

Характеристика
Фрезерование – один из основных видов механической обработки материалов. Рабочий инструмент – фреза, которая состоит из 3-х частей.
Ступица. С её помощью инструмент закрепляется на станке и приводится в движение. Она может быть плоской или выступать на 0,2-0,6 мм над основным телом.




Дисковые фрезы выделяются своей конфигурацией – у них диаметр значительно превышает толщину (если это не так, то фреза цилиндрическая). Они представляют собой многолезвийный инструмент, обладающий весомыми преимуществами.
- Высокая скорость обработки. За один проход можно снять большой слой припуска.
- Точность и чистота поверхности изделия. Грамотно рассчитав режимы резания и выбрав соответствующий инструмент, можно получить 6-7 квалитет размеров.
- Универсальность. Дисковые фрезы подходят и для грубых, и для тонких работ в различных технологических операциях.
- В отличие от шлифовального круга, фрезу не нужно балансировать.
- Производительность. На шпинделе станка можно закрепить сразу несколько фрез для выполнения множества пазов за один проход или для обработки нескольких заготовок.


Необязательно делать всю фрезу из одного материала. Напротив, у каждой её части разное назначение, и материал должен отличаться.
- Самые твёрдые элементы – зубья, они воспринимают всю нагрузку. Изготавливаются из инструментальной (для дерева), быстрорежущей стали, твёрдых сплавов, металло- и минералокерамики.
- Основное тело должно гасить вибрации, возникающие при работе. Поэтому оно делается из вязкого металла, а для дополнительной прочности подвергается поверхностной закалке или ТВЧ (закалке токами высокой частоты).
- Ступица отвечает за правильную установку инструмента на станке, поэтому она должна быть твёрдой и износостойкой.
Для установки в различных приспособлениях ступица может быть разной.
С посадочным отверстием. Устанавливается на специальную оправку, которая затем закрепляется на станке. Фиксируется гайкой с шайбой. В посадочном отверстии прорезается канавка для шпонки или шлицевые пазы.





Такое обилие конструкций дисковых фрез обусловлено их разным назначением.
Угловые — конструкция и применение
Для подготовки канавок с угловым профилем применяются угловые фрезы по металлу. С их помощью производится прорезка стружечных углублений, а также выполняется развертка и зенковка. Для изготовления насадок используется быстрорежущая сталь. Отличительная особенность угловой фрезы в том, что рабочая часть имеет коническую форму. Угловые насадки сочетают в себе конструкцию дисковых и концевых фрез. Типичный представитель угловой фрезы — насадка ласточкин хвост.
Рабочая часть состоит из зубьев, расположенных по окружности насадки. Торцевая часть оснастки имеет увеличенную форму зубьев, которые уменьшаются в сторону к хвостовой части. Угловые фрезы бывают цельными и разборными, и отличаются они еще по диаметрам.
Различаются они также по такому признаку, как расположение режущей кромки. На основании этого признака выделяют одноугловые и двухугловые фрезы. Отличаются они тем, что двухугловые модели имеют режущую кромку, расположенную на смежных конических поверхностях, в то время как на одноугловой они находятся на одной поверхности. Отличаются насадки по углу скоса зубьев. Угол скоса может быть разным 30, 45, 50, 55, 60 и более градусов. Все зависит от поставленных технологических задач.
Это интересно! Фреза, которая известна под названием «ласточкин хвост», относится не к дисковым и угловым режущим оснасткам.
https://youtube.com/watch?v=HO-XXKEhfGI%3F
Что такое фреза?
Работает аппарат за счёт движения фреза, которые воздействуют на обрабатываемый материал, а он, в свою очередь, движется в сторону фреза благодаря специальной установке на столе
Важно правильно установить инструмент и зафиксировать его в целях сохранения условий эксплуатации, правил безопасности (мощность до 2000Вт)
Сферы применения: столярная работа с разными материалами. Дерево, акрил, евровагонка, органическое стекле, поликарбонат, паркет и др. Станки бывают сборной модели или цельные, легко транспортируемые. Различаются станки по виду обработки и решающая деталь в них — это фрезы, которые есть разной формы и видов.
Стоит отметить, что продаются фрезы в наборах и по отдельности. Выбор между ними зависит от целей работы и профессиональных навыков мастера. В наборах могут попасться детали, которые могут вообще не пригодиться в работе никогда, с другой стороны, такие наборы выгоднее выгоднее стоимости.
А ещё наборы рекомендуется к приобретению для новичков в данной работе, чтобы иметь для практики и обучения разные варианты в доступности.
Отрезные — виды и назначение
Отрезные фрезы являются подвидом дисковых насадок. Их главное назначение заключается в названии — резка или разделение целой заготовки пополам или на части. Острые кромки на отрезной фрезе по металлу расположены по периферии, то есть по краям диска. В зависимости от размера режущих зубьев, рассматриваемый вид оснастки классифицируют на три вида:
- С большими зубьями
- Со средними зубцами
- С малым зубом

