

Виды резьбы
Как уже отмечалось, все виды стыков этого класса стандартизированы. Например, ГОСТ 24705-2004 определяет размеры метрического профиля, в частности, угол в основании, шаг и пр. Всего к метрическому виду относят порядка 15 отечественных и иностранных стандартов.
Существует так же и классификация стыков этого типа. Ее выполняют на основании ее геометрических размеров, расположению на изделии и количеству заходов, или исходя ее практического использования. Ниже приведен перечень, в котором указаны типы конструкций разъемных соединений и их обозначения:
- метрическая (M);
- метрическая коническая (MK);
- цилиндрическая (MJ);
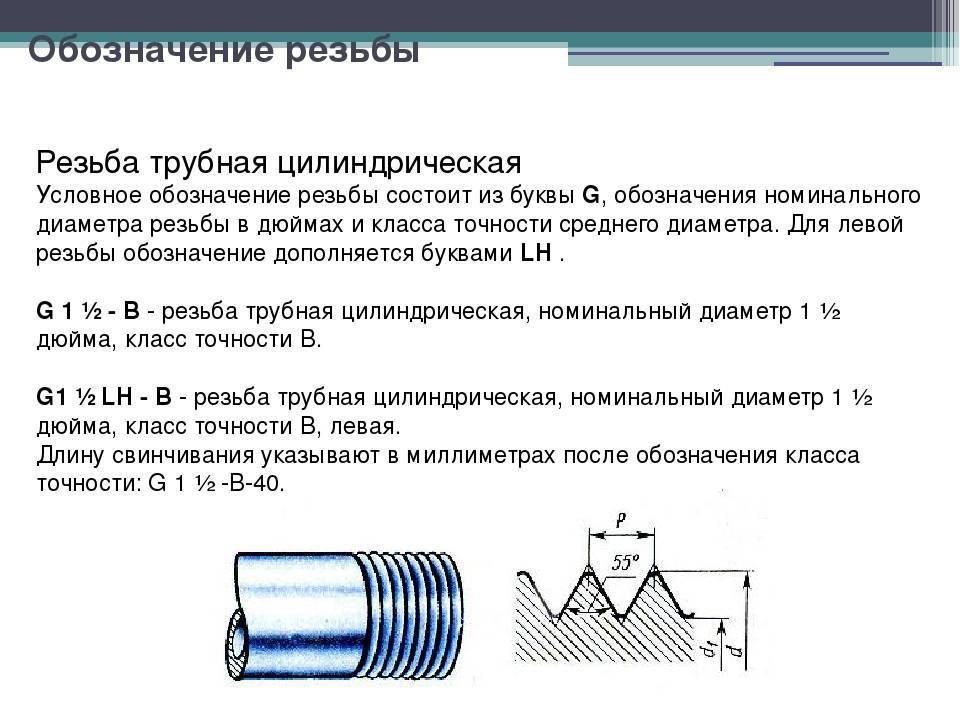
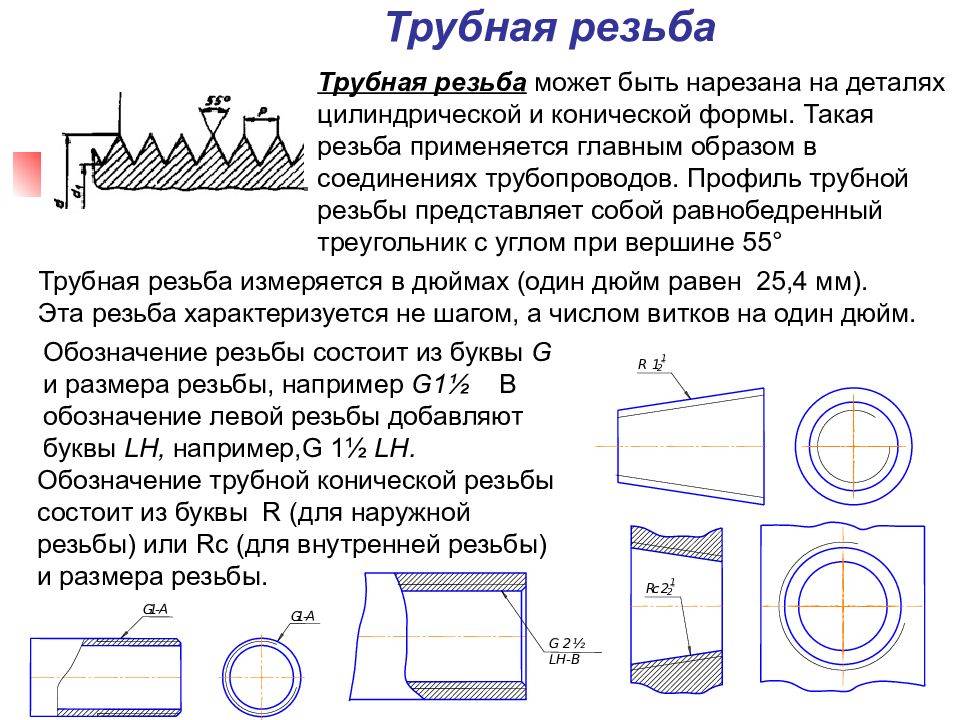
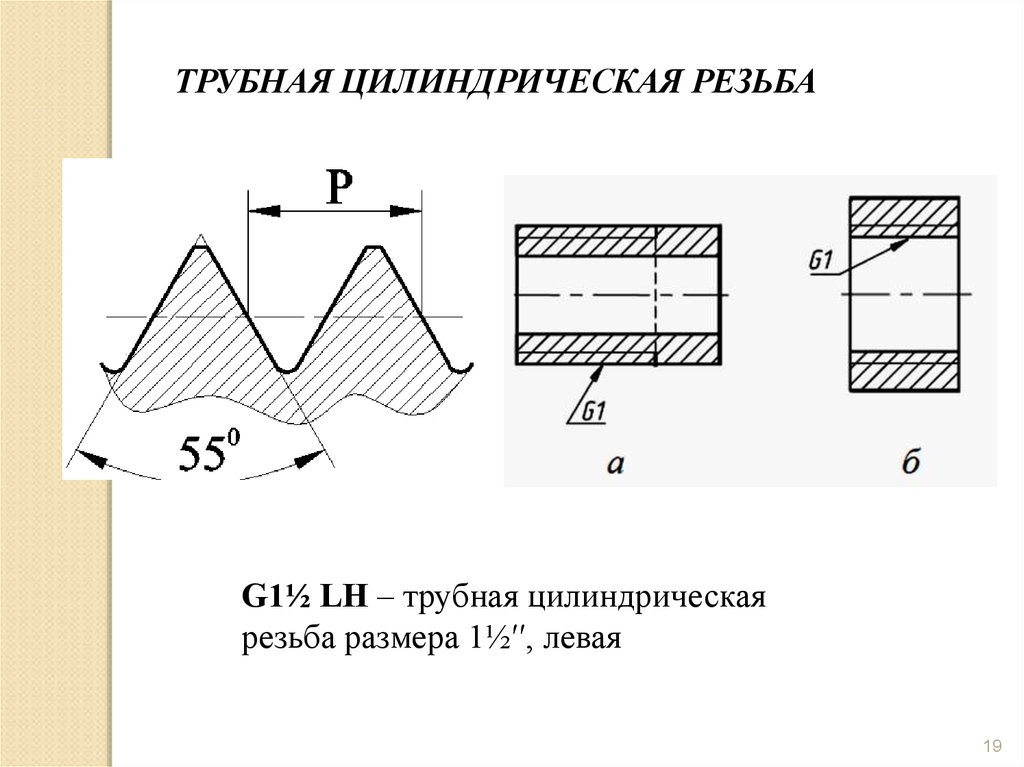
- трубная цилиндрическая (G);
- трубная коническая (R);
- круглая для санитарно-технической арматуры (Кр);
- трапецеидальная (Tr);
- упорная (S);
- упорная усиленная (S45°);
- эдисона круглая (E);
- метрическая (EG-M);
- дюймовая цилиндрическая (UTS: UNC, UNF, UNEF, 8UN, UNS);
- дюймовая (BSW);
- дюймовая коническая (NPT);
- нефтяной сортамент.
Все эти конструктивные элементы используются во всех отраслях промышленности, начиная от авиационной и закачивая пищевой.
Коническая резьба и ее применение: внутренняя со стандартным калибором и естественным моментом завинчивания
Коническая трубная резьба широко используется в создании трубопроводов, работающих под давлением (водопровод, отопление, топливные магистрали и газопроводы), поскольку обеспечивает герметичность соединений даже при напоре в десятки МПа.
Когда говорят об универсальности конической нарезки, имеют ввиду возможность ее монтажа совместно с цилиндрическими муфтами. К такому типу соединения приходится прибегать при подключении к трубам, у которых частично разрушилась или деформировалась внутренняя резьба, а заменить дефектный участок или решить проблему сваркой не представляется возможным.
