

Назначение калибра-пробки
Эти бесшкальные измерительные системы используются для проверки точности выполненных операций механической обработки различных деталей. В зависимости от типа работ (токарных, фрезерных, сверлильных) пробки предназначены для контроля следующих результатов:
- диаметра просверленного отверстия после всех видов обработки;
- установления класса точности обработки поверхности;
- геометрических (линейных) размеров;
- углов наклона поверхностей по отношению к заданным нормалям;
- соответствие формы обработанной детали заданным параметрам;
- правильность взаимного расположения поверхностей;
- правильности нарезания резьбы (внутренней и внешней).

Отсутствие в этих измерительных приборах непосредственно индикатора, шкального или цифрового требует создания большого числа таких устройств. Это связано с тем, что каждый инструмент может быть использован только для контроля одного параметра. Применение подобных измерительных приспособлений позволяет механизировать операцию проверки и сократить время в технологической цепочке на проведения этой операции. Сокращение времени контроля обязательных параметров позволяет существенно повысить производительность труда.
Поэтому в настоящее время применяют следующие виды изделий:
- гладкие калибры-пробки;
- скобы;
- щупы (обычно плоские пластины определённой толщины для измерения зазора между деталями, то есть проверки его разрешённой величины);
- конусные (насадка имеет форму конуса под заданным углом наклона);
- для взаимного расположения поверхностей;
- резьбовые калибры (для контроля цилиндрической резьбы различных размеров).
Каждый из перечисленных видов имеет своё назначение. Первый тип предназначен для оценки параметров изготовленных труб. Его используют для оперативной проверки качества изготовленных трубопроводов. Соответствие всех необходимых параметров установленных стандартом.
Резьбовые предназначены только для проверки качества нарезанной резьбы. Они изготавливаются укороченными или полными (для повышения точности контроля). С помощью укороченных калибров можно проверить только часть нарезанной резьбы, что затрудняет получения полной картины качества изготовленной детали. Для получения полной картины точности и качества резьба проверяется с помощью полных резьбовых конструкций.
Полный контроль трубной продукции осуществляется резьбовыми и гладкими калибрами.
Общие сведения и классификация калибров
Следует сразу сказать, что калибры не позволяют в полной точности определить геометрический размер изделия, инструмент предназначается для установки соответствия параметров детали указанным в чертеже размерам. Иными словами, калибры используются для определения допусков при изготовлении детали.
Многие автопроизводители и строители используют данный инструмент для сортировки деталей. Несмотря на простоту конструкции калибра, с его помощью можно быстро и легко осуществить контроль изделия даже самой сложной конфигурации. Правда имеются у инструмента и некоторые минусы – недостаточная универсальность и отсутствие возможности выявлять значительные отклонения в размерах.
В зависимости от типа и назначения калибры подразделяют на:
- калибр-пробку;
- калибр-кольцо;
- калибр-скобу.
Также инструмент обычно делят на предельный и нормальный. Предельные калибры имеют два основных параметра, один из которых соответствует максимальному (проходному) размеру детали, второй – минимальному (непроходному). Нормальный калибры включают необходимый для конкретной детали размер.
Чаще применяют инструменты предельного типа, нормальные калибры обычно используют в качестве контрольных. К тому же, предельными калибрами легко пользоваться без особых навыков, а эксплуатация нормального инструмента предполагает наличие высокого уровня профессионализма.
Используемые для проведения контрольных замеров и определения форм детали на начальной стадии калибры называют рабочими, а те, которые применяются для контроля резьбы – контркалиберными. Существуют также приемные калибры, используемые для определения качества изготавливаемой продукции.
В зависимости от предназначения также существует несколько вариантов инструмента. Для наружной резьбы применяют резьбовые калибры-кольца, контркалибры-пробки используются для конусных колец, для гладких колец подходят конусные гладкие калибры-пробки или контркалибры-пробки конусные. Внутренняя резьба измеряется с помощью гладких или резьбовых конусных калибров-пробок.
2 Калибры резьбовые по ГОСТ 2016–86
Указанный Государственный стандарт описывает технические требования к изготовлению резьбовых калибров (РК), применяемых для контроля цилиндрических внутренних и наружных резьб сечением 1–300 мм. В соответствии с ним главным документом для выпуска калибра является чертеж, подготовленный специалистами и утвержденный в принятом порядке.
