

Общая информация
Катет сварочного шва — это катет треугольника, который мы можем вписать в продольное сечение. Вписать, конечно, условно. Но зачем вообще производить расчет катета углового сварного шва (или любого другого типа соединения, будь то прямой, стыковой или внахлест)? Конечно, вы можете приобрести для этого специальную механическую линейку, но мы рекомендуем научиться производить расчеты самостоятельно. Это улучшит ваши профессиональные навыки.
С помощью расчетов вы сможете буквально измерить прочностные характеристика вашего шва. Вы не можете просто сделать катет шва при сварке большего размера, чтобы решить проблему слабого соединения (хотя на первый взгляд вам даже может показаться, что шов и так достаточно прочный). Многие новички считают, что можно просто увеличить наплавку и проблем не будет, но это большая ошибка. Чем больше вы наплавляете металл, тем больше нагревается деталь, а перегрев может стать причиной деформации металла.
Также расчет необходим с финансовой точки зрения. Вы сможете до копейки рассчитать себестоимость работ и вам не придется увеличивать количество комплектующих, электричества и сил, чтобы сделать слишком толстый или широкий шов. Еще расчеты полезны в случаях, когда есть серьезные различия по толщине свариваемых деталей. Например, вы свариваете деталь из тонкого металла с деталью из толстого металла. В таких случаях нужно проводить расчет детали из тонкого металла.
Произведя расчеты вы просто не сможете сделать шов слишком узким
А это особенно важно, если вам нужно сварить важную металлоконструкцию, к которой предъявляются повышенные требования. Особенно, если нужно сделать много угловых швов, которые больше остальных подвержены деформации
С виду ваши соединения могут казаться вполне прочными, а по факту ответственная конструкция может просто не выдержать механическую нагрузку при эксплуатации. Словом, расчет катета — это действительно важно. Ну а как произвести расчет мы расскажем далее.
Характеристики хорошо исполненного шва

Выше вы уже прочитали как посчитать катет сварочного соединения. Это будет большим плюсом, но все же для качественного соединения только этого мало. У сварочного шва есть свои параметры не считаться с которыми вам не удастся.
Вам что-то моет показаться пустяком, а позже конструкция просто может рухнуть, и хорошо если не кому-то на голову. Ширина шва должна быть одной по всей длине.
Если соединение где-то шире где-то уже, то возникнут точки опоры, и эту точку не смогут вынести веса конструкции, она начнет пускать трещины и позже может рухнуть.
Ещё важно наблюдать чтобы ваше соединение было на достаточной глубине. Важно равномерно заваривать на глубину или могут пойти внутренние трещины. На заводах производиться профессиональный расчёт всех этих характеристик
Сварщики до миллиметров рассчитывают глубину ширину, длину. И зачастую используют все перечисленные нами техники работы с расчётами
На заводах производиться профессиональный расчёт всех этих характеристик. Сварщики до миллиметров рассчитывают глубину ширину, длину. И зачастую используют все перечисленные нами техники работы с расчётами.
Чем сильнее похожи между собой заготовленные делали для сваривания тем лучше.
Естественно есть и такие способы сварки которые работают по сваривании неподобных металлов, химический состав которых совсем разный, но все равно соединение таких металлов не будет очень прочным что бы вы с ним не делали.
Для хорошего результата вам нужно что бы была правильная сила тока, качественное профессиональное оборудование, если вы не новичок в этом деле, ещё важно приобрести качественные расходные материалы, в первую очередь электрод, потому что именно они формируют шов. Только если вы можете обеспечить такие условия работы подсчет катета соединения будет полезен для вас. Только если вы можете обеспечить такие условия работы подсчет катета соединения будет полезен для вас
Только если вы можете обеспечить такие условия работы подсчет катета соединения будет полезен для вас.
Вы можете просчитать все до миллиметров, но при этом работать на старом, не исправном оборудовании или с не качественными электродами с которых так и сытиться шлак, то результат никогда не будет крепким.
Способы зажигания сварочной дуги
Процесс зажигания сварочной дуги включает несколько этапов:
- возбуждение дуги осуществляется посредством кратковременного контакта конца электрода и свариваемой детали;
- наличие тока обеспечивает короткое замыкание, торец стержня начинается нагреваться до высоких температур, при которых после отрыва электрода происходит ионизация газового промежутка;
- в результате возникает дуга.
Данные сведения помогут исполнителям понять, как происходит зажигание, выполнение данных процессов поможет определить, выражаясь языком сварщиков, как “поймать дугу”.
Выделяют следующие способы зажигания дуги покрытыми электродами:
1) Прямой отрыв или зажигание впритык или способ касания. 2) Отрыв по кривой или способ чирканьем напоминает движение при зажигании спички.
Как правильно выполнить зажигание изображено на картинке.
Сварщики активно применяют оба метода при ручной дуговой сварке. Первый – зажигание дуги отрывом – используется при работе в узких, труднодоступных и неудобных местах.
Длина дуги при сварке электродами оказывает значительно влияние на формирование соединения, его форму, ширину и чешуйчатость.
При электросварке выделяют очень короткую, короткую, среднюю и длинную дугу. Чем короче дуга, тем выше качество металла шва.