Впрочем, при соблюдении установленных норм взаимозаменяемости по ГОСТ 6357-81 внутренняя трубная цилиндрическая резьба может идти в соединении с конической. Но в этом случае должна выдерживаться длина ввинчивания отдельных элементов, допуски по диаметру и класс точности исполнения.
Стандарты трубной конической резьбы по гост 6211 81: диаметр и другие размеры
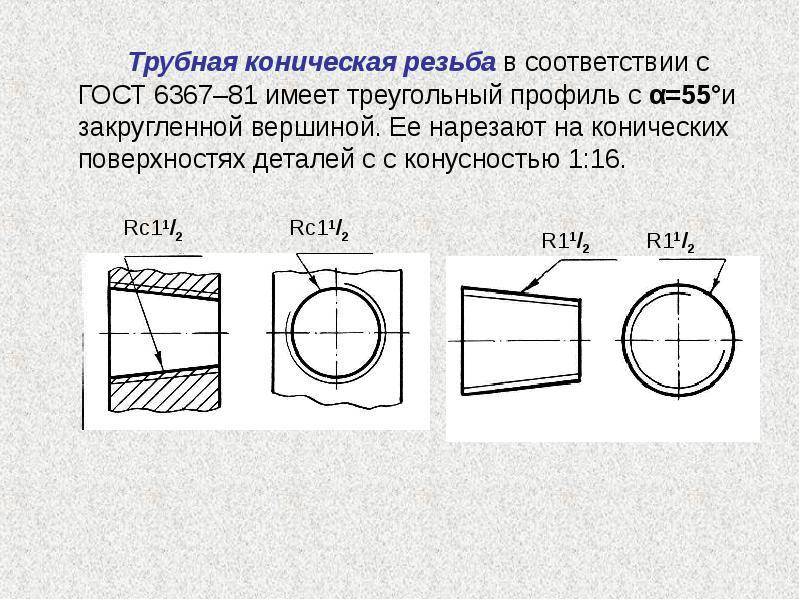
Давая классификацию соединений, мы сознательно не коснулись всего многообразия резьбовых профилей. Потому как для нарезки винта на конических трубах подходит только треугольная форма – самая надежная и прочная. Правда, она имеет несколько вариантов исполнения вершины и основания ниток в зависимости от применяемых стандартов. И вот здесь уже возможны отличия.
Так называемая британская трубная коническая резьба имеет профиль треугольника со скругленными зубцами и ответными впадинами (стандарт BSPT). Это позволяет использовать ее одновременно с жидкими герметиками и уплотняющими лентами. Кроме того, округлые кромки отлично держат динамические нагрузки. Угол α у вершины каждого треугольника составляет 55º, а все размеры задаются по стандартам дюймовой системы мер.
Отечественный аналог – ГОСТ 6211 81 жестко регламентирует параметры дюймового конического профиля:
- Уклон по отношению к осевой линии трубы (конусность) выдерживается на уровне 1:16. При этом ее длина и выбранный размер сечения роли не играют.
- Конусное соединение допускается только для труб, диаметр которых не превышает 6ʺ, так что резьба тоже имеет соответствующие ограничения по размеру.
В профиле NPT равнобедренные треугольные витки (α=60º) имеют плоские вершины с такими же ответными основаниями. Винтовая нарезка выполняется в соответствии с американскими стандартами UNS (с крупным шагом), UNF и UNEF (с мелким и особо мелким). Здесь более скромный выбор диаметра: от 1/16ʺ до 4 дюймов. У нас для такого типа соединений разработан отдельный ГОСТ на коническую резьбу 6111-52 (дюймовая) и ГОСТ 25229-82 (метрическая).