Виды калибров по данному ГОСТ:
- “пробка” и “кольцо” НЕ (профиль укороченный) и ПР (полный профиль);
- проверочные РК-пробки с полным и укороченным профилем КНЕ-НЕ, КНЕ-ПР, КИ-НЕ, КПР-ПР, КПР-НЕ (используются для контроля резьбы калибрами, то есть являются контркалибрами).
Непроходные РК характеризуется следующими конструктивными особенностями:
- “кольцо”: на таком калибре по цилиндрической наружной поверхности в обязательном порядке выполняется проточка, он характеризуется меньшим количеством витков резьбы (если сравнивать их с этим показателем у проходных изделий);
- “пробка”: проточки нет, количество витков также меньше, чем на стандартных проходных калибрах.

Кроме того, непроходной инструмент имеет два или один цилиндрический поясок (так называемая вставка).
Детали РК производятся из далее указанных марок стали:
- по ГОСТ 801 – ШХ-15;
- по Госстандарту 5950 – 9ХС и Х;
- по Госстандарту 1435 – У12А и У10А.
Рабочие поверхности РК типов “пробка” с сечением резьбы 1–100 мм и “кольцо” с сечением 6–100 мм, а также поверхности насадок и вставок, используемых для метрической резьбы, обязаны покрываться износостойким слоем (как правило, хромовым, которые защищает изделия от химической и электрохимической коррозии). Разрешено выпускать контрольный инструмент без спецпокрытия (без антикоррозионной защиты), когда речь идет об использовании их для проверки метрической резьбы с натягом.

ГОСТ регламентирует твердость поверхностей (рабочих) РК, она по HRC-шкале должна быть:
- “пробка” сечением более 3 мм и “кольцо” более 1 мм – от 59 до 65;
- “пробка” сечением до 3 мм и “кольцо” до 1 мм – 56 и более.
Твердость калибров со специальным слоем варьируется в пределах от 57 до 65.
Допуски и геометрические параметры рабочих РК оговариваются отдельно в следующих ГОСТ: 25096, 6357, 24834, 16093, 9562, 11709, 4608.
Измерение среднего диаметра резьбы
Контроль среднего диаметра нарезки осуществляется микрометром. Главными комплектующими этого инструмента являются сменные наконечники, которые вставляются в отверстие винта. Этот измерительный прибор предоставляет наиболее точные измерения резьбы.
Если для работы необходимы лишь усреднённые значения диаметра резьбы, то можно применить специальное приспособление – кронциркуль. Его устройство представлено шариковыми наконечниками, размеры которых должны соответствовать типу и шагу резьбовых соединений. Наконечники кронциркуля ставятся по резьбовому калибру, выдавая средний размер диаметра. После этого необходимо проделать аналогичные действия и с боковыми сторонами детали. Для проверки полученных результатов используются резьбовые скобы. Оценка точности диаметра проводится по принципу сравнения полученной резьбы с исходным шаблоном.
Если требуется произвести контроль среднего диаметра маленькой длины, состоящей максимум из 2 витков, то мастера пользуются методом, в котором задействованы 2 проволочки. Этот способ измерения резьбы отличается тем, что на противоположные выступы и впадины резьбы накладываются проволоки, диаметр которых является табличной единицей. Расстояние между концами проволочек показывает число среднего диаметра детали. Для каждого класса точности выпускаются отдельные проволоки, создающиеся по ГОСТу 2475-88. Во время определения конечных чисел необходимо учитывать возможные погрешности, потому что 2 проволоки не позволяют получить максимально точные значения.










Основные требования к калибрам
Главные требования, которые предъявляются ко всем калибрам, изложены в технической документации на их изготовление. Эти требования приведены в различных ГОСТ. Их можно разделить на следующие категории:
- правильный выбор металла для производства измерительных насадок (должна обеспечиваться высокая жёсткость, при которой не допускаются малейшие деформации при хранении и эксплуатации);
- расположение рабочих элементов (насадок, пластин, шайб) должно быть произведено с высокой степенью точности выше измеряемых параметров;
- обеспечение долговечности и износоустойчивости (это обеспечивается применением высоколегированных, инструментальных сталей и специальных сплавов);
- высокая антикоррозийная стойкость (применение специальных методов обработки калибров и стойких покрытий);
- создание системы периодического метрологического контроля (проверка должна производиться в соответствие с установленной периодичностью и результаты должны записываться в соответствующий журнал);
- калибровка калибров должна производиться на оборудовании, обладающем более высоким классом точности, чем сам калибр;
- строгое соблюдение установленной системы маркировки с точным указанием всех необходимых параметров.