Сварка очень короткой дуги производится впритык.Короткая дуга подразумевает расстояние между электродом и основным металлом равное примерно 50% диаметра стержня; применяется при выполнении вертикальных, горизонтальных и потолочных швов, а также при работе со стыковыми и корневыми швами в нижнем положении.
Расстояние при использовании средней дуги – 1-1,2 диаметра электрода. Среднюю дугу следует применять при сваривании и наплавке в нижнем положении, в отдельных случаях и в горизонтальном.
Использование длинной дуги нежелательно, не рекомендуется её применять.
Начинающим и домашним сварщикам также важно знать, как зажечь дугу на инверторе. Инвертор – металлический ящик компактных размеров и небольшой массы. Аппарат производит ток необходимых параметров
Для этого агрегат преобразует переменный ток из сети в 220В в сварочный
Аппарат производит ток необходимых параметров. Для этого агрегат преобразует переменный ток из сети в 220В в сварочный
Инвертор – металлический ящик компактных размеров и небольшой массы. Аппарат производит ток необходимых параметров. Для этого агрегат преобразует переменный ток из сети в 220В в сварочный.
Инвертор имеет две клеммы: в первую исполнитель должен поместить электрод, а вторая соединяется с изделием (что в какую, см. про прямую или обратную полярность). После подачи тока образуется электрическая цепь. Небольшой разрыв цепи – в несколько миллиметров – приводит к ионизации воздуха в месте разрыва, возникает сварочная дуга.
Важно знать, как зажигать дугу электродом, чтобы не прилипал. Залипание прутка может быть вызвано несколькими причинами:
- Хранение электродов не в оптимальных условиях приводит к их отсыреванию. Сырые расходники нужно прокалить, иначе они будут залипать.
- Прилипание возможно из-за неверного подбора электрода к свариваемым деталям. Для определенных материалов (таких как чугун, нержавейка, алюминий и другие) нужно применять специальные расходники. Для выбора используйте меню в правой колонке сайта.
- Использование некачественных или дешевых прутков, а также электродов неизвестного происхождения может привести к проблемам.
- Параметры на сварочном аппарате установлены неправильно, низкая сила тока приводит к залипанию.
- Неочищенная поверхность также может привести к залипанию.
- Отсутствие опыта у исполнителя иногда приводит к неправильному возбуждению дуги.
Чтобы избежать проблем во время сварочных работ необходимо использовать качественные электроды, выставить оптимальный режим сваривания, тщательно подготовить рабочую поверхность и попрактиковаться в правильном поджигании дуги.
Выполнение всех рекомендаций позволит произвести зажигание дуги и поддержание её горения на протяжении всего рабочего процесса.
Важно! В случае обрыва нужно знать, в каком месте производится последующее зажигание дуги. Потребность в повторном зажигании также может возникнуть в том случае, если у исполнителя закончился электрод. Возбуждение дуги следует осуществлять на металле шва, на расстоянии в 12-15 мм
от кратера (места обрыва)
Возбуждение дуги следует осуществлять на металле шва, на расстоянии в 12-15 мм. от кратера (места обрыва).










Повторное зажигание дуги: 1. возбуждение; 2. перенос дуги на начало кратера; 3. продолжение валика через кратер.
Данные сведения помогут исполнителю проанализировать способы зажигания сварочной дуги, в зависимости от поставленных целей и имеющегося оборудования.
Считаем, сколько может выдержать сварочный шов
Максимальная нагрузка шва после сварки электродами
Как известно на сварочный шов возлагаются большие надежды. При сварке различных конструкций, изделий рассчитывают нагрузку на шов и проводят тесты перед серийным выпуском. Тестируют на излом, сжатие, растяжение и усталость металла в различных температурных режимах. Создают условия в которых будет эксплуатация деталей конструкций. Что касается ремонта в различных погодных условиях то проводить различные опыты довольно затруднительно за отсутствие специального оборудования. В таких случаях наша надежда опирается на умение варить и определенные знания в области электродов и свариваемых металлов. В различных справочниках по сварке можно найти информацию о швах. Так же существует ГОСТ 5264-80 где можно найти нужный нам стык. Это касается простых конструкций из стали, железоникелевых и никелевых сплавов. Трубы свариваются швом совсем по другому ГОСТ 16037-80.
Рассмотрим пример по конструкционной стали. Варить будем электродом МР-3 арсенал.
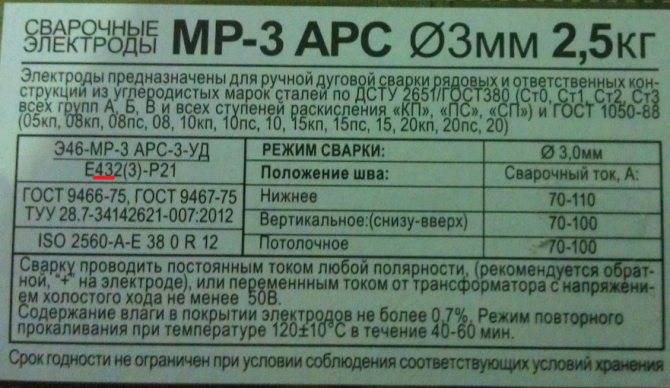
Максимальное допустимое значение нагрузки 430 МПа. При условии если правильно сварим. Металл возьмем из паспорта Ст3. Его характеристики.
