

Пошаговая инструкция
Данный способ изготовления подходит как при работе с металлом, так и с деревом. Дополнительное станочное оборудование и нестандартные конструкции не требуются. Понадобиться лишь образец. В качестве такового можно применить выточенный на станке шар со стержнем либо шарик от подшипника требуемого диаметра.
Для возможности установки последнего, к нему нужно жестко присоединить стержень-хвостовик нужного диаметра ровно по центру. Сделать это можно при помощи сварки либо резьбового соединения.
Выбор заготовки
В обоих случаях заготовка детали должна иметь цилиндрическую форму с запасом (примерно 1/10) длины для крепления в патроне и небольшим припуском на обработку по ширине. Если стальной пруток — это стандартизированный материал в металлургии, то для столярных работ чаще всего сырье поставляется в виде бруса. Прежде чем приступить к работе нужно придать материалу форму цилиндра, закрепив в поводковом патроне и обточить.
Важно!
Прежде чем приступить к работе, визуально проверьте заготовку на предмет кривизны, прокрутив в кулачковом патроне.
Создаем проточку
Диаметр шара равняется диаметру проточек и расстоянию между ними. Зажав заготовку в трех-кулачковом патроне, проточите будущую деталь на заданном расстоянии от торца. Созданная проточка послужит своеобразной меткой при обработке с использованием поперечной подачи. Также необходимо зенковать отверстие для последующей фиксации в жестком центре при обработке заготовки абразивом.
Провести фиксацию
Теперь, при помощи жесткого центра, установленного в заднюю бабку и патрона, проводим фиксацию. Расслабив патрон ключом, помещаем в него заготовку. Теперь нужно сделать отступ от проточки и надежно закрепить деталь в патроне. В задней бабке необходимо закрепить шаблон. Выверив необходимое расстояние и положение заготовки относительно образца можно приступать к следующему шагу.
Провести точение с помощью передней подачи
Для придания формы шара заготовке, необходимо использовать два одинаковых отрезных резца, как правило с округлой режущей кромкой. Закрепите резцы в держателе суппорта на одной стороне с одинаковым вылетом.
Суть способа заключается в ведении резца-копира касаясь окружности шарообразного образца, в то время как зеркально закрепленный проходной резец производит обтачивание заготовки повторяя вектор движения второго.
Точение производится прямой и поперечной подачей, в результате которой образуется поверхность в виде лесенки. После придания формы шара материалу, производится чистовой проход с малой толщиной снимаемого слоя и подачей. Снятие слоев материала производится в пределах проточки. После чего ее нужно убрать, совместив поперечную и переднюю подачу.
Сделать форму с помощью напильника
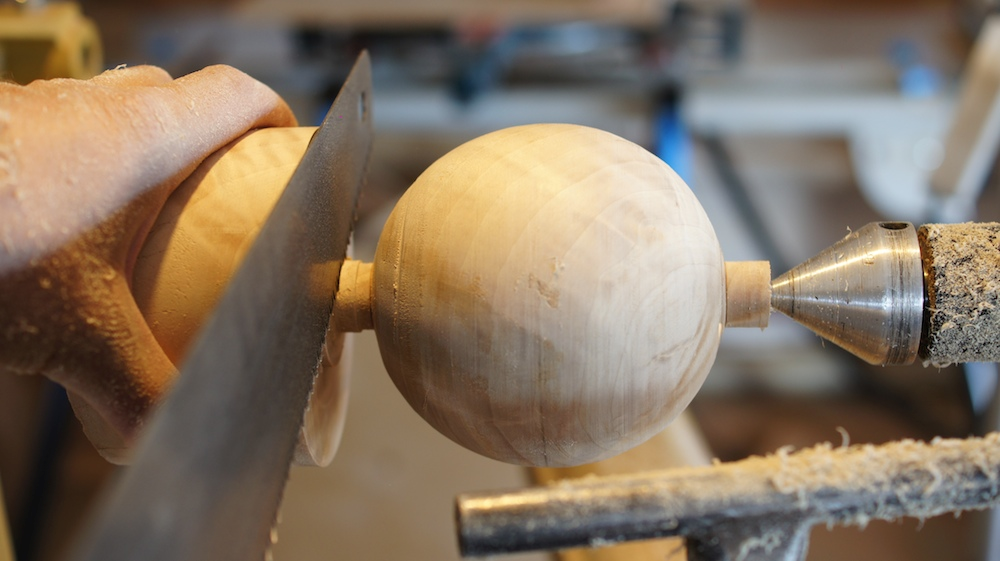
После обработки резцом образуется ступенчатая поверхность, которую необходимо обработать напильником. Для металла следует выбрать напильник с насечкой номер 0 или 1. Для дерева с простой одинарной насечкой. Инструмент с полукруглой формой рабочей части значительно упростит процесс, однако не является обязательным условием. В качестве упора желательно использовать суппорт без резца, он послужит надежной опорой и уменьшит вероятность травмирования.
Устанавливаем площадку суппорта на уровне детали перед операцией. Убрав образец, подводим жесткий центр к ранее созданному зенкером отверстию, переместив бабку вперед и фиксируем. Запускаем станок на минимальной скорости дожидаясь момента когда шпиндель наберет обороты. Упираем хвостовик или рукоять напильника в суппорт и плавным движением сверху вниз опускаем рабочую часть напильника к заготовке.
