

Как работать с самодельным станком
При заточке с помощью самодельного станка помните следующее:
два плечика во время работы должны быть одинаковыми, так сверло ровно пройдет в отверстие, и сверление будет выполняться правильно; до запуска станка хорошо закрепите на шкиве точильный круг; первая обработка проводится с помощью диска с крупным абразивом, при обнаружении на сверле заусенец, диски меняют на тонкие; при заточке все время держите нужный угол; круг должен двигаться только по лезвию в одном направлении; не перегревайте резак и во время обработки его иногда охлаждайте. Перегретый инструмент не окунайте в холодную воду, чтобы металл не повредился; сначала заточите одну сторону сверла, потом аккуратно переверните и обрабатывайте вторую.
При работе очень важно сохранить первоначальную форму инструмента и направление режущих краев. Внимательно следите за тем, чтобы не было смещения от центра острия кончика, поскольку инструмент при обработке может сильно отклониться. А если после заточки угол краев будет разным, сверло не сможет нормально работать
Это можно будет определить с помощью шаблона или же без него: смотрите, чтобы по форме кончик был конусообразным. Править лучше с помощью специальных устройств, чтобы не допустить ошибок
А если после заточки угол краев будет разным, сверло не сможет нормально работать. Это можно будет определить с помощью шаблона или же без него: смотрите, чтобы по форме кончик был конусообразным. Править лучше с помощью специальных устройств, чтобы не допустить ошибок.
Также очень важно правильно определить, когда сверло нуждается в заточке, многие это сделать не могут. Так, о затуплении сверла говорят такие явления:
гудение или скрежет в начале сверления; металл нагревается быстро, иногда нагрев сопровождается сильным запахом
гудение или скрежет в начале сверления; металл нагревается быстро, иногда нагрев сопровождается сильным запахом.
Если заточить сверло раньше срока, то можно значительно сократить срок его эксплуатации и спровоцировать скорую поломку. Поэтому точильный станок нужно не только правильно собрать, но и правильно использовать только в соответствии с необходимостью.
Сохранить
- http://obinstrumente.ru/elektroinstrument/stanok-dlya-zatochki-sverl-svoimi-rukami.html
- https://derevyannie-doma.com/materialy/stanok-dlya-zatochki-sverl-svoimi-rukami-kak-sdelat-ustroystvo.html
- http://obustroen.ru/instrumenty-i-oborudovanie/mehanizirovannye/dreli-i-perforatory/dlya-zatochki-sverl.html
- https://remontoni.guru/instrumenty-i-oborudovanie/kak-sdelat-prisposoblenie-dlya-zatochki-sverl-svoimi-rukami.html
- http://sdelajrukami.ru/zatochka-sverl-svoimi-rukami/
- https://instrument.guru/svoimi-rukami/kak-sobrat-stanok-dlya-zatochki-sverl.html
Виды заточки сверл: обзор 4 способов
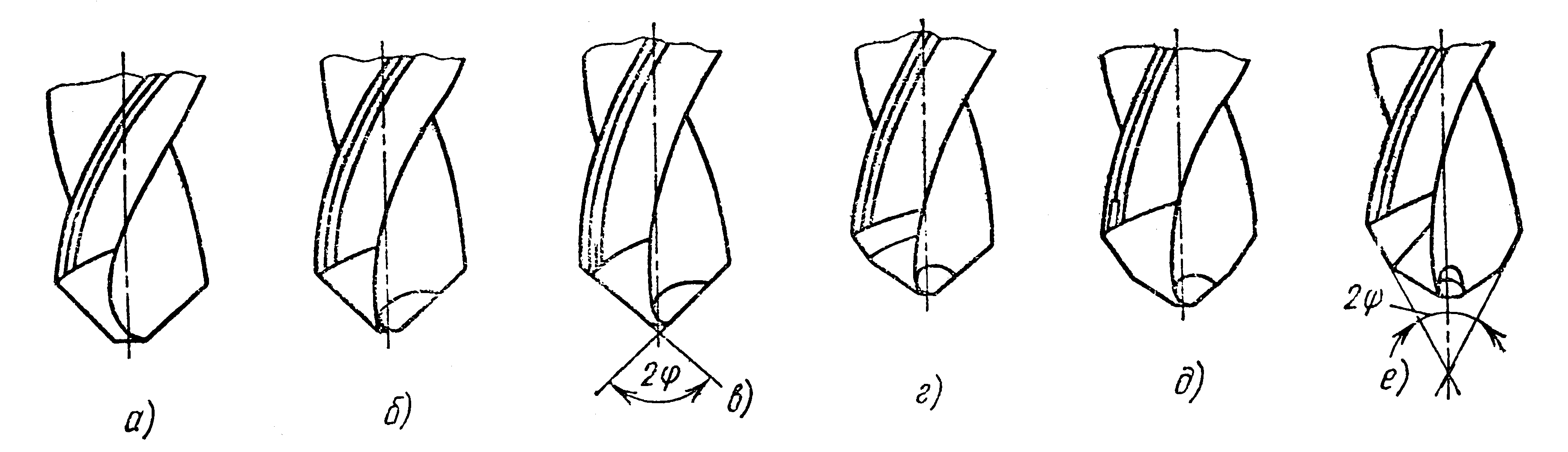
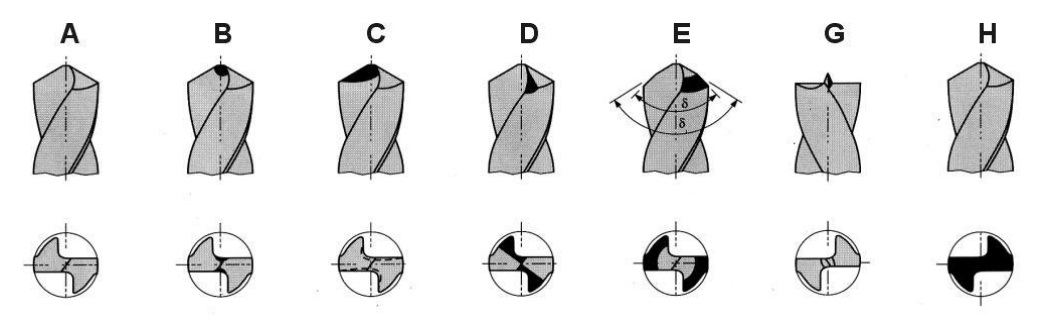
Наука резания и сверления металлов рассматривает 4 технологии заточки:
- конусная – 2 типа;
- винтовая;
- одноплоскостная;
- двухплоскостная.