Винт с углом профилей в 60º работает на смятие, создавая герметичное, но неразъемное соединение. Применяется в машино- и станкостроении для трубопроводов, в которых циркулируют ГСМ, вода или газообразные рабочие среды под давлением. Коническая трубная резьба способна выдержать максимально-возможное давление.
Обозначения: метчик, чертежи
ГОСТ для конической резьбы предусматривает следующие обозначения:
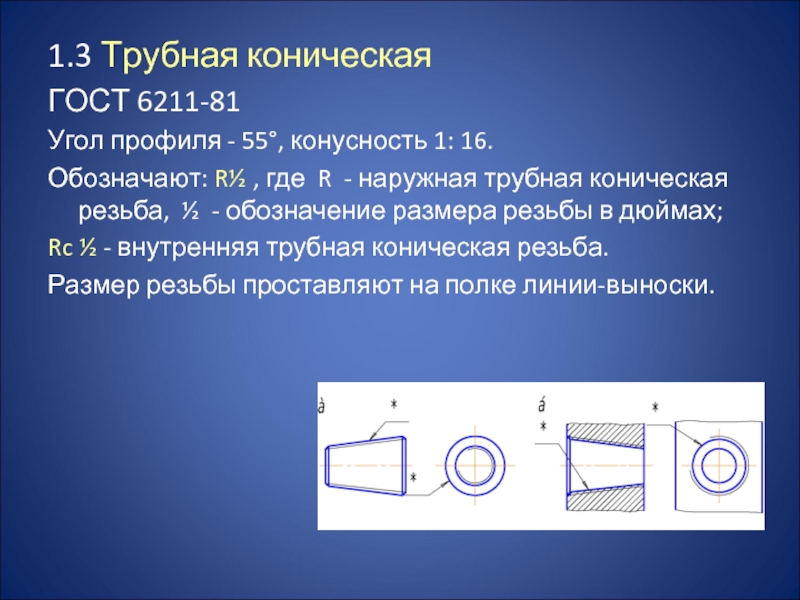
- R или Rc – наружная или внутренняя. Следом обязательно указывается номинальный диаметр, выраженный в дюймах.
- LH – левая. Если конусная резьба имеет правое исполнение, в обозначении эта маркировка отсутствует (параметр по умолчанию).
- Rр – указывает на цилиндрическую форму внутренней нарезки, совместимую с наружной конусной.
Применяйте конусную резьбу по назначению
Американское обозначение трубной конической резьбы сложнее, но информативнее. Помимо уточнения положения нарезки (MNPT – наружная, FNPT – внутренняя) в маркировке указываются следующие параметры:
- номинальный диаметр;
- число витков на единицу длины;
- группа по типу исполнения профиля;
- класс точности для наружной (А) и внутренней нарезки (В).
ПОСМОТРЕТЬ ВИДЕО
Диаметр задается в дюймах дробью или по присвоенному номеру. Коническая трубная резьба часто применяется в соединениях комуникаций. Конусная дюймовая труба одна из самых популярных в использовании в местах с большим давлением.
Метрическая коническая резьба
Отличие конического изделия от обыкновенного метрического заключается в том, то ее наносят на конусную внутреннюю или внешнюю поверхность. При этом угол конуса составляет 1:16. Ее применяют в тех случаях, когда необходимо обеспечить герметичность соединения. Например, в трубопроводных системах, предназначенных для транспортировки жидкостей. Производителю выпускающие изделия с таким видом, руководствуются требованиями ГОСТ 25229-85.  Для обозначения метрического конического профиля применяют буквенное сокращение МК. Далее указывают все необходимые геометрические параметры. Например, МК 24*1,5 показывает то, что она имеет наружный диаметр в 24 мм и шаг 1,5.
Для обозначения метрического конического профиля применяют буквенное сокращение МК. Далее указывают все необходимые геометрические параметры. Например, МК 24*1,5 показывает то, что она имеет наружный диаметр в 24 мм и шаг 1,5.
Особенности дюймовой конической резьбы
Дюймовая коническая резьба нашла своё применение в промышленном секторе Европы и США. Этот вид нарезки используется для изготовления муфт, угольников, тройников, контргаек и иных трубных соединений. Благодаря своей прочности, коническая резьба применяется в производстве шестерней для компаса, винтовых конструкций и креплений для создания сантехнического оборудования, бытовой техники и вычислительных машин, включая ПК.
Эта разновидность нарезки обладает следующими особенностями:
- вершины и витки дюймовой конической резьбы обрезаны или притуплены, что обеспечивает лучшую непроницаемость;
- угол профиля является константой и равняется 55°;
- конусная поверхность всегда находится под углом и отклоняется в пропорции равной 1:16;
- максимальный диаметр конуса равен 6’’;
- вершины треугольника резьбы всегда обрезаны или притуплены;
- основные параметры нарезки (внешний, внутренний и средний диаметры, ход и шаг) являются табличными величинами.
Этот вид не может объединяться с цилиндрическим видом резьбы, создавая особые соединения. Это обусловлено разными значениями углов профилей. Если угол дюймовой конической резьбы равняется 55°, то угол цилиндрической нарезки по стандарту равен 60°.
Это свойство обусловлено конусной формой винтовой поверхности. Во время натяжения витки уплотняются, образуют прочное, непроницаемое соединение и герметизируют внешние впадины труб и крепительных конструкций. Эта особенность автоматически исчезает при демонтаже или повторном создании витков.
Большая часть параметров дюймовой конусной резьбы обозначена в специальных нормативных справочниках, где в табличной форме записаны размеры и другие технические характеристики. Разработка всех деталей и зазоров должна выполняться в рамках установленных значений. В противном случае конструкции не смогут крепко совместиться друг с другом. Механизмы, связанные при помощи этого типа нарезания, легко реконструируются и монтируются из-за устранения внешних дефектов и деформаций соединений посредством плотного расположения всех витков.
https://youtube.com/watch?v=oan1ftAb-5s
Коническая трубная резьба
Такой резьбой называют резьбу на трубных изделиях с сужающемся профилем к концу изделия. Если внутренняя резьба резьбового соединения является уже изношенной или сорванной и не подлежит полной замене, применяется именно резьба с коническим профилем. Она может придать на некоторый период времени герметичность соединению. Так, если в зимний период года надо осуществить запуск теплосети можно использовать эту особенность. Однако, как появится возможность, следует поменять полностью соединение.
