстие предназначено для установки в паз клина, и нетрудного извлечения конусной оправки инструмента.
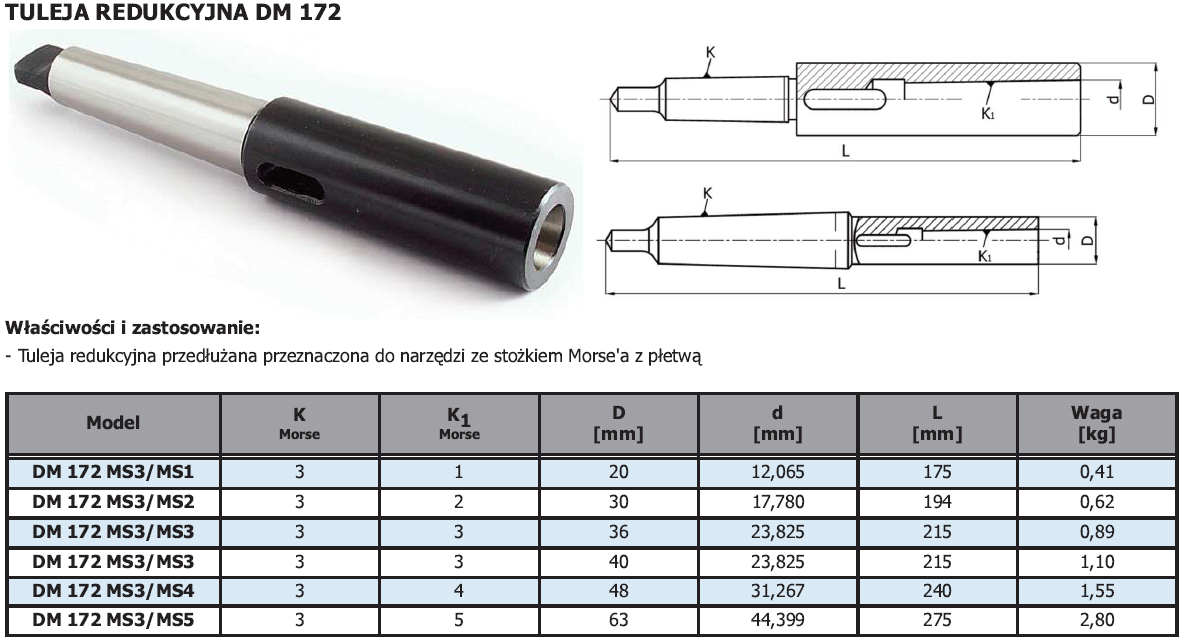
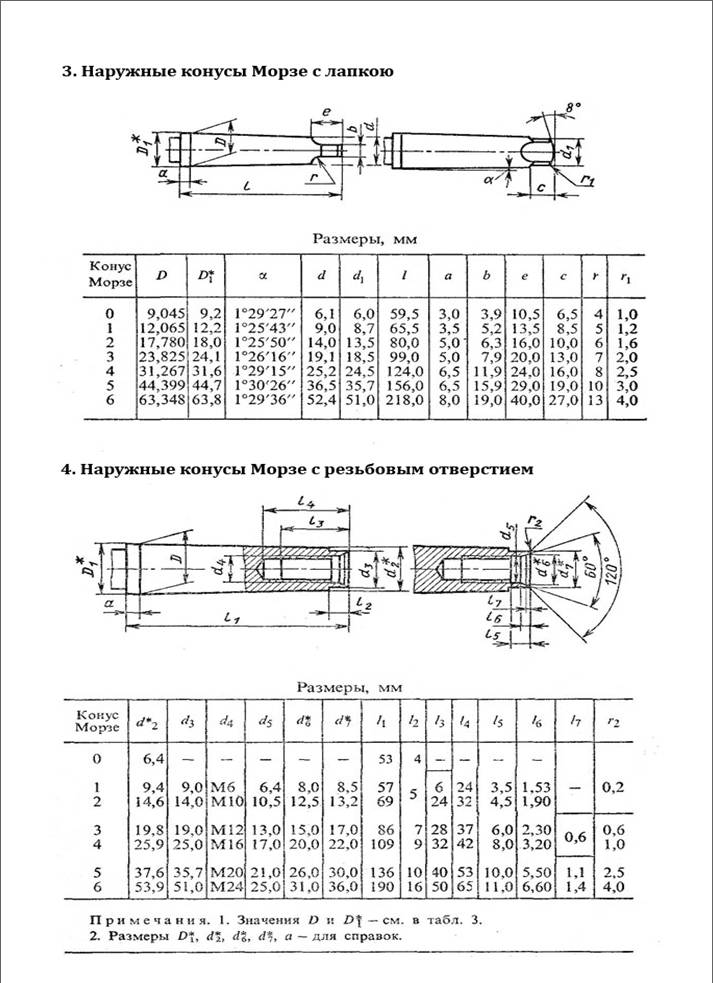
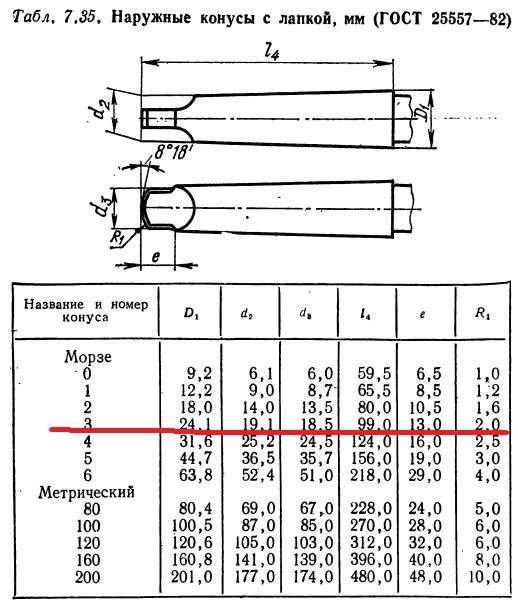
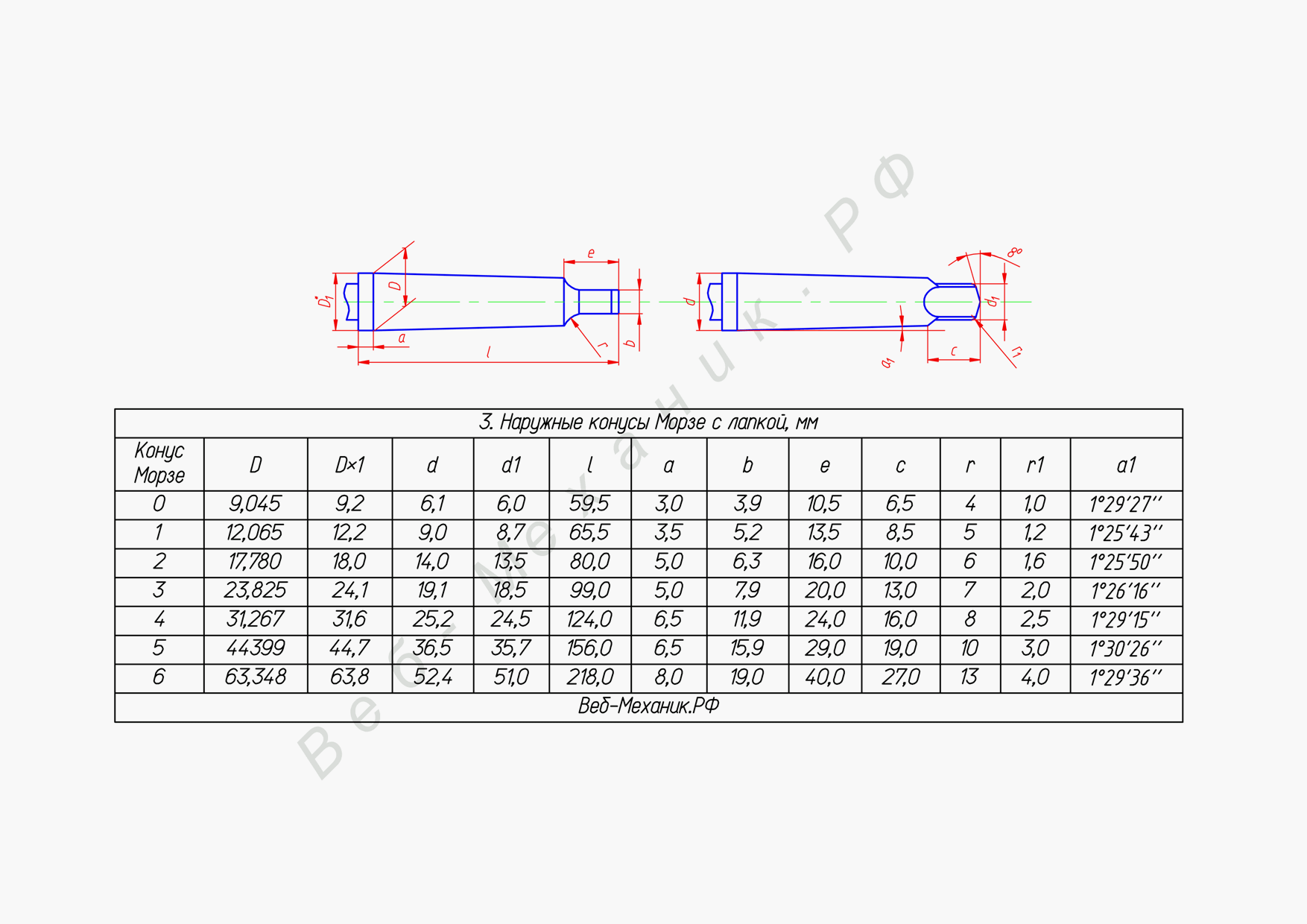
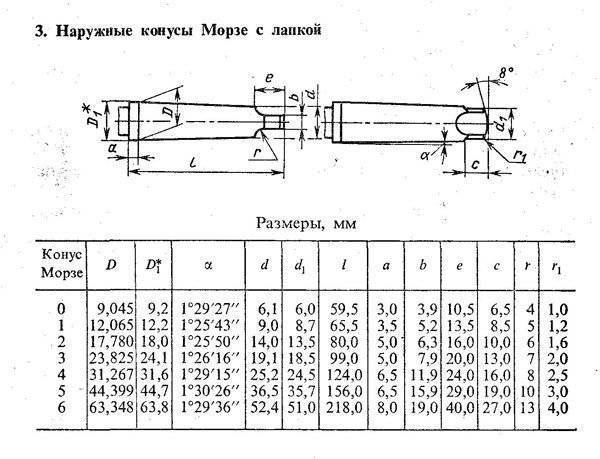
Конусы Морзе и метрические с лапкой
Основные размеры наружных инструментальных метрических и Морзе конусов
Наименование конуса | N конуса | Конусность | D, мм | D1, мм | d1, мм | a, мм | Lmax, мм | lmax, мм | emax, мм |
Метрический | 4 | 1:20 | 4 | 4,1 | — | 2 | — | ||
6 | 6 | 6,2 | 3 | ||||||