Насадка с большим зубом применяется для резки металлов, относящихся к категории легких и мягких. Большой зуб при контакте с мягким металлом не отламывается, а осуществляет его резку. Для фрезерного распила чугуна и прочих видов прочных сталей используются устройства с малым и средним зубом. Чем выше прочность обрабатываемой заготовки, тем меньший размер зуба должна иметь борфреза. Для производства отрезных устройств используются стали следующих марок — Р6М5, Р12, Р18.
Это интересно! Для чего нужны отрезные борфрезы, когда для резки металла имеются абразивные диски? Диск служит исключительно для обрезания металлических заготовок, а отрезной фрезой можно не только выполнять работы с высокой точностью, но еще и проделывать разного размера углубления в деталях.
https://youtube.com/watch?v=HLFUYDwB5II%3F
Фрезы
Важный момент.
Вид покрытия фрезы несложно определить по цвету. Золотистый оттенок рабочей части придает нитрид титана, серо-голубой – цианид титана, фиолетовый – вакуумное напыление TiAlN. Способ плазменного упрочнения подразумевает нанесение бесцветного защитного слоя.
Металлообрабатывающий инструмент производится из прочных сплавов для режущего инструмента. Для изготовления фрез применяется пруток, диаметром которого определяются габариты изделия. После предварительной обработки на токарном и фрезерном оборудовании заготовки подвергаются термическому воздействию в солевой атмосфере при температурном режиме 650-1200 ˚С. На следующем этапе осуществляется шлифование фрез на специальном станке. Для снижения износа после чистовой обработки режущая часть покрывается стойким напылением.
Из каких металлов делают фрезы
Рабочая поверхность фрез по металлу типов производится из быстрорежущей стали, кардной проволоки, твердых сплавов, керамики разных видов или алмаза. Рабочих лезвий может быть несколько или одно. Изготовителями выпускаются цельные, сварные, напайные и сборные инструменты, а также фрезерные головки – стальные изделия со сменными пластинами для механического крепления на корпусе. Для соединения деталей применяется крепеж. Современные типы фрез по металлу рассчитаны на эффективную обработку всех существующих сплавов.
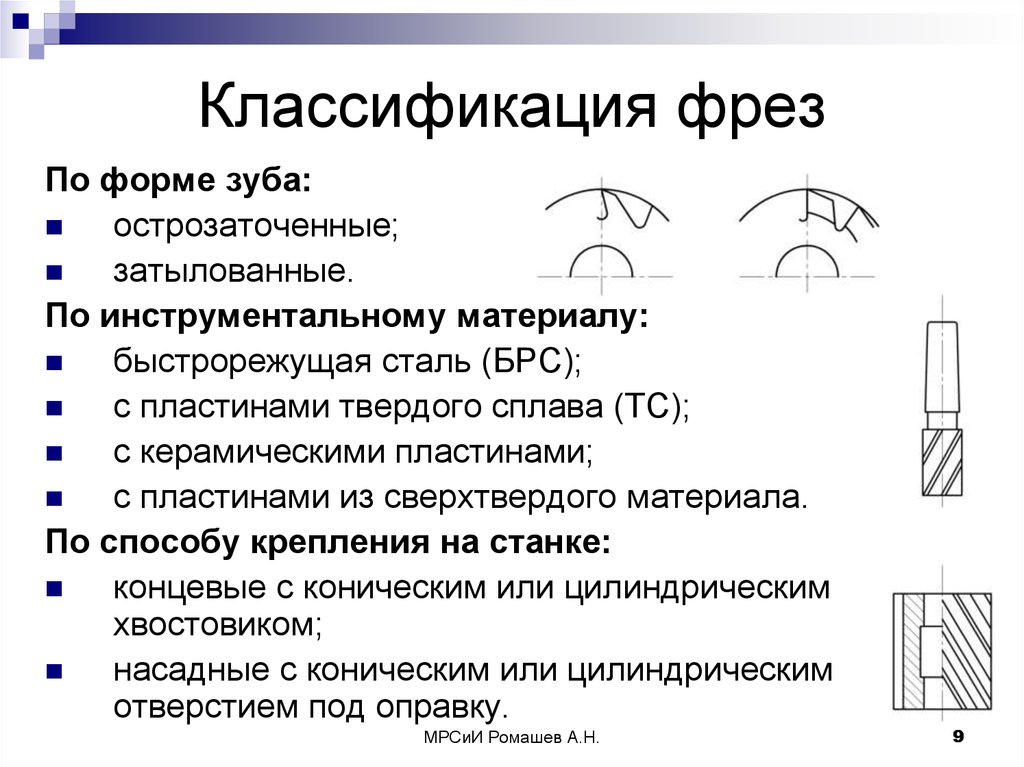
Классификация фрез
Фрезерное оборудование различается способами подачи инструмента. Станки с винтовым, вращательным и прямолинейным принципом действия используются на производстве для изготовления из металла сложных элементов, требующих выборки материала в труднодоступных местах. Чтобы сделать правильный выбор инструмента для осуществления определенных операций, необходимо разобраться в классификации фрез. Применяемые в современной металлообработке изделия различаются по ряду значимых характеристик:
- Конструктивные особенности фрезы;
- Материал рабочей поверхности;
- Назначение инструмента;
- Расположение зубьев;
- Метод крепления лезвий.
Несмотря на многообразие вариантов несложно выделить основные типы, распространенные в производстве и в быту. Некоторые фрезы предназначены для использования на промышленном оборудовании, но выпускаются и инструменты для работы с металлами в домашних мастерских. Бытовые изделия обычно совместимы с ручным фрезером или дрелью. При выборе инструмента для самостоятельного применения стоит ориентироваться на мнения специалистов, чтобы избежать нарушений техники безопасности и снижения качества работы.
Концевые фрезы
Пальчиковые изделия используются производственными предприятиями при работе на фрезерных станках для формирования пазов, контурных выемок и выступов. Концевыми фрезами обрабатываются перпендикулярно расположенные по отношению друг к другу поверхности. Инструмент закрепляется в шпиндельном устройстве коническим или цилиндрическим хвостом. Пальчиковые фрезы перемещаются в разных направлениях, но некоторые типы не предназначены для осевого движения. Изделия классифицируются по нескольким признакам.