Как видим максимальное значение 490 МПа нагрузки. Толщину возьмем 3мм и будем варить шов как на рисунке.

Теперь рассмотрим само соединение Т6.

Видим что катет превосходит толщину металла примерно на оду третью. Тем самым мы уравниваем максимальное значение нагрузки на шов. В данном примере 490МПа. На видео проведен тест такого соединения.
Практика показывает что сварка выдерживает куда более сильные нагрузки чем сама сталь. Бывает что перегревают свариваемое место и происходит ослабление структуры что приводит к излому. Так как пластичность шва берет на себя часть внутреннего напряжения, то старайтесь варить с отрывом на тонком металле. Сам лично не раз прожигал. Особенно когда кроме диаметра тройки нет ни чего. А варить приходилось сталь 1,5мм в толщину и то в труднодоступных местах.
Что касается трубопровода самое главное отсутствие дефектов в наплавленном металле. Иначе малейшая трещина со временем приводит к аварии. Техника проварки шва ведется непрерывно за исключением смены электродов. Бывают не поворотные стыки и приходится работать с зеркалом. Если трубы под давлением то нагрузка распространяется на стенки трубопровода. Так как структура металла в зоне свари не однородна. Такие места подвергаются растяжению (раздуваются). К примеру зимой часто происходят аварии на трубопроводе по водоснабжению и отоплению.
По этому на вопрос, сколько может выдержать сварочный шов после сварки электродами, мы разобрали на одном примере. Если хотим достичь хороших результатов и не боятся что сварка лопнет по шву то пользуйтесь ГОСТами. Несколько из них я упомянул ранее. Что же касается качества сварки в зимний период это отдельная тема и более сложные требования к техпроцессу.
Произвести расчет прочности сварного шва онлайн.
А если хотите сами рассчитать сколько реально может выдержать шов я даю вам ссылочки на хорошую литературу.
Справочник сварщика стр 353 расчет сварочных соединений на прочность.
Скачать книгу spravochnik_svarsh.djvu Скачать программу для открытия книги можно здесь (Оф сайт). Электроды ProfHelper Электроды для сварки мартеновской стали Сварочные электроды цт-15 Электроды Ganza
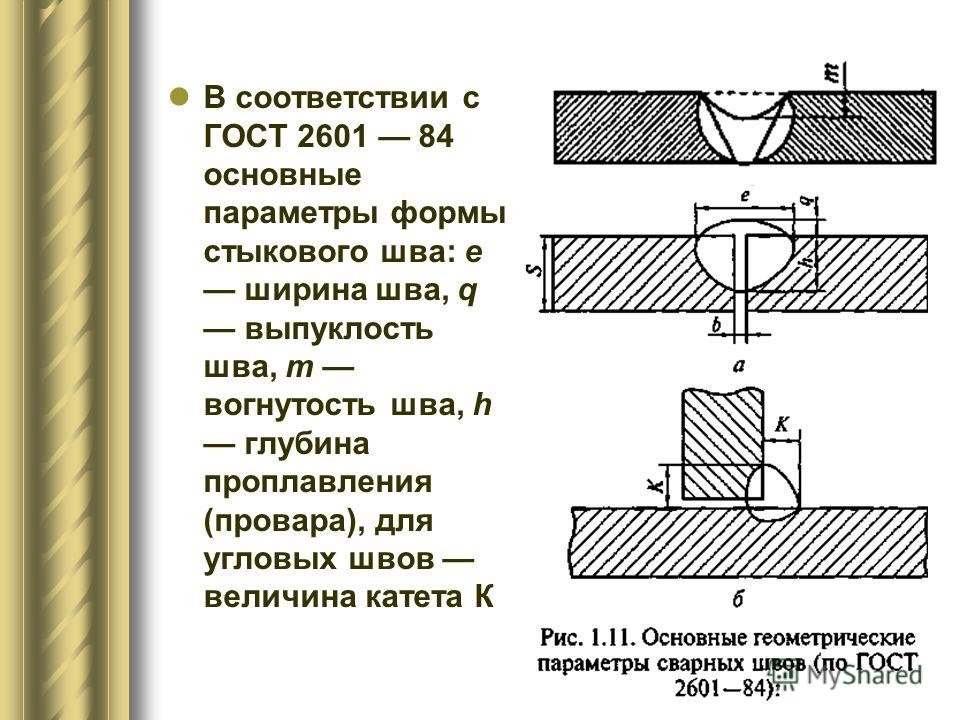
Геометрические характеристики
Параметры сварки рассматриваются в зависимости от типа сварных швов: угловые или стыковые. К основным геометрическим особенностям относятся:
 Геометрические характеристики сварных швов
Геометрические характеристики сварных швов
- ширина — поперечный размер всей линии сварки между свариваемыми деталями;
- толщина — расстояние от самой низкой точки проникновения до вершины;
- основание шва — это часть сварного шва, которая находится как можно дальше от поверхностей деталей;
- выпуклость (вогнутость) — размер берется от поверхности детали к наибольшей (наименьшей;
- глубина проплавления — рассчитывается исходя из заполнения зазора металлом, образовавшимся после сварки (без учета разбухания);
- каток — это величина, определяемая в условиях угловой сварки и аналогичная катету равнобедренного треугольника, входящему в поперечное сечение заготовки.