Морзе | 1:19,212 | 9,045 | 9,2 | 6,1 | 3 | 59,5 | 56,5 | 10,5 | |
1 | 1:20,047 | 12,065 | 12,2 | 9 | 3,5 | 65,5 | 62 | 13,5 | |
2 | 1:20,020 | 17,780 | 18 | 14 | 5 | 80 | 75 | 16 | |
3 | 1:19,992 | 23,825 | 24,1 | 19,1 | 99 | 94 | 20 | ||
4 | 1:19,254 | 31,267 | 31,6 | 24,5 | 6,5 | 124 | 117,5 | 24 | |
5 | 1:19,002 | 44,399 | 44,7 | 35,7 | 156 | 149,5 | 29 | ||
6 | 1:19,180 | 63,348 | 63,8 | 51 | 8 | 218 | 210 | 40 | |
Метрический | 80 | 1:20 | 80 | 80,4 | 69 | 8 | 228 | 220 | 48 |
100 | 100 | 100,5 | 87 | 10 | 270 | 260 | 58 | ||
120 | 120 | 120,6 | 105 | 12 | 312 | 300 | 68 | ||
160 | 160 | 160,8 | 141 | 16 | 396 | 380 | 88 | ||
200 | 200 | 201 | 177 | 20 | 480 | 460 | 108 |
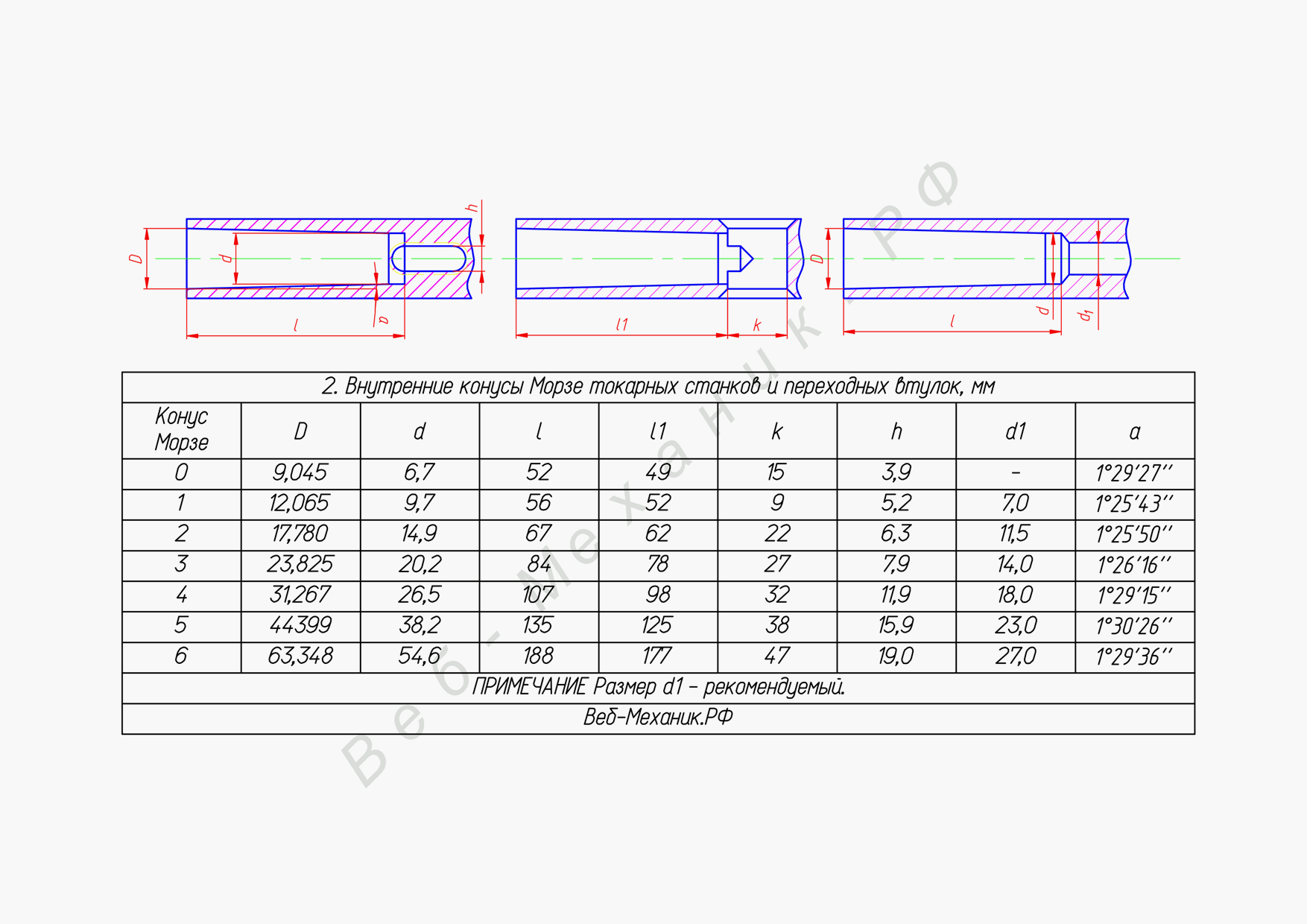
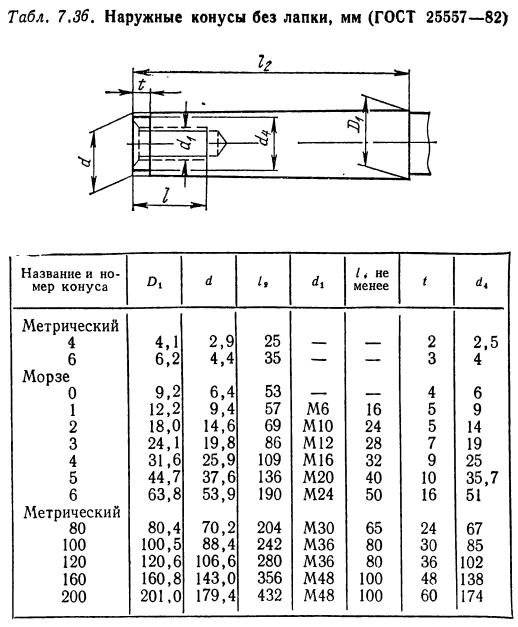
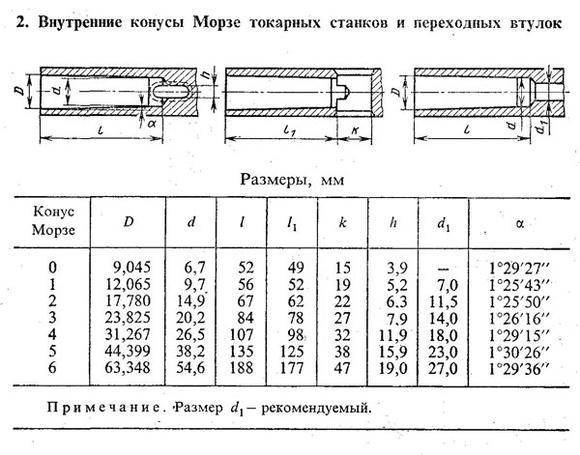
Основные размеры внутренних инструментальных метрических и Морзе конусовДиаметры D1 и d1 являются теоретически-расчётными и зависят от номинальных размеров D, a и l. Основные размеры укороченных конусов Морзе
Наименование конуса | N конуса | Конусность | D, мм | g, мм | h, мм | l1, мм |
Метрический | 4 | 1:20 | 4 | 2,2 | 8 | 21 |
6 | 6 | 3,2 | 12 | 29 | ||