Согласно техническим регламентам резьбу с коническим профилем используют лишь тогда, когда есть необходимость в обеспечении участка, находящемся в условии большого давления, полной герметичностью. Так, системы гидравлического привидения в работу габаритных машин являются подобным случаем.
Технические регламенты
Нельзя забывать и о действующих нормах:
1. Необходимо соблюдать значение угла профиля резьбы равным 55 градусам.
2. По стандартам для разных диаметров существует свой шаг.
3. Должно соблюдаться значение угла отклонения конусной поверхности от оси трубы в независимости от её диаметра. Должен соблюдаться уклон равный соотношению 1 к 16.
4. Шесть дюймов составляет максимально возможный диаметр. Сварочное или соединение фланцами применяется к трубам, характеризующимися большими диаметрами.
5. Необходимо соблюдать фиксированное соотношение диаметра с длиной конической резьбы. Вся длина наружной резьбы и рабочая её длина разделяются. Должно строго соблюдаться отношение всей длины с рабочей длиной нарезанной резьбы.
6. Стандарты также регламентируют варианты обозначений. Буква R говорит о наружной конической трубной резьбе. Буквы LH говорят о резьбе с левой спиралью. Также в обозначение входит размер резьбы. Rc обозначает внутреннюю резьбу конического профиля, а Rp цилиндрического профиля, часто используемая вместе с рассматриваемой резьбой.
Нарезка резьбы с конусным профилем
Основными инструментам нарезки резьбы являются:
1. резцы и гребенки на станках;
2. метчики, плашки, резьбонарезные головки;
3. накатные плашки;
4. фрезы для нарезки резьбы;
5. круги с абразивным покрытием.
Нарезка с использованием резца. Резцы для нарезки и гребенки на станках позволяют изготавливать как наружные, так и внутренние резьбы. Метод можно охарактеризовать как имеющий невысокую скорость нарезки. Сейчас его применяют в мелком производстве или при изготовлении винтов, обладающими высокой точностью. К достоинству можно отнести легкость использования инструментом и изготовление резьбы высокой точности.
Нарезание с использованием плашки и метчика. бывают двух видов: круглые и раздвижные. Первые используются для нарезки 52 миллиметровой резьбы. Вторые включают в себя две половины, которые сближаются при . Метчиком называют стальной стержень с резьбой с режущими кромками. Метчики бывают машинные и ручные.








Нарезка резьбы накатыванием. Этот метод является основным промышленным способом. Изделие пропускают между двух плоских плашек, которые имеют резьбовой профиль, а на детали образуется соответствующая ему резьба.
Фрезерование резьбы производят на соответствующих станках. Фреза, которая вращается с большой угловой скоростью, при радиальной подаче углубляется в деталь и нарезает резьбу на ее поверхности. Деталь или фреза постепенно перемещается в осевом направлении на расстояние, которое равно шагу будущей резьбы.
Шлифование используется в основном при нарезке резьбы на деталях, небольшой длины. Шлифовальный круг расположен по отношению к детали под таким углом, который соответствует подъему резьбы.
Как обозначаются соединения деталей с резьбой
Так как соединяемые детали могут иметь разные резьбы, их соединение обозначают отношение внешней резьбы к внутренней. Например, Rp/R ¾ R является соединением деталей с левой резьбой посредством внутренней цилиндрической и наружной конической.
При присоединении детали с резьбой одного типа ко второй детали с резьбой другого типа необходимо соблюдать осторожность, дабы избежать повреждения гребней. Поэтому всё же рекомендуется соединять детали, имеющие один тип резьбы
Итак, были подробно разобраны все вопросы, которые могут возникнуть при работе с резьбой конического профиля. Можно быть уверенным, что полученные знания пригодятся в будущем.
Весьма обширна. Даже если рассматривать отдельный случай, например, трубную нарезку в форме конуса, то и здесь не обойтись без уточнения ее особенностей и типов. достаточно широко, позволяя создавать надежные герметичные соединения без сварки. Их даже называют универсальными, поскольку это единственный тип винтовой нарезки, допускающий подключение к трубам других форм и сечений.
Технологии нарезки
Чаще всего нарезка производится при помощи механического станка. Заготовка располагается на станке в вертикальном положении. Механический станок обрабатывает заготовку при помощи резьбовых инструментов – резцов, изготавливаемых из прочных железных сплавов. Внутренняя нарезка производится резцами изогнутой формы, наружная нарезка осуществляется резцами прямой или выгнутой формы. Чтобы получить максимально точную резьбу на механическом станке, нужно правильно соотнести частоту оборотов заготовки и угол воздействия резцов, учитывая параметры производительности станка.
Нарезка производится посредством метчиков – стержней с режущими кромками. Метчики подбираются, исходя из диаметра и шага, и закрепляются в тисках. Изначально используется черновой метчик для придания приблизительных размеров. После применяется чистовой метчик, посредством которого изделию придаются точные формы, в соответствии с заданными параметрами. Внутренняя резьба выполнена правильно только в том случае, если болты ввёртываются в трубу легко и плотно.

Наружное нарезание также может осуществляться вручную при помощи плашки. Этот инструмент закрепляется винтами на плашкодержателе, к нему прикрепляется стержень. Плашка должна находиться под углом 90° относительно оси нарезаемой детали. Далее мастер производит несколько переменных оборотов плашки до тех пор, пока не будет достигнута точная длина заготовки. Правильность выполнения наружного нарезания проверяется калибрами или гайками.
Конструктивные элементы трубной резьбы
Основными конструктивными элементами трубной резьбы являются:
- Сбег — участок с неполным профилем резьбы на переходе от резьбы к гладкой поверхности детали.
- Недорез — участок без резьбы или с неполным профилем резьбы, обусловленный технологией изготовления резьбы.
- Проточка — элемент, позволяющий устранить недорез резьбы за счет уменьшения наружного диаметра цилиндрической поверхности, расположенной за наружной резьбой, или за счет увеличения внутреннего диаметра цилиндрической поверхности, расположенной за внутренней резьбой.