При этом нужно крепко держать его двумя руками по оба конца инструмента, чтобы исключить удар инструмента. В случае использования напильника плоского сечения необходимо плавно водить им от края до края для равномерной обработки.
Важно!
Ведите напильник противоположно движению шпинделя, чтобы не допустить отскок инструмента.
Провести чистку наждачной бумагой
При чистовой обработке воспользуйтесь наждачной бумагой. Для каждого материала понадобится различное зерно абразива. Для металла в районе Р800-Р1000, для дерева Р400-Р600. Существует два способа полировки поверхности с помощью абразивной ленты. В первом случае полотно растягивается двумя руками и натягивается на обрабатываемую поверхность, во втором наждачная бумага крепится в специальном бруске.
Необработанные концы, использованные для крепления, удаляются вручную. Как вы можете заметить изготовление детали в виде шара является вполне легкой и выполнимой задачей, не требуя при этом сверхсложных надстроек на текущем оборудовании.
Обработка конической поверхности широкими резцами – Обработка конических поверхностей на токарном станке – Комплексные работы
Широкими резцами обрабатывают конусы длиной до 20 мм на жестких деталях. При этом добиваются высокой производительности, но чистота и точность обработки невысокие.
Обрабатывают конусную поверхность так. Заготовку зажимают в патроне передней бабки.
| Обработка конической поверхности широким резцом |
Обрабатываемый конец заготовки должен выступать из патрона не более 2,0 — 2,5 диаметра заготовки. Главную режущую кромку резца при помощи шаблона или угломера устанавливают под нужный угол конуса. Обтачивать конус можно при поперечной и продольной подачах.
При выступании конуса заготовки из патрона больше 20 мм или длине режущей кромки резца свыше 15 мм возникают вибрации, которые делают невозможным обработку конуса. Поэтому этот способ применяют ограниченно.
Запомните! Длина конуса, обрабатываемого широкими резцами, не должна превышать 20 мм.
Вопросы
- Когда обрабатывают конус широкими резцами?
- В чем заключается недостаток обработки конусов широкими резцами?
- Почему конус заготовки не должен выходить из патрона более 20 мм?
Обработка конической поверхности путем поворота верхней части суппорта
Для обтачивания на токарном станке коротких наружных и внутренних конических поверхностей с углом уклона конуса α = 20° нужно повернуть верхнюю часть суппорта относительно оси станка под углом α.
| Обработка конической поверхности путем поворота верхней части суппорта |
При таком способе подачу можно производить от руки, вращая рукоятку винта верхней части суппорта, и лишь в наиболее современных токарных станках имеется механическая подача верхней части суппорта.
Если угол а задан, то верхнюю часть суппорта повертывают, используя деления, нанесенные обычно в градусах на диске поворотной части суппорта. Устанавливать минуты приходится на глаз. Таким образом, чтобы повернуть верхнюю часть суппорта на 3°30′ нужно нулевой штрих поставить примерно между 3 и 4°.
Недостатки обтачивания конических поверхностей с поворотом верхней части суппорта:
- снижается производительность труда и ухудшается чистота обработанной поверхности;
- получаемые конические поверхности сравнительно короткие, ограниченные длиной хода верхней части суппорта.
Вопросы
- Как нужно установить верхнюю часть суппорта, если угол а уклона конуса задан по чертежу с точностью до 1°?
- Как установить верхнюю часть суппорта, если угол задан с точностью до 30′ (до 30 минут)?
- Перечислите недостатки обтачивания конических поверхностей с поворотом верхней части суппорта.
Упражнения
- Настройте станок для точения конической поверхности под углом 10°, 15°, 5°, 8°30′, 4°50′.
- Изготовьте кернер по технологической карте, помещенной ниже.
Технологическая карта на изготовление кернера
«Слесарное дело», И.Г.Спиридонов,Г.П.Буфетов, В.Г.Копелевич









В шестом и седьмом классах вы познакомились с различными работами, выполняемыми на токарном станке (например, наружное цилиндрическое точение, отрезание деталей, сверление). Многие заготовки, обрабатываемые на токарных станках, могут иметь наружную или внутреннюю коническую поверхность. Детали с конической поверхностью широко используют в машиностроении (например, шпиндель сверлильного станка, хвостовики сверл, центры токарного станка, отверстие пиноли задней бабки)….
Конические отверстия с большим углом при вершине обрабатывают следующим образом: заготовку закрепляют в патроне передней бабки и для уменьшения припуска на растачивание отверстие обрабатывают сверлами разного диаметра. Сначала заготовку обрабатывают сверлом меньшего диаметра, затем сверлом среднего диаметра и, наконец, сверлом большого диаметра. Последовательность сверления детали под конус Растачивают конические отверстия обычно путем поворота верхней части…
При обработке конических поверхностей возможны следующие виды брака: неправильная конусность, отклонения в размерах конуса, отклонения в размерах диаметров оснований при правильной конусности, непрямолинейность образующей конической поверхности. Неправильная конусность получается главным образом из-за неточно установленного резца, неточного поворота верхней части суппорта. Проверив установку корпуса задней бабки, верхней части суппорта перед началом обработки, можно предотвратить этот вид…
Рейтинг лучших электроточил
Универсальные точильные станки с кругами Ø125 и Ø150 мм
Среди домашних пользователей самыми популярными являются точила с мощностью привода от 150 до 300 Вт и диаметрами абразивного круга 125 и 150 мм. Вес и габариты таких станков позволяют устанавливать их на столе, широком подоконнике или небольшом верстаке. Большинство из них комплектуется кругами разной зернистости и имеет шнуры длиной от 2 м. В таблице ниже представлены наиболее популярные станки этого вида, среди которых своей мощностью и невысокой ценой выделяется «Калибр».