Фрезы с плоским торцом
При раскрое и черновом фрезеровании металлических изделий применяется специальный инструмент. Фрезы с плоским торцом производятся с концами П-образной конфигурации и числом зубьев 1-6. Диаметр хвостовика и режущей части – от 0,2 мм. Допускается закругление углов с радиусной величиной, не превышающей 0,5 мм. Стружка может отводиться направо, налево, прямо и в гибридном направлении. Функциональность фрезы с плоским торцом определяется числом лезвий. Однозубцовые изделия пригодны только для черновых работ.
Фрезы со сферическим торцом
Инструменты для фрезерования элементов нестандартной конфигурации применяются преимущественно на деревообрабатывающих предприятиях, но востребованы и при работе с металлом. Цельные фрезы со сферическим торцом и сборные изделия со сменными пластинами используются при серийном выпуске штамповочных приспособлений, пресс-формовочной продукции, турбинных лопастей и других объемных деталей из стали и сплавов. При художественной обработке металла тоже применяются фрезерные инструменты такого типа.
Методы повышения износостойкости
Высокие эксплуатационные характеристики гарантирует качественная термическая обработка оборудования. Фрезу могут подвергать различным вариантам закалки, которые увеличивают их износостойкость. Выполняется закалка следующими методиками:
- Светлая. Это разновидность термической ступенчатой обработки. Чтобы её осуществить, необходимо охладить сталь специальными соединениями. В основном для этих целей применяется смесь расплавленной щёлочи и воды.
- Прерывистая. Такая технология популярна, так как она исключает риск появления в готовых изделиях трещин.
- Непрерывная. Применяется этот вид закалки редко, так как выполняется он с ускоренным охлаждением. А такие манипуляции часто вызывают появление трещин на приспособлении.
- Ступенчатая. Этот вид закалки включает в себя охлаждение заготовок в горячей атмосфере (до 600 градусов), а после — на открытом воздухе.
- Очень редко могут применять изотермические неполные или полные закалки, а также индукционный нагрев.
При термообработке нагрев производят:
- В соляных специальных ваннах.
- В газовых и электрических агрегатах в защитной среде.
- Высокочастотными токами.
Фрезы необходимы для обработки металлических изделий и прорезывания в них канавок и прочих отверстий, именно поэтому правильно подойдите к её выбору. Учтите все нюансы последующего процесса обработки и тип металла, с которым вы собираетесь работать.
3D-фрезеровка
Современные 3-6 осевые 3D станки с ЧПУ вывели такой способ обработки разных материалов на принципиально новый уровень. Сегодня нет деталей, которые не могут сделать такие станки. С их помощью делают даже скульптуры.
Самые важные моменты – правильный подбор фрез для разного материала и соответствующее ПО. На рынке есть как бесплатное ПО, в том числе с открытым кодом для возможной доработки, так и платные пакеты, созданные специально для изготовления конкретных деталей и задач.
Основные стандарты ПО: CAM System и система CAD
Возможности такого станка в деревообработке можно увидеть в следующем видео:
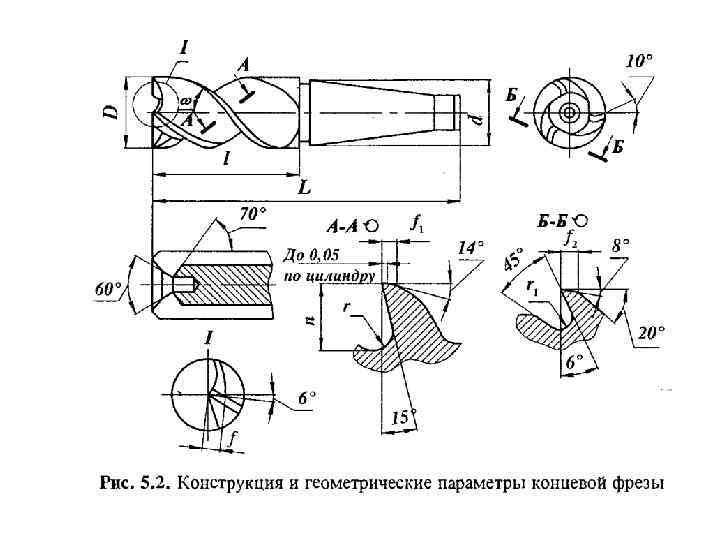
Конструкция концевых фрез
В общем виде концевая фреза представляет собой монолитный металлический цилиндр, состоящий из двух частей: поводка (хвостовика) для установки в оборудование и фрезерной части с расположенными по спирали режущими элементами (зубьями). Ее основные геометрические параметры — это общая длина, диаметр режущей части, а также диаметр, тип и длина хвостовика.
Хвостовики
В соответствии ГОСТ 53937-2010 концевые фрезеры в зависимости от их назначения и области применения могут выпускаться со следующими видами хвостовиков различных типоразмеров:
- гладкий цилиндрический;
- цилиндрический с резьбой;
- цилиндрические с несколькими видами лысок;
- с конусами Морзе, дополненными резьбой и лысками;
- с конусами 7:24 для ручной и автоматической смены инструмента;
- с полым конусом HSK для ручной и автоматической смены инструмента.

