

Приспособления для гибки труб
Вопрос о том, как согнуть трубу без трубогиба, не вызовет затруднений, если использовать для выполнения этой операции простейшие приспособления. Выполнять холодную гибку труб можно с помощью следующих устройств.
- В тех случаях, когда согнуть необходимо мягкую (алюминиевую) или стальную трубу с высотой профиля не больше 10 мм, используется горизонтальная плита с отверстиями, в которые вставляются упоры – металлические штыри. При помощи этих штырей и выполняется гибка изделий по требуемым параметрам. У данного метода есть два серьезных недостатка: невысокая точность гибки, а также то, что при его использовании необходимо прикладывать значительные физические усилия.
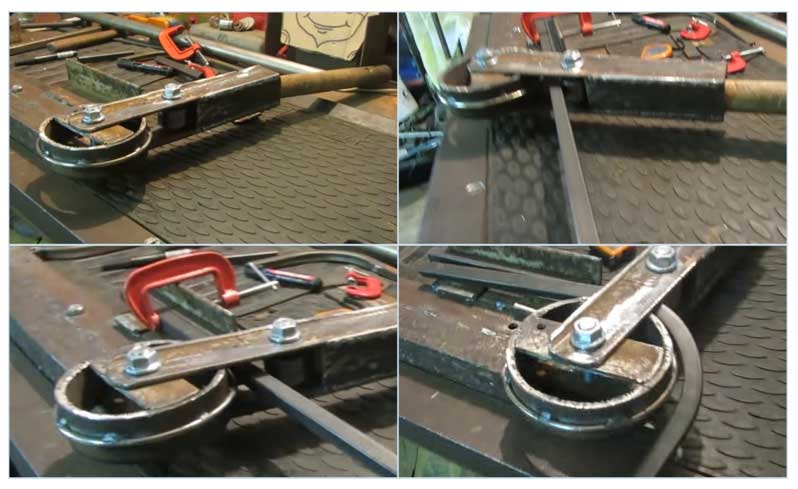
- Изделия с высотой профиля 25 мм лучше гнуть при помощи роликовых приспособлений. Труба надежно фиксируется в тисках, а к той ее части, которую надо согнуть, усилие прикладывается при помощи специального ролика. Данное приспособление позволяет получить более качественный изгиб, но также требует приложения физических усилий.
Вариант, что называется, на скорую руку. Длинный рычаг этого крайне незамысловатого приспособления позволяет справиться с довольно толстыми трубами
Сделать разовый изгиб трубы помогут элементарные приспособления
Для формирования на стальных или алюминиевых профтрубах изгиба с большим радиусом кривизны используют неподвижные округлые шаблоны, на которых монтируют специальные хомуты для фиксации изделия. На таком приспособлении трубу гнут также вручную, с усилием укладывая ее в паз шаблона, форма которого точно соответствует требуемому радиусу изгиба.
Фанера и металлические скобы – это всё, что нужно для изготовления гибочного шаблона
Гибочная плита
Чтобы эффективно гнуть стальные или алюминиевые трубы в домашних условиях, можно изготовить модернизированную гибочную плиту, воспользовавшись следующими рекомендациями.
- Роль такой плиты играет панель, которую вырезают из листового металла большой толщины.
- Панель, выполненную таким образом, приваривают к стойке, которая устанавливается на специальный пьедестал.
- В панели просверливается два отверстия, необходимые для установки болтов, служащих упорами для профильной трубы.
- На один из болтов-упоров устанавливается специальная насадка, при помощи которой и регулируется радиус изгиба.
- Чтобы обеспечить соосность отрезков трубы, прилегающих к сгибу, над заготовкой размещают металлическую пластину, фиксируемую болтами.