Морзе | 1:19,212 | 9,045 | 3,9 | 15 | 49 | |
1 | 1:20,047 | 12,065 | 5,2 | 19 | 52 | |
2 | 1:20,020 | 17,780 | 6,3 | 22 | 62 | |
3 | 1:19,992 | 23,825 | 7,9 | 27 | 78 | |
4 | 1:19,254 | 31,267 | 11,9 | 32 | 98 | |
5 | 1:19,002 | 44,399 | 15,9 | 38 | 125 | |
6 | 1:19,180 | 63,348 | 19 | 47 | 177 | |
Метрический | 80 | 1:20 | 80 | 26 | 52 | 186 |
100 | 100 | 32 | 60 | 220 | ||
120 | 120 | 38 | 70 | 254 | ||
160 | 160 | 50 | 90 | 321 | ||
200 | 200 | 62 | 110 | 388 |
История создания
Появления такой конструкции, а так же происхождение самого названия до сих пор покрыто множеством тайн. Достоверно известно, что в 1863 году американский инженер Стивен Морзе зарегистрировал патент на изобретение спирального сверла, такого, которое известно нам и по сей день. До этого для изготовления сверла, скручивали заостренный плоский профиль. В описании, запатентованного Стивеном Морзе спирально м сверле, нет никаких упоминаний об особой форме хвостовика, но по какой-то причине Бюро стандартов США внесло коническую форму в национальные стандарты. Считается, что изобретатель, запатентовав новую конструкцию сверла, направил опытные образцы в Бюро патентов, где была замечена и по достоинству оценена эта особенность.