Для закрепления концевого фрезера в шпиндели и патроны с другими посадочными отверстиями применяют переходные втулки. На практике в обозначениях хвостовиков часто применяют сокращения, например, «фреза концевая к/х» означает «с конусным хвостовиком», а «КМ2» — это инструмент с конусом Морзе N2.
Скачать ГОСТ 53937-2010
Режущая часть
Конструкция режущей части бывает двух типов: цельнометаллическая и со вставными режущими элементами. Режущие плоскости и разделяющие их канавки для отвода стружки огибают цилиндрическую поверхность по спирали в правом направлении (выпускается инструмент и с левым вращением). На их верхней части находится либо острая режущая кромка, либо ближе к ее концу закреплены вставные режущие пластины. Цельнометаллические фрезеры, как правило, изготавливают из быстрорежущей стали. Твердосплавные зубья с покрытием крепятся к корпусу концевого фрезера следующими способами:
- напайкой;
- эксцентриками;
- винтами;
- специальными болтами с клиновидной головкой.
Количество режущих плоскостей определяет сколько резов металла за один оборот (заход) совершает фрезерный инструмент. Самыми распространенными являются одно-, двух- и трехзаходные концевые фрезеры (их также называют «фрезы концевые одно- (двух-, трех- и т.д.) перьевые»). Концевые фрезеры с большим числом заходов применяется для чистовой обработки, а также для фрезеровки твердых и хрупких материалов.
Как уже говорилось ранее, малые торцевые фрезеры относятся к группе концевых. У этого вида фрезерного инструмента боковая режущая поверхность дополнена вспомогательными режущими кромками, расположенными на торце фрезы.
Также дополнительные режущие поверхности имеют пазовые, копирные и шпоночные фрезеры.