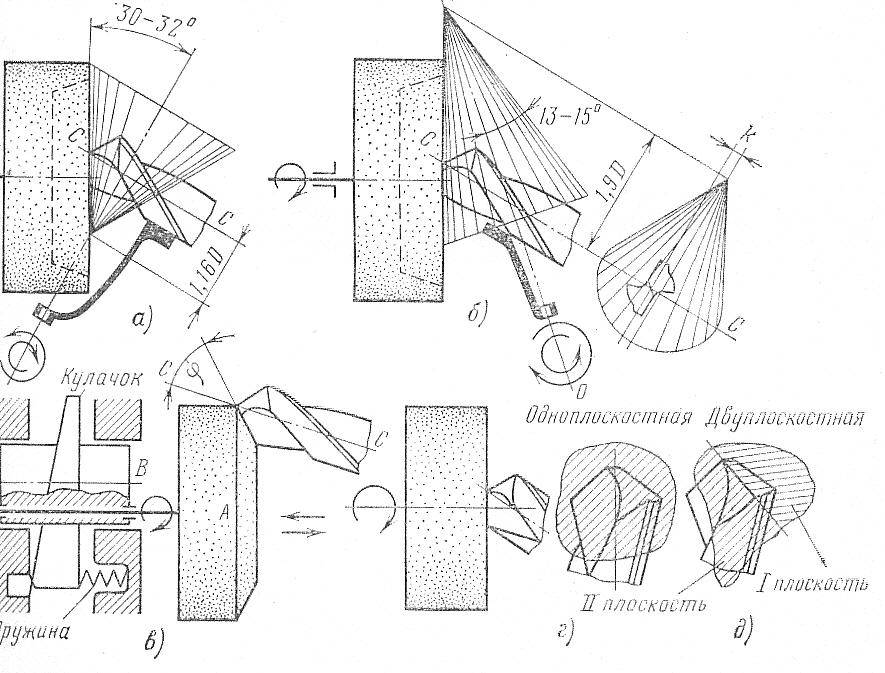
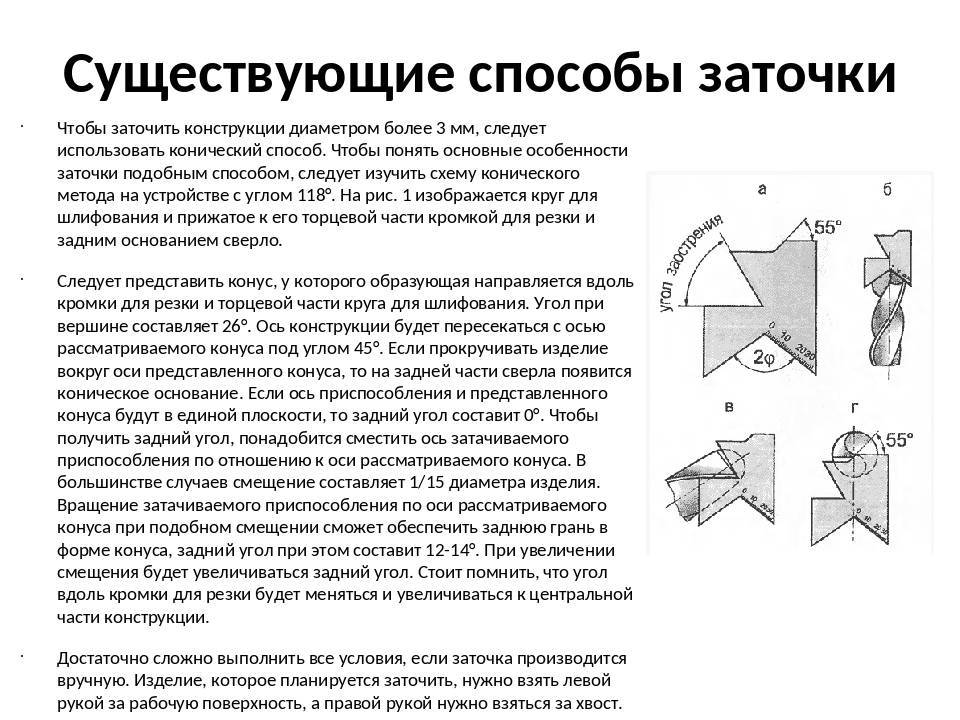
Конусная заточка сверл
Бывает двух типов. Первый цилиндрический используется редко. У второго преимущества. Рассмотрим его, как наиболее распространенный.
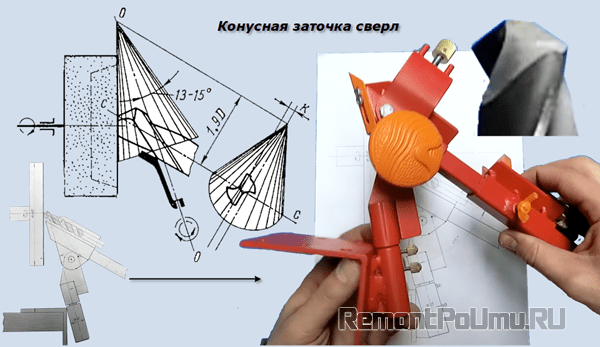
Название конусная (заостренная, коническая) используется потому, что применена схема расположения оси воображаемого конуса к оси вращения сверла. Они сдвинуты на определенный угол.
Преимущества метода
лучше работает в момент засверливания без ухода в сторону;
не нужно сильное накернивание материала;
уменьшается усилие подачи инструмента;
снижается крутящий момент на привод.
Недостатки
трудоемкость;
пониженная прочность заточенной грани.
Методика позволяет хорошо заточить сверла диаметром от 10 мм и больше, но требует подточки перемычки.
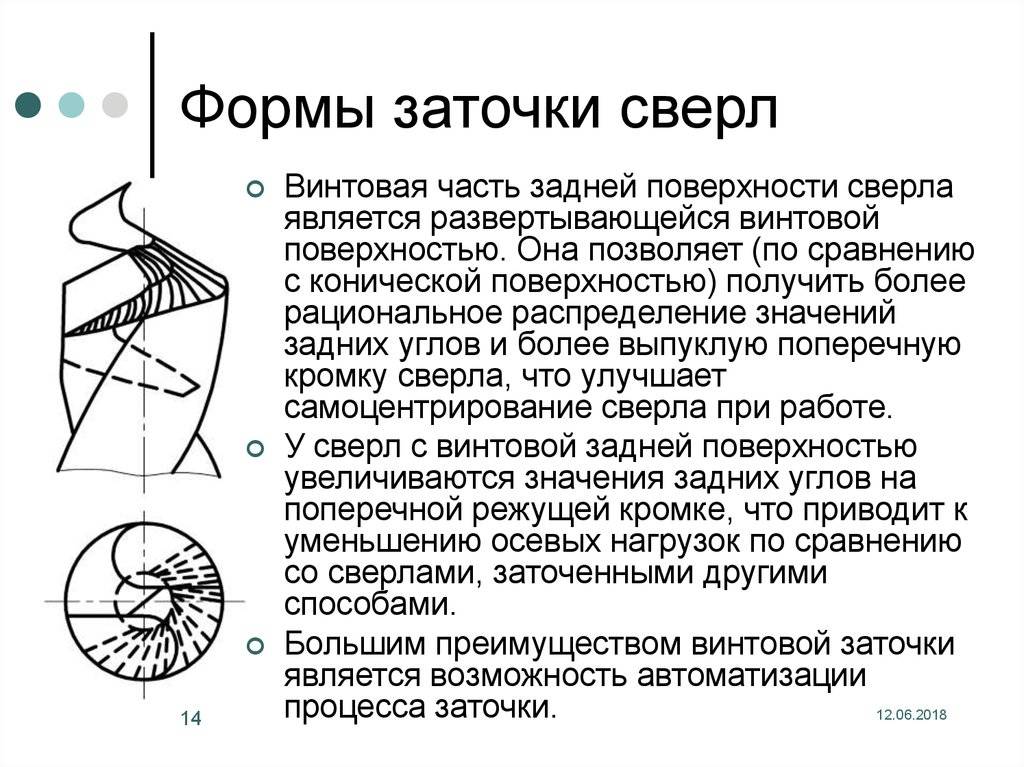
Винтовая заточка сверла
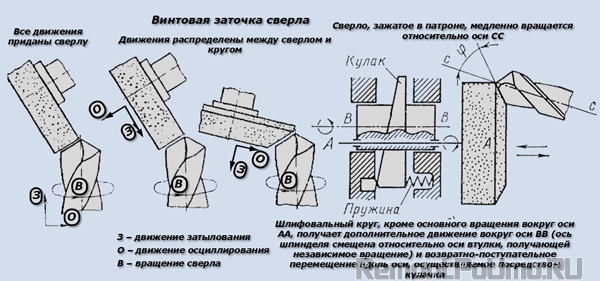
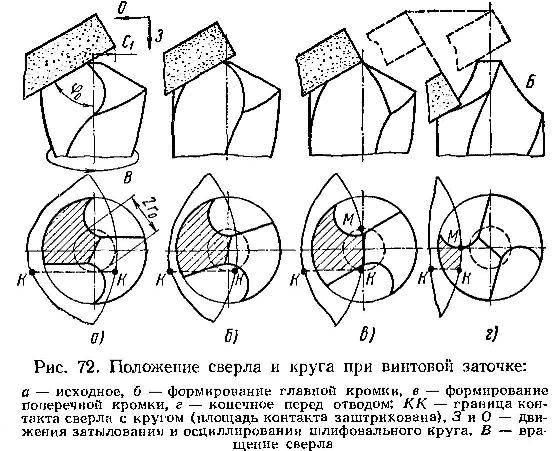
Сверло зажимается в патроне. Он вращается. Шлифовальный круг разными способами обрабатывает грани. Совместные вращения сверла и круга создают винтовые задние поверхности.
Винтовая техника увеличивает задний угол сверла и имеет эксплуатационные преимущества перед остальными методиками.
Она распространена в среде профессионалов инструментальщиков, требует точного оборудования и навыков в работе. Начинающим мастерам – не подходит.