Впоследствии была создана компания по производству, получившая его имя и занимавшаяся изготовлением инструмента для машиностроения. К концу 19 века компания серьезно расширилась и стала одним из ведущих производителей инструмента того времени. Произведенный ей продукт поставлялся во многие страны мира, в том числе и в Россию. За время ее существования было запатентовано еще несколько изобретений, но, ни одно из них не было связано с коническим исполнением хвостовиков инструмента. Так же есть сведения, что через какое-то время после основания сам изобретатель по неизвестным причинам покинул компанию, при этом его имя в названии сохранилось.
Так же известно еще несколько изобретателей с фамилией Морзе, живших в США в то время. И, возможно, автором этого изобретения является кто-то из них, но никакой информации, подтверждающей эту версию, нет. Поэтому официальным изобретателем конической формы хвостовика инструмента считается именно Стивен Эмброуз Морзе.
https://youtube.com/watch?v=evWPoMxRr-Q
Конус 1:20
Метрические конусы инструментов. Отверстия в шпинделях станков.
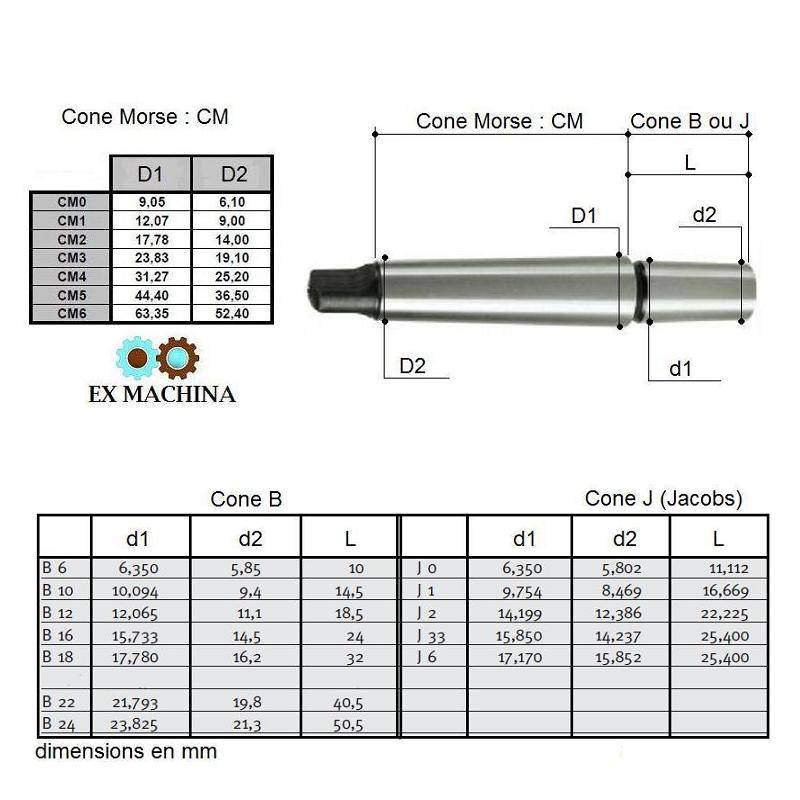
«Конус Морзе» был изобретен в 1864 году Стивеном А. Морзе, отчего и получил название своего изобретателя. Это такой хвостовик инструмента конической формы (к примеру, фреза, сверло) и соответственно отверстие конической формы подходящего размера, называемое гнездом, в задней бабке станка или же в шпинделе. Он предназначен для скорой замены инструмента с большой точностью центрирования и высокой надежностью
Есть разные конусы Морзе размерами КМ0 до КМ7. Они отличаются по своей конусности и исполнению. Обыкновенно используются метрические конуса МЕ4, МЕ6, а также большие метрические конуса МЕ100, МЕ80, МЕ160, МЕ120 и МЕ200. Размер КМ7 не рекомендуется в России. Производятся несколько вариантов исполнений хвостовика конуса. Он может быть с резьбой, с лапкой или вообще без них.