Классификация
Различают большое количество видов режущего инструмента. Классификация фрез зависит от различных свойств.
Основные виды:
1. Угловые. Эта разновидность режущего инструмента чаще всего применяется во фрезеровании канавок. Они бывают:
- несимметричные двухугловые (прямые и винтовые канавки);
- симметричные двухугловые (канавки у фасонной фрезы);
- одноугловые (прямые канавки).
2. С плоским торцом. Данную разновидность в классификации фрез использую при раскрое, черновой обработке и выборке. На конце инструмент имеет форму буквы “П”, а хвостовик в диаметре составляет не менее 0,2 миллиметра. Витки, предназначенные отводить стружку, могут иметь разное направление:
- гибридное;
- левое;
- прямое;
- правое.
Область использования варьируется в зависимости числа зубьев.
- 1 зуб – раскрой, черная обработка;
- 2 зуба – получистая обработка и раскрой;
- 3 и более – выборка, чистовая обработка стали разных видов, мягких металлов.
Вам будет интересно:Поточное производство – это… Понятие, определение, методы организации и технологический процесс
3. Со сферическим торцом. Такие инструменты применяются в металлообработке при изготовлении деталей сложной формы: пресс-форм, лопаток турбин, штампов. Производят в основном цельными, хотя бывают и фрезы со сменными пластинами. При обработке дерева применяют для создания 3D-изделия. Хотя в этой сфере преобладает использования конических фрез со сферическим торцом.
4. Концевые. Применяется для промышленных фрезерных станков. В отличие от сверла, изделие может работать во всех направлениях, а не только в осевом. Концевые фрезы крепятся в шпинделе станка при помощи хвоста в форме конуса или цилиндра. Выделяют несколько видов концевых фрез в зависимости от составляющих:
- коронки и винтовые пластинки из твердых сплавов;
- шпоночные с твердым сплавом;
- шпоночные с хвостовиком в форме цилиндра или конуса;
- для сегментных шпонок.
5. Дисковые. В классификации фрез дисковые инструменты применяются при резке, разрезах и других действиях, которые связаны с грубой обработкой металлов или неметаллов. Делятся на 3 группы:
- Шлицевые (шпоночные) – имеют зубья лишь на цилиндрической поверхности.
- Трехсторонние – зубья на обоих торцах.
- Двухсторонние – зубья на торце.
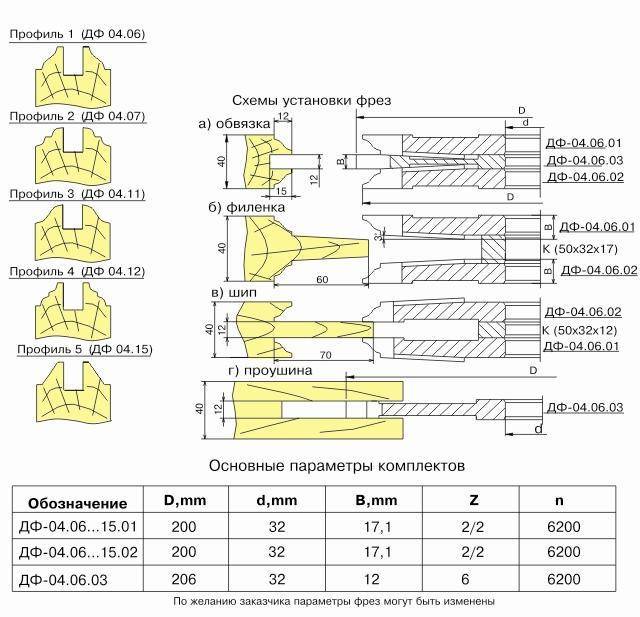
Если на дисковых фрезах есть сменные пластины из твердых сплавов, то их можно регулировать исходя из положения картриджа. От этого изменяется ширина пазов. Чаще всего ими профилируют деревянные детали на мебельные фасады, деревянные евроокна, европлинтус, дверной штапик, филенку, дверную коробку и пр.
Силикон-карбидные шлифовщики и полировщики