Отвод шва при сварке — одна из основных особенностей стыка. При соединении металлов одинаковой толщины ножка выставляется по размеру кромок. Если детали имеют разные размеры, размер ножки выбирается меньшей толщины, так как большое значение может вызвать деформацию изделия.
Геометрические параметры, необходимые для расчета прочности сварного соединения, включают толщину металла и размер зазора между соединяемыми деталями.
Как провести расчеты катета сварочного стыка
Что такое ножка шва при сварке и как она влияет на технические характеристики изделий, получаемых в процессе сварки, можно понять из вышеприведенного материала. Поэтому в расчетах этого параметра сомневаться не приходится.
Значения сварных соединений и показатели их прочности в промышленных условиях рассчитываются математически, используя для этого специальные формулы.
В домашних условиях измерения можно проводить с использованием готовой специализированной модели катетера. Это устройство, состоящее из калиброванных пластин. Каждую пластину накладывают попеременно перпендикулярно линии стыка, результат определяется той, которая больше всего прилегает к поверхностям.

Если у мастера нет под рукой катетера, вместо него можно использовать квадратный калибр и нониус. На одну из заготовок наносят угольник, при этом его верхушка должна лежать поверх валика, полученного при сварке. В другой вершине нужно опустить щуп калибра. Измерение ноги сварного шва производится от выступа щупа, равного расчетной длине.
Здесь следует обратить внимание на то, что при наличии длинных шовных валиков проверка занимает много времени, а сами измерения не обладают высокой точностью
Другие способы визуального вычисления катета
Существует несколько эффективных методов измерения участка сварного шва, суть которых основана на физических принципах. К ним относятся ультразвуковое обследование, обнаружение дефектов, рентгеновское и гамма-обследование суставов, а также рентгеновский метод.
Иногда для определения ветви сварного шва используют капиллярный метод и магнитное зонирование. Но такие методы очень дороги, так как для контроля требуются дорогостоящие реагенты и оборудование.
Также существуют специальные компьютерные программы, позволяющие быстро произвести необходимые расчеты и получить точные показатели. В этом случае сначала необходимо будет измерить геометрические характеристики сварного соединения. Сделать это можно с помощью универсальных шаблонов наглядно:
- устройство Красовского УШК-1. Используются для измерения зазоров между свариваемыми деталями, размеров стыковых, Т-образных и соединений внахлест;
- измерительный прибор УШС-2. Это набор моделей, по которым приварная полка определяется по выпуклой гипотенузе с интервалом 4-14 миллиметров;
- устройство УШС-3. Процесс измерения с ним сложнее. С его помощью проверяются показатели углов проточки, высоты сварного шва и смещения между соединяемыми элементами;
- модель Маршака-Ушерова укомплектована замером УШС-4. Предназначен для измерения корня шва, углов и размеров штанины. Среди всех устройств он считается самым универсальным.

Не стоит недооценивать определение «что такое ножка сварного шва», ведь от этого напрямую зависит качество работы, прочность стыка и всей конструкции в целом.
Визуальный метод получения геометрических величин не требует специальных навыков и использования дорогостоящего оборудования, а также является наиболее экономичным способом проверки соответствия сварных изделий установленным техническим условиям.
Основные виды сварных швов
Отрезок соединения, сформированный в результате процесса кристаллизации расплавленного металла, принято называть сварным швом. Одной из главных характеристик сварочных соединений является катет сварного шва.
Существует два вида сварных швов (не путать со сварочным соединением):
- Стыковые сварные: применяются для соединения встык, т.е. детали соединяются торцовыми краями. Соединение встык проводится без разделки кромок, с разделкой и с отбортовкой края детали. Кромки могут иметь криволинейную форму, V-образную и Х-образную. Листы до 8 мм можно сваривать без разделки кромок, но нужно листы укладывать с зазором до 2 мм. В практике стыковые варианты чаще применяются для соединения трубопроводов и при изготовлении конструкций из листовых металлов. Такие соединения наиболее экономичны и менее энергозатратны.
- Угловые: бывают собственно угловые, тавровые и нахлесточные. Разделка кромок может быть одно- и двухсторонняя, в зависимости от толщины металла. Угол разделки выбирается от 20° до 60°. Однако нужно учитывать, что больший угол разделки требует больше металла для заполнения, значит, снижается производительность и качество.
- Электрозаклепочная сварка применяется для обшивки крупных конструкций тонколистовым металлом. Применяют, например, при изготовлении пассажирских вагонов, когда применение сплошных швов затруднено и нерентабельно. Электрозаклепочные соединения получаются достаточно прочными, но не плотными.
Обычно сварка производится за один раз, но если толщина свариваемого металла не позволяет проварить материал, проводят в несколько заходов. Такой метод называется многослойным. В этом случае каждый предыдущий слой отжигается последующим, в результате такого термического воздействия значительно улучшаются свойства и структура шва.
Выбирать вид соединения нужно в зависимости от конфигурации выполняемого элемента конструкции. Конечное изделие должно быть работоспособным, переносить расчетные нагрузки и не поддаваться усталостным разрушениям.






Преимущества сварочных соединений:
- Небольшая трудоемкость и простота выполнения соединения.
- Небольшая, по сравнению с другими видами соединений, шумность процесса.