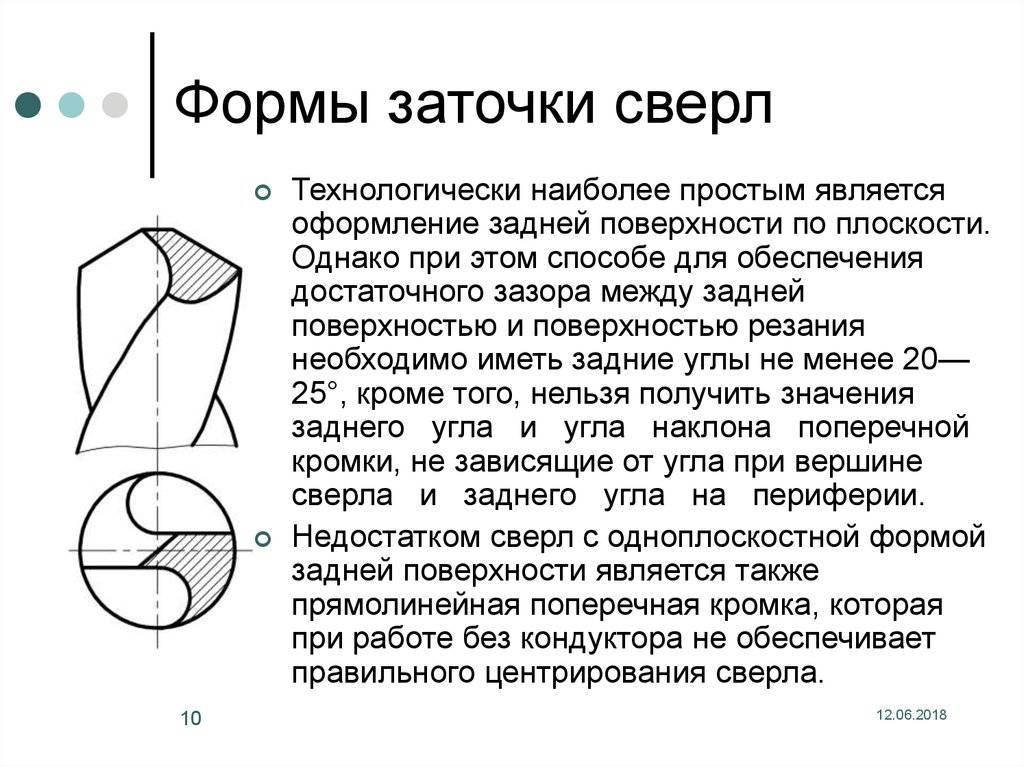
Одноплоскостная заточка
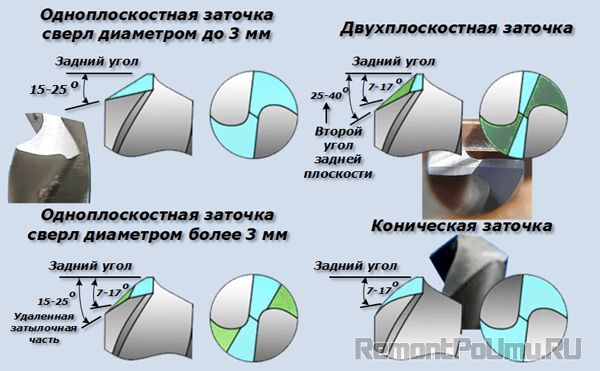
Задний угол резания зуба 15÷25 градусов формируется одной плоскостью. Он может легко создаваться как вручную на абразивной поверхности, так и заточными станками на:
- торце наждачного диска;
- или его боковой стороне.
Эта технология является базовой для освоения. Она очень популярна в среде профессионалов и новичков, приобрела название нормальной за счет простоты исполнения.
Недостаток метода: увеличенная длина перемычки (примерно 20% диаметра). За счет этого в центральной части происходит не резание, а сминание металла. Этим объясняется повышенный износ сверла и его отход в сторону.
Устраняется с помощью:
- начального засверливания меньшим диаметром;
- либо кернением.
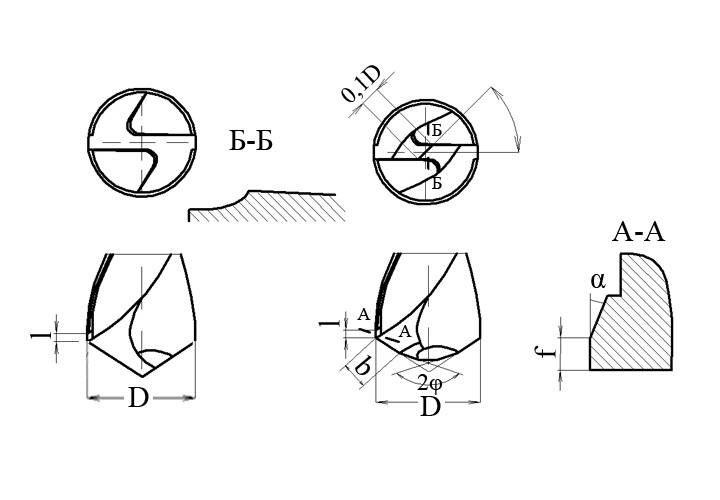
Здесь же перемычку рекомендуется стачивать стандартным методом на глубину 0,1—0,15 диаметра инструмента чтобы уменьшить сопротивление металла.
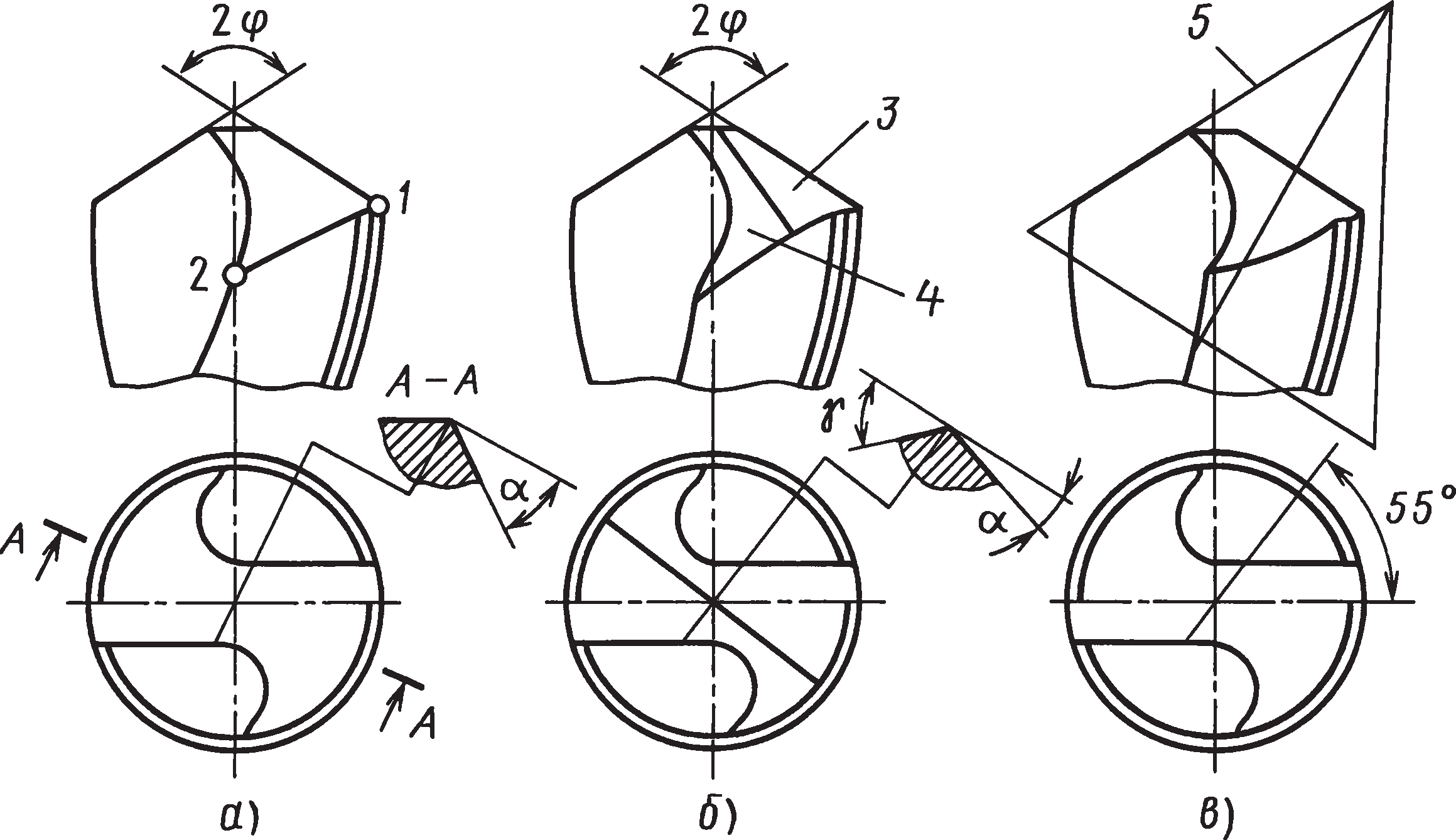
Двухплоскостная заточка сверла
Ее цель та же, но затыловка создается двумя плоскостями под углами:
- 7-17 градусов не передней – обеспечивается оптимальное резание;
- 25-40 градусов для задней плоскости – исключается соприкосновение сверла с заготовкой и обеспечивается лучший отвод стружки.