Конус Морзе чаще всего применяется в металлорежушем инструменте и станках для быстрого и точно-центрированного крепления инструмента: сверл, фрез, зенковок, т.п. Для этого хвостовик инструмента изготавливается конусообразной формы, всталяется в соотвествующее по диаметру и конусности отверстие на станке.
Конусы бывают восьми размеров, от КМ0 до КМ7, в российском станкостроении не рекомендован, обычно применяется метрические конуса МЕ4, МЕ6, и большие метрические конуса МЕ80, МЕ100, МЕ120, МЕ160, МЕ200.
Основное различие этих двух стандартов – различный коэффициент конусности (1:20 для метрического и 1:19 – 1:20 для конусов Морзе) и различные резьбы на хвостовике инструменты (метрическая резьба у метрических конусов и дюймовая у конусов Морзе).
Кроме двух упомянутых стандартов, существуют и другие конусные системы, но о них вопроса не было.
Самоделки из двигателя от стиральной машины:
1. Как подключить двигатель от старой стиральной машины через конденсатор или без него 2. Самодельный наждак из двигателя стиральной машинки 3. Самодельный генератор из двигателя от стиральной машины 4. Подключение и регулировка оборотов коллекторного двигателя от стиральной машины-автомат 5. Гончарный круг из стиральной машины 6. Токарный станок из стиральной машины автомат 7. Дровокол с двигателем от стиральной машины 8. Самодельная бетономешалка
Что такое конус Морзе?
Для оперативного центрированного варианта установки инструмента применяется хвостик в виде конуса. Чаще всего во фрезах и сверлах используется именно конус Морзе. Он может быть различных размеров.
Хвостик этого конуса может быть сделан в различных вариациях. У него может присутствовать резьба, лапки. Данных элементов может и не быть. Внутри резьба предназначена для фиксации инструмента при помощи штока. Она позволяет создавать надежное крепление инструмента, делает проще его вынимание при заклинивании. У лапки двойное предназначение. Она делает более простым высвобождение из шпинделя конуса. Также она не дает возможности провернуть конус морзе при огромной нагрузке.
В некоторых инструментах имеется огромная система канавок, различных отверстий. Через них поступает охлаждающая жидкость, а также составы для смазки.
На станках ЧПУ применяется автоматическая замена инструмента. Для данных целей был создан инструментальный вариант. Он способен нивелировать такие минусы конуса Морзе, как:
- постоянное заедание хвостика в шпинделе;
- значительную длину хвостика;
- маленькая площадь хвостика и маленький осевой упор;
- большое количество трудностей, которые появляются при установке конуса в автоматическом режиме;
- невозможность автозамены инструмента.
Узнать цену на конус Морзе под патрон вы можете на сайте smolmotor.ru.
Существует большое количество видов конусов Морзе. Они различаются собственными размерами. Бывают конусы стандартного размера, а бывают укороченные.
Конический хвостик конуса назван так за счет своей формы. За счет подобной специфичной конструкции детали надежно скрепляются между собой. Такой хвостик прекрасно подходит для присоединения сверла. Для того, чтобы обеспечить высокую функциональность устройства, необходимо правильно подобрать его размеры.
Конус Морзе является наиболее совершенной версией обыкновенного конического хвостика, предназначенного для крепления. Он зачастую применяется для различных устройств.
Для некоторых целей длина конуса оказалась достаточно большой. Поэтому был создан конус Морзе укороченный. Более толстая часть обычного конуса была удалена для его создания. Так появился укороченный вариант.
Широко применяется инструментальный вариант конуса. Есть определенные стандарты для таких конусов. По ГОСТу определено три исполнения конусов.