| № | Наименование | P (Вт) | S (об/мин) | Ø кругов (мм) | Вес (кг) | Цена (тыс. руб.) |
|---|---|---|---|---|---|---|
| 1 | «Вихрь» ТС-150 | 150 | 2950 | 125 | 4,4 | 1,9 |
| 2 | «Интерскол» Т-150/150 | 150 | 2950 | 150 | 6,1 | 3,2 |
| 3 | «Вихрь» ТС-200 | 200 | 2950 | 150 | 5,2 | 2,3 |
| 4 | Makita GB 602 | 250 | 2850 | 150 | 9,2 | 7,5 |
| 5 | Sturm BG6015P | 300 | 2950 | 150 | 8,9 | 3,2 |
| 6 | «Калибр» ТЭ-150/300 | 300 | 2950 | 150 | 7,9 | 2,1 |
К этой же группе относится комбинированный станок «ЗУБР» ЗТШМ-150/686Л (см. фото ниже), у которого на левом шпинделе установлен круг Ø150 мм, а на правом — консоль со шлифовальной лентой 50×686 мм. Вес этой модели — 7.2 кг, мощность привода — 250 Вт, а цена — 4 400 руб.

Универсальные точильные станки с кругами Ø200 мм и больше
| № | Наименование | P (Вт) | S (об/мин) | Ø кругов (мм) | Вес (кг) | Цена (тыс. руб.) |
|---|---|---|---|---|---|---|
| 1 | «Вихрь» ТС-400 | 400 | 2950 | 200 | 9,2 | 3,7 |
| 2 | «Интерскол» Т-200/350 | 350 | 2950 | 200 | 11,8 | 5,1 |
| 3 | Elitech CT 600C | 600 | 2850 | 200 | 14,3 | 7 |
| 4 | Makita GB 801 | 550 | 2850 | 205 | 19,8 | 12,8 |
| 5 | «Энкор Корвет Эксперт» 485 | 750 | 2850 | 250 | 26 | 9,6 |
Самой необычной моделью в этой группе является электроточило «Интерскол», которое при Ø200 имеет мощность привода всего 350 Вт, но при этом весит почти 12 кг. Еще один интересный образец — это точило Dexter 400 Вт 200 мм, широко представленное на различных интернет-площадках и в торговых сетях и имеющее вполне демократичную цену 3 950 руб.

Специализированные заточные станки
| № | Наименование | Примечание |
|---|---|---|
| 1 | Точильный станок Sturm BG6010S | Заточка сверл Ø 2÷10 мм, ножей, рубанков шириной 6÷51 мм, ножниц, бытовых ножей |
| 2 | Заточной станок «Энергомаш» ТС-6010С | Заточка сверл, ножей, ножниц, столярного и слесарного инструмента |
| 3 | Заточной станок «ДИОЛД» МЗС 0,3 | Заточка сверл Ø 3÷10 |
Кроме указанной выше модели, «ДИОЛД» выпускает еще одну – МЗС 02, которая предназначена для заточки сверл диаметром от 3 до 13 мм. Все эти устройства являются бытовыми, имеют невысокую точность и малую производительность. Поэтому небольшие предприятия, специализирующиеся на заточке слесарного и станочного инструмента, предпочитают приобретать профессиональные станки. Цена такого оборудования достигает 400 тыс. руб., поэтому в странах СНГ особой популярностью пользуются б/у витебские заточные станки 3В642, которые на вторичном рынке в зависимости от состояния стоят от 35 до 75 тыс. рублей.