- Можно легко автоматизировать процесс.
К недостаткам можно отнести возможность остаточных напряжений и ненадежность в работе при вибрациях и ударных нагрузках.
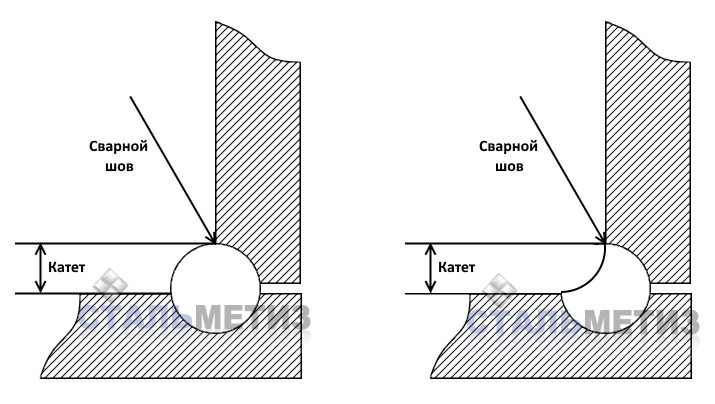
Что в сварочном соединении обозначает катет
Лучшим способом получить выносливые и долговечные соединения изделий из металлов является их сваривание. Но состыковка отдельных деталей в цельные конструкции должна осуществляться в соответствии действующих нормативов. Смогут ли массивные и габаритные металлоконструкции выдерживать постоянные эксплуатационные нагрузки непосредственно зависит от катета сварочного соединения.
Что такое катет в сварке и какие функции он выполняет в готовых изделиях? Если рассматривать образуемый угловой сваркой стык в разрезе, то в идеале он должен воссоздавать равнобедренный треугольник. Расстояние от начала одного стыкового соединения до конца второго обозначает катет сварочного шва.
Другими словами, катет шва при сварке — это длина плоскости наибольшего треугольника с равными сторонами, который не выходит за пределы поперечного сечения.
От величины катета напрямую зависит прочность шовного соединения. Например, недостаточной прочность будет при минимальной величине катета из-за небольшой площади сечения, а при чрезмерно большом значении может возникнуть деформация металла по причине увеличенного объема наплавки. Также большая величина влечет за собой повышенный расход электроэнергии и используемых при сваривании материалов.
Геометрия шва
Катет шва должен соответствовать геометрическим параметрам, указанным в нормативных документах. По ним же осуществляются математические расчеты основных геометрических характеристик по формулам и таблицам.

Геометрия сварочного стыка определяется типом соединения. От типа и размеров свариваемых деталей будет зависеть сечение стыка.
На производстве все параметры и прочность соединений рассчитывают с помощью формул. В домашних условиях можно ограничиться готовыми шаблонами.
Наиболее удобным и распространенным является универсальный шаблон, представляющий собой набор скрепленных между собой пластинок. Поочередно прикладывая их к поверхности изделий, выбирают ту, которая наиболее плотно к ним прилегает.
При сварке металлических конструкций, не требующих высокой прочности и надежности, минимальный размер шва определяют исходя из толщины металла.
Оценить контакт на глаз очень просто. Обычно он соответствует толщине металла. Так, для сварки изделий толщиной 7 мм, катет также должен равняться 7 мм. Можно провести и более точные расчеты, воспользовавшись соответствующей формулой.
После выполнения расчетов выбирают необходимый ток и напряжение, после приступают к сварке.
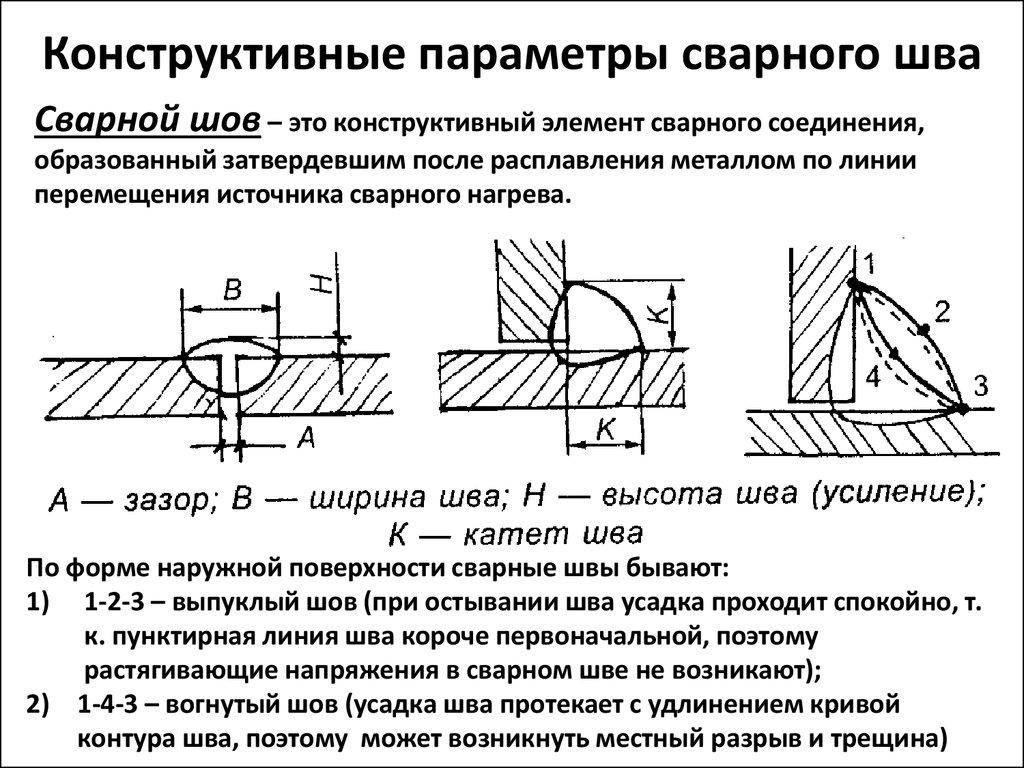
Геометрия сварного шва
Рассмотрев разновидности мест, где катет может иметь свои параметры и особенности, стоит взглянуть на другие составляющие сварного соединения, которые также могут оказаться важными. Многие величины взаимозависимы, но некоторые можно доработать уже после создания шва. К примеру, высота валика всегда может стать меньше при обтачивании, если это необходимо. Основные параметры выглядят следующим образом:
Схема обтачивания сварного шва
- E – ширина полученного шва;
- T – толщина созданного шва;
- B – зазор между свариваемыми деталями;
- H – глубина залегания области проварки;
- S – толщина используемой заготовки;
- Q – размер выпуклой части.