голоса
Рейтинг статьи
Классификация
- Быстросменный сверлильный патрон используется со сменной втулкой для свёрл с коническим хвостовиком;
- Предохранительный патрон для нарезания резьбы в глухих и сквозных отверстиях имеет более сложное строение. Состоит он из кулачков муфты, ведомых полумуфт, основной кулачковой муфты, пружины и регулировочной гайки. Используется он как держатель для меитчиков.
- Цанговый сверлильный патрон состоит из хвостовика, соединённого с цилиндрической частью. Между зажимом и хвостовиком внутри патрона находится разрезная втулка.
- Двухкулачковый сверлильный патрон зажимает сверло благодаря внутренним зацепам в верхней части патрона, фиксируемым пружиной. Чем и объясняется его особенность применения для тонких свёрл и использования при небольших нагрузках на сверло.
 Только сверлильные патроны с ключом, имеющие конус Морзе имеют соответствующие требования по ГОСТ 8522-79, встретив указание на гост соответствие по размеру используемых при данном размере конуса Морзе можно определить по таблице. Быстрозажимной не имеет конуса, но в отличие от своего собрата с ключом имеет внутреннюю резьбу, диапазон которой обязательно указывается в маркировке.
Только сверлильные патроны с ключом, имеющие конус Морзе имеют соответствующие требования по ГОСТ 8522-79, встретив указание на гост соответствие по размеру используемых при данном размере конуса Морзе можно определить по таблице. Быстрозажимной не имеет конуса, но в отличие от своего собрата с ключом имеет внутреннюю резьбу, диапазон которой обязательно указывается в маркировке.
Трёхкулачковый
Маркировка чаще всего выглядит так (на изделиях российских производителей):
- ПСК 3-16 говорит о диапазоне диаметров сверл в мм;
- КМ В12; В16; В18 – что указывает на конус Морзе соединительного отверстия;
- ГОСТ 8522-79 – такое обозначение в маркировке однозначно указывает на соответствие по всем параметрам в таблице, составленной в 79 году.
Маркировка на быстрозажимной имеет только указание на размер внутренней резьбы и диапазон диаметров зажимаемых свёрл. Трёхкулачковый патрон для сверлильного станка, с фиксацией сверла ключом, соответствует не только ГОСТ 8522-79, но его конус Морзе отвечает стандартам СЭВ 148-75. Что делает сверлильные патроны, выпущенные в России в соответствии с ГОСТ 8522-79, пригодными для сверлильного станка зарубежных производителей, работающих по международным стандартам.
Размеры по ГОСТ 8522-79 – это строгое указание по соответствию типоразмера по диапазону зажима и допустимому радиальному биению. В то же время соответствие основным параметрам не является указанием на определённую конструкцию. Выглядеть сверлильные патроны могут по-разному:
- по форме и длине рабочей части;
- наличию или отсутствию пластикового, предохраняющего корпуса;
- методу крепления основных частей патрона между собой,
- цвету сплава.
Конус Морзе изменяется в большую сторону с возрастанием номера типоразмера. Вместе с размером изменяются допуски радиального биения. Например, конус Морзе В16 имеют сверлильные патроны 10 и 13 типоразмеров. Эти цифры соответствуют верхнему параметру зажима сверла, нижний устанавливается ГОСТ 8522-79. С конусом Морзе В18 изготавливается патрон № 16 по этой же таблице. Его минимальный зажим 3 мм, максимальный – 16 мм. Быстрозажимной патрон необходимо подбирать в соответствии с размерами крепёжного отверстия и резьбы станка. Ключевые патроны, благодаря конусу Морзе, имеют преимущество. Конусные переходники позволяют устанавливать на станок патроны с меньшим или большим конусом Морзе, расширяя возможности станка. Наиболее выносливый быстрозажимной патрон, но он же и самый дорогой – это прецизионный быстросменный патрон. Он идеален для станка, работающего на больших оборотах. Конусные хвостовики делают прецизионный быстрозажимной патрон универсальным.