- Фаска — скос на торцевой поверхности детали, упрощающий сборку резьбового соединения.
Размеры сбегов, недорезов, проточек для наружных трубных резьб
На рисунке показаны конструктивные элементы наружной трубной резьбы.
Размеры конструктивных элементов — сбегов, недорезов, проточек, представлены в таблице.
Размеры конструктивных элементов внутренних трубных резьб
Основные элементы внутренней трубной резьбы показаны на рисунке.
Размеры конструктивных элементов внутренней резьбы представлены в таблице.
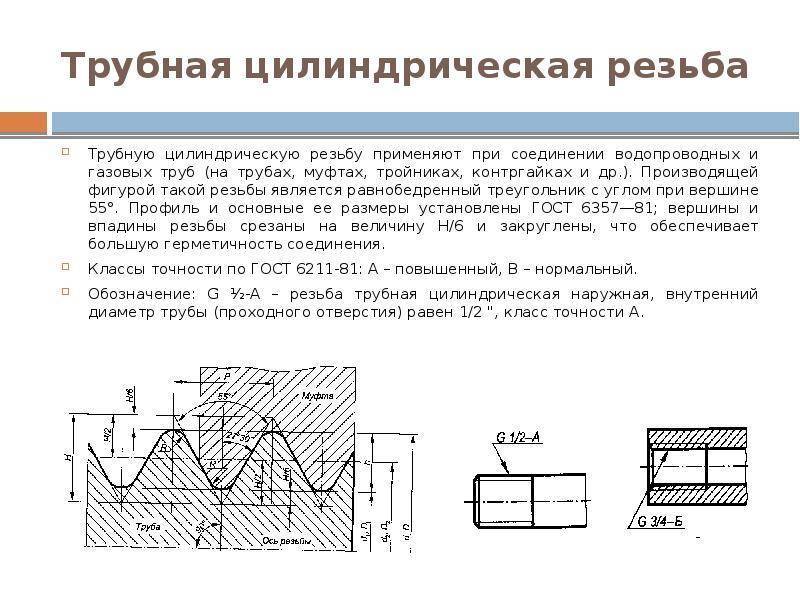
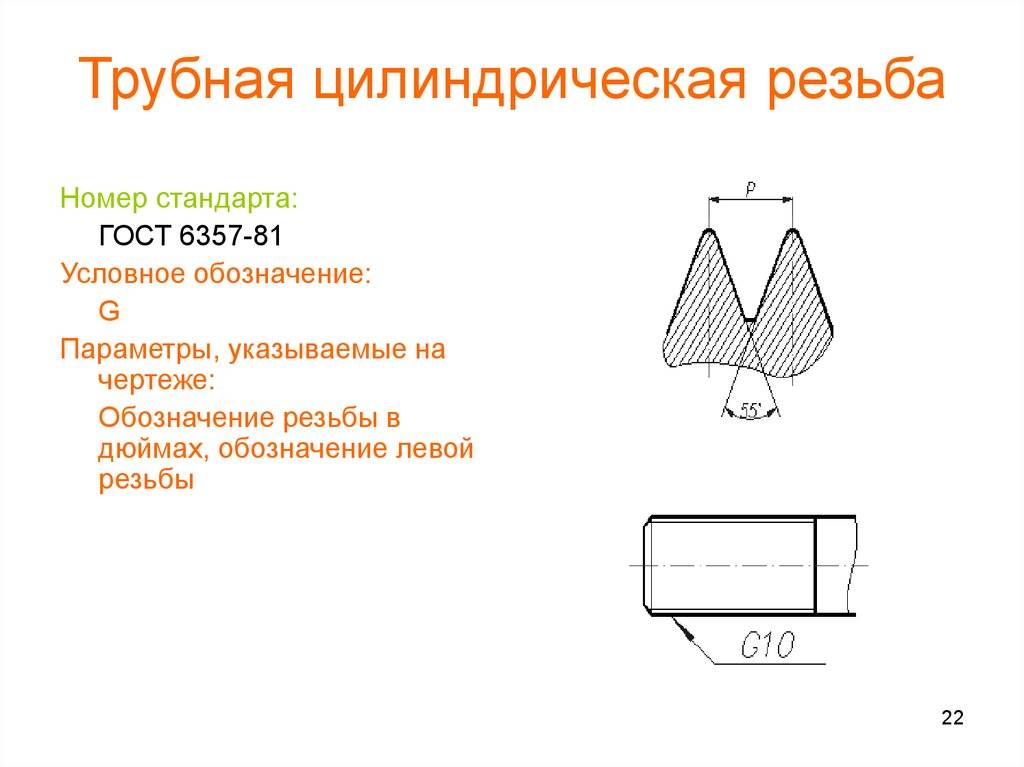
Профиль трубной резьбы
ГОСТом 6357- 81 регламентируются основные параметры профиля. Необходимые размеры в миллиметрах даны в таблице.
Таблица 1
| Шаг | Высота исходного треугольника | Количество шагов на длине 2,54 см | Высота профиля (рабочая), *10-1 | Радиус закругления впадины и вершины резьбы, *10-1 |
| 0,907 | 0,871165 | 28 | 5,80777 | 1,24557 |
| 1,337 | 1,284176 | 19 | 8,56117 | 1,83609 |
| 1,814 | 1,742331 | 14 | 11,61553 | 2,49115 |
| 2,309 | 2,217774 | 11 | 14,78515 | 3,17093 |
Значение шага трубной цилиндрической резьбы (ГОСТ 6357) определяется из соотношения 25,4 мм/число шагов. Результат округлен до тысячных долей и принят как исходный для расчета основных параметров профиля.
Обратите внимание! Допускается выполнение вершин наружной и внутренней резьбы с плоским срезом, если исключается возможность соединения с конической наружной резьбой по документу 6211. Шаг — один из определяющих параметров трубной резьбы. Шаг — один из определяющих параметров трубной резьбы
Шаг — один из определяющих параметров трубной резьбы
Основные размеры в миллиметрах, которые определяются ГОСТом на трубную резьбу, представлены в таблице 2. Условные обозначения соответственно: a – 1/16, c – 1/4, e – 1/2, f – 3/4, g – 5/8, h – 7/8, j – 1 1/4, d – 3/8, k – 1 1/8, m – 1 3/8, n – 1 3/4, l – 1 1/2, o – 2 1/2, q – 2 3/4, r – 3 1/4, s – 3 1/2, p – 2 1/4, t – 3 3/4, u – 4 1/2, v – 5 ½, b – 1/8.