Силикон-карбидные полировщики иногда также называют просто полирами, шлифовщиками и даже «фрезой-фотошопом». Вот эти фрезы можно по праву назвать безопасными. Даже если упереть вращающийся острый носик фрезы в ноготь, то спилится носик, а не ноготь. Эти насадки сделаны из плотного силикона с включениями карбидной крошки и предназначены для финальной шлифовки и полировки.
Абразивность СК-полировщиков
Абразивность, как и у корундовых насадок, не всегда связана с цветом. Обычно выделяют грубый, средний и тонкий абразив, ориентироваться следует опять же на описание в магазине. Наиболее функциональны грубый и средний.
- Полиры с зауженным носиком грубой абразивности можно использовать для зачистки птеригия, выглаживания эпонихия, дошлифовки сухой кожи от мелких чешуек.
- Заполировать кожу до эффекта фотошопа удастся средним полировщиком.
- Более крупные полиры, с закругленным носиком, средней и грубой абразивности, больше пригодятся в педикюре для работы с пергаментной кожей — они не истончат тонкий роговой слой, но снимут шелушения и продлят эффект идеально гладких пяток.
Работа этими насадками выполняется на небольших скоростях, около 5-7 тысяч об/мин. Их нужно и дезинфицировать в растворе, и стерилизовать в сухожаре или автоклаве.
Подготовительный этап
Чтобы научиться этому искусству, следует знать, как работает ручной фрез. Для установки в патрон фрезы аппарат следует уложить набок, причем некоторые виды устройство дают возможность отсоединять двигатель с патроном от платформы, и при этом не изменять настройки. Другие такой возможности не дают, и поэтому чаще всего требуется опускать основание максимально вниз.
Патрон следует открутить при помощи стандартного гаечного ключа, который входит в поставочный комплект. Патрон должен быть зафиксирован в неподвижном состоянии при помощи особой кнопки, которая расположена над точкой выхода вала из корпуса. Она есть далеко не на каждом виде фрезера, и иногда требуется фиксировать вал при помощи гаечного ключа, в патрон откручивать при помощи другого.









Накидную гайку вовсе необязательно требуется снимать полностью, но иногда требуется это делать, если фрезу сильно зажмет в цанге. Аккуратно следует простукивать по боковым поверхностям и прокручивать вал, ослабить цангу и вынуть заклинившую фрезу. Навинтите гайку, новую фрезу вставьте в цангу примерно на пару см.
Обратите внимание, что завинчивать накидные гайки без установленной фрезы запрещено, потому что от этого ломается цанга. Установка глубины работ производится следующим образом:
Установка глубины работ производится следующим образом:
Установка глубины работ производится следующим образом:
Фрезе с опущенным основанием должен быть установлен на плоскую площадку.
- Опустите фрезу до упора, а после зафиксируйте.
- Ползунок указателя глубины следует установить на нулевой отметке.
- Ограничитель глубины следует поднять на требуемую величину и застопорить винтом.
- Разблокируйте фрезу и опустите до упора ограничителя глубины в регулировочный винт, а после заново все зафиксируйте.
Выбранную глубину стоит обязательно проверить на пробной заготовке, чтобы можно было внести коррективы при необходимости. Не нужно делать сразу очень большую глубину, потому что это поспособствует перегреванию фреза и создаст чрезмерную нагрузку на электрический двигатель. Рекомендуемая глубина за один проход равна от 0.4 до 0.6 см.
https://youtube.com/watch?v=R9CRFPIp5pM
Фреза концевая – применение, виды, особенности, ГОСТ
Фрезы концевые – это металлорежущий инструмент цилиндрической формы с острыми режущими гранями, расположенными с торца и на цилиндрической поверхности. Основную работу выполняют цилиндрические режущие кромки, торцовые зубья в основном используются для зачистки обработанной поверхности.
Сфера применения
Концевые фрезы применяются для обработки плоскостей, пазов и уступов, могут быть установлены на фрезерный станок или в ручной электроинструмент. Данный инструмент широко применяется для создания контурных уступов и выемок, обработки поверхностей расположенных под прямым углом по отношению друг к другу.
Фреза может быть использована для получистовой и чистовой обработки, что зависит от размера зубьев. Инструмент с крупными режущими кромками применяется для получистовой обработки, с нормальным – для чистовой. Диаметр фрез составляет от 2 до 28 мм, длина от 7 до 45 мм.
Виды фрез
В зависимости от направления зуба концевые фрезы подразделяются на право- и леворежущие. Инструмент выпускается с цилиндрическим и коническим хвостовиком, последние предназначены для машинных работ.