Схема стенда для гибки профильных труб
Принцип изготовления несложного самодельного гибочного устройства
Гибка по оправке
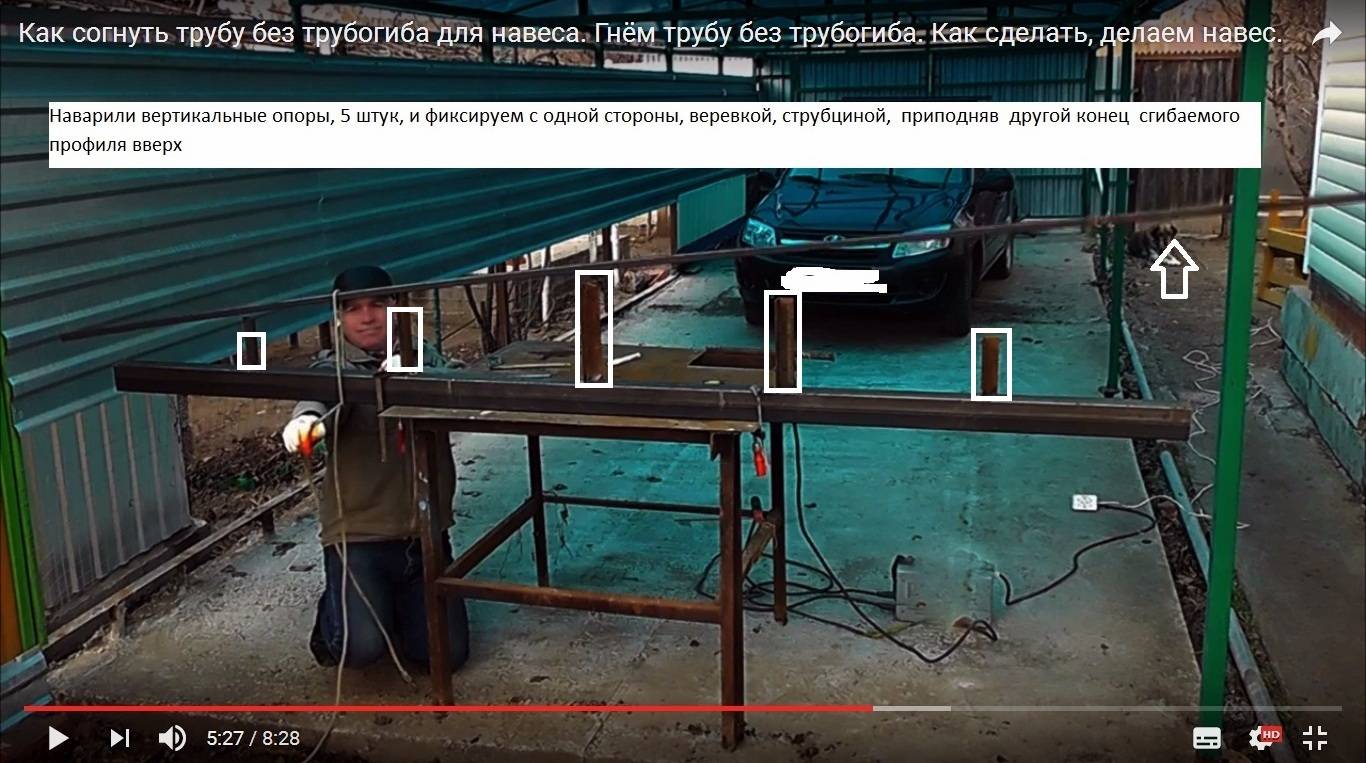
Для гибки в домашних условиях профильных трубных изделий, высота стенки которых не превышает 25 мм, можно изготовить специальную оправку. В этих целях лучше использовать габаритный верстак, на поверхности которого будет достаточно места для такого приспособления. Для выбора оптимального места расположения элемента, фиксирующего сгибаемую трубу, на одном конце верстака выполняются часто расположенные отверстия. За обеспечение требуемого радиуса изгиба профтрубы отвечает специальный шаблон, который можно изготовить из толстой фанеры или металлического уголка, если вы собираетесь часто его использовать.
Сгибание профильной трубы при помощи оправки
Применение профилегиба
Конечно, если вам предстоит значительный объем работ по гибке профильных труб, лучше изготовить для этого специальный станок, чертежи которого несложно найти в интернете. Не будем здесь разбирать данный вопрос, так как более чем детально рассмотрен в статьях по ссылкам ниже.
Один из многочисленных вариантов самодельного профилегиба
Не обойтись без такого станка и в том случае, если вам надо согнуть трубы с большим сечением профиля. Основными рабочими органами такого станка, отличающегося широкой универсальностью, являются три валка, два из которых фиксируются неподвижно, а за счет изменения положения третьего регулируют радиус изгиба изделия. В качестве привода такого устройства используется цепная передача и рукоятка, которую вращает оператор.
Как выполняется расчет?
Чтобы разобраться с количеством пропилов, нужно выполнить простой расчет. Предположим, что требуется выполнить следующие условия:
- имеется труба размером 30·50 мм;
- необходим разворот под углом 180 ⁰;
- радиус полного разворота R = 100 мм;
- движение производится по стенке b = 30 мм.
Нужно определить наружную длину образующей половины окружности.
Lнар = π (R + b)/2
здесь π = 3,14 отношение длины окружности к радиусу.
Попутно определяется половина образующей по внутреннему радиусу.
Lвн = π R/2
Разница между значениями определяет общую ширину пропилов.
С = Lнар – L вн
Зная толщину пильного диска (h = 2 мм), нетрудно определить количество пропилов.
n = C/h
Остается подставить все данные в расчетную формулу и определить количество пропилов для поворота на 90 ⁰. Полное количество можно определить в виде.