Например, требования на калибры- пробки гладкие изложены в ГОСТ 14810-69. Этот стандарт систематизирует не только все требования, но и определяет все допустимые параметры этих измерительных инструментов.
Читать также: Осциллограф цифровой для чего нужен
Основные классификации калибров по ГОСТ 27284-87
Расскажем подробнее о типах калибров, которые различаются по виду контролируемого изделия.
Калибр-пробки для контроля отверстий
Названия и характеристики калибров-пробок перечислены в ГОСТ 14807-69 и ГОСТ 14827-69. К ним относятся:
- двусторонние пробки с цилиндрическими вставками;
- двусторонние пробки со вставками и коническим хвостовиком;
- пробки с цилиндрическими насадками;
- полные и неполные пробки;
- односторонние листовые пробки;
- неполные и полные шайбы.
Калибры для контроля средних и больших валов и отверстий (диаметром 30–500 мм) изготавливают на заказ по одной штуке. А для измерения небольших отверстий диаметром 0,5–10 мм предназначены готовые наборы универсальных калибр-пробок с шагом 0,1; 1,0; 2,0 и 10,0 мкм. Допуск на диаметр равен ±0,4 мкм, а длина рабочей части пробок — 0,1–50 мм.
Основные виды калибр-пробок
Небольшие наборы из 2–3 точных калибров позволяют не только сортировать детали на годные и брак, но и довольно точно определять их диаметры. Точность измерения малых диаметров калибрами выше, чем больших. В этом случае практически отсутствует температурная погрешность, а погрешностью от допуска на изготовление калибра можно пренебречь.
Калибр-скобы для контроля валов
Основные параметры и виды калибр-скоб даются в ГОСТ 18358-93 и ГОСТ 18360-93. Выделяют следующие типы скоб:
- листовые односторонние;
- листовые двусторонние;
- штампованные односторонние;
- штампованные двусторонние;
- односторонние с ручкой.
Основные виды калибр-скоб
Регулируемые калибр-скобы компенсируют износ и способны настраиваться на разные размеры. Однако они имеют меньшую точность измерений и поэтому используются для контроля размеров с допусками не точнее 8 квалитета точности.
Регулируемая калибр-скоба
1 Общая информация о калибрах
Описываемые инструменты не дают возможности узнать реальный геометрический параметр изделия. Они предназначены для того, чтобы определить, вышла или нет та либо иная деталь за пределы, которые указал для нее рабочий чертеж (составляется после того, как был проведен соответствующий расчет).
Другими словами, калибры устанавливают допуски на производство изделия.
Калибровочный инструмент бывает следующих видов:
- «пробка»;
- «кольцо»;
- скоба.
Предельный же инструмент располагает двумя параметрами. Один из них равен максимальному размеру изделия, второй – минимальному. Такие размеры называют соответственно – проходным и непроходным (один конец инструмента обязан входить в проверяемую деталь, а другой – нет).
Чаще в наши дни используются предельные калибры. А нормальные обычно применяют как контрольные. Отметим, что проще эксплуатировать предельные калибры. Работа с нормальными инструментами требует от специалиста достаточно высокого уровня профессионализма, да и их расчет достаточно сложен.
Калибры, которые необходимы для контроля деталей, именуют рабочими. А те инструменты, с помощью коих осуществляется контроль резьбы калибрами, – контркалибрами (другое название – контрольные калибры). Существует несколько ГОСТ, содержащих требования по видам калибров, условиям их производства и нормам износа.