Всё фрезы выпускаются с неравномерным шагом зубьев, величина которого от числа режущих кромок. Такой шаг называется окружным и его размер четко определяется требованиями государственного стандарта. Фреза может иметь от трех до шести зубьев. Так, при трех зубьях шаг составляет 110, 123 и 127 град., при шести его величина равняется 57, 63, 57, 63, 57, 63 град.
В зависимости от назначения фрезы концевые бывают следующих типов:
- Для нарезания сегментных шпоночных пазов.
- Шпоночные с твердосплавной режущей частью.
- Сферические для обработки выемок соответствующей формы.
- Радиусные. Применяются для выборки пазов различной конфигурации.
- Для обработки Т-образных пазов, т. н. грибковые фрезы.
По конструкции фрезы могут быть цельными или иметь припаянные твердосплавные платины или специальные коронки. Последние используются для обработки твердых материалов, например чугуна. По расположению зуба они могут быть прямо- и косозубыми, а также иметь винтовую форму режущих кромок.

Особенности эксплуатации
Точность нарезания паза концевой фрезой по ширине во многом зависит от износа инструмента. Также влияние оказывает жесткость станка и размер биения после крепления в патроне. При потере номинального размера при износе или переточке по цилиндрической поверхности искажается размер по диаметру и невозможна точная нарезка паза по ширине.
Решением проблемы является обработка в два прохода – черновой и чистовой. Основной съём металла производится при черной обработке, при чистовой производится калибровка паза по ширине. Также используются патроны с регулируемым биением (эксцентриситетом) что позволяет получать точную ширину паза при потере размера фрезы.
ГОСТы
Концевые фрезы с цилиндрическим хвостовиком регулирует ГОСТ 17025, с коническим – ГОСТ 17026. На инструмент с твердосплавными пластинами действует ГОСТ 18372. Также действуют и другие стандарты, регулирующие все виды данного инструмента.
Сфера применения
Торцевая фреза – главный инструмент (после привода) в станках вертикального фрезерования, где выполняют преимущественно чистовую обработку плоскостей, пазов и шипов, фасонных плоскостей усложнённого рельефа. Главной областью использования выступают технологические операции на машиностроительных заводах. Так, на этих заводах выполняют растачивание валов и осей, шестерней и т. д.

Обрабатываемые поверхности в данном случае расположены под углом 90 градусов – разрезающие кромки располагаются на торце и на поверхности цилиндра инструмента. Чтобы повысить качество и скорость обточки, мастер оптимальным образом подбирает кожух, обороты двигателя, выставляет нужные для работы сменные комплектующие подходящего назначения, использует смазку и жидкости-теплоносители, снимающие избыток выделяющегося тепла. Резаки по дереву не содержат никаких усиливающих, кромок вроде победитовых наконечников.

Для работ по дереву применяется простая быстрорежущая сталь распространённых марок. Дело в том, что дерево даже таких твёрдых пород, как самшит, легко просверливается и выбирается простыми свёрлами и фрезами.

Специализированные виды
Помимо цилиндрических концевых фрезеров выпускается большая ассортимент фрезерного инструмента, которая относится к данной же группе, однако имеет прочие формы и состав режущих поверхностей. Сюда же относят торцевые фрезеры маленького размера, которые в большинстве случаев являются насадными, однако при малых диаметрах делаются цельнометаллическими и классифицируются как концевые.
Самые популярные такие варианты:
- Шпоночные. Имеют две режущие поверхности на срезе, что дает возможность исполнять резание как в продольном, так и в перпендикулярном направлении. Применяются для фрезеровки шпоночных канавок на валах и продольных выемок на плоских заготовках.
- Угловые. Их специфическая особенность — наклонные кромки для резки на срезе. Предназначаются для снимания прямоугольных кромок (фасок), обработки наклонных плоскостей и угловых пазов.
- Четвертькруглые вогнутые. Их режущие зубья имеют форму обратной дуги. Используются для фрезеровки закругленных кромок.
- Для пазов Т-образных и типа «ласточкин хвост». Режущая часть имеет форму диска и диаметр больший, чем у хвостовика. Применяются для фрезеровки длинных пазов подобающей формы.
- Копирные с цилиндрической или конусообразной поверхностью для работы и закругленным торцом. Используются во время изготовления штампового инструмента, прессформ и разных моделей.
По мимо этого существует очень много видов фасонных концевых фрезеров, которые могут в один проход создать многоступенчатые с прямыми углами и округловатые профиля. Такой фрезерный инструмент используется в основном в столярных производствах и во время обработки пластиков.
Приложение ДА (справочное). Перечень технических отклонений с разъяснением причин их внесения
Приложение ДА(справочное)
Перечень технических отклонений приведен в таблицах ДА.1, ДА.2
Таблица ДА.1
Структурный элемент (раздел) | Модификация |
РазделНормативные ссылки | Ссылка на ISO 3338-1 “Хвостовики цилиндрические для фрез. Часть 1. Размеры цилиндрических хвостовиков” заменена ссылкой на ГОСТ 25334-94 (ИСО 3338-1-77) “Хвостовики цилиндрические для фрез. Основные размеры” Ссылка на ISO 3338-2 “Хвостовики цилиндрические для фрез. Часть 2. Размеры цилиндрических хвостовиков с лыской” заменена ссылкой на ГОСТ 25334-94 (ИСО 3338-2-85) “Хвостовики цилиндрические для фрез. Основные размеры” |
Степень соответствия – MOD.Внесенные технические отклонения обеспечивают выполнение требований настоящего стандарта. |