Точение с приспособлением
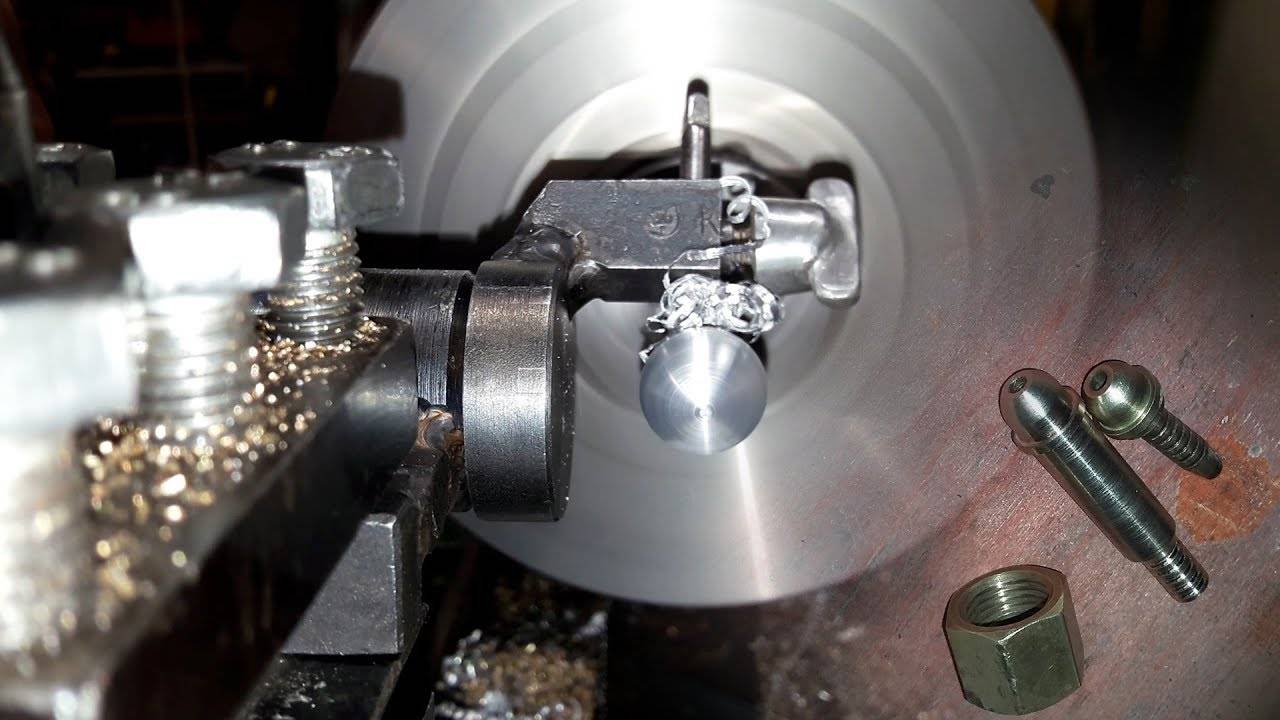
Более сложным является способ выточить шар на станке с применением предварительно изготовленного приспособления. В связи с идеальностью сферической поверхности, точность изготовления механизма должна быть максимальной. На следующем предлагаемом видео приспособление является ручным, а обработка частично выполняется после предварительной обточки резцами до формы, близкой к шару:
Особенностью данного способа точения сфер является возможность применения его лишь при обработке мягких металлов. Но и такая задача является достаточно частой и при большом количестве заказов такое приспособление всегда может помочь токарю.
Виды станков

Точильные станки имеют различные характеристики и набор функций, зависящие от области применения инструмента. Существуют универсальные модели, сочетающие в себе обширный спектр выполняемых задач.
Правка цепей
При помощи таких устройств обслуживается оснастка для бензо- и электропил, проводится перезаточка повреждённой или изношенной цепи.
Особенно актуальны подобные приборы для магазинов инструментов, мастерских и производств по заготовке древесины. Агрегат также можно применять и в бытовых целях.
Внешне прибор похож на пилу, но вместо отрезной насадки имеет шлифовальный диск. В конструкцию входит основание с крепежом для цепи и движущаяся головка.
Обработка свёрл
Затупившаяся оснастка легко возвращается в рабочее состояние при помощи специального станка, что позволяет сэкономить на приобретении новых свёрл.
Есть два типа агрегатов для подобных задач:
- Бытовые — малогабаритные устройства для дома и мастерских небольшого размера.
- Профессиональные — станки с большей мощностью для крупных стальных свёрл и фрез по металлу. Подобные приборы задействованы на производстве и в отрасли машиностроения.
Какое электрическое точило установлено в мастерской у Вас?
БытовоеПрофессиональное
Работа с инструментами
Модели этого типа задействуются для бытовых, слесарных и столярных нужд. С их помощью проводится заточка и правка топоров, ножей, стамесок, резцов, фрез, свёрл и другого подобного инвентаря.
В состав агрегата входит электрический мотор с удлинённым валом и двумя абразивными дисками. Различная зернистость оснастки позволяет выполнять черновую и чистовую шлифовку деталей, а также одновременно работать с разными изделиями.
Встречаются два типа такого оборудования:
- Угловое точило для шлифовки с увлажнением. Удобно для правки ножей и резцов рубанка, не даёт деталям перегреваться.
- Универсальные станки с шлифовальной лентой и абразивным диском. Подходят как для металлических изделий, так и для деревянных элементов.
Гравировка и заточка
Комбинированные инструменты с гравером, установленным на гибком валу и точилом с парой абразивных насадок. Подходят для взаимодействия с режущим инвентарём: чистки, заточки, шлифовки, гравировки.
Устройства предназначены для дома или малой мастерской, что обусловлено кратковременным сроком работы (до 30 минут) без перерыва. Все модели этого типа снабжены переключателем скорости вращения.
Альтернативные способы изготовления основы для топиария
Монтажная пена
В полиэтиленовый пакет выдавливаем монтажную пену, чтобы получилась заготовка — фигура, приближенная к форме сферы, но обязательно больше необходимого диаметра шара. Ждем, пока герметик полностью затвердеет, снимаем пакет, канцелярским ножом придаем массе нужную форму — не только шар.
Пенопластовый шар своими руками
Вместо монтажной пены можно использовать заготовку из пенопласта, например, упаковку от бытовой техники либо склеить несколько листов между собой — для получения необходимой толщины.