Как использовать инструмент
Правила применения подобных инструментов зависит от их назначения. Пользоваться им разрешается исключительно с соблюдением конкретных правил и поставленного класса точности, установленного в маркировке. Использование калибров-пробок для контроля точности изготовленных отверстий разрешается исключительно с помощью инструмента близкого к показателям самого отверстия. Ключевым требованием точности измерения служит свободное прохождение вставки калибра через измеряемое отверстие. Грамотное применение данных устройств, предусматривает соблюдение таких правил:
- проходная сторона должна входить в отверстие исключительно под влиянием своего веса;
- не позволяется использовать дополнительные методы влияния внешней среды (дополнительное нажатие, удары);
- перед проверкой нужно почистить детали от грязи, механических остатков обработки;
- следует удалить различные варианты смазывающих материалов, способных оказать влияние на проникновения калибра в отверстие;
- проверка должна выполняться без вращения измерителя относительно исследуемой детали;
- непременным требованием считается соблюдение режима температур (проверять деталей следует исключительно при естественной температуре);
- должна соблюдаться периодичность проверок самого инструмента и правила занесения результатов в установленные документы;
- каждый калибр должен сберегаться в соответствии с установленным порядком хранения (они не должны контактировать с другими деталями из металла и подвергаться воздействиям внешней среды).
Для контроля внешней резьбы достаточно приложить сам инструмент к резьбе и определить степень совпадения. Внутренняя резьба исследуется методом вкручивание головки в готовое отверстие с резьбой. Процесс должен проходить легко без особых проблем и перекосов.
Для контроля поверхности конусообразного вала применяют подходящий гладкий инструмент. Качество устанавливается сочетанием поверхности детали и поверхности калибра. Сравнивание внутреннего конуса выполняется погружением насадки в подготовленное отверстие.
Калибрами выполняют своевременный контроль показателей изделий немалого количества деталей. Для этого не нужны специализированные знания и способности применения сложного метрологического инструмента. Операция выполняется быстро. Вместе с тем можно сравнить несколько показателей.
Требования к изготовлению и эксплуатации
Ко всем калибрам независимо от их назначения и вида предъявляются следующие условия:
- Высокая точность расположения рабочих поверхностей. Допуски на изготовление калибров значительно меньше, чем допускаемые отклонения контролируемых изделий.
- Жесткость, не допускающая деформаций при измерении. Касается в основном скоб больших габаритов.
- Хорошая износоустойчивость, снижает расходы на изготовление и проверку калибров. Измерительные элементы изготавливают из легированных сталей марок Х, ШХ15, инструментальных сталей У10А, У12А, а также твердых сплавов.
- Устойчивость к коррозии с помощью применения специальных покрытий.
- Обязательная маркировка калибров с указанием номинального размера и его предельных отклонений.
Так как калибры – это дорогостоящий и ответственный инструмент, то рекомендуется строго соблюдать определенные правила при работе с ними:
- ни в коем случае не прикладывать к калибру силу или подвергать ударам;
- контролируемые поверхности должны быть чистыми, сухими и без заусенцев;
- при проверке детали вращать ее запрещено;
- нельзя проводить контроль горячих или теплых изделий, так как при этом изменяются их размеры и быстрее изнашиваются калибры;
- строго соблюдать сроки контрольных поверок.
При хранении рабочие поверхности калибров не должны контактировать с металлическими предметами.
Такелажная скоба
Для выполнения такелажных и прочих работ с различными грузоподъёмными устройствами не редко используется специальная скоба для присоединения стальных тросов, цепей и других вспомогательных приспособлений.
Такелажная скоба обычно изготавливается в виде металлической петли из стали круглого сечения, на окончаниях которой в проушинах имеются отверстия, для установки штифта.
Такелажные скобы имеют различные специализированные конструкции и применяются в соответствии со стандартом.
Такелажная скоба – универсальное звено крепления, используемое при строительстве, эксплуатации и ремонте плавающих средств.
Виды приборов
Существуют следующие виды калибров:
- Пробки.
- Скобы.
- Щупы.
- Конусные калибры.
- Для проверки взаимного расположения поверхностей.
- Для контроля цилиндрической резьбы.
Калибры-пробки
Представляют собой стержень, на обоих концах которого расположены цилиндрические элементы. Один из них имеет наибольший предельный размер отверстия и называется непроходной пробкой (НЕ), а второй наименьший и зовется проходной (ПР). Непроходная пробка заметно короче проходной, благодаря чему рабочий или контролер быстро и правильно определяет пригодность деталей.