Таблица ДА.2
Структурный элемент (раздел) | Модификация |
Раздел 3 | Дополнить подразделом:”Характеристики” |
Раздел 4 | Дополнить разделами:”Правила приемки”,”Методы контроля и испытаний”,”Транспортирование и хранение”,Приложением А (рекомендуемым) “Неравномерная разбивка шага зубьев фрез” |
Пояснение – Дополнительные требования введены для возможности изготовления фрез на предприятиях. |
Классификация концевых фрез
Специализированной расширенной спецификации для концевых фрезеров нет, по этому они классифицируются по общим для фрезерного инструмента спискам с добавкой отличительных для них признаков. Ниже приведены главные разделы спецификации, используемой для разных видов концевых фрез по металлу:
По производственному назначению
В этом разделе выжным признаком считается вид и форма поверхности которая обрабатывается. На основании этого выделяют такие варианты данного инструмента:
- общего использования;
- с торцевой режущей частью;
- для шпоночных пазов (в т.ч. для пазов сегментных шпонок);
- для фигурных пазов;
- для фигурных плоских профилей;
- копирные.

По конструктивному признаку
ГОСТ заставляет изготовителей отпускать концевые фрезы 2-ух типов длин: нормальной и длинной и определяет соотношение размеров хвостовика и части которая режет. Но кроме этого на рынке можно найти фрезы концевые как продолговатые, так и очень короткого размера (этническое наименование — «пальчиковые»). Помимо типов и соотношений длин ГОСТом определяются виды хвостовиков (разные типы конусообразных и цилиндрических), а еще размерные ряды диаметров. Очень часто в товарном производстве применяется фреза концевая с конусообразным хвостовиком.
https://youtube.com/watch?v=cC80qYBD7oM
Государственные нормы формируют лишь общие требования к фрезерному инструменту. Вместе тем изготовители мирового маштаба рекомендуют разные новаторские конструкции. Их примером послужат концевые модульные фрезы, в которых режущая часть фиксируется к хвостовику при помощи точного винтового соединения. Иная занимательная разработка — концевая шестизубая обгонная фреза с нижними и верхними подшипниками для чистовой обработки пазов по шаблону.
По форме режущих поверхностей
Для формирования нестандартных профилей поверхностей обрабатываемых изделий к этому всему к инструменту общего назначения была сделана большая группа фасонных концевых фрез. Среди них ключевыми являются радиусные и фигурные пазовые фрезерные инструменты, а еще фрезеры для 2D и 3D обработки. Главные виды концевых фрезеров, классифицированные по форме режущих поверхностей — это:
- цилиндрическая;
- торцевая;
- шпоночная;
- фреза концевая радиусная;
- фреза радиусная вогнутая;
- Т-образная фреза;
- фреза для паза «ласточкин хвост»;
- угловая концевая фреза;
- концевые конусообразные и цилиндрические фрезы с прямым и закругленным концом.
По количеству режущих кромок и направлению вращения
Процесс заглубления в металл кромки резки и снятия ею одного слоя припуска именуется «заходом». Чем больше режущих поверхностей у фрезера, тем больше заходов он совершает за один оборот. Концевой фрезерный инструмент с одной режущей поверхностью считается однозаходным. Если поверхностей больше одной, то инструмент многозаходный (одно-, двухзаходные фрезы и т.д.).

По мимо этого есть просторная классификация концевых фрезеров, которая основана на геометрии и формах режущих поверхностей, зубов и кромок.