Этот способ отличается практичностью от предыдущего, но требует более совершенной оснастки инструмента. Он подходит для профессиональной работы и использования в быту.
Предлагаю сравнить два варианта их исполнения.
Вначале посмотрите эту методику на эксклюзивном устройстве заточника префекциониста в его видео ролике «Как идеально заточить сверло на 2 плоскости». Он поможет правильно понять базовые принципы технологии.




Затем оцените этот же способ на бесплатном приспособлении, созданном инженерами конструкторского бюро Кравченко Г Ф.
Уверен: качество заводского станка выше, но уровень заточки поверхности на самодельной приспособе ненамного хуже, чем у профессионалов. Он хорошо подходит для редких поделок в домашних условиях или внутри гаража. Исправление сверла выполняется до тех пор, пока не исчезнут все сколы, трещины, зазубрины.
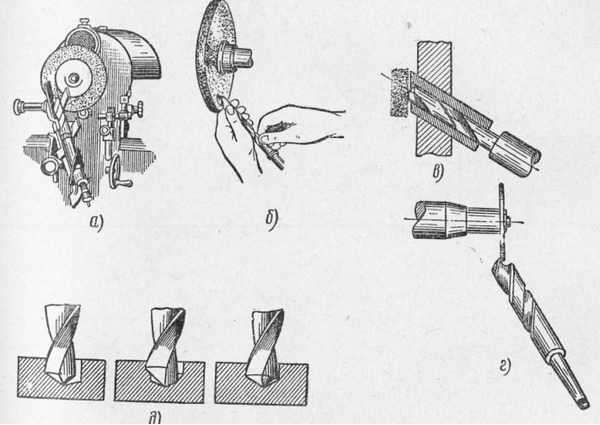
3 Затачиваем на точильном станке
Заточить сверла в домашних условиях не составит труда на обычном точильном станке. Единственное, желательно, чтобы станок был оборудован подручником, т.е. небольшой платформочкой, расположенной перед рабочей поверхностью заточного диска. Расстояние между подручником и торцом круга должно составлять не более одного миллиметра.
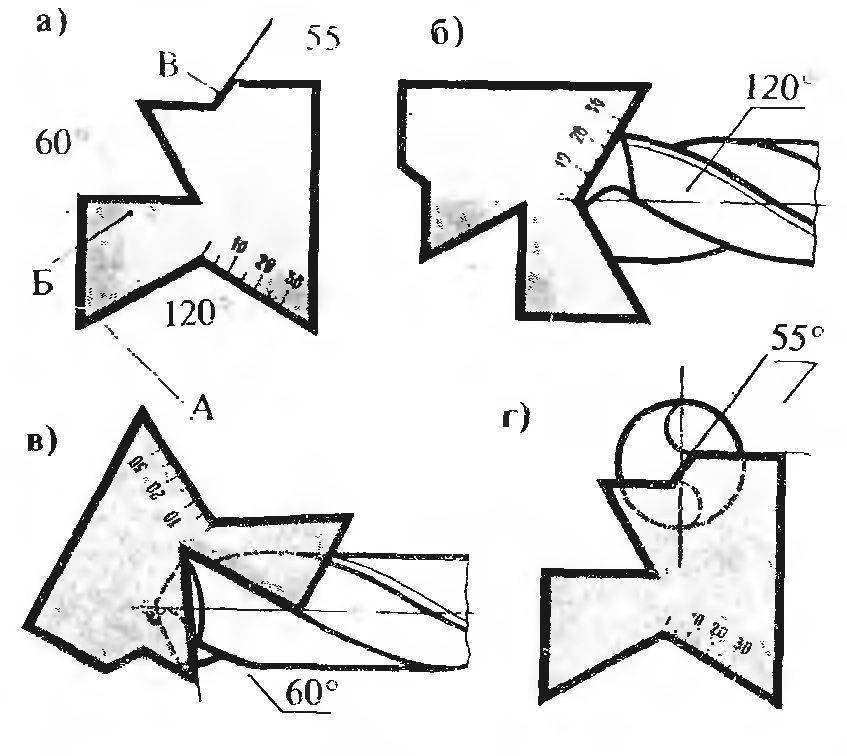
Если насадка сильно затупилась, т.е. режущие кромки с задними поверхностями стали несимметричными, чтобы правильно заточить инструмент, желательно сделать простое приспособление, выполнив следующие действия:
- начертить ровную линию на подручнике под углом 60 градусов по отношению к рабочей поверхности абразивного диска. Линия должна располагаться напротив рабочей поверхности;
- на подручнике закрепите обрезок металлического уголка, выровняв его по намеченной линии, как показано на фото ниже. Т.е. уголок тоже должен располагаться по отношению к рабочей поверхности круга под углом 60 градусов. Для фиксации уголка можно воспользоваться струбциной. Если заточкой вы будете заниматься часто, можно просверлить отверстия и зафиксировать уголок болтами.
Благодаря этому приспособлению вы можете приложить своими руками сверло к спинке уголка и таким образом обеспечить угол задней поверхности в 60 градусов. Теперь, когда все готово, можно приступать к работе. Прежде всего нужно установить крупноабразивный диск и включить станок. Затем надо правильно взять в руки сверло. Для этого положите два пальца правой руки на подручник, и на них уложите затачиваемый инструмент. В результате пальцы будут служить опорой. Левой рукой возьмитесь за хвостовик затачиваемого инструмента. Само сверло поверните так, чтобы режущая кромка, которую вы будете затачивать, располагалась строго горизонтально.
Теперь приложите инструмент боковой плоскостью к спинке уголка и подведите своими руками к рабочей поверхности точила. Правая рука должна оставаться неподвижной, а левая, которая держит инструмент за хвостовик, должна слегка перемещаться в вертикальной плоскости, совершая покачивания сверлом. Таким образом, заточка должна происходить от режущей кромки до конца задней поверхности.
По такой схеме совершите несколько покачивающих движений левой рукой вверх/вниз
Сильно напрягать руки не надо, так как сверло у вас не вырвет, поэтому просто соблюдайте осторожность. Заточив одну заднюю поверхность, следует прокрутить левой рукой сверло на 180 градусов и точно так же наточить вторую заднюю поверхность
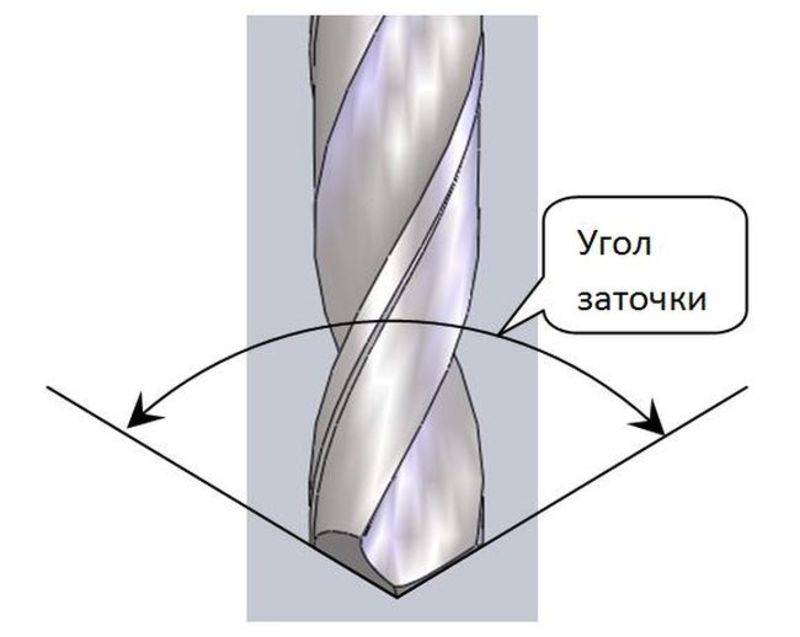
По завершению работы убедитесь, что угол заточки сверла, т.е
угол при вершине равен 120 градусам, что оптимально для инструмента по металлу. Кроме того, проследите, чтобы кромки и задние спинки получились симметричными. Если инструмент далек от идеала, нужно его еще подточить
По завершению работы убедитесь, что угол заточки сверла, т.е. угол при вершине равен 120 градусам, что оптимально для инструмента по металлу. Кроме того, проследите, чтобы кромки и задние спинки получились симметричными. Если инструмент далек от идеала, нужно его еще подточить.
Надо сказать, что в результате перемещения хвостовика в вертикальной плоскости, задняя поверхность получается скругленной. Поэтому такая заточка называется конической. Она применяется для сверл диаметром более трех миллиметров. Правильно заточить более тонкое сверло по металлу еще проще – его режущая часть прижимается к плоскости точила и затачивается без каких-либо покачиваний. В результате задняя поверхность приобретает одну ровную плоскость. Поэтому такая заточка называется одноплоскостной. Хват сверла при такой обработке показан на фото ниже.
После того как заточка будет завершена и инструмент приобретет правильную форму, нужно выполнить доводку. Дело в том, что поверхность после заточки крупным абразивом далека от идеала. Поэтому нужно установить на станок диск с мелким абразивом и удалить все шероховатости. В результате поверхность должна получиться идеально гладкой.
Чтобы убедиться, что работа выполнена верно, попробуйте просверлить отверстие, можно даже не глубокое, и убедитесь, что кромка получилась гладкой и ровной. Это главный показатель заточенного инструмента.
Абсолютно также точатся и сверла по дереву. Единственное, их угол при вершине делается более острым – 140 градусов. Соответственно, инструмент подносится к точилу под углом 70 градусов.
Как изготовить станок для заточки спиральных сверл
В качестве основы для изготовления заточного станка для сверл спирального типа можно использовать любой серийный точильный агрегат, способный работать без биения и выдерживать значительные нагрузки. При оснащении такого станка дополнительными приспособлениями необходимо соблюсти следующие требования.
- Ось подручника должна совпадать с осью вращения точильного круга, при этом она может располагаться с ней в одной горизонтальной плоскости или быть выше нее.
- Все элементы создаваемой конструкции должны быть надежно зафиксированы, чтобы обеспечить безопасность выполнения заточных работ.
- Конструкция приспособления должна допускать возможность выполнения заточки сверл как в ручном, так и в полуавтоматическом режиме.
- Устройство подручника должно предусматривать возможность расположения хвостовика сверла под любым углом.
Приспособление для заточки сверл в сборе
При изготовлении данного приспособления для заточки сверл не требуются сложные технические устройства и дефицитные материалы, которые придется приобретать дополнительно. Все комплектующие можно найти практически в любой домашней мастерской или в гараже. В качестве оборудования и инструментов, при помощи которых такие комплектующие будут дорабатываться перед сборкой приспособления, можно использовать обычную болгарку и сварочный аппарат.
Поскольку упор такого приспособления должен быть качающимся, что необходимо для заточки сверл в полуавтоматическом режиме, для его фиксации следует использовать петлевое соединение. Подбирая трубку, кронштейн и болт для крепежного узла, следует иметь в виду, что в приспособлении должны отсутствовать люфты. Самоделка предложенной конструкции обладает двумя степенями свободы.
Детали приспособления
Площадка такого приспособления, на которой фиксируется обрабатываемое сверло, имеет возможность вращаться по вертикальной оси, предоставляя возможность изменять угол заточки инструмента. Кроме того, подручник, опирающийся на горизонтальную ось, может совершать колебательные движения, что обеспечивает верную артикуляцию в процессе выполнения заточки.
Для изготовления конструктивных элементов такого приспособления используется листовой металл различной толщины, а именно:
- опорная пластина – 4 мм;
- направляющая пластина для сверла – 5 мм;
- остальные элементы конструкции – 3 мм.
Подручник приспособления, на верхней части которого устанавливается опорная пластина, необходимо надежно зафиксировать на корпусе точильного станка. Для этого используется дополнительная металлическая «щека», соединяемая с кронштейном устройства.
Направляющая пластина, на поверхности которой необходимо выполнить треугольный паз, предназначенный для размещения обрабатываемого инструмента, фиксируется на опорной пластине при помощи винтового соединения.
Направляющий паз пластины
Устройство и конструктивные особенности рассматриваемого приспособления для заточки сверл позволяют ему поворачиваться на угол до 90°. Благодаря такой возможности выполнять заточку сверл при помощи данного приспособления можно практически любым из используемых сегодня методов.
Сверло, затачиваемое при помощи такого приспособления, укладывается в направляющую канавку и может свободно перемещаться в ней в продольном направлении. При этом угол заточки инструмента не изменяется.
Установка сверла в направляющий паз пластины
Поскольку верхняя поверхность опорной пластины располагается несколько выше оси вращения точильного круга, при использовании такого приспособления достигается оптимальная форма заточки задней поверхности сверла.
Сам процесс заточки сверл с помощью такого приспособления выглядит следующим образом.
- Инструмент выставляется в направляющей канавке приспособления таким образом, чтобы его режущая кромка располагалась параллельно краю направляющей пластины.
- После регулировки положения сверло медленно подается к рабочей поверхности вращающегося точильного круга.
Хорошо демонстрирует процесс работы с таким приспособлением видео, которое несложно найти в интернете.
Несмотря на простоту конструкции, такое приспособление обеспечивает высокую точность выполняемой заточки, для контроля качества которой можно даже не использовать шаблон. Если закрепить качающуюся пластину данного приспособления на фиксированный угол, его можно использовать и для заточки сверл, оснащенных твердосплавными пластинами.



Насколько сложной может быть заточка сверла
Совсем простой подобную работу назвать нельзя. Она требует знания некоторых нюансов и соблюдения определённых правил, однако выполнить её можно, даже не имея опыта. Стоит разобраться, какие ошибки могут допустить новички в этом деле, и постараться их избежать.
 ФОТО: drive2.ruТакое сверло ещё может немного послужить при правильной заточке
ФОТО: drive2.ruТакое сверло ещё может немного послужить при правильной заточке
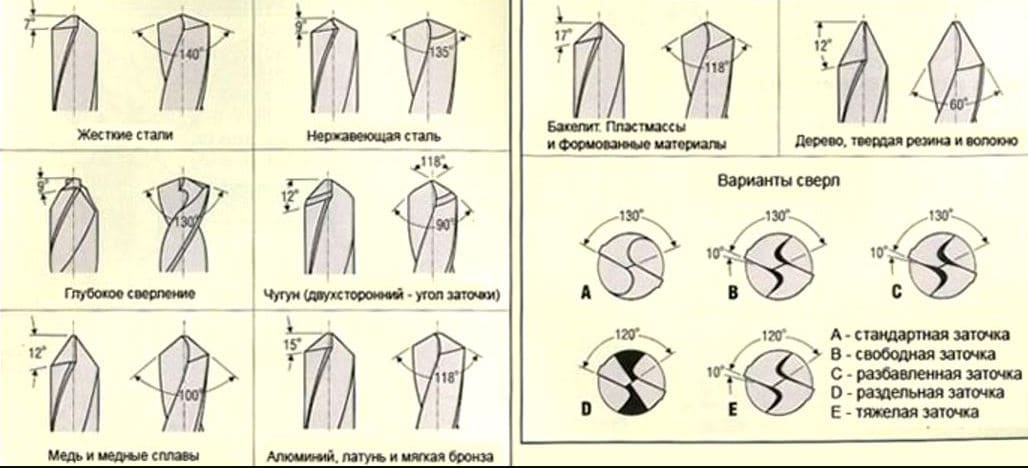
Первое, что нужно знать – это под каким углом затачивать свёрла, предназначенные для того или иного материала. К примеру, для дерева угол расположения режущих кромок должен составлять примерно 118°, а для металла − уже 135°. Однако не стоит подходить к этому вопросу слишком буквально. Небольшие отклонения вполне допустимы. Для проверки правильности угла используют транспортир, угломер или даже пару обычных гаек. Но обо всём по порядку.
Пора точить?..
Неопытному мастеру сложно отличить хорошо заточенный инструмент от того, который уже затупился. Основные признаки того, что пора браться за заточку, следующие:
- металл сильно греется. За счет того, что режущая кромка сработана, трение при сверлении усиливается. Соответственно, происходит нагрев рабочей части и далее хвостовика, патрона дрели (перфоратора). При сильном нагреве металл сверла теряет свои свойства, «отпускается» и перестает держать заточку вообще;
- звук при сверлении усиливается, возникает скрип и визг;
- стружка выходит либо только с одной стороны (неравномерность заточки), либо с обоих, но в виде крошки, а не аккуратной спирали.
По отдельности эти признаки можно счесть результатом работы со слишком твердым и хрупким материалом, неподходящим типом сверла в целом. Все вместе однозначно сообщает – пора затачивать кромки!
https://youtube.com/watch?v=XIe9tbTngCI
https://youtube.com/watch?v=srJlA8zWrV4
Как понять, что гаджет затупился
Изначально необходимо уяснить, что неисправный инструмент не только подведет вас в выполнении сложной задачи, но и может сломаться, так как он перегреется при работе. Зачастую оставшаяся часть в отверстии не подвержена извлечению, а это, в свою очередь, ведет к порче продукции. Кроме того, во время больших оборотов электродрели, осколки способны разлететься и причинить вред здоровью мастера.

Признаки снижение режущих качеств:
- Сама деталь сильно нагревается, что видно невооруженным глазом.
- Слышен сильный визг.
- Одна и та же процедура занимает на порядок больше времени.
- Снижается класс точности.
- При прикосновении к острию чувствуется гладкая и округлая кромка.
- На обрабатываемой детали остаются крупные заусенцы на выходе и бордюр на входе.
Появляется характерный блеск головки, окрас которой сильно отличается от хвостика и основного цилиндра. Режущая поверхность приобретает сферичность и глазу становится заметно отражение от этой линии.
- Сильно изменившаяся температура при обработке способствует появлению цвета побежалости, например, темно-синего.
- Увеличиваются усилия специалиста при использовании оснастки.
Если по каким-то причинам вы не распознали первые признаки износа, то можно вооружиться лупой большого разрешения
Следует обратить внимание не только на торцевую часть, но и на боковые поверхности. При их износе также наблюдаются похожие симптомы
Особенности использования
Среди преимуществ свёрл Левиса следует отметить:
- Плавность нарастания рабочей нагрузки по мере углубления инструмента в материал.
- Высокое качество внутренней поверхности отверстия, поскольку образующиеся при сверлении заусенцы полностью срезаются боковой режущей кромкой и незамедлительно удаляются шнековой образующей сверла наружу.
- Широкая винтовая канавка обеспечивает надёжное удаление стружки, независимо от её количества.
- Шестигранный наконечник на хвостовике обеспечивает надёжное удержание сверла в патроне.
Высокое качество и производительность, особенно заметные при получении отверстий значительной глубины, не отменяют и некоторых ограничений спиральных свёрл:
- При заклинивании сверла Левиса, что возможно на операциях с твёрдой древесиной, его остановка происходит практически мгновенно, и сопровождается резкой отдачей. Это может привести к травме работающего.
- Поскольку усилия реза при таком сверлении велики, то качество материала имеет решающее значение для стойкости шнекового сверла. Поэтому стоит приобретать инструмент от известных производителей, указывающих марку стали (на свёрлах китайского производства марка обычно не указывается).
- Спиральное сверло обладает повышенной хрупкостью, поскольку при закалке обычно прокаливается по всему сечению. При относительно малой жёсткости это может стать причиной разрушения рабочей части.
- Стоимость свёрл Левиса выше, чем обычных, при тех же диаметрах получаемых отверстий.
- Маломощные дрели (менее 1000 Вт) при своём пуске сверло данной конструкции могут не провернуть. Важным также является наличие у дрели функции реверса.
Технология заточки сверла по металлу с помощью болгарки или ручной дрели.
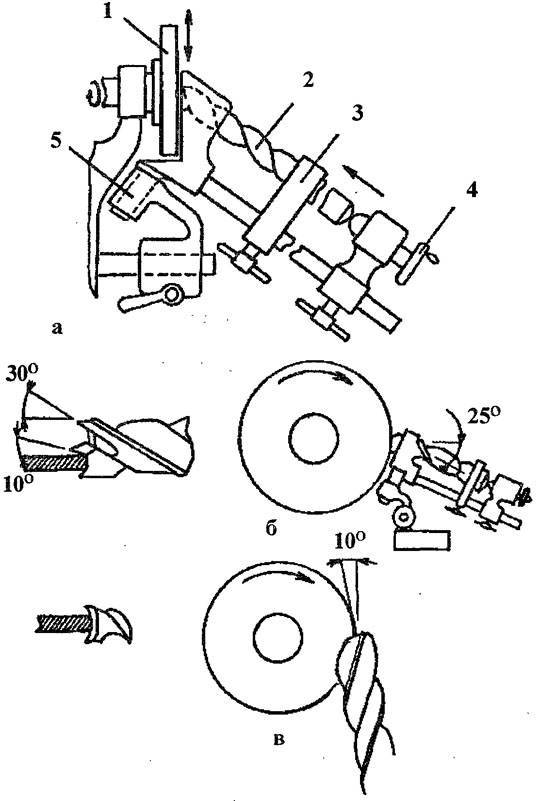
Если Вы разобрались с заточкой сверла на заточном станке, то пришло время узнать, что на шлифмашине (болгарке) это делается аналогично. В качестве подручника, мы просто используем край защитного щитка абразивного диска. Поворот щитка регулируется. Перед заточкой поверните его так, чтобы было удобно опираться пальцем под затачиваемым сверлом. Старайтесь выполнить те же движения, сто и на заточном станке. Дело в том, что научиться правильно затачивать сверла не заточном станке можно довольно просто и быстро. Именно поэтому рекомендуется фиксировать болгарку — Вы быстрее получите пристойный результат.
С ручной дрелью сложнее. У нее нечего использовать вместо подручника. Но вы можете приспособить для этого подручные предметы. Здесь понадобится две устойчивых ровных поверхности. На одной зафиксирована дрель, другая используется как подручник. Поверхности располагают на одном уровне так, чтобы между ними мог быть помещен вертикально диск, установленный в патрон дрели. Например, это могут быть столы, верстаки, ящики.
В любом случае качество заточки на дрели будет хуже, чем на других рассмотренных инструментах.
Заточка сверла по металлу
Заточка напильником или надфилем
Заострить сверло как надо напильником или надфилем невозможно, поэтому от такой затеи лучше сразу отказаться. Для этого есть 2 весомые причины:
Даже самое простое и «мягкое» сверло напильником не взять, так как оно слишком твёрдое. Скорее вы сотрёте напильник, чем заточите инструмент. Не поможет надфиль и для заточки сверл, которые отпустило.
Если использовать абразивный или алмазный брусок, то возникает другая проблема – нужно удерживать идеально ровный угол стирания металла. Этому трудно научиться даже при использовании точильного станка, а вручную – практически невозможно.