Гладкие калибры-пробки изготовляют составными, ручки стальные или пластмассовые, в которых крепятся вставки с коническими хвостовиками или цилиндрические насадки. Для проверки отверстий в интервале от 2 до 50 мм изготавливаются конические хвостовики, а для отверстий в границах 30-100 мм – цилиндрические насадки. Если вставка только с одной стороны ручки, то такие калибры-пробки называются односторонними.
Калибры-скобы
Применяются для контроля диаметров валов, по конструкции бывают односторонние и двухсторонние. так же, как и в случае с пробками, скоба ПР должна проходить, а скоба НЕ должна не проходить по валу. Иначе вал считается негодным, причем брак будет исправимым, только в том случае, если для достижения нужного результата потребуется снять лишний металл.
Применяя скобы, их ни при каких обстоятельствах нельзя силой заталкивать на вал, так как скоба может «раскрыться» и увеличить расстояние между измерительными поверхностями по причине податливости, обусловленной ее конструкцией. Чтобы не допустить этого, следует надевать скобу на горизонтально расположенный вал только под действием ее собственного веса. При этом вал еще и вращают, что позволяет заодно проконтролировать отклонения от круглого профиля в поперечном сечении.
Калибры-щупы
Это наборы стальных пластин толщиной от 0,02 до 1 мм и длиной 100 или 200 мм. Их используют для контроля величины зазора между поверхностями при сборке различных механизмов. При этом в зазор вставляют один или несколько щупов в наборе, чтобы подобрать нужную величину.
Пользуясь щупами, важно соблюдать определенные правила:
- при измерении щуп должен двигаться плавно с незначительным усилием, а не свободно проваливаться;
- для плавности движения пластины рекомендуется слегка смазать;
- не следует прикладывать больших усилий к щупу, чтобы не повредить его;
- размер зазора определяется суммированием толщин всех щупов из набора, которые полностью вошли в зазор.
Конусные калибры
Служат для контроля конических поверхностей, например, конусов инструментов. С помощью калибра-кольца проверяется годность наружных поверхностей, а пробкой – пригодность внутренних. Деталь считается годной, если ее торец находится в зоне между рисками или между плоскостями уступа. Это расстояние равно допуску.
Калибры для проверки расположения поверхностей
Могут быть самых разных конструкций. С их помощью контролируют:
- соосность двух или более отверстий, а также шеек вала;
- расстояния между осями отверстий;
- параллельность, перпендикулярность или величину наклона поверхностей или осей;
- расстояния между осью отверстия и плоскостью;
- глубину различных пазов и уступов.
Калибры для контроля цилиндрической резьбы
Применяют для комплексной проверки среднего диаметра, угла профиля, а также наибольшего внутреннего диаметра наружной резьбы или наименьшего внешнего диаметра внутренней резьбы. С помощью этих устройств проверяют метрические, дюймовые, трапецеидальные, упорные и круглые резьбы диаметром от 1 до 600 мм.
Контрольный комплект состоит из рабочих проходного (ПР) и непроходного (НЕ) калибров, а также из контрольных, которые служат для проверки рабочих калибров-колец и пробок.
Проходные калибры должны свободно свинчиваться с контролируемой резьбой, а непроходные не должны свинчиваться с ней. Допускается навинчивание непроходных калибров до 2 оборотов, при этом количество оборотов определяют при развинчивании калибра и контролируемого изделия. Если резьба проверяемой детали короткая (менее 3 витков), то навинчивание непроходного калибра не допускается.
Резьбовой калибр ПР имеет длину порядка 80% от длины свинчивания, то есть длины соприкосновения резьбы болта и гайки, измеренной вдоль их оси.
У непроходного – длина не меньше 3 витков.
Допуски конических резьб и их обозначение
Для конических резьб всегда назначается единственный допуск, и он не указывается в обозначении. Существуют следующие типы конических резьб:
Трубная коническая. Обозначение резьбы и соответствующих ей калибров:
R 1 ½ для наружной резьбы, где буква это обозначение резьбы, а цифры – обозначение размера резьбы в дюймах.
Rc 1 ½ — для внутренней конической резьбы, но часто индекс «с» опускается.