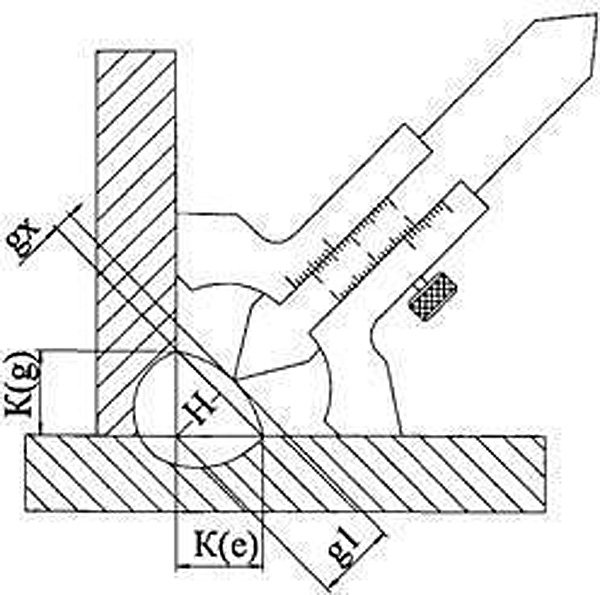
Для углового соединения они несколько отличаются, так как здесь другое геометрическое положение
Тем не менее, важность из значения не становится меньше. Здесь выделяют:. Схема углового соединения
Схема углового соединения
Схема углового соединения
- K – катет шва;
- A – Величина толщины углового шва, к которой относится величина расчетной высоты и выпуклости;
- Q – выпуклость наплавленной области;
- P – расчетная высота, что должна соответствовать перпендикулярной линии, которая проводится из места наиболее глубокого проплавления к гипотенузе наибольшего прямого треугольника, который вписан во внешнюю часть шва.
Свойства
Разобравшись с тем, что такое катет сварного шва, следует отметить свойства, которыми должно обладать соединение. В первую очередь это однородность и равномерность наплавленного валика. Это легко определиться, так как здесь может применяться даже визуально-измерительный контроль сварных швов, самый простой и доступный из них. Высота валика должна быть примерно одинаковой по всей поверхности. Это же касается и его ширины, так как в этом случае нагрузки на нем будут распространяться равномерно. Если будет какое-либо послабление, то вероятность поломки возрастает именно в этом месте.
Однородность состава обеспечивает лучшее скрепление. Как правило, различные марки металла очень плохо свариваются и чем больше различий в составе, тем хуже будут скреплены заготовки. Для высокого качества соединения следует знать, какие электроды выбрать для сварки инвертором, или другим удобным способом. Также следует рассчитать правильное геометрическое расположение шва, чтобы у него был максимальный охват скрепляемых деталей.
Не менее важным параметром является глубина проварки. Если заготовки будут соединены не по всей возможной площади, то они не смогут выдерживать максимальные нагрузки. В профессиональной сфере рассчитывается каждый параметр соединения, чтобы придать конструкции максимальную прочность. Здесь нужно знать, как рассчитать катет сварного шва, чтобы он приобрел требуемые параметры и как провести сварку.