Но пенопласт неоднородный и сильно крошится: сделать шар для топиария правильной формы сложно, мусора остается очень много. Из пенопластового листа можно также вырезать основу для плоского топиария.
Техника папье-маше
Надуваем воздушный шарик до нужного размера, поверхность промазываем ПВА, клеим листы бумаги (можно туалетной), фрагменты старых газет или салфетки. Продолжаем наращивать массу, обильно промазывая каждый слой клеем, набираем толщину минимум 7-10 мм.
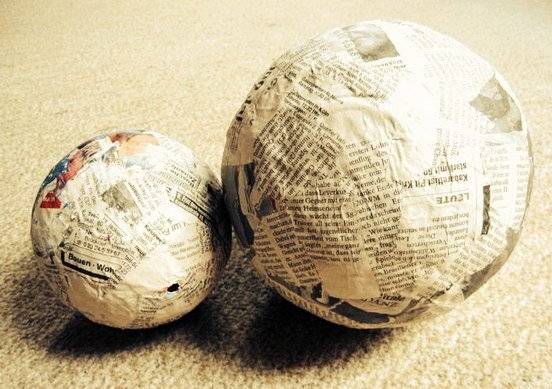
После полного высыхания заготовки воздушный шар аккуратно сдуваем и вытягиваем, каркас остается. Получился хрупкий, но оригинальный шар для топиария в технике папье-маше. Способ трудоемкий, основа долго сохнет.








Вязальные нитки
Способ в точности имитирует технику папье-маше, но вместо бумаги используются вязальные нитки: получается каркас, подходящий для легкой кроны. Не рекомендуем использовать бечевку вместо пряжи: материал дорогой и сильно впитывает клей.

Характеристики режимов резания
Прежде чем подробно рассмотреть все основные параметры, скажем еще несколько слов о методах вычислений. Точнее, о том, как от графики перешли к аналитике и компьютеризации.
По мере совершенствования производства даже самые подробные таблицы оказывались все менее удобными: столбцы, колонки, соотношения – на изучение этого и поиск нужного значения уходило огромное количество времени. И это при том, что основные показатели связаны между собой, и уменьшение/увеличение одного из них провоцировало менять остальные.
Установив столь очевидную зависимость, инженеры стали пользоваться аналитическим способом, то есть продумали эмпирические формулы, и начали подставлять в них частоту вращения шпинделя, мощность силового агрегата и подачу и находить нужные характеристики. Ну а развитие компьютеров и появление вычислительного ПО серьезно упростило задачу и защитило итоговые результаты от ошибок человеческого фактора.
Что необходимо для изготовления резцов
Прежде, чем сделать резцы для токарного станка по дереву необходимо предварительно позаботиться о подготовке соответствующих материалов и приспособлений
Для изготовления самодельных инструментов важно:
- Наличие заточного станка. Подойдут и компактные варианты для домашних мастерских с качественным абразивным кругом. При этом, чтобы выполнять заточку различных видов резцов могут понадобиться абразивы с различной конфигурацией.
- Наличие заготовок под резцы. Для таких задач следует применять стальные заготовки твердых марок. Наиболее распространенной считается Р6М5. Среди домашних мастеров нередко практикуется приспосабливание старых напильников, метчиков и других подручных элементов (обойм подшипников и т.д.).
- Наличие деревянных ручек. Для более удобной работы с инструментами, следует оснастить их рукоятью. Ее можно сделать самостоятельно также при помощи токарного станка либо же приобрести в магазине.
При этом, также важно использовать защитные средства: перчатки и очки
Как выточить шар на токарном станке: видео, фото, инструкция
Степень точности и качество обработанной поверхности зависят от умения мастера работать на токарном станке, который не имеет системы Числового Программного Управления. Однако некоторые типы деталей создать путем точения при помощи резца без вспомогательного оборудования практически невозможно. Если при этом есть необходимость наладить серийное производство с высокой точностью обработки, без вспомогательного оборудования не обойтись. Как сделать шар на токарном станке, и какое приспособление при этом используются?

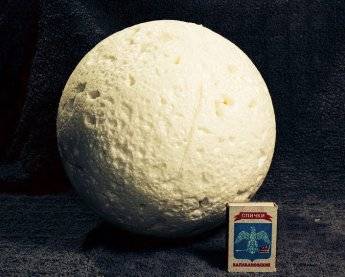
Шары, выточенные на токарном станке
Метод точения на токарном станке стандартным суппортом
Для крупносерийного производства создается специальное приспособление или используется система ЧПУ. Если есть необходимость путем точения создать всего несколько шаров, тогда можно провести работу на токарном станке, у которого есть задняя бабка.