Rp1 ½ — для внутренней цилиндрической резьбы предназначенной для соединения с наружной конической резьбой (встречается редко, обычно заменяется цилиндрической трубной резьбой G класса точности А)
Коническая дюймовая с углом профиля 60°. Обозначение резьбы и соответствующих ей калибров:
К ¾´´ — где буква – это обозначение резьбы, а цифры – обозначение размера резьбы в дюймах.
Коническая вентилей и баллонов газов. Обозначение резьбы и соответствующих ей калибров:
W19,2 — где буква – это обозначение резьбы, а цифры – номинальный диаметр резьбы.
Метрическая коническая. Обозначение резьбы и соответствующих ей калибров:
МК 20х1,5 – где буква – это обозначение резьбы, 20 – номинальный диаметр резьбы, а 1,5 – шаг резьбы.
Существует ряд широко и повсеместно используемых американских резьб, как цилиндрических, так и конических. В первую очередь это цилиндрическая унифицированная дюймовая резьба, обозначается UN, цилиндрическая трапецеидальная дюймовая резьба – ACME, цилиндрическая трапецеидальная укороченная дюймовая резьба – STUB ACME, коническая трубная дюймовая резьба – NPT.
Примеры обозначений:
1 ¼ — 8 UN — 2B
Где:
- 1 ¼ — номинальный диаметр резьбы в дюймах,
- 8 – число ниток резьбы на дюйм (величина обратная шагу резьбы),
- UN – обозначение унифицированной резьбы,
- 2 – класс точности (может быть 1, 2, 3),
- В – обозначение внутренней резьбы (наружная обозначается А).
После обозначения UN, в зависимости от числа ниток резьбы на дюйм, могут появляться префиксы:
- 1 1/4 — 7 UNC — 2B, где С – обозначает грубый (coarse), т.е. самый крупный шаг.
- 1 1/4 — 12 UNF — 2B, где F – обозначает хороший (fine), т.е. это мелкий шаг.
- 1 1/4 — 18 UNEF — 2B, где EF – обозначает очень хороший (extra fine), т.е. это еще более мелкий шаг.
Если никаких префиксов нет – значит это резьба стандартной серии. Префиксы присваиваются согласно таблице в соответствующем стандарте.
1 ¼ — 5 — ACME — 2G
Где:
- 1 ¼ — номинальный диаметр резьбы в дюймах,
- 5 – число ниток резьбы на дюйм (величина обратная шагу резьбы),
- ACME – обозначение трапецеидальной резьбы,
- 2 – класс точности (может быть 2, 3, 4, 5),
- G – обозначение типа резьбы (может быть G или C).
1 ½ — 4 — STUB ACME — 2G
Где:
- 1 ½ — номинальный диаметр резьбы в дюймах,
- 4 – число ниток резьбы на дюйм (величина обратная шагу резьбы),
- STUB ACME – обозначение трапецеидальной резьбы,
- 2 – класс точности (может быть 2, 3, 4),
- G – обозначение типа резьбы (может быть только G).
Сфера применения

Любой болт предполагает наличие гайки. Чтобы получился идеальный комплект, необходимо правильно определить диаметр болта. Речь идет о наружном размере, который и будет исходным значением при подборе соединительного элемента. Некоторые мастера для определения диаметра используют штангенциркуль.
Мало определить правильный диаметр. Нужно еще и выяснить точный тип резьбы. Она может быть как дюймовая, так и метрическая. Мастера, которые постоянно сталкиваются с такими деталями, определяют все безошибочно. Визуальные отличия ярко выражены. Однако, сложнее обстоят дела с размером шага резьбы. Точно установить его не под силу даже профессиональному слесарю. Чтобы не угадывать, а определить значение, необходимо прибегнуть к помощи инструмента.
Шаг нарезки нужно установить в таких ситуациях:
- Чтобы понять, можно ли увеличить длину свинчивания.
- При проведении поверхностной обработки гайки и болта.
- Установления возможности среза нескольких витков нарезки.
- Выявление показателя устойчивости используемых соединений, исходя из эксплуатационных условий.
Инструмент помогает определить тип нарезки, с которой будет сталкиваться пользователь. Инструмент пользуется повышенным спросом у профессиональных строителей и изготовителей всевозможных заготовок, где присутствует резьба. Помогает данное приспособление мастерам по ремонту разнообразной техники. Оно дает возможность определить качество сборки.