Виды и классификация: дюймовая Fanuc и другие
По форме поверхности трубы, на которой выполняется резьба, она может быть:
- Цилиндрической – традиционная нарезка на прокате постоянного диаметра;
- Конической – здесь основанием выступает конусная труба, то есть та, у которой наружный диаметр к торцу постепенно уменьшается.
При этом различают внутреннюю и наружную винтовую нарезку в соответствии с ее расположением на стенках. Назначение же может быть только одно: трубная внутренняя коническая резьба, как и наружная, образует крепежно-уплотняющие соединения.
По привязанной системе измерений выпускаются трубы с резьбой двух типов:
- Метрическая (с углом профиля 60º) – наиболее распространенный вид соединений, применяемых в нашей стране при производстве нового оборудования.
- Дюймовая (α=55º), чей наружный диаметр и прочие параметры привязаны к английской системе мер, то есть выражаются в дюймах. Коническая дюймовая резьба отличается тем, что не имеет привязки к шагу нарезки. Вместо этого используется количество витков на единицу длины.
Направление витков может быть правым, реже – левым. Также следует учитывать количество их заходов.
Нормальная
Для диаметров от 1ʺ до 6ʺ чаще используют нарезку в 11 ниток на дюйм.
Мелкая
Отличается большим количеством витков на единицу длины благодаря сокращенному шагу нарезки. Делается это для сохранения толщины и прочности стенок, максимальной герметичности соединений или тонкой регулировки взаимного расположения деталей.
Для труб диаметром не больше дюйма (½ʺ и ¾ʺ) принимают 14 витков, но возможна нарезка 19 и 28 ниток при d от 1/16ʺ до 3/8ʺ.
Способы нарезки конической трубной резьбы
В отличие от стандартной цилиндрической резьбы, где диаметр одинаков на протяжении всей длины детали, коническая делается с учетом особенностей соединения. Выполняют ее на станках, допускающих движение суппорта под заданным углом, либо с помощью слесарных приспособлений: плашек и метчиков
При нарезании конических резьб важно точно соблюдать направление движения и положение инструмента. Контролируют процесс с помощью угольника. Отклонения серьезно ухудшают качество и резьбу уже нельзя использовать в ответственных соединениях
Рабочий инструмент может состоять из комплекта метчиков, плашек с указанными на них номерами
Отклонения серьезно ухудшают качество и резьбу уже нельзя использовать в ответственных соединениях. Рабочий инструмент может состоять из комплекта метчиков, плашек с указанными на них номерами.
Как нарезать резьбу самостоятельно? Прежде всего необходимо надежно зафиксировать деталь в тиски с таким расчетом, чтобы обеспечить доступ измерительного угольника. Если есть сверлильный станок, то достаточно без перекосов зажать ее. Когда используется дрель, то проконтролировать угол сложнее. Можно воспользоваться дополнительными приспособлениями, например, кондуктором или направляющей муфтой. Особую аккуратность следует проявить при чистовом проходе коническим сверлом или разверткой. Точно выполненное отверстие позволит метчику правильно сделать заход. Когда уклон наружного конуса детали соответствует указанному углу, то плашка легко самоориентируется по нему и резьба получится качественной.








Оборудование для нарезки
В практической деятельности обычному слесарю не часто приходится делать коническую резьбу, если специфика производства не связанна с изготовлением деталей с таким видом соединений. Домашний мастер сталкивается с этой операцией еще реже. Помощником в работе станет таблица определения диаметров.
| Размер в дюймах | Диаметр отверстия, мм | Глубина сверления, мм | |
| dc | do | ||
| ⅛ | 8,10 | 8,57 | 15 |
| ¼ | 10,80 | 11,45 | 20 |
| ⅜ | 14,30 | 14,95 | 24 |
| ½ | 17,90 | 18,63 | 29 |
| ¾ | 23,35 | 24,12 | 31 |
| 1 | 29,35 | 30,29 | 37 |
| 1¼ | 37,80 | 38,95 | 40 |
| 1½ | 43,70 | 44,85 | 42 |
| 2 | 55,25 | 56,66 | 44 |
Наибольший диаметр конуса обозначают do, а наименьший dc. Для облегчения захода инструмента делается фаска. В цилиндрическом отверстии сделать метчиком нарезку сложно и долго. Для снижения трудоемкости и ускорения операции используют конические сверла и развертки нужного размера. Если инструмент комплектный, то сначала берут метчик или плашку с номером 1. Это черновая резка. Затем проходят инструментом №2. Иногда в комплекте может быть 3 вида метчиков. В цветных металлах коническая резьба может делаться за один проход, если использовать смазочно-охлаждающие жидкости. Работая со сталью желательно проходить отверстие последовательно всеми метчиками.
Увидеть конус можно и по губкам для внутренних измерений. Достаточно их вставить вовнутрь и будет виден уклон на плашке относительно параллельных губок штангенциркуля. Конусные плашки шире обычных, поскольку они должны полностью перекрывать длину обрабатываемой детали. Работать ими тяжелее. Нагрузка распределяется по всей режущей поверхности, поэтому используют мощный вороток с длинными рукоятками, либо удлиняют их для создания рычага. Обозначается машинная плашка 2684-0015, ручная 2684-0015р. Все характеристики указаны в ГОСТ 6228-80. Метчик имеет аббревиатуру 2680-0016. Технические характеристики описаны в ГОСТ 6227-80.
Конические соединения используется в ответственных узлах, поэтому требования в чистоте обработки поверхности высокие. Добиться ее можно только при использовании качественных смазочно-охлаждающих жидкостей. Выбор составов широк. Но если профессиональных материалов под рукой нет, то в домашних условиях можно для работы использовать животный жир. По своим характеристикам он отлично подходит для этой цели. Многие опытные мастера часто его используют в своей практике. Он гарантирует хорошее скольжение, качественную резку металла без сколов.
Режущий инструмент изготовляется из инструментальных, быстрорежущих сталей. В ГОСТе указан рекомендуемый ресурс плашек и метчиков. Рассчитывается он для инструмента из сплава Р6М5 по заготовкам из стали 45. Плашка должна гарантированно выполнить обработку от 125 (более 1 дюйма) до 225 (менее дюйма) наружных резьб, соответствующих требованиям ГОСТ. Соответственно, если в работе используются более прочные сплавы деталей, то ресурс уменьшается. Для проверки качества обработки, геометрических размеров и соответствия профилю используются специальные шаблоны — калибры. Такие же приспособления применяются при заточке резцов для токарных станков.
Обозначение трубной резьбы на чертеже по ГОСТу
В ГОСТ 6357-81, введенном в 1983 году, приведены стандарты на трубную цилиндрическую резьбу. На первом чертеже в документе приведен образец номинального профиля резьбы, а также размеры его элементов. На листе необходимо начертить профиль (с указанием рабочей высоты). Также должны быть показаны:
- наружная резьба (труба) и ее внутренний и наружный диаметры,
- внутренняя резьба и ее наружный и внутренний диаметры.
Правила распространяются на обозначения размера, шага и диаметра. Каждая линия и деталь имеют свое значение. И расшифровка чертежа, и его чтение должны быть однозначными.
 Рисунок 3. Обозначение трубной резьбы и конической резьбы на чертеже по ГОСТу
Рисунок 3. Обозначение трубной резьбы и конической резьбы на чертеже по ГОСТу
ОСНОВНЫЕ РАЗМЕРЫ
2.1. Обозначение размера резьбы, шаги и номинальные значения основных размеров конической (наружной и внутренней) резьбы должны соответствовать указанным на черт. 2 и в табл. 2.
l
1— рабочая длина резьбы;
l
2 — длина наружной резьбы от торца до основной плоскости.
Черт. 2
Таблица 2
Размеры в мм
| Обозначение размера резьбы | Шаг Р | Диаметры резьбы в основной плоскости | Длина резьбы | |||
| d = D | d 2 =D 2 | d 1 =D 1 | l 1 | l 2 | ||
| 1/16 | 0,907 | 7,723 | 7,142 | 6,561 | 6,5 | 4,0 |
| 1/8 | 9,728 | 9,147 | 8,566 | |||
| 1/4 | 1,337 | 13,157 | 12,301 | 11,445 | 9,7 | 6,0 |
| 3/8 | 16,662 | 15,806 | 14,950 | 10,1 | 6,4 | |
| 1/2 | 1,814 | 20,955 | 19,793 | 18,631 | 13,2 | 8,2 |
| 3/4 | 26,441 | 25,279 | 24,117 | 14,5 | 9,5 | |
| 1 | 2,309 | 33,249 | 31,770 | 30,291 | 16,8 | 10,4 |
| 11/4 | 41,910 | 40,431 | 38,952 | 19,1 | 12,7 | |
| 11/2 | 47,803 | 46,324 | 44,845 | |||
| 2 | 59,614 | 58,135 | 56,656 | 23,4 | 15,9 | |
| 21/2 | 75,184 | 73,705 | 72,226 | 26,7 | 17,5 | |
| 3 | 87,884 | 86,405 | 84,926 | 29,8 | 20,6 | |
| 31/2 | 100,330 | 98,851 | 97,372 | 31,4 | 22,2 | |
| 4 | 113,030 | 111,551 | 110,072 | 35,8 | 25,4 | |
| 5 | 138,430 | 136,951 | 135,472 | 40,1 | 28,6 | |
| 6 | 163,830 | 162,351 | 160,872 |
Допускается применять более короткие длины резьб.
2.2. Числовые значения диаметров d
2 иd 1 вычисляют по следующим формулам
d
2 =D 2 =d — 0,640327P , (1)
d
1 =D 1 =d — 1,280654P . (2)
Числовые значения диаметра d
установлены эмпирически.
2.3. Разность действительных размеров l
1 —l 2 должна быть не менее разности номинальных размеровl 1 иl 2, указанных в табл. 2.
2.4. Длина внутренней конической резьбы должна быть не менее 0,8 (l
1 — D1l 2), где D1l 2 — в соответствии с табл. 3.
2.5. Обозначение размеров резьбы, шаги и номинальные значения наружного, среднего и внутреннего диаметров внутренней цилиндрической резьбы должны соответствовать указанным на черт. 3 и в табл. 2.
2.6. Конструкция деталей с внутренней резьбой (конической и цилиндрической) должна обеспечивать ввинчивание наружной конической резьбы на глубину не менее (l
1 + D1l 2).
Черт. 3
Способы нарезки конической трубной резьбы
В отличие от стандартной цилиндрической резьбы, где диаметр одинаков на протяжении всей длины детали, коническая делается с учетом особенностей соединения. Выполняют ее на станках, допускающих движение суппорта под заданным углом, либо с помощью слесарных приспособлений: плашек и метчиков
При нарезании конических резьб важно точно соблюдать направление движения и положение инструмента. Контролируют процесс с помощью угольника. Отклонения серьезно ухудшают качество и резьбу уже нельзя использовать в ответственных соединениях
Рабочий инструмент может состоять из комплекта метчиков, плашек с указанными на них номерами
Отклонения серьезно ухудшают качество и резьбу уже нельзя использовать в ответственных соединениях. Рабочий инструмент может состоять из комплекта метчиков, плашек с указанными на них номерами.







Как нарезать резьбу самостоятельно? Прежде всего необходимо надежно зафиксировать деталь в тиски с таким расчетом, чтобы обеспечить доступ измерительного угольника. Если есть сверлильный станок, то достаточно без перекосов зажать ее. Когда используется дрель, то проконтролировать угол сложнее. Можно воспользоваться дополнительными приспособлениями, например, кондуктором или направляющей муфтой. Особую аккуратность следует проявить при чистовом проходе коническим сверлом или разверткой. Точно выполненное отверстие позволит метчику правильно сделать заход. Когда уклон наружного конуса детали соответствует указанному углу, то плашка легко самоориентируется по нему и резьба получится качественной.