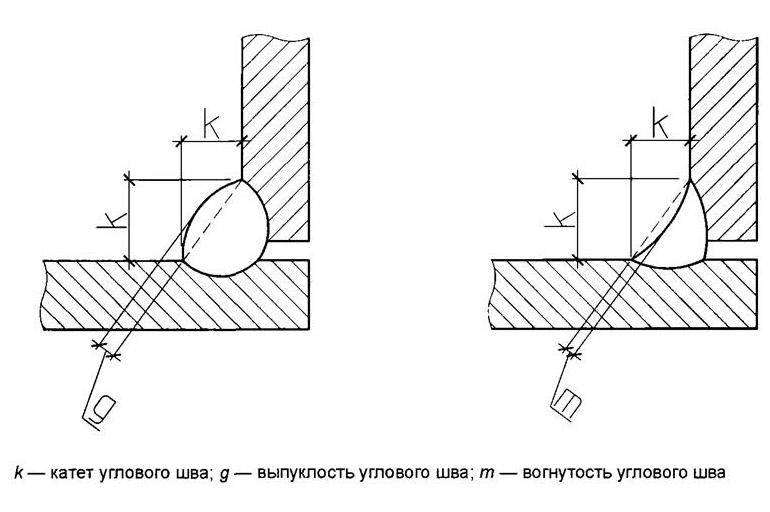
Выбор катета шва
Расчет катета сварного шва совершается под каждое отдельное соединение. Чтобы правильно выбрать его, требуется знать параметры свариваемых деталей. Прочность здесь будет зависеть от толщины соединения и его длины. Основным параметром выбора и расчета является длина, так как от этого зависит прочность. Слишком большая длина приведет к увеличению расхода материалов, а также деформации заготовки.
Схема чтения длины катета сварного шва
На практике применяются разнообразные шаблоны, которые проверены опытом предыдущих сварщиков. Для каждого типа соединения, в зависимости от размера заготовки и положения, подбирают готовые размеры.
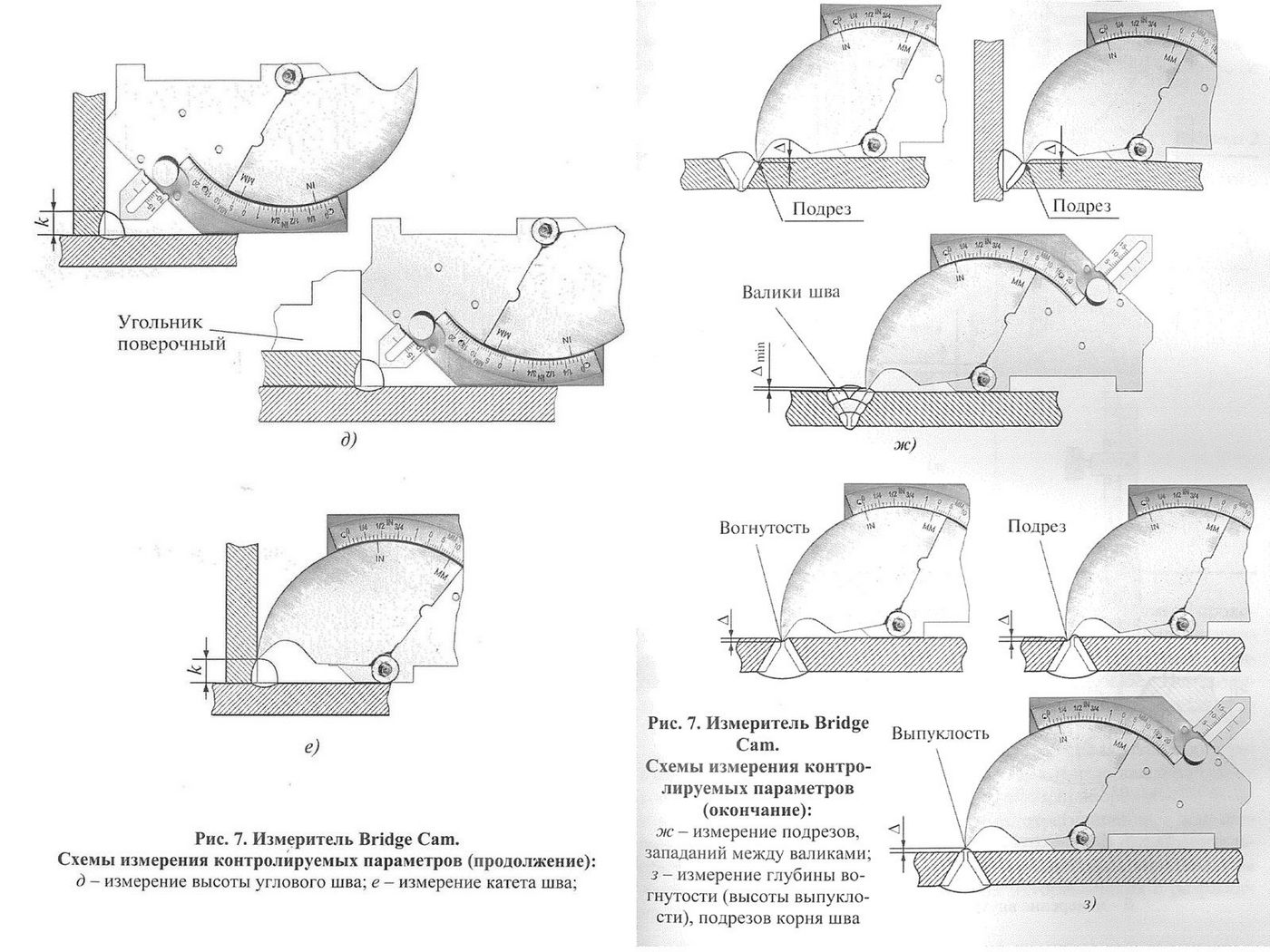
Как измерить катет сварного шва
Разобравшись с тем, как выбрать катет сварного шва, необходимо узнать, как правильно провести его измерения. Это требуется для того, чтобы проконтролировать полученный результат. Размер искомого значения определяется по обыкновенным геометрическим законам. Для этого требуется вычислить катет максимально возможного треугольника, вписанного в продольное сечение соединения. Итоговый размер катета соединения и будет искомой величиной.