N = 2n
Расчетная схема для определения параметров пропилов
Расчет лучше оформить в виде таблицы 1
Таблица 1. Определение количества пропилов для начальных условий
| Ширина трубы b, мм | 30 |
| Радиус внутреннего слоя R, мм | 100 |
| Наружный радиус R нар, мм | 130 |
| Длина половины окружности по наружному слою Lнар, мм | 408,2 |
| Длина половины окружности по внутреннему слою Lвн, мм | 314 |
| Разница между длиной наружного и внутреннего слоя С, мм | 94,2 |
| Ширина пропила h, мм | 2 |
| Количество пропилов n | 47 |
| Полное количество пропилов N | 94 |
Часто вопрос о сгибании труб с помощью резов обращаются желающие построить теплицу. Их интересует: «Сколько раз нужно пропилить стенки для получения гиба с определенным радиусом образующей?» Пользуясь предложенными зависимостями, можно легко рассчитать пазы трубы для теплицы. В таблице 2 приведены расчеты для труб разного диаметра и радиусов внутренней образующей.

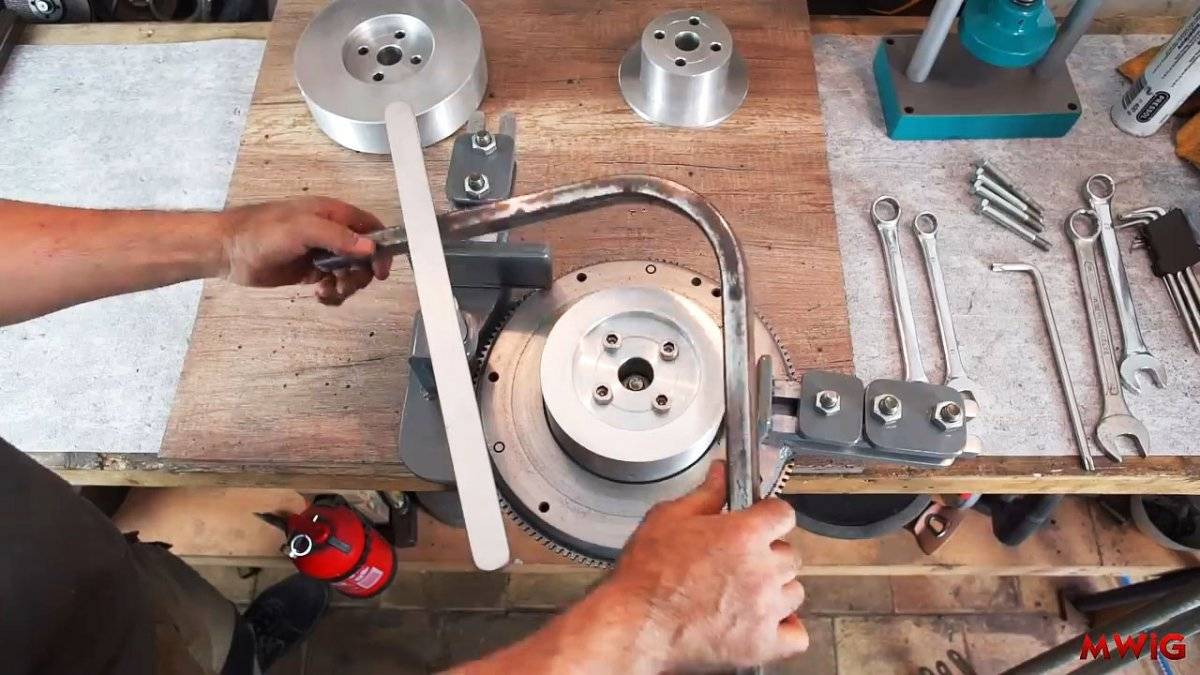








Таблица 2. Расчет для профильных труб теплицы
| № | Ширина трубы b, мм | Радиус внутреннего слоя R, мм | Наружный радиус R нар, мм | Длина половины окружности по наружному слою Lнар, мм | Длина половины окружности по внутреннему слою Lвн, мм | Разница между длиной наружного и внутреннего слоя С, мм | Ширина пропила h, мм | Количество пропилов n | Полное количество пропилов N |
| 1 | 20 | 1000 | 1020 | 3202,8 | 3140 | 62,8 | 2,4 | 26 | 52 |
| 2 | 25 | 1000 | 1025 | 3218,5 | 3140 | 78,5 | 2,4 | 33 | 66 |
| 3 | 30 | 1000 | 1030 | 3234,2 | 3140 | 94,2 | 2,4 | 39 | 78 |
| 4 | 35 | 1000 | 1035 | 3249,9 | 3140 | 109,9 | 2,4 | 46 | 92 |
| 5 | 40 | 1000 | 1040 | 3265,6 | 3140 | 125,6 | 2,4 | 52 | 104 |
| 6 | 20 | 1250 | 1270 | 3987,8 | 3925 | 62,8 | 2,4 | 26 | 52 |
| 7 | 25 | 1250 | 1275 | 4003,5 | 3925 | 78,5 | 2,4 | 33 | 66 |
| 8 | 30 | 1250 | 1280 | 4019,2 | 3925 | 94,2 | 2,4 | 39 | 78 |
| 9 | 35 | 1250 | 1285 | 4034,9 | 3925 | 109,9 | 2,4 | 46 | 92 |
| 10 | 40 | 1250 | 1290 | 4050,6 | 3925 | 125,6 | 2,4 | 52 | 104 |
| 11 | 20 | 1500 | 1520 | 4772,8 | 4710 | 62,8 | 2,4 | 26 | 52 |
| 12 | 25 | 1500 | 1525 | 4788,5 | 4710 | 78,5 | 2,4 | 33 | 66 |
| 13 | 30 | 1500 | 1530 | 4804,2 | 4710 | 94,2 | 2,4 | 39 | 78 |
| 14 | 35 | 1500 | 1535 | 4819,9 | 4710 | 109,9 | 2,4 | 46 | 92 |
| 15 | 40 | 1500 | 1540 | 4835,6 | 4710 | 125,6 | 2,4 | 52 | 104 |
Чтобы оценить эффективность подобной технологии, желательно оценить трудоемкость и затраты материалов (таблица 3).