Оборудование для нарезки
В практической деятельности обычному слесарю не часто приходится делать коническую резьбу, если специфика производства не связанна с изготовлением деталей с таким видом соединений. Домашний мастер сталкивается с этой операцией еще реже. Помощником в работе станет таблица определения диаметров.
| Размер в дюймах | Диаметр отверстия, мм | Глубина сверления, мм | |
| dc | do | ||
| ⅛ | 8,10 | 8,57 | 15 |
| ¼ | 10,80 | 11,45 | 20 |
| ⅜ | 14,30 | 14,95 | 24 |
| ½ | 17,90 | 18,63 | 29 |
| ¾ | 23,35 | 24,12 | 31 |
| 1 | 29,35 | 30,29 | 37 |
| 1¼ | 37,80 | 38,95 | 40 |
| 1½ | 43,70 | 44,85 | 42 |
| 2 | 55,25 | 56,66 | 44 |
Наибольший диаметр конуса обозначают do, а наименьший dc. Для облегчения захода инструмента делается фаска. В цилиндрическом отверстии сделать метчиком нарезку сложно и долго. Для снижения трудоемкости и ускорения операции используют конические сверла и развертки нужного размера. Если инструмент комплектный, то сначала берут метчик или плашку с номером 1. Это черновая резка. Затем проходят инструментом №2. Иногда в комплекте может быть 3 вида метчиков. В цветных металлах коническая резьба может делаться за один проход, если использовать смазочно-охлаждающие жидкости. Работая со сталью желательно проходить отверстие последовательно всеми метчиками.
Увидеть конус можно и по губкам для внутренних измерений. Достаточно их вставить вовнутрь и будет виден уклон на плашке относительно параллельных губок штангенциркуля. Конусные плашки шире обычных, поскольку они должны полностью перекрывать длину обрабатываемой детали. Работать ими тяжелее. Нагрузка распределяется по всей режущей поверхности, поэтому используют мощный вороток с длинными рукоятками, либо удлиняют их для создания рычага. Обозначается машинная плашка 2684-0015, ручная 2684-0015р. Все характеристики указаны в ГОСТ 6228-80. Метчик имеет аббревиатуру 2680-0016. Технические характеристики описаны в ГОСТ 6227-80.
Конические соединения используется в ответственных узлах, поэтому требования в чистоте обработки поверхности высокие. Добиться ее можно только при использовании качественных смазочно-охлаждающих жидкостей. Выбор составов широк. Но если профессиональных материалов под рукой нет, то в домашних условиях можно для работы использовать животный жир. По своим характеристикам он отлично подходит для этой цели. Многие опытные мастера часто его используют в своей практике. Он гарантирует хорошее скольжение, качественную резку металла без сколов.
Режущий инструмент изготовляется из инструментальных, быстрорежущих сталей. В ГОСТе указан рекомендуемый ресурс плашек и метчиков. Рассчитывается он для инструмента из сплава Р6М5 по заготовкам из стали 45. Плашка должна гарантированно выполнить обработку от 125 (более 1 дюйма) до 225 (менее дюйма) наружных резьб, соответствующих требованиям ГОСТ. Соответственно, если в работе используются более прочные сплавы деталей, то ресурс уменьшается. Для проверки качества обработки, геометрических размеров и соответствия профилю используются специальные шаблоны — калибры. Такие же приспособления применяются при заточке резцов для токарных станков.
Коническая резьба NPT
Коническая трубная резьба Основные параметры конической резьбы NPT и ее применениеДанную резьбу считают американским стандартом на конусную трубную резьбу, с которой отечественные потребители сталкиваются при приобретении арматурных сантехнических изделий и труб производства США. Существуют две конфигурации конической резьбы класса NPT, это наружная и внутренняя. Трубный штуцер с данной резьбой производится в форме суженного конуса, благодаря чему происходит обеспечение повышенной прочности при соединении трубопроводных элементов. Конусный угол наклона имеет конусность 1:16, профильный угол, с вершиной в 60 градусов и теоретической высотой — Н=0,866025Р. Имеется соответствие резьбы NPT ГОСТу 6111-52 — Резьба коническая дюймовая с углом профиля 60 градусов.
Телефон для связи : WhatsApp.
Коническая резьба бывает двух типов размерности в виде дюймовой и метрической, исходя из которой есть отличия в обозначениях соединений на чертежах или схемах.
Аббревиатуру NPT-E используют, когда одна из трубных сторон с нарезанным конусом является метрической. Дополнительную аббревиатуру не используют, если соединяемые стороны дюймовые.
Резьба NPT бывает стандартных размеров — 1/16 — 24 и соответствует пропускному диаметру трубы.
Основное применение данная резьба нашла в отраслях машино и станкостроения, в газовой и нефтяной промышленности, в системах гидравлики и пр. Резьба пригодна для соединений, требующих наличия повышенной герметичности, работающих при сильном давлении циркулирующей среды по трубопроводам.
При помощи дюймовой конической резьбы соединяют элементы, входящие в трубопроводы, в том числе масляные и топливные. Метрическую коническую резьбу используют в системах трубопроводов, которые предназначаются для транспортировки различных жидкостей.
На какие детали нарезается коническая резьба NPT и где применяется?
данная резьба наносится на одну з сторон различных адаптеров и переходников, способствуя беспроблемному использованию труб со штуцером по американским стандартам. Для формирования резьбы используются резьборезные специальные станки.
К основному рабочему инструменту данного оборудования относится метчик, закрепленный на шпинделе, который вращается. Труба, подлежащая обработке, фиксируется в неподвижном состоянии на станочном столе.
Наружная резьба нарезается при помощи плашки.
Коническую резьбу нарезают на штуцера всех труб, предназначенных для создания различных инженерных коммуникаций. На одну сторону изделия нарезается внешний конус, а на другую внутренний.
Конические накатки по американскому стандарту, наносятся на детали, предназначенные для работ под высоким давлением.
К ним относятся детали для постройки маслопроводов, топливопроводов, предназначенных для летательных устройств и автомобилей.
Резьбу NPT достаточно часто наносят на трубные изделия с сужающимся к концу изделия профилем. Детали с конической резьбой применяются там, где требуется создание высокой герметичности.
Метрическая коническая резьба применяется, когда изготавливают тонкостенные резьбовые детали, служащие для регулировки и подверженные динамическим нагрузкам.
Дюймовую резьбу применяют, когда нужно заменить резьбовые детали на импортных и старых машинах, а метрическую для конических плотных соединений. Коническая резьба способствует герметичности в соединении резьбовых деталей.
+7
Запросить звонок