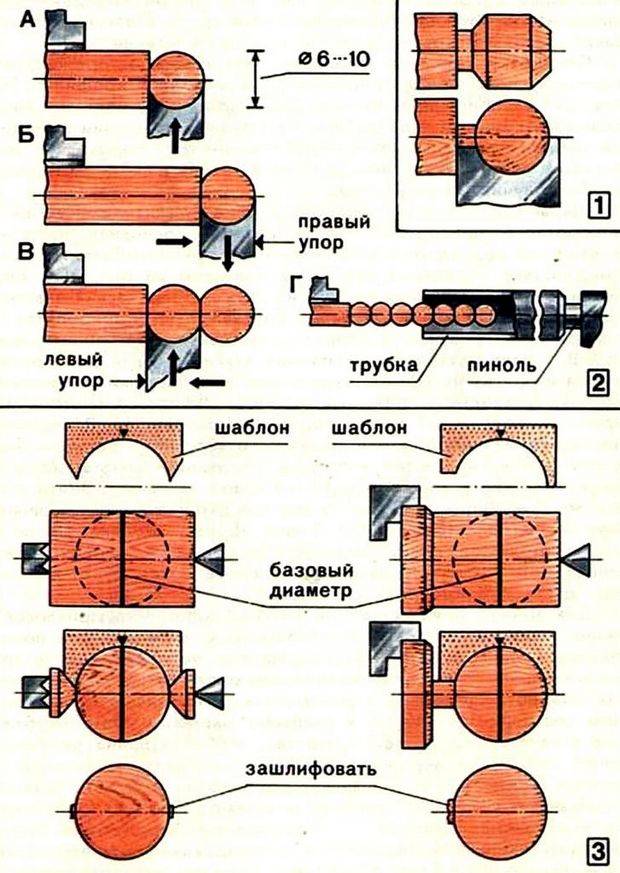
Процесс изготовления, который является ответом на вопрос, как выточить шар на токарном станке, можно разделить на следующие этапы:
- Выбор заготовки. Она должна быть цилиндрической формы, дина и ширина которой превышает нужного диаметрам шара. Изготовление происходит путем базирования цилиндрического тела по торцам.
- Создаем проточку на заданном расстоянии от торца. Диаметр проточки – диаметр шара.
- Затем при помощи специального подготовленного прутка и задней бабки проводим фиксацию (ранее сделанная проточка необходима для крепления при помощи этого прутка).
- Для изготовления шара нужно расположить резец под углом к поверхности и провести точение лишнего металла. Удаление проводится до проделанной проточки. Точение происходит отрезным резцом.
- Точение происходит поперечной подачей, в результате которой образуется поверхность в виде лесенки. Затем совмещая поперечную и продольную подачу, она также убирается.
- После этого напильником во время вращения шпинделя делается поверхность, напоминающая шар. Также используется шлифовальная шкурка для получения гладкой поверхности.
- Необработанные концы, которые использовались для крепления, стачиваются на наждаке.
При подобном методе дополнительное приспособление не используется. Созданная проточка является своего родом индикатором, который используется при поперечной подаче. Работа требует хороших навыков обращения с продольной и поперечной подачей. Как выточить шар на токарном станке без столь большого количества операций – следует использовать приспособление, предназначенное для точения по заданному диаметру.
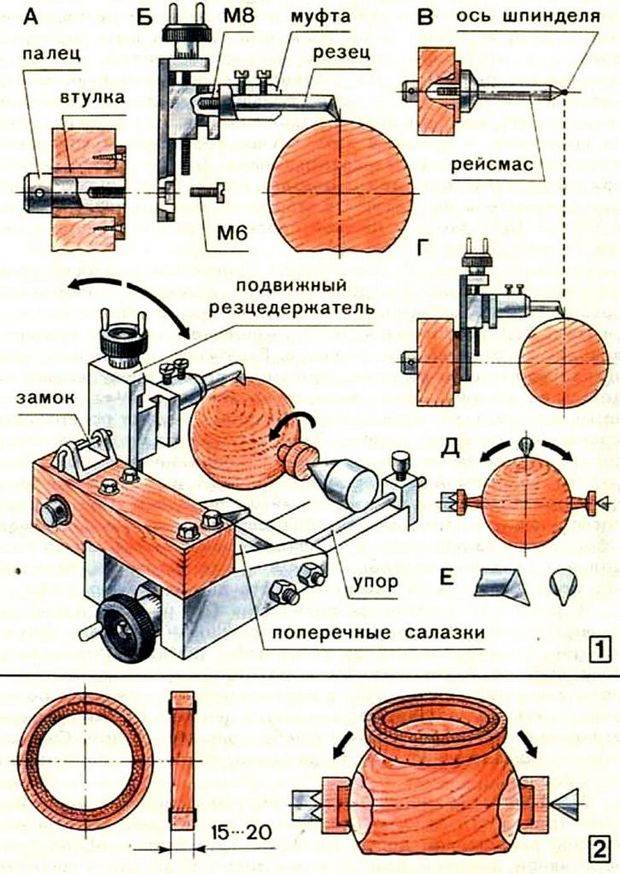
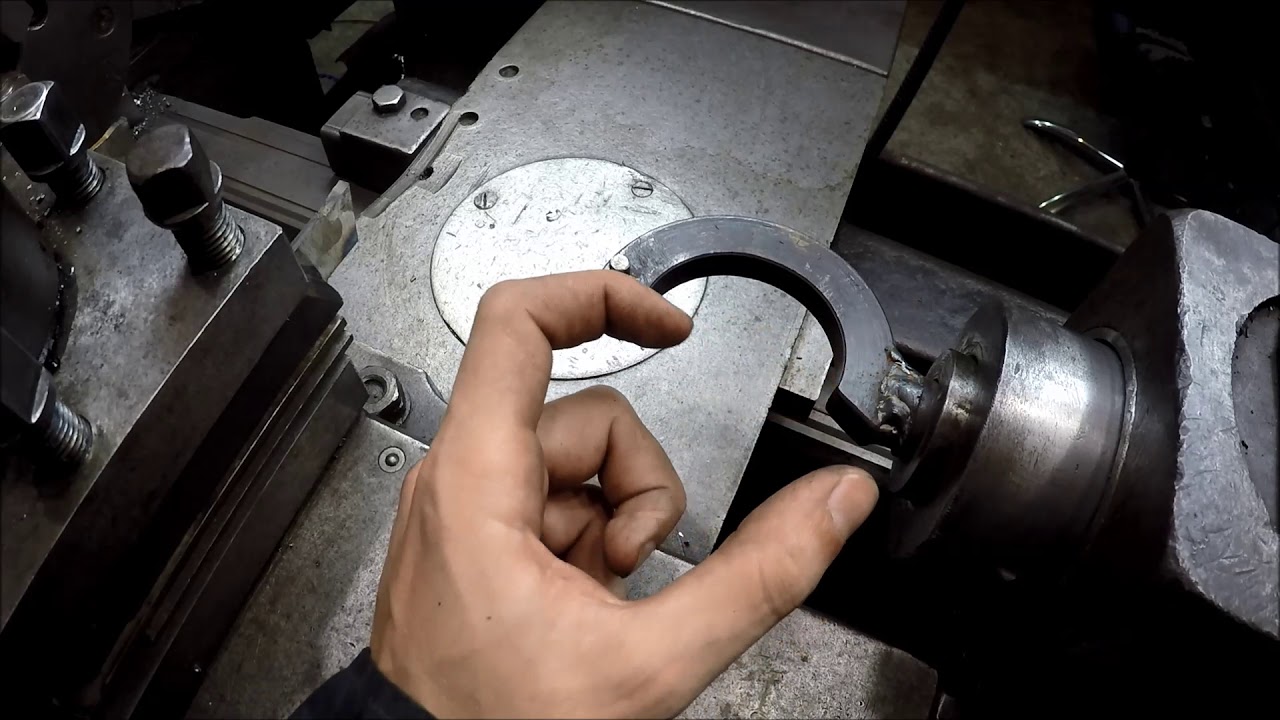
Использование специальной конструкции
Значительно упростить процесс можно путем использование специальной конструкции. Приспособление, при помощи которого можно провести рассматриваемую работу, позволяет поворачивать резец по заданной окружности. При этом можно отметить следующие нюансы:
- Конструкция должна быть жестко закреплено, для чего придется проделывать отверстия в станине для его крепления.
- Предварительно металла также обрабатывается стандартным способом при помощи продольно-поперечной подачи.
- Конструктивные особенности конструкции обуславливают ограничение минимального и максимального диаметра получаемого шара.
- Использовать наждак для удаления металла в месте крепления также придется и в этом случае.
- Обработка всей поверхности, кроме места крепления, проводится за один раз. Предварительная обработка для снятия металла необходима по причине того, что в этом случае поперечная подача не регулируется (диаметр детали регулируется расстоянием, на котором находится режущая кромка от места крепления).
- Достигается правильная форма, при этом особых навыков обработки не нужно иметь.
- Можно получить партию деталей шарообразной формы, которые будут иметь одинаковые размеры.
В заключение отметим, что подобное приспособление зачастую создается своими руками. Токарные станки старых моделей не приспособлены для автоматизации процесса производства получения шарообразных тел.
Еще одно изделие в виде шара, изготовленное на токарном станке Поделка, выполненная на токарном станке Нарезано на токарном станке из заготовки типа «Шар»
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Приемы установки и выверки заготовок
Для получения требуемой точности взаимного расположения поверхностей обрабатываемой детали, кроме правильной установки и выверки приспособлений, следует произвести проверку правильности положения заготовки. С этой целью при ее установке в станочных тисках необходимо придерживаться определенных правил и выполнять их в такой последовательности:
- Развести губки тисков на величину, несколько большую ширины заготовки.
- Протереть ветошью рабочие поверхности тисков и заготовку. При наличии на ней заусенцев удалить их напильником.
- Если заготовка имеет небольшую высоту, подобрать и установить на направляющие корпуса тисков одну или две одинаковые параллельные подкладки такого размера, чтобы зажимаемая часть заготовки составляла не менее 2/3 ее высоты. Нельзя пользоваться для этого случайными металлическими брусками. Подкладки должны быть стальными, закаленными и шлифованными.
- В случаях, когда тиски оснащены рифлеными губками, боковые поверхности заготовки окончательно обработаны, на тиски следует установить нагубники в виде небольших уголков из мягкой листовой стали или цветного металла.
- Установить и слегка закрепить заготовку в тисках.
- Осадить заготовку легкими ударами молотка с мягким бойком из цветного металла до плотного прилегания ее к направляющим тисков или к подкладкам и окончательно закрепить.
- Когда заготовка имеет окончательно обработанную нижнюю опорную поверхность, точность ее прилегания к направляющим тисков (подкладкам) выверяют слесарным рейсмусом.
Для этого отогнутое острие иглы подводят к основанию заготовки с небольшим зазором (0,1 — 0,2 мм). Затем перемещая рейсмус по столу станка определяют равномерность зазора в четырех точках углам заготовки. Если зазор неравномерный, зажим заготовки немного ослабляют, вновь выполняют действия пункта и контролируют установку заготовки рейсмусом.
Заготовки, закрепляемые непосредственно на столе станка прихватами, выверяют способами, рассмотренными ранее. При этом необходимо соблюдать ряд практических правил:
- Для повышения прочности крепления болты прихватов располагают как можно ближе к заготовке.
- Затяжку гаек выполняют в диагональном порядке вначале предварительно, затем окончательно.
- Прихваты располагают на участках заготовки, имеющих опору на столе станка.
- Подставки выбирают такой высоты, чтобы прихваты размещались параллельно опорной поверхности заготовки.
Как правильно установить тиски на рабочем столе фрезерного станка
Китайский шар-головоломка или Шар в шаре в шаре
Всем добрый день! В преддверии выходных, хочу подкинуть тему для размышления. Шар головоломка – как это сделать? Китайские шары — головоломки – декоративные предметы, которые состоят из нескольких концентрических сфер, каждая из которых вращается свободно, но при этом вырезана из той же самой части материала что и предыдущие.
Хотя изначально они делались только из слоновой кости, в наши времена можно найти шары-головоломки из синтетической слоновой кости, смолы, дерева, нефрита и других материалов. Эти детальные произведения искусства обычно состоят из 3-7 слоев, а самый большой шар-головоломка сделан из 42 концентрических шаров, располагающихся один в другом.
В кризисном XVII веке появилась резьба по кости «шар в шаре» (вложенные друг в друга костяные ажурные шары, состоящие из миниатюрных фигурок) – вещь, поражающая филигранностью работы, но, по сути дела, всего лишь изящная и трудоемкая безделушка. На такую работу у мастеров уходили многие годы.
Видимо, у китайцев было такое хобби — делать подобные игрушки: костяной шар с прорезями, в нем другой такой же, в нем третий, и каждый может вращаться в любом направлении.
Изготовление «шара в шаре» распадалось на восемь операций, выполняли их соответственно восемь мастеров.
Так как же все-таки шары-головоломки сделаны?
Каждый, кому попадает в руки «шар в шаре», не может остаться равнодушным к искусству мастеров-умельцев. А если вы вдобавок владеете токарным мастерством, вас так и тянет попробовать самому выточить хитроумные шары. Автору этих строк тоже довелось пройти такой путь. Хочу рассказать, что из этого получилось.








Над тем, как выполнить ту или иную операцию, приходилось не раз поломать голову. Взять хотя бы шар-заготовку. Она должна быть совершенно круглой с отклонениями диаметра не более 0,1 мм. Выточить такой шар совсем не просто. Потом на его поверхности надо разметить двенадцать отверстий. Значит, нужно придумать делительное устройство. Далее шар требуется закрепить в патроне — тоже проблема. Потом изготовить целый набор специальных резцов, с помощью которых вытачиваются внутренние фигуры. И решить еще десятки и десятки задач, возникающих на каждом шагу.
А сама работа на станке? От токаря требуются огромное терпение, точно рассчитанные движения. Резец подается вручную настолько малыми перемещениями, что стружка получается тончайшей, рассыпающейся в пальцах в порошок.
Чтобы не поломать резец, а он очень тонкий — сечение у вершины не превышает 1 мм2, — приходится применить немало ухищрений: подобрать скорость резания, уменьшить подачу, остро заточить лезвие, установить резец выше центра вращения детали, подавать смазочно-охлаждающую жидкость, все время удалять стружку и т. д.
Даже опытные токари обычно задают вопрос: «А когда фигурки отрезают одну от другой, они начнут болтаться в шаре и могут поломать резец и покорежить все внутри. Как тут быть?» Действительно, задача непростая. Для ее решения можно предложить два варианта: или закреплять отделяемые фигурки, или недорезать уголки-перемычки, оставив эту операцию на конец обработки. Наверное, возможны и другие приемы.
А теперь смотрим подобную работу, выполненную на торном станке:
Можно ли это сделать?
Создание сферической детали на токарном оборудовании более простой процесс, чем это кажется на первый взгляд. При этом можно воспользоваться, как вспомогательным оборудованием, если предусматривается производство небольшой партии, так и стандартной оснасткой станка в случае штучного изготовления. Самым доступным способом является точение по ранее заготовленному шаблону.
По металлу
Работа с металлом на порядок сложнее в сравнении с другими материалами ввиду более высокой твердости, однако более знакома и не имеет непривычных особенностей. Точение шара же займет не менее двух проходов и потребует работы на высоких оборотах для получения удовлетворительного результата. В целом процесс мало отличим от прочих токарных операций и не имеет определенной специфики.
По дереву
По сравнению с металлической, деревянная заготовка более податлива обработке, ввиду чего имеется возможность проводить обработку не только резцом токарного станка, но и ручными стамесками и коронками, предназначенными для этой операции.
При точении вместо привычной стружки остается древесная пыль, поэтому работать нужно строго в респираторе, включив вытяжку. Нелишним будет заранее убрать подтеки масла на станке и установить пылесос на резцедержатель, что упростит уборку после работы.