Правила пользования прибором
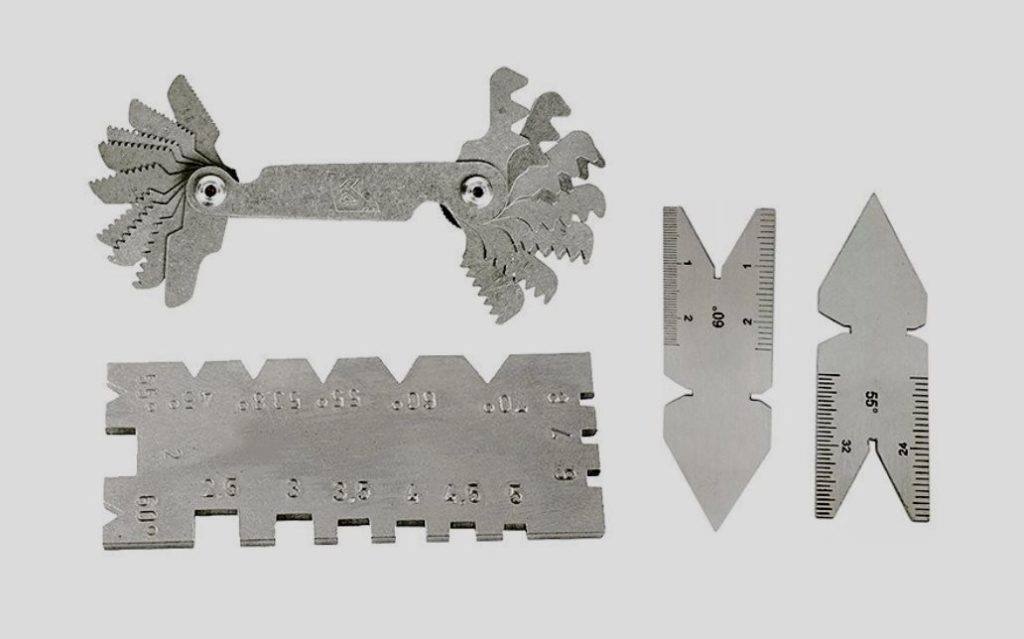
До момента определения шага резьбы, измеряют ее диаметр. Это – необходимое условие, так как не все нарезки обладают полным диапазоном шагов. Больше всего это касается небольших (до 5 мм) и больших (свыше 120 мм) нарезок. Без штангенциркуля невозможно определить наружный диаметр. Как только показатель установлен, стоит заняться выяснением шага. В этом деле незаменимым помощником будет резьбомер. Измерительная система не вызывает особых сложностей. Правила пользования им выглядят следующим образом:
- Берется в руки прибор и выбирается подходящая пластина с зубчиками. Она прикладывается к резьбе болта, гайки или винта.
- Пластинка подбирается до тех пор, пока не будет установлено полное совпадение.
- Как только грани гребенки совпадут с нарезкой на заготовке, устанавливается значение шага.
- Величина указана на боковушке гребенки.
Легче всего производить замеры наружной нарезки. Для измерения внутреннего шага нужно освещать участок замера. Таким же образом осуществляются замеры дюймовой и метрической разметки на заготовках. Если при замерах метрической нарезки получается показатель 1,75 мм, это свидетельствует о том, что между вершинами спирали расстояние 1,75 мм. При получении значения 28 при дюймовой нарезке говорит о том, что в одном дюйме имеется 28 витков.








Электрические машиныи аппараты
При массовом выпуске изделий часто на деталях приходится измерять одни и те же размеры. При этом не всегда надо знать действительный размер. Иногда достаточно убедиться, что действительный размер детали находится в пределах установленного допуска, т. е. между наибольшим и наименьшим предельными размерами. В этом случае действительный размер сравнивается с предельно допустимым с помощью специальных контрольных инструментов — калибров.
Конструктивное исполнение калибров (рис. 55) зависит от их назначения. Для контроля отверстий используют пробки (рис 55 а, б), для контроля валов — скобы (рис 55 в, г), для контроля линейных размеров — плоские калибры (рис 55 д, е, ж).