Таблица 3. Затраты труда и стоимость расходных материалов для изгибания дуг для теплицы
| Количество пропилов | Длительность одного пропила, мин | Общая длительность пропиливания трубы, мин | Расход отрезных дисков диаметром 125 мм, шт. | Общий расход отрезных кругов, шт. | Длительность сгибания по пазам, мин | Длительность заварки шва по пропилу, мин |
| 52 | 0,3 | 15,6 | 0,2 | 10,4 | 0,3 | 1,3 |
| 66 | 0,3 | 19,8 | 0,2 | 13,2 | 0,3 | 1,3 |
| 78 | 0,3 | 23,4 | 0,2 | 15,6 | 0,3 | 1,3 |
| 92 | 0,3 | 27,6 | 0,2 | 18,4 | 0,3 | 1,3 |
| 104 | 0,3 | 31,2 | 0,2 | 20,8 | 0,3 | 1,3 |
| – | – | – | – | – | – | – |
| Количество пропилов | Общая длительность заварки пазов, мин | Расход электрода 3 мм на один паз с трех сторон | Всего требуется электродов, шт. | Общая длительность процесса, мин | Общая длительность процесса, час | Приведенные затраты на приобретение дисков и электродов, руб. |
| 52 | 67,6 | 0,25 | 13 | 83,5 | 1,39 | 322,4 |
| 66 | 85,8 | 0,25 | 16,5 | 105,9 | 1,77 | 409,2 |
| 78 | 101,4 | 0,25 | 19,5 | 125,1 | 2,09 | 483,6 |
| 92 | 119,6 | 0,25 | 23 | 147,5 | 2,46 | 570,4 |
| 104 | 135,2 | 0,25 | 26 | 166,7 | 2,78 | 644,8 |
Вид гнутых изделий, полученных методом пропила пазов с последующей сваркой
Из представленных расчетов видно, что технология гибки труб по радиусу может быть оправдана только для выполнения изгибов профильных заготовок только в ограниченном количестве. Если требуется создать сложную пространственную конструкцию, то следует воспользоваться специальными приспособлениями для промышленной гибки.
При пропиливании пазов необходимо контролировать глубину пропила со всех трех сторон. Потребуется специальное приспособление, которое сможет ограничить вхождение инструмента по мере стачивания диска.
Способы согнуть профильную трубу своими руками
Как гнуть профильную трубу при помощи сварки
Трубные изделия квадратного или прямоугольного сечения, высота стенки которых 30 – 40 мм и более, с трудом поддаются сгибанию, особенно при малых радиусах. Чтобы сформировать своими руками из такого материала красивый отвод в 90 градусов, без болгарки и сварочного аппарата не обойтись.
Порядок действий:
- Сделать шаблон изгиба, по которому проще изготовить несколько одинаковых деталей;
- Вдоль трубы болгаркой сделать надсечки трех стенок, оставив одну цельной. Чем больше надсечек, тем округлей будет изгиб;
- Один конец профиля надежно зафиксировать;
- Применив усилие, взявшись за второй конец постепенно согнуть трубу по шаблону так, чтобы пропилы образовали вогнутую часть изгиба. Плоскость сгибания не должна нарушиться, можно применить киянку;
- Пропилы заварить, места сварки отшлифовать.
Как согнуть профильную трубу при помощи наполнителей
Наполнитель используется для получения равномерных изгибов без сплющиваний и складок (гофры на вогнутой части), заполняя внутреