

Термообработка
Тепловая обработка металла выполняется ради изменения характеристик сплава железа с углеродом.
Отжиг – термообработка, целью которой является снижение прочностных свойств стали. Производится путем нагревания до температуры выше аустенитного состояния с последующим медленным охлаждением (до 6…8 часов) в камере, где производился разогрев.
Нормализация – вариант отжига, производимого для снижения напряжений внутри металла. Обычно нормализацию выполняют, нагревая до 727 ⁰С и выше с медленным охлаждением (до 1…2 часов) при открытых дверках нагревательной печи.
Закалка – метод изменения размеров зерна при резком охлаждении металла из состояния аустенита до значений окружающей среды.
Отпуск – термическая обработка, в результате которой снимаются внутренние напряжения в металле. Различают: низкий, средний и высокий отпуск. Для каждого характерны свои значения температур.
https://youtube.com/watch?v=cJdMFLEuwN8
Самоотпуск
Самоотпуск — это процесс, объединяющий операции закалки и отпуска в единую процедуру.
Суть его заключается в резком охлаждении рабочей части инструмента без дополнительного охлаждения всего топора целиком.
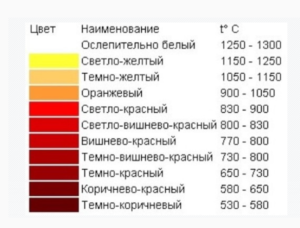 Рисунок 3 – Как меняется цвет стали при нагреве топора
Рисунок 3 – Как меняется цвет стали при нагреве топора
Возникает ситуация, когда охлажденная часть нагревается до необходимой температуры за счет тепловой энергии от остальной, не подвергавшейся охлаждению, части.
Процесс контролируют по цвету побежалости.
Когда инструмент приобретает нужный цвет, его окончательно охлаждают в воде или в масле.
Самоотпуск — довольно сложная процедура, результат которой зависит от опыта и навыков мастера. Экономию времени она дает значительную, но неподготовленному человеку лучше выполнить весь процесс целиком, чтобы не пришлось выполнять всю операцию закалки повторно.
Длительность выдержки топора в печи, время, необходимое для обратного нагрева и остальные нюансы процесса зависят от массы факторов, вплоть до размеров и формы топора , поэтому получить ожидаемый результат с первого раза вряд ли удастся. Для первого раза рекомендуется привлечь к работе опытного термиста и получить от него массу полезной информации.
Из какой стали производят топоры?
Для знающего человека вопрос о том, из какой стали изготовлен топор, далеко не праздный. Дело в том, что качество закалки напрямую зависит от марки, состава и прочих особенностей металла. Некоторые виды стали попросту не подлежат закалке, поскольку не обладают нужными компонентами и не могут приобрести нужных свойств в процессе подготовки.
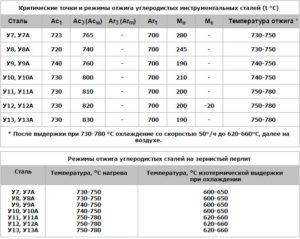 Рисунок 1 – Разновидности стали
Рисунок 1 – Разновидности стали
Для изготовления строительных топоров, согласно ГОСТ 18578-89, используются стали следующих марок:
- 8ХФ, 9ХФ, 9ХС, ХВГ (по ГОСТ4543);
- 60Г (по ГОСТ 14959);
- У7А, У8, У8А, У8ГА, У9, У9А (по ГОСТ 1435).
Необходимо учесть, что строительный топор — универсальный инструмент, рассчитанный на постоянное и активное использование.
В отличие от прочих видов, эта разновидность используется в непрерывном режиме, поэтому требует качественной закалки лезвия, исключающей порчу или быстрое затупление режущей кромки. Проверить, из какого металла изготовлен топор, надо еще при покупке, однако, выполнена ли закалка, и насколько качественно эта процедура была произведена, невозможно. На качественных инструментах иногда имеется маркировка, в которой указана марка стали, но пользы от этой информации немного, особенно для тех, кто никогда не изучал металловедение.
Самый простой способ определить качество стали — взять инструмент за топорище, не прикасаясь к металлической части, и резко щелкнуть по ней пальцем или каким-либо твердым предметом. Если звук получается звонкий и затяжной, колокольного типа, металл хорош. Глухой и сразу затухающий звук свидетельствует о плохой закалке или использовании негодной стали.
Другой способ определения — проверка «на искру». Если при заточке на наждаке образуются длинные желтые полосы со светящимися звездочками на концах, использована углеродистая сталь, которую можно качественно закалить. Если звездочек нет, сталь откровенно слабая и не позволит получить от закалки ожидаемый эффект.
Как понять, нужна ли закалка
Для начала следует проверить, требуется ли проведение подобной процедуры. Не все производители выпускают изделия высокого качества. Случается, что приобретаемый топор или вообще не подвергался закалке, или она проводилась с нарушением процесса:
- в первом случае материал инструмента будет излишне мягким, а это приводит к появлению вмятин и зазубрин, а также к быстрому затуплению при эксплуатации;
- нарушение технологии, как правило, заключается в исключении из процесса этапа отпуска после каления — металл отличается хрупкостью и быстро покрывается трещинами.
Проверку соответствия требованиям качества проводят с помощью плоского напильника. Нужно брать с мелкой насечкой. Если он скользит свободно по поверхности, не цепляя её и не оставляя следов, это говорит о высокой твёрдости сплава.
Если по всем признакам инструменту нужно провести закалку, следует определить, какая сталь пошла на его изготовление. Это нужно для правильной обработки.
Закалка и термообработка топора
Кузнец Валерий Самович: “На примере топора, хочу рассказать о термообработке стали в домашних условиях, которая включает в себя три стадии: отжиг, закалку и отпуск. Потребность в закалке возникает в том случае, если производителем нарушена технология термообработки.
Если топор при работе быстро тупится, на острие появляются вмятины, то сталь мягкая. И это значит, что топор не закален. А если острие выкрашивается или растрескивается, то есть, сталь очень твердая и хрупкая, то это возможно в том случае, если не был проведен отпуск после закалки”. Оценить твердость стали, а значит и качество закалки нам поможет незатертый напильник с мелкой насечкой.
Если твердость стали высокая, то напильник по ней скользит почти не цепляя. Если твердость стали средняя, то напильник ее чуть-чуть берет. И если твердость стали низкая и напильник ее спокойно берет, то значит, эта сталь не закалена, либо были нарушена технология термообработки.
В случае с этим топором напильник берет его легко. В этом случае, а также в случае повышенной хрупкости, топор подвергаем полному циклу термообработки. Вначале отжиг, а затем закалка и отпуск. Правильной закалкой топора считается такая закалка, при которой разные части топора закалены по-разному.
В районе лезвия, на расстоянии примерно трех сантиметров от острия твердость стали должна быть высокой. Твердость остальной части топора должна быть гораздо меньше. Такая закалка обеспечивает износоустойчивость лезвия и пластичность остальной части.
И является гарантией того, что при работе не лопнет обух или не отломается полотно.
Гост 18578 – 89 топоры строительные
Следующий момент, который мы должны знать для проведения эффективной термообработки, это марка стали, из которой изготовлен топор.
Все строительные топоры, которые изготавливались в Советском Союзе и изготавливаются сейчас на постсоветском пространстве, должны соответствовать ГОСТу 18578 – 89 Топоры строительные.
Этот ГОСТ оговаривает марки сталей для изготовления топоров. Каждая из этих сталей имеет свои температурные режимы термообработки. И свои закалочные среды.
Узнать об этом можно в марочниках сталей или в справочниках термиста, которые есть в свободном доступе в библиотеке. Однако, хочу подчеркнуть тот факт, что основным материалом для изготовления топоров являются стали У7 и У7А. Топор, который я выбрал для экспериментов, имеет клеймо.







Сверху год выпуска – 1963. Слева – размер по ГОСТу А2. Справа – сталь. Из которой изготовлен топор. Это инструментальная, углеродистая сталь У7. Режимы термообработки для стали У7 следующие:
Перед термообработкой надо затупить режущую кромку топора, чтобы его толщина стала примерно один миллиметр.
Отпуск
Последняя операция термообработки называется отпуск. Отпуск необходим для уменьшения хрупкости закаленной стали и снятия внутренних напряжений в металле, появившихся в процессе закалки. Отпуск я делаю в обычной духовке.
Топор выдерживается один час при температуре 300 градусов, а затем остывает на воздухе. Вот такой красавчик у нас получился после отпуска. Цвет побежалости – синий, свидетельствует о том, что температура отпуска была примерно 300 градусов.
Увидеть этот цвет можно, если повернуть определенным образом поверхность металла к освещению. Проверяем твердость металла после отпуска, и убеждаемся, что лезвие стало чуть мягче. Как мы уже знаем, температура закалки У7 стали 800-830 градусов. И уменьшать ее нельзя.
Чем выше температура отпуска, тем пластичнее и мягче будет сталь после отпуска. Данные о твердостях сталей после отпуска, в зависимости от температуры отпуска, есть на каждую марку в марочниках сталей.
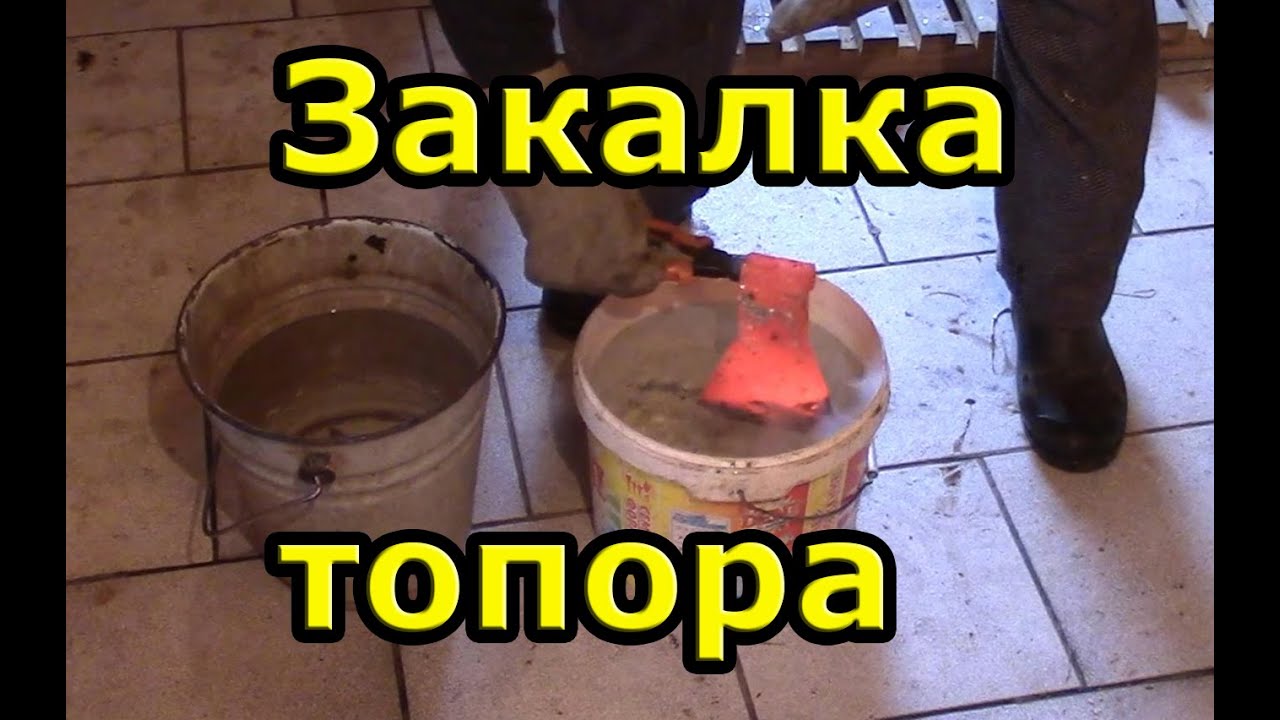
Закалка с самоотпуском
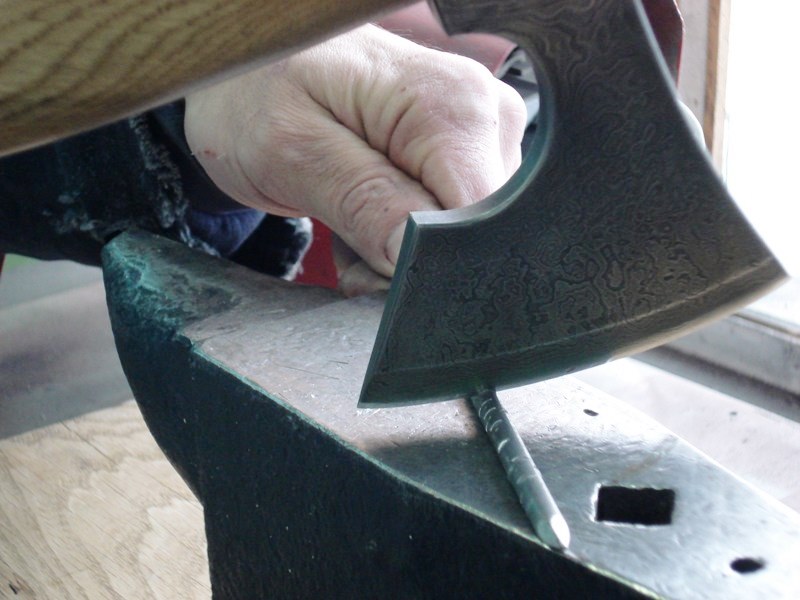
Еще один способ закалки инструмента – это закалка самоотпуском. В начале инструмент разогревается в печи до температуры закалки. Затем, режущая часть охлаждается до температуры 150-170 градусов. После этого режущая часть зачищается от окалины для того чтобы видеть цвета побежалости. Смотрим, как идет фиолетовый цвет.
Инструмент выдерживается на воздухе до тех пор, пока тепло от раскаленной части не нагреет охлажденную часть до температуры 250-300 градусов. Об этом мы судим по цвету побежалости. Все фиолетовое. Охлаждаем. В качестве закалочной среды используется вода. Только для охлаждения режущей части она нагрета до 30 градусов.
А для окончательного охлаждения топора она нагрета до 50 градусов.
Инструкция как сделать нож из напильника своими руками
Рассмотрим пошагово процесс изготовления самодельного ножа от самого начала до конца. Опираясь на инструкцию, изготовить нож в домашних условиях самостоятельно не будет трудно.
Произвести отпуск металла. Делается, чтобы облегчить выполнение работ. Для этого нужно прогреть поверхность напильника, положив его в газовую духовку на 1 час. Температура воздействия при этом должна быть не менее 200 градусов и не более 300 градусов. Остывание должно быть естественным, иначе заготовка может расколоться
На следующем шаге понадобится сделать профиль ножа. Здесь не обойтись без схем и чертежей. Профиль можно придумать свой или взять из аналогов. На листке картона начертить соответствующий профиль лезвия с рукояткой, а затем вырезать. Получившийся чертеж позволит изготовить инструмент строго по шаблону, повысив качество внешнего вида. Готовый шаблон необходимо приложить к напильнику, и обвести его при помощи маркера по контуру Вырезаем заготовку по отметкам. Для этого лучше использовать ножовку по металлу, что позволит исключить отпуск материала. Если используется болгарка, то в процессе резания рекомендуется поливать напильник водой. Болгаркой получится быстрее, но малейший перегрев приведет к потере прочности металла, поэтому лучше воспользоваться ножовкой по металлу. Наличие неровностей следует сточить на наждаке Стачивание скоса — это часть лезвия, которая будет плавно уменьшаться в толщине, чтобы получить в итоге заточенное основание. Для стачивания скоса, его для начала необходимо прорисовать. Для этого используется маркер, который прорисовываются линии скоса. Чтобы с обеих сторон обеспечить равномерное стачивание, необходимо взять сверло по металлу аналогичного диаметра с толщиной заготовки. После этого расположить заготовку на верстаке (ровной поверхности) и рядом приложить сверло. Провести сверлом по торцевой части лезвия, где будет находиться заточка. По полученной линии можно ориентироваться при стачивании металла Подготовка штифтов для накладок рукоятки. Самый простой способ сделать ручку — это вырезать ее листовой древесины, и приложить к получившейся заготовке с двух сторон. Еще можно изготовить круглую рукоятку, обточив ее на токарном станке. Если используется листовая древесина, то для ее закрепления на основании инструмента понадобится использовать цилиндрические гильзы из алюминия. Эти гильзы должны быть небольшого диаметра Вырезает рукоятку из ДСП или прочих деревообрабатывающих материалов. Лучше использовать качественную древесину, так как в ноже главную роль играет не только лезвие, но и рукоятка, которая влияет на качество пользования инструментом. Маркером расчерчивается форма рукоятки, а затем вырезается при помощи лобзика или ножовки по металлу Чтобы закрепить ручки на инструменте, понадобится просверлить отверстия в металлическом основании ножа. В эти отверстия устанавливаются гильзы, а затем размещаются деревянные заготовки с двух сторон Очистка металла при помощи уксуса или лимонной кислоты. Эта процедура выполняется для того, чтобы исключить возникновение коррозионных процессов. Для очистки металла главное не передержать заготовку дольше, чем нужно.
Поместить заготовку в уксусе или лимонной кислоте нужно на время 1,5-2 часа. После этого металл почернеет, поэтому для удаления черноты используется наждачка минимальной шероховатости. Шлифуем металл до блеска на лезвии, а рукоятку обрабатывать не обязательно, так как она будет закрыта деревянными ручками Собрать ручку, приклеив деревянные заготовки. Для этого рекомендуется использовать эпоксидный клей, который еще называют холодной сваркой
При этом немаловажно выбирать жидкий клей. Металл и внутреннюю часть деревянных заготовок перед нанесением клея необходимо тщательно зачистить и обезжирить. В итоге получаем готовый инструмент, который отличается высокими показателями прочности, надежности и эффективности
Рукоятку в завершении следует обработать лакокрасочными материалами, что исключит попадание внутрь влаги. Под такой нож можно сшить чехол на пояс, что позволит всегда держать его при себе, выполняя строительные, ремонтные и прочие виды работ
В итоге получаем готовый инструмент, который отличается высокими показателями прочности, надежности и эффективности. Рукоятку в завершении следует обработать лакокрасочными материалами, что исключит попадание внутрь влаги. Под такой нож можно сшить чехол на пояс, что позволит всегда держать его при себе, выполняя строительные, ремонтные и прочие виды работ.
Если планируется изготовить круглую рукоятку на нож, тогда тыльная часть заготовки должна иметь следующий вид, как показано на фото ниже.
Закалка и отпуск металла в домашних условиях своими руками в масле
Для закалки углеродистых и легированных сталей, лучше всего использовать масляную жидкость. Причины следующие:
- на поверхности заготовки не находится пузырьки;
- поток стимулирует более активную теплоотдачу;
- чтобы не менять тару, чтобы получить две ступени остывания.
Есть специальный аппарат – пирометр – он напоминает градусник, но измерения проводят без непосредственного контакта. Он дорогостоящий, поэтому для домашней работы покупать его не стоит. Посмотрим таблицу цветов, как по ней определять температуру:
| Наименование цвета | Температура в градусах Цельсия |
| Ослепительно белый | 1250-1300 |
| Светло-желтый | 1150-1250 |
| Темно-желтый | 1050-1150 |
| Оранжевый | 900-1050 |
| Светло-красный | 830-900 |
| Светло-вишнево-красный | 800-830 |
| Вишнево-красный | 770-800 |
| Темно-вишнево-красный | 730-770 |
| Темно-красный | 650-730 |
| Коричнево-красный | 580-650 |
| Темно-коричневый | 530-580 |
Отпуск
Обработка требуется для того, чтобы убрать напряжения, образованные при первичной обработке. Различают три степени:
- низкая — для ножей, медицинских инструментов, ножниц, лезвий;
- средняя — для топоров, пил, дисков для распиловки дерева;
- высокая — для деталей, необходимых в машиностроении.
Для определения побежалости также есть таблица цветов:
| Наименование цвета | Температура в градусах Цельсия |
| Серый | 325 |
| Светло-синий | 310 |
| Ярко-синий | 295 |
| Фиолетовый | 285 |
| Пурпурно-красный | 275 |
| Красно-коричневый | 265 |
| Коричнево-желтый | 255 |
| Соломенно-желтый | 240 |
| Светло-желтый | 225 |
| Светло-соломенный | 200 |
Выбор режима следует осуществлять согласно данным:
| Вид отпуска | Температура в градусах Цельсия | Фазовый состав | Применение |
| Низкий | 120-250 | Мартенсит отпуска | Измерительные инструменты, штампы холодного деформирования |
| Средний | 350-500 | Троостит отпуска | Пружины, рессоры, штамповый инструмент горячего деформирования |
| Высокий | 500-650 | Сорбит отпуска | Валы, кулачки, червячные механизмы, шестерни |
Термообработка: как лучше закалить железо в домашних условиях
Это процесс нагрева с дальнейшим охлаждением для изменения свойств. Помещаем в печь обычный сплав, а достаем – закаленный, который менее восприимчив к внешним деформациям. Для чего это нужно? При первичной обработке, например при штамповке, резке или литье, внутри сплава появляются внутренние напряжения, которые очень негативно воздействуют на прочностные характеристики и увеличивают хрупкость. Есть четыре типа термообработки:
- Отжиг. Необходим для образования феррита и перлита. Заключается в нагреве в печи до 680-740 градусов, когда уже пройдет порог рекристаллизации. В результате распадаются старые молекулярные связи и образуются новые. Затем следует некоторая выдержка при температурном режиме 400-500, в конце – остывание, медленное, вместе с нагревательным элементом и просто открытыми дверьми.
- Нормализация – аналогичная процедуре для снятия внутреннего напряжения, но нагрев – выше, а охлаждение гораздо быстрее.
- Закалка. Основной происходящий процесс – изменение зернистости, что приводит к нужным результатам. Остывание очень быстрое, часто в воде или масле.
- Отпуск. Бывает в нескольких режимах. О нем поговорим отдельно.
https://youtube.com/watch?v=AcSiORVnlHo
https://youtube.com/watch?v=S7OxTgHNjx4
Основные этапы закалки топора
Если вам надо закалить топор в домашних условиях, надо затупить его режущую кромку, доведя ее толщину до 1 мм. Сама процедура термической обработки инструмента, выполняемая в том числе и в домашних условиях, состоит из нескольких этапов.
Отжиг
Отжиг – это первый этап термической обработки не только топора, но и любого другого инструмента. Целью данной технологической операции, которую можно выполнить и в домашних условиях, является очистка структурной памяти металла. В результате происходит улучшение его внутренней структуры, снятие внутренних напряжений и уменьшение твердости. Суть данной процедуры заключается в том, что рабочую часть топора нагревают до 740–760° и подвергают медленному охлаждению до 550°, скорость которого составляет 30–50 градусов в час.

Простейший горн для нагрева топора – листовой металл с прорезями, на который укладываются кирпичи и насыпается уголь
Самым важным моментом при выполнении отжига является правильное определение температуры нагрева. В таких ситуациях можно ориентироваться на свой опыт или на обучающие видео, чтобы определить требуемый порог нагрева по цвету раскаленной стали. Однако есть и более надежный способ, позволяющий точно определить температуру, до которой нагрелась сталь. Это достаточно просто реализовать даже в домашних условиях. Данный способ предполагает использование обычного магнита, который перестает притягиваться к поверхности изделия из инструментальной стали при 768°. Таким образом, периодически прикладывая магнит к поверхности топора, можно определить, что процесс нагрева следует прекратить, чтобы приступить к следующему этапу термической обработки.
Цвет инструментальной стали, нагретой до 768°, красно-бордовый, а если ее нагреть до 800–930 градусов, что необходимо для выполнения закалки, она станет ярко-красной. Посмотреть, как изменяются цвета инструментальной стали в зависимости от температуры ее нагрева, можно по видео, которое несложно найти в интернете.

Цвета каления стали (нажмите для увеличения)
Закалка
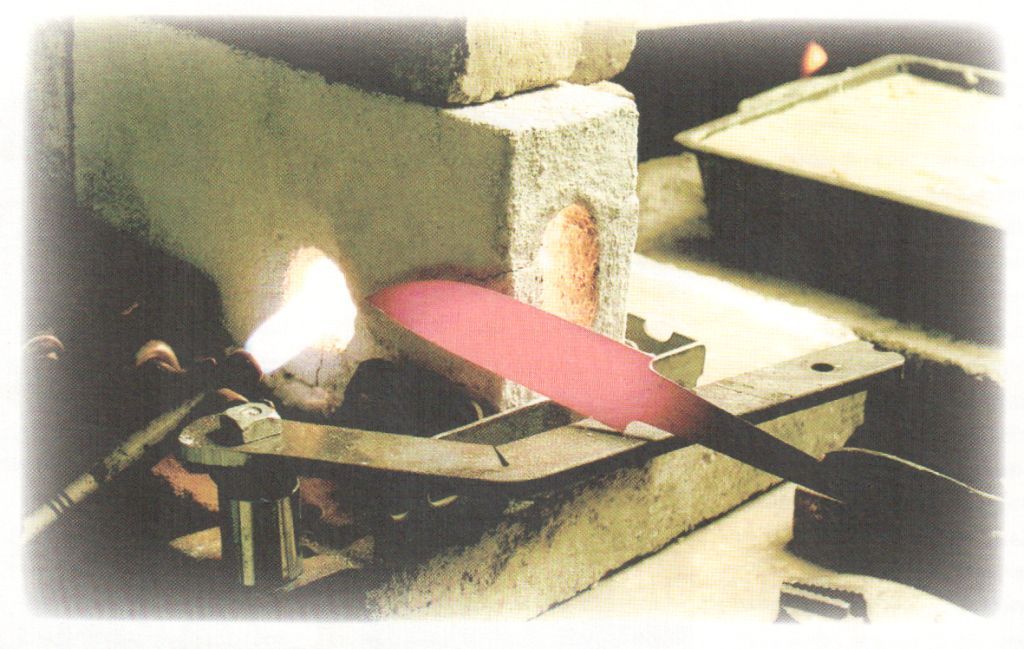
После окончания процедуры отжига поверхность топора, который надо закалить, следует очистить от окалины. Для этого можно использовать проволочный круг. Когда поверхность топора очищена, ее необходимо снова нагреть, но уже до 800–830°. Степень нагрева можно контролировать, следя за цветом стали, который должен стать ярко-красным.

Нагрев топора «до красна» в импровизированном горне из кирпичей
После нагрева топор необходимо охладить. Для этого используют две среды – воду, нагретую до 30°, и масло. В первую очередь охлаждается лезвие топора (шириной 3–4 см), для чего его опускают в воду на 3–4 секунды. Чтобы в используемой воде не образовалась паровая подушка, которая будет препятствовать эффективному охлаждению, лезвие надо интенсивно двигать в емкости










В масляную охлаждающую среду помещается весь топор, при этом важно следить за тем, чтобы масло не воспламенилось
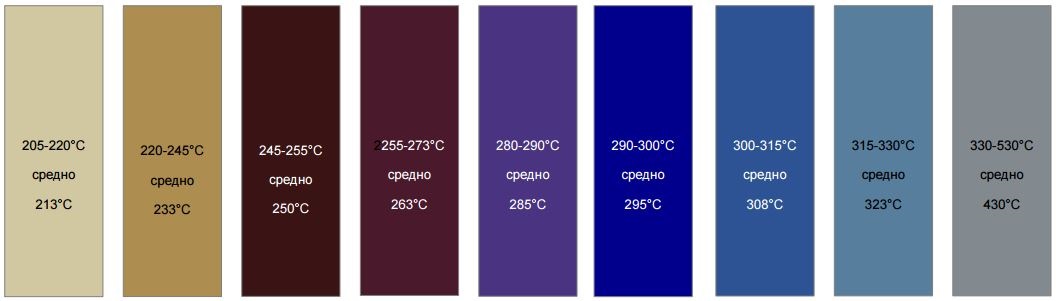
Цвета побежалости стали (нажмите для увеличения)
Отпуск
Отпуск закаленной рабочей части топора позволяет снять внутренние напряжения, сформировавшиеся в металле в процессе закалки, а также уменьшить хрупкость материала. Для выполнения этой процедуры в домашних условиях можно использовать обычную духовку, нагрев ее до 300° и поместив в нее топор на 1 час (прежде чем приступать к отпуску, посмотрите соответствующее видео). После выдерживания топора в духовке его охлаждают, оставив на открытом воздухе. О том, что отпуск был проведен при требуемой температуре, будет свидетельствовать синий цвет побежалости на поверхности топора.

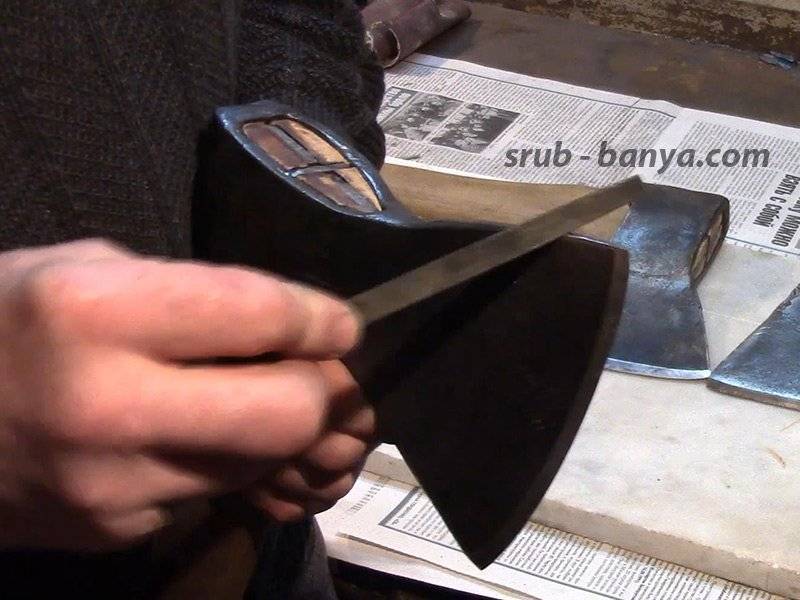
Фотография топоров, прошедших закалку, отпуск и зачистку лезвия
Чтобы убедиться в том, что рабочая часть топора стала несколько мягче после отпуска, можно использовать напильник, как уже описывалось выше. Следует иметь в виду: чем выше температура, при которой выполняется эта процедура, тем более мягким и пластичным получится в итоге закаленный металл. Для выбора температуры отпуска, от которой напрямую зависит твердость готового изделия, также можно воспользоваться специальными таблицами.
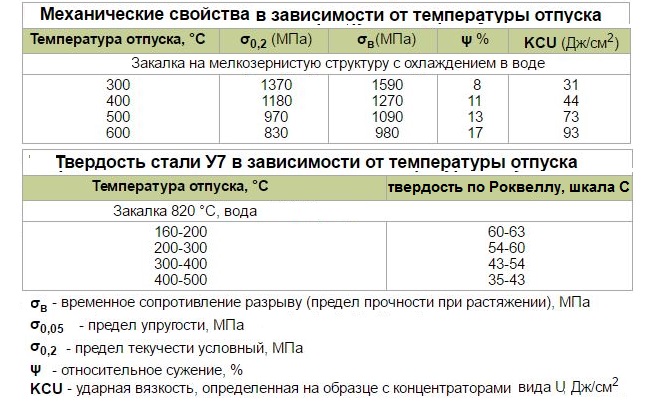
Зависимость механических свойств стали марки У7 от температуры отпуска
Как закалить металл в домашних условиях
Пользуясь элементарными знаниями, можно провести закалку стали в домашних условиях. Нагревание металла обычно проводят с помощью костра, муфельных электропечей или горелок с использованием газа.
Закалка топора на костре и в печи
Если требуется придать дополнительную прочность бытовым инструментам, например, сделать топор более прочным, то самый простой способ его закалки можно провести в домашних условиях.
На топорах при изготовлении ставится клеймо, по которому можно узнать марку стали. Мы рассмотрим процесс закалки на примере инструментальной стали У7.
Выполнять технологию нужно с соблюдением следующих правил:
1. Отжиг. Перед обработкой затупить острую кромку лезвия и поместить топор в горящую кирпичную печь для нагрева. За процедурой термообработки нужно внимательно следить, чтобы не допустить перегрева (допустимый нагрев 720-780°C). Более продвинутые мастера температуру узнают по цвету каления.

А новички, температуру могут узнать с помощью магнита. Если магнит перестал приставать к металлу, значит топор нагрелся свыше 768°C (цвет красно-бордовый) и пришло время охлаждения.

Кочергой придвинуть раскаленный топор к дверце печи, жар убрать вглубь, закрыть дверцу и задвижку, оставить нагретый металл в печи на 10 часов. Пусть топор постепенно остывает с печкой.
2. Закалка стали. Нагреть топор на костре, буржуйке или печи до темно-красного цвета — температура 800-830°C (магнит перестал магнитится, подождать ещё 2-3 минуты).
Закалка выполняется в подогретой воде (30°C) и масле. Опустить лезвие топора в воду на 3-4 см, интенсивно двигая его.

Далее топор поместить в емкость с маслом, в случае возгорания масла нужно накрыть емкость плотной тканью. Выдерживать в масле нужно до полного остывания.
3. Отпуск лезвия топора. Отпуск уменьшает хрупкость стали и снимает внутренне напряжение. Зачистить металл наждаком, чтобы лучше различать цвета пебежалости.

Выдержать топор в течение 1 часа в духовке, при температуре 270-320°C. После выдержки, достать и остудить на воздухе.
Видео: термообработка топора в домашних условиях, три стадии: отжиг, закалка, отпуск.
Закалка и отпуск металла в домашних условиях своими руками в масле
Для закалки углеродистых и легированных сталей, лучше всего использовать масляную жидкость. Причины следующие:
- на поверхности заготовки не находится пузырьки;
- поток стимулирует более активную теплоотдачу;
- чтобы не менять тару, чтобы получить две ступени остывания.
Есть специальный аппарат – пирометр – он напоминает градусник, но измерения проводят без непосредственного контакта. Он дорогостоящий, поэтому для домашней работы покупать его не стоит. Посмотрим таблицу цветов, как по ней определять температуру:
| Наименование цвета | Температура в градусах Цельсия |
| Ослепительно белый | 1250-1300 |
| Светло-желтый | 1150-1250 |
| Темно-желтый | 1050-1150 |
| Оранжевый | 900-1050 |
| Светло-красный | 830-900 |
| Светло-вишнево-красный | 800-830 |
| Вишнево-красный | 770-800 |
| Темно-вишнево-красный | 730-770 |
| Темно-красный | 650-730 |
| Коричнево-красный | 580-650 |
| Темно-коричневый | 530-580 |
Отпуск
Обработка требуется для того, чтобы убрать напряжения, образованные при первичной обработке. Различают три степени:
- низкая — для ножей, медицинских инструментов, ножниц, лезвий;
- средняя — для топоров, пил, дисков для распиловки дерева;
- высокая — для деталей, необходимых в машиностроении.
Для определения побежалости также есть таблица цветов:
| Наименование цвета | Температура в градусах Цельсия |
| Серый | 325 |
| Светло-синий | 310 |
| Ярко-синий | 295 |
| Фиолетовый | 285 |
| Пурпурно-красный | 275 |
| Красно-коричневый | 265 |
| Коричнево-желтый | 255 |
| Соломенно-желтый | 240 |
| Светло-желтый | 225 |
| Светло-соломенный | 200 |
Выбор режима следует осуществлять согласно данным:
| Вид отпуска | Температура в градусах Цельсия | Фазовый состав | Применение |
| Низкий | 120-250 | Мартенсит отпуска | Измерительные инструменты, штампы холодного деформирования |
| Средний | 350-500 | Троостит отпуска | Пружины, рессоры, штамповый инструмент горячего деформирования |
| Высокий | 500-650 | Сорбит отпуска | Валы, кулачки, червячные механизмы, шестерни |
Как провести процедуру самостоятельно
Для этого не обязательно иметь какой-либо опыт – достаточно точно следовать инструкции, которая подскажет, как закалить ножи в домашних условиях своими силами. Процедура может применяться для любого типа лезвий – топора, ножниц, прочего режущего инструмента.









Источник нагрева
На открытом воздухе часть тепла, исходящая от костра, улетучивается – полученной температуры, особенно при термообработке высокоуглеродистой стали, может оказаться недостаточно. В этих случаях лучше использовать муфельную печь, резак, паяльную лампу, кузнечный горн, даже обычную электро или газовую плиту. При изготовлении партии ножей время закалки лучше определить экспериментально с помощью теста. Для этого несколько пластин из металла нагревают: одну по максимуму, другую – чуть меньше.
Топливом выступают угли, которые разогревают максимально до белого цвета. Оттенок пламени при этом – желто-оранжевый или малиновый. Огонь должен распределяться равномерно по всей площади костра. После термообработки раскаленный предмет трижды опускается на несколько секунд в масло. Последний этап – погружение в емкость с водой. Жидкость следует предварительно хорошо перемешать (взболтать).
 Паяльная лампа
Паяльная лампа Печь
Печь Горн
Горн
Газовая плита
Температурный режим
Существует несколько способов закалки стали с разной температурой нагрева, временем выдержки и скоростью охлаждения. Для каждой марки металла нужен определенный температурный режим:
- для ножей из низкоуглеродистой стали диапазон температур должен составлять 757-950 °С;
- клинки из высокоуглеродистых марок закаливают при 680-850 °С;
- легирующим сплавам потребуется разогрев до 850-1150 °С.
В производственных условиях для определения степени нагрева используют прибор для бесконтактного измерения – пирометр, в быту применяют обычный магнит. При значительном повышении температуры магнитные свойства металла снижаются: если стальная заготовка к нему не притягивается – температура оптимальна.
Опытные мастера способны определить качество закалки по цвету стали: чем он светлее, тем сильнее нагрев. Перекаливать металл не следует, иначе он почернеет и отчистить его будет невозможно. Затачиваемая часть клинка нагревается 3 раза до почти фиолетового цвета, то есть до температуры 285 °С. Режущую же часть обрабатывают на огне только раз, но нагревают сильнее, до появления желто-оранжевого оттенка, то есть до 950-1000 °С.
Красный цвет свидетельствует о нагреве до 720-950 °С. Малиновый или светло-вишневый оттенки стали означают, что температура разогрева соответствует 800-850 °С. Появление в пламени бордового цвета свидетельствует о том, что лезвие накалилось недостаточно, лишь до 650-720 °С, коричневого – температура не выше 530-580 °С.

Охлаждение и отпуск
В зависимости от метода термообработки и типа клинков используют разные способы охлаждения, к примеру, в минеральном масле (отработке) или обычной воде с добавлением соли. Варианты:
- если закаляемые лезвия нагревают докрасна, их остужают в масле, окуная в него трижды, чтобы каждое последующее охлаждение было продолжительнее предыдущего; последний этап – погружение в предварительно размешанную воду;
- для ножей с двухсторонними лезвиями, для придания им большей остроты и упругости, клинки, напротив, вначале опускают в воду на пару секунд, а затем в отработку;
- чтобы середина лезвия была максимально упругой, можно вначале прогреть ее металлическим прутком, затем на пару часов погрузить нож в кипяток, далее – в ледяную воду.
Следует учесть, что в масле (отработке) металл остывает в 2 раза быстрее. Для определения скорости охлаждения материала в разных растворах можно обратиться к сводной таблице.
| Используемая среда | Скорость охлаждения, °С |
| Вода, нагретая до 27 °С | 450 |
| Масло комнатной температуры | 150 |
| Ледяная вода | 600 |
| Машинное масло, прогретое до 20 °С | 150 |
Прошедшая закалку и охлаждение сталь все еще слишком хрупкая. Для дальнейшего увеличения характеристик пластичности и вязкости ее следует вновь прогреть в течение часа, но лишь до 150-200 °С (данную процедуру и называют отпуском). Для легированного металла температура должна быть в пределах 270-320 °С, для быстрорежущего – еще выше. Чтобы клинок при быстром охлаждении не прогнулся, его необходимо опускать в жидкость строго вертикально, режущая кромка должна быть внизу, а лезвие при этом – оставаться неподвижным.

Охлаждение в масле
Отпуск
Какие закалочные среды подойдут под самостоятельную закалку
Выбор среды, где будет осуществляться процесс самостоятельной закалки, — столь же важный этап, как и собственно нагрев, поскольку в разных средах по-разному происходят реакции кристаллизации и полиморфных превращений.
В быту для закалочного охлаждения подходят для применения вода, масло, растворы солей и полимеров, воздух.
- Вода достаточно быстро способна охладить раскалённый материал, что при повышенном содержании углерода может повлечь некоторые недостатки — деформацию, хрупкость, растрескивание. Поэтому в воде закаляются низкоуглеродистые материалы, либо изделия при частичном закаливании.
- Минеральное масло намного медленнее, а поэтому равномернее, охлаждает раскалённую сталь, что минимизирует появление неравномерности структуры и её напряжения, и, соответственно, дефектов вследствие закалки. Обычно маслом охлаждается легированная сталь либо материал с высоким процентом углерода.
- Водные растворы хлорида либо гидроксида натрия, с концентрацией в районе 10%, гораздо равномернее охладят разогретое изделие, чем просто вода. Это позволит добиться одинаковой структурной трансформации по всему сечению металла. Больше подходит для закалочной обработки изделий из низколегированных и высокоуглеродистых сталей.
- Полимерные растворы (силикат, моющие средства) снижают скорость остывания материала, а поэтому уменьшаются дефекты и деформация изделия.
Для охлаждения вода берётся с температурой от 20º до 80ºС, масло — с температурой от 20º до 200ºС, солевые растворы — с температурой от 20ºС и до максимума.