Схема определения катета сварного шва
Как рассчитать катет сварного шва
В каждом случае, расчет проводится по-разному, в зависимости от имеющихся условий. К примеру, для определения нахлесточных соединений листов, толщина которых составляет менее 4 мм, катет стараются делать равным по толщине самих листов. Если же толщина листов составляет больше 4 мм, то здесь берется 40% от толщины металла и добавляется 2 мм. Таким и должен быть максимальный катет сварного шва.
Виды швов в процессе сварки
Точка соединения частей металлических деталей называется сварным швом. Он образуется путем плавления деталей, контактирующих с изделием, и их последующего охлаждения.
В зависимости от пространственного расположения деталей различают стыковые и угловые швы. В первом случае стыковка производится в одной плоскости. Металлические детали расположены друг напротив друга, а сама сварка ведется в горизонтальном положении.
Между угловыми частями образуется платок. Самый распространенный вариант — прямые углы 90 °.
 Влияние режима сварки на форму шва.
Влияние режима сварки на форму шва.
Помимо вышеперечисленных типов соединение может быть Т-образным или внахлест. Первый вид предусматривает нормальное расположение частей друг с другом буквой «Т». Его можно разместить с одной или двух сторон.
В тройнике детали часто располагаются под углом друг к другу. Такое расположение уменьшает диффузию металла ванны. В результате между бисером изделия образуется шов.








Для соединения тонких листов используется нахлест. В этих случаях сварка также может выполняться с одной или двух сторон.
Так что это — сварочная нога? Этот критерий определяет минимальное расстояние от первой детали до косынки второй. Чтобы лучше понять, что такое нога, проще сказать, что это сторона самого большого равнобедренного треугольника, вписанного в сечение соединяемых частей.
Этот параметр очень важен и определяет качество и надежность сварного шва.
Этот критерий влияет на:
- прочность изделия;
- расчет при сварке изделий разной толщины;
- косвенно характеризует деформацию изделий из-за их нагрева в процессе эксплуатации.
Выбирая указанный параметр, нужно понимать, чему должен соответствовать сварной шов. В зависимости от типа изделий, их толщины и области применения рассчитывается оптимальная стоимость ножек.
Разновидности швов и геометрия стыков
Соединяемые детали ориентируют одну относительно другой по-разному.
В зависимости от этого различают 3 вида швов:
- Стыковой. Детали расположены в одной плоскости, торцы их стенок упираются один в другой.
- Нахлесточный. Шов используют при том же расположении деталей, если их малая толщина (менее 8 мм) не позволяет применить стыковой вариант. Элементы накладывают один на другой с нахлестом в 2 мм и приваривают с обеих сторон вдоль кромки.
- Угловой. Его применяют в крестовидных, Г- и Т-образных стыках. Детали могут располагаться с отклонением от прямого угла, например крестообразное соединение вида «Х» вместо «+».
Рекомендуем к прочтению Как самостоятельно пользоваться электросваркой
Различают лобовой и фланговый нахлесточные швы. Первый выполняют привариванием накладываемой детали вдоль торцевой кромки, второй – вдоль боковых по обеим сторонам.
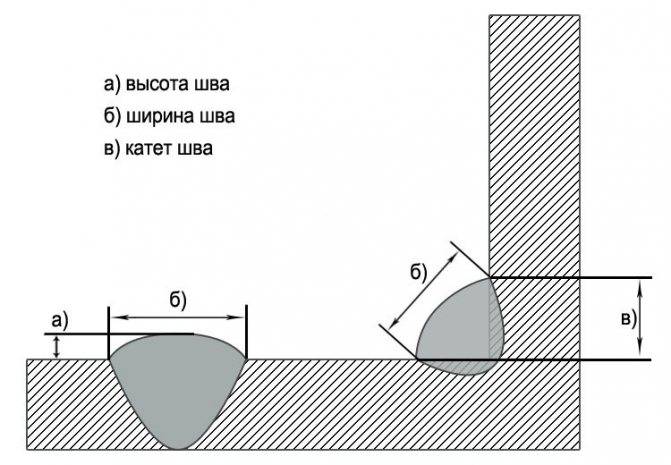
 Параметры сварных швов.
Параметры сварных швов.
Кроме катета, геометрия сварного шва характеризуется еще рядом параметров.
Основными являются:
- Ширина. Максимальный размер по горизонтали.
- Высота. То же по вертикали.
- Выпуклость или вогнутость. Расстояние от поверхности деталей до наивысшей точки наплавки.
- Глубина провара. Расстояние по вертикали от поверхности деталей до нижней точки расплавленного металла.
Глубинную часть шва называют корнем. Он прилегает к нерасплавленному металлу. Проваривание корня – наиболее ответственный этап при соединении массивных заготовок. Швы в таких конструкциях делают в несколько подходов.
Сначала формируют корень, стараясь ровно и без дефектов приварить кромки электродом диаметром 3 мм. Затем более толстым набирают усиление необходимого объема.
 Длина сварного шва.
Длина сварного шва.