Как происходит процесс затупления сверла
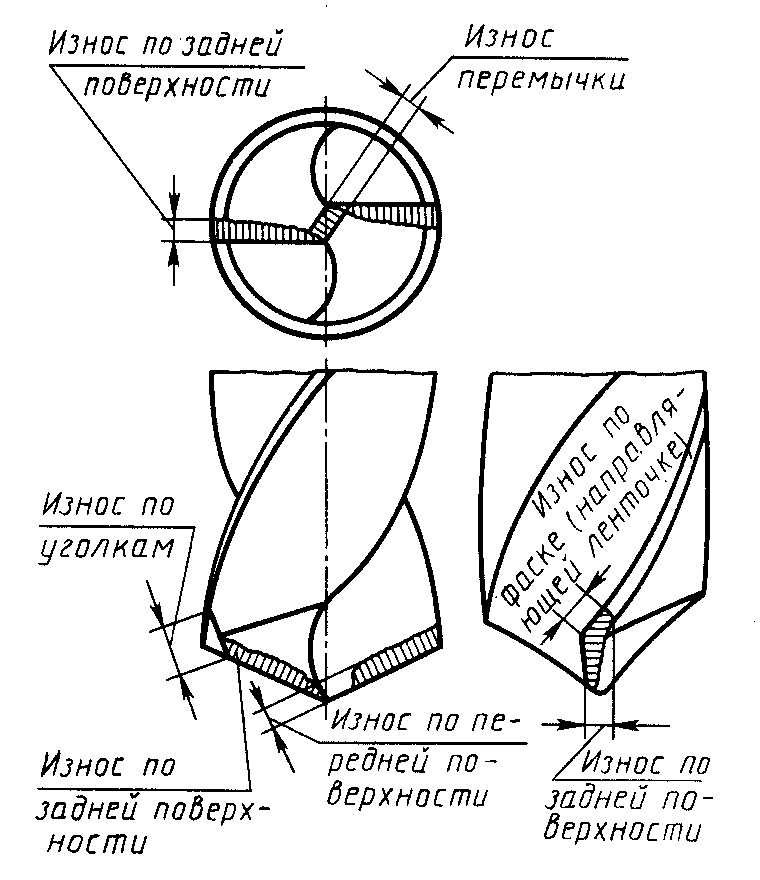
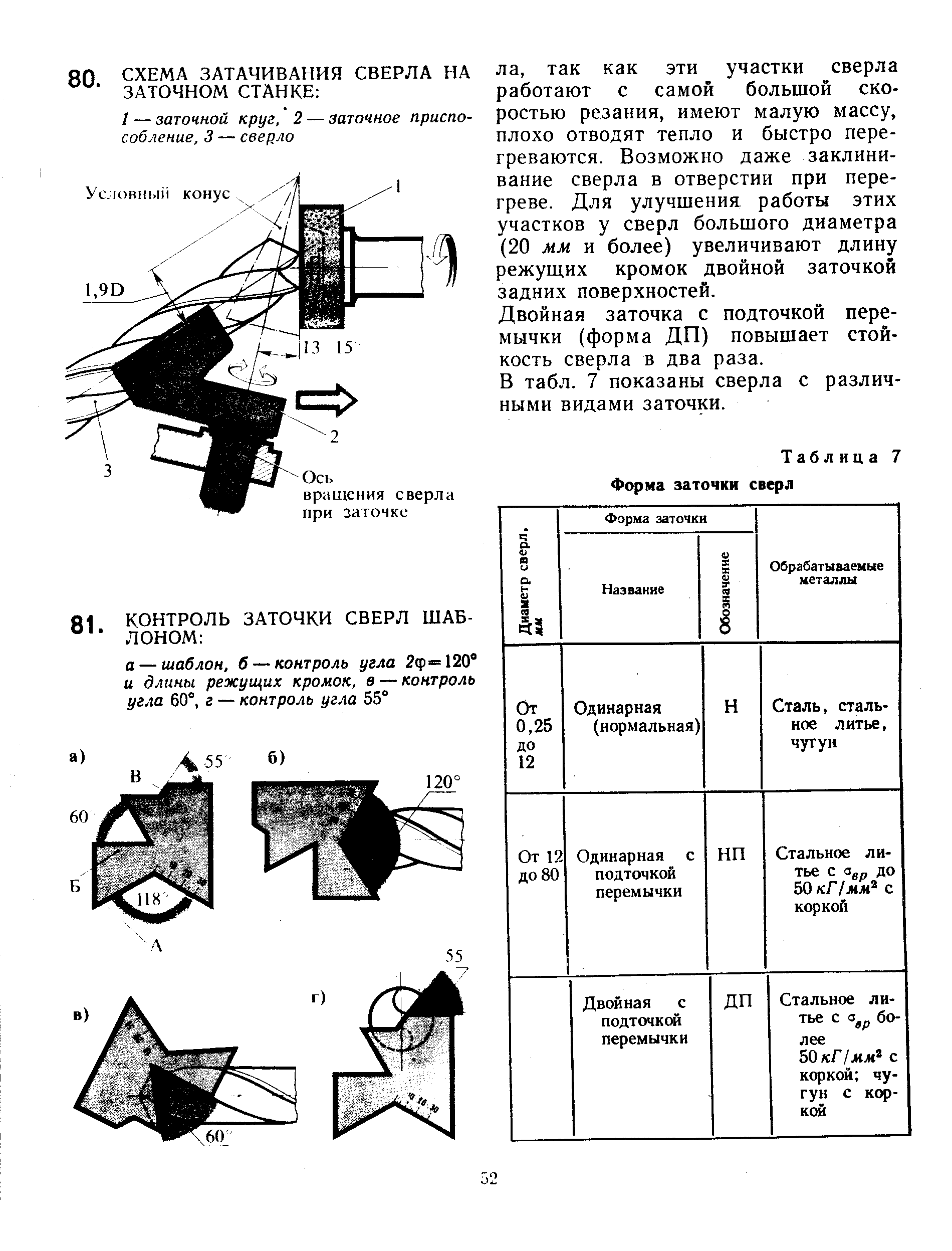
Скорость резания металла при сверлении максимальна на периферии сверла. Это означает, что здесь происходит самое большое нагревание режущих кромок, a отвести эффективно тепло из этой области довольно затруднительно. Именно из-за этого процесс затупления, начинаясь c уголка, постепенно охватывает всю режущую кромку.
Следующий этап – истирание задней грани. От режущей кромки на эту часть сверла распространяются штрихи, которые сливаясь, образуют слитную полосу вдоль режущей кромки. Потом эта полоса став сплошной расширяется, становясь более обширной на периферии, к центру сверла сужающаяся. Происходит сминание режущей кромки – инструмент становится тупым.
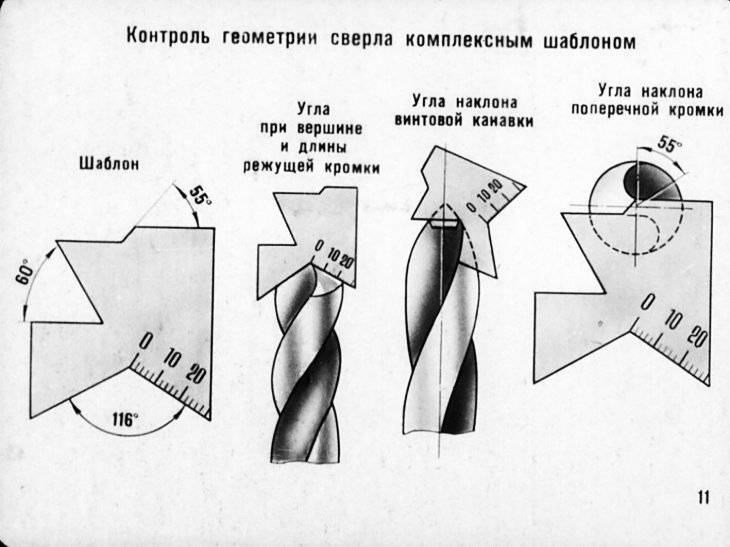
Для того, чтобы упростить контролирование корректности выполнения геометрии сверла используют предельно простые шаблоны. Как изготовить наиболее простой будет описано ниже. C помощью такого шаблона, включая случаи выполнения затачивания сверл не прибегая к помощи каких-либо приспособлений, легко и просто проконтролировать, где необходимо снять еще металл c сверла. Как шутят мастера, применяя подобный шаблон, всегда получится то, что должно получится, просто потому, что не получиться не может, даже если будет нужно для этого сточить половину сверла.
Несколько слов о ремонте сверл по бетону
Все вышеописанные способы заточки относятся к инструменту по металлу и по дереву. Однако сверло с наконечником из победита тоже может затупиться. При этом оно проявляет себя так же, как и инструмент по металлу – плохо сверлит, быстро перегревается и издает при работе неприятный высокочастотный звук. Надо сказать, что принцип заточки победитовых сверл примерно такой же, как и для инструмента по металлу, однако имеются некоторые важные нюансы.
Прежде всего нужно измерять высоту режущей части затупленного инструмента. Затачивать сверла имеет смысл, если высота составляет не менее 7-10 мм. Если же высота меньше, добиться качественного результата не получится, поэтому выгодней приобрести новую насадку. Для заточки нам понадобится круг с алмазным напылением. Имейте в виду, что твердосплавный наконечник не терпит высоких температур. Поэтому работать необходимо на минимальных оборотах.
Чтобы заточить твердосплавное сверло правильно, вначале нужно подправить кромки наконечника, которые первыми «слизываются» в процессе работы по бетону. Углы кромок напайки должны быть ровными, т.е. под 90 градусов. Затем затачиваются задние поверхности до самой напайки, как показано на фото выше. Если твердосплавная напайка сточилась до стали, необходимо подточить переднюю часть. В противном случае мягкая сталь будет выходить на поверхность режущей кромки, соответственно никакой эффективности и качества сверления в таком случае от инструмента не добиться.