Рис.55 Пробки (а, б) для контроля отверстий,
скобы (в, г) для контроля валов и
плоские калибры (д, е, ж) для контроля линейных размеров
Калибры изготовляют по предельным размерам проверяемой детали. Так, для отверстия диаметра 30 + 0.021 одна сторона пробки (удлиненная, рис 55 а) будет иметь номинальный размер 30 мм и называться проходной ПР, а другая сторона (укороченная) — номинальный размер наибольшего отверстия, то есть 30,021 мм, и называться непроходной НЕ. Последняя может входить только В деталь, имеющую завышенный размер отверстия.
Процесс контроля деталей заключается в простой сортировке их с помощью двух предельных калибров на три группы: годные детали, размер которых находится в пределах допускаемого (ПР проходит, а НЕ — не проходит); исправный брак, когда размер вала больше допустимого, а отверстия меньше допустимого (ПР — не проходит); неисправимый брак, когда размер вала занижен, а отверстия завышен (НЕ — проходит).
Калибры применяют чаще в различных отраслях промышленности благодаря их преимуществам перед универсальными приборами. При использовании калибров повышается в 2 — 3 раза производительность труда на контрольных операциях. Они являются наиболее надежными измерительными средствами при обеспечении взаимозаменяемости проверяемых деталей. Контроль калибрами осуществляется операторами невысокой квалификации.
На калибры наносят следующую маркировку: номинальный размер контролируемой детали; обозначения поля допуска детали и класса точности (квалитета); цифровые значения предельных отклонений детали в миллиметрах; обозначения сторон калибра (проходная ПР и непроходная НЕ), товарный знак завода-изготовителя. Например, маркировка на пробке (см. рис. 55, б) 90Н11 означает, что пробка предназначена для контроля отверстий номинальным размером 90 мм и с допуском по 11-му квалитету.
Калибры не могут быть. выполнены совершенно точно, поэтому в стандартах предусмотрены допуски на их изготовление. В процессе измерений происходит износ проходных калибров, а непроходные стороны калибров не изнашиваются. Стандарт предусматривает допустимый износ проходных калибров. Чтобы исключить случаи забракования контролерами годных деталей, рабочие пользуются всегда новыми калибрами, а контролеры — калибрами, имеющими износ, но не выше допустимого.
В процессе проверки деталей калибрами запрещается прилагать усилия при наложении скобы на вал и введении пробки в отверстие (калибры должны устанавливаться под собственной массой); проверять вращающиеся детали на станке во избежание быстрого износа калибра, а также по условиям техники безопасности; проверять валы скобой, если ее роняли на пол (она могла деформироваться и изменить размер).
С помощью калибров производят контроль не только отверстий, валов и линейных размеров, но и конусных, шлицевых, шпоночных, резьбовых соединений, а также контроль взаимного расположения поверхностей. Более подробно этот вопрос освещен в специальной литературе.
Последовательность применения
Определяется назначением инструмента. Кроме соответствия по размерам полостей, резьб или отверстий, калибр-пробками можно устанавливать соосность конструктивных элементов, радиальное биение их образующих, точность полученной резьбы (в последнем случае используются резьбовые калибр-пробки по ГОСТ 17758-72).
Порядок основных операций заключается в следующем:
- Подобрать пару измерительных штифтов, размеры которых соответствуют границам поля допуска, подлежащих проверке.
- Вставить и закрепить штифты в рукоятке инструмента.
- Очистить поверхности измеряемого отверстия/вала от следов грязи, масла, окалины и т.п.
- Поочерёдно выполнить качественное измерение размера.

Для идентификации результатов все замеры рекомендуется выполнять не менее, чем три раза, причём в одинаковых условиях. Не следует пользоваться калибр-пробками при отрицательных температурах внешнего воздуха.
При использовании описываемого инструмента запрещается прилагать чрезмерные усилия, избегать перекосов, а также производить измерения, используя неповеренный инструмент.
Калибр-пробки предписывается хранить только в заводской упаковке и в приспособленном для этих целей помещении. Предприятие-изготовитель должно иметь лицензию, удостоверяющую право на производство этих инструментов.
Такелажный лом. Просто и эффективно
Печь для прокалки сварочного флюса