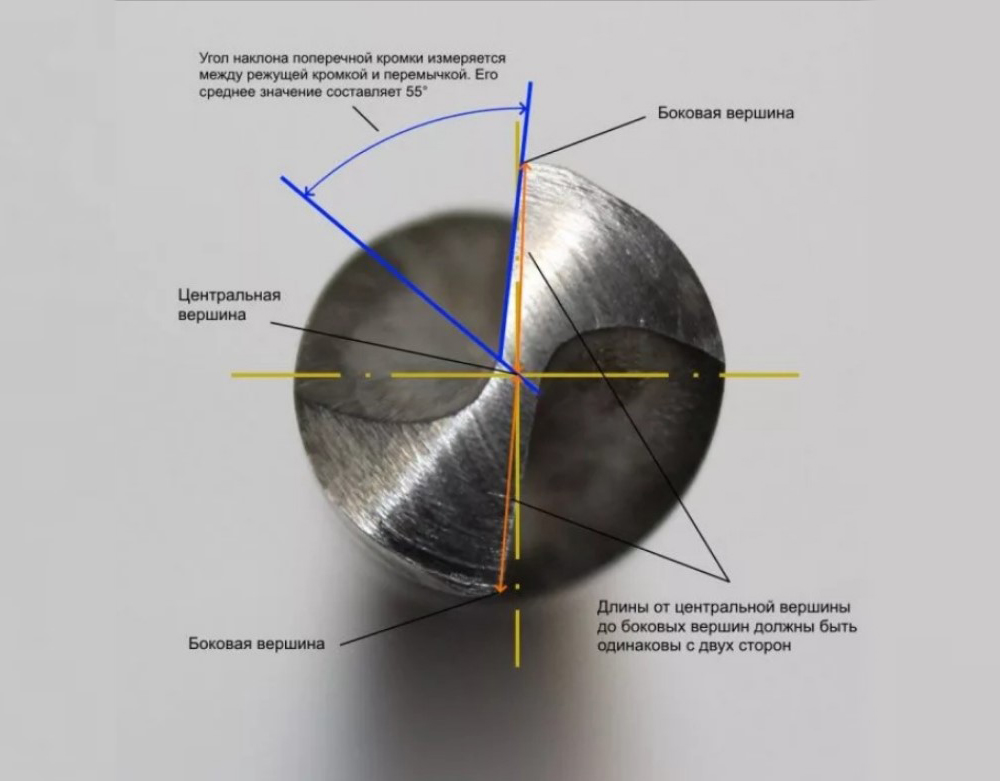
Как и при обработке любых других сверл обязательно следите за симметричностью. Режущие стороны должны быть одного размера. Если центр оси сместится, то снизится эффективность инструмента, кроме того, отверстия будут получаться неровными

Существует также еще одно важное правило – чем тверже наконечник, тем острее должен быть угол при вершине. Для победитовых напаек этот угол должен составлять 170 градусов
Вот, собственно, и все, что необходимо знать для самостоятельной заточки сверл.
Особенности различных видов заточки сверл
Заточка пил по дереву
Пилы по дереву, как правило, продаются не всегда достаточно острыми (а крупнозубые в большинстве своем – просто тупыми). Опять возникает необходимость заточки, причем для каждого вида работ она своя.
Если пила недостаточно разведена, сначала ее разводят. Если под рукой нет специализированной разводки, можно обойтись плоскогубцами. Пилу зажимают в тисках зубьями вверх, садятся так, чтобы смотреть вдоль полотна, и отгибают зубья в разные стороны через один, при каждом движении наклоняя плоскогубцы на один и тот же угол. Обычно небольшая разводка всегда есть изначально, и ее надо просто увеличить, если дело имеешь с сырым деревом или большими пилами. Если пила небольшая и для точных работ, вполне можно оставить и заводскую разводку.
При заточке пилы по дереву используется трехгранный напильник.
Для заточки зубьев используется треугольный напильник. Им точат с внутренней (по отношению к разводке) стороны зубьев пилы. Напильник держат так, чтобы угол режущей кромки был 60–45 градусов. На деле легче и быстрее заострить сначала одну сторону зубьев, а потом, перевернув пилу, заточить зубья другой стороны. В этом случае движения более однотипные – пила получается более острой.
При заточке пил лучше работать одному и в тишине, отключив помехи в виде радио и телевизора, так как неосторожное движение либо портит инструмент, либо наносит трудно заживающую рану. Совет: если при резке пила стремится уйти в сторону, это означает, что зубья разведены неравномерно – нужно увеличить их отклонение с той стороны, в которую пилу уводит
Как точить мелкие сверла
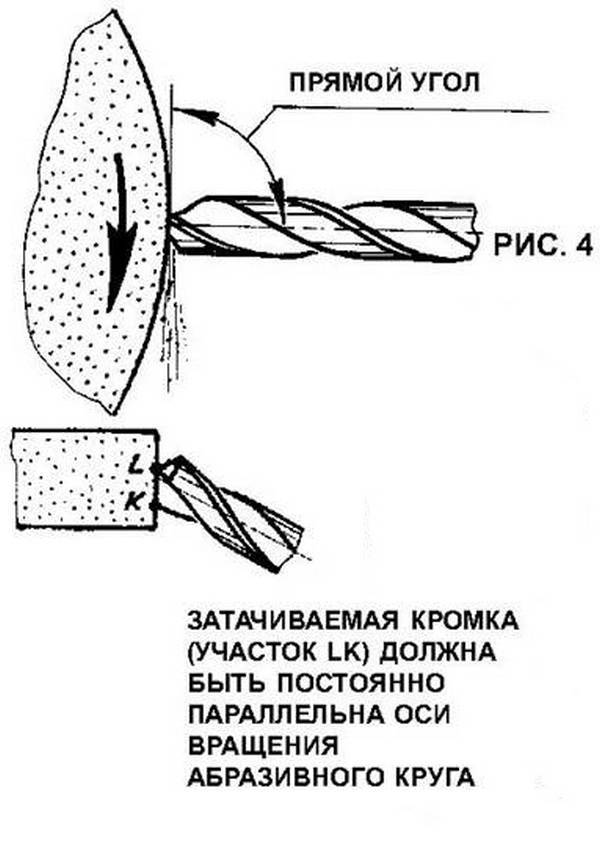
Тонкие сверла диаметром до 3 мм очень быстро тупятся, а при работе с плотным материалом и вовсе могут сломаться. Точить их тоже сложно, ведь режущая кромка слишком тонкая и мелкая, и установить оптимальный угол может быть сложно. Также при заточке таких сверл существенно повышается риск деформировать инструмент (рисунок 4).
Рисунок 4
Мелкие сверла точат особенно осторожно, чтобы не повредить их. Если все же есть необходимость в заточке мелкого сверла, стоит воспользоваться оселком или алмазным надфилем. Также понадобится специальное приспособление для фиксации сверла
Его можно вырезать из дерева или ПВХ
Также понадобится специальное приспособление для фиксации сверла. Его можно вырезать из дерева или ПВХ
Если все же есть необходимость в заточке мелкого сверла, стоит воспользоваться оселком или алмазным надфилем. Также понадобится специальное приспособление для фиксации сверла. Его можно вырезать из дерева или ПВХ.
Пошаговая инструкция по заточке такая:
- Сверло фиксируют, приставляют к нему оселок и проводят по режущей кромки с незначительным нажимом.
- Для качественной заточки понадобится около 10 движений. После этого сверло поворачивают на 180 градусов и повторяют процедуру.
- Качество заточки оценивают через лупу и, при необходимости, продолжают затачивать сверло, пока не будет достигнут нужный результат.
Применение приспособления
При работе на наждаке основную проблему составляет правильное направление сверла и надежное его удержание с учетом разогрева металла. Для того чтобы облегчить процесс, используются державки инструмента. Распространена такая самодельная система. Державка изготавливается на базе штатива с закреплением на ней пластины. На этой пластине сверло крепится с помощью фиксаторов. Продвижение его в направлении абразива осуществляется регулировочным винтом. Стойка штатива снабжается шкалой с разметкой углов (обычно 4 наиболее распространенных варианта). Такая конструкция обеспечивает надежную фиксацию инструмента в зажимах пластины, а точность подачи обеспечивается регулировочным винтом.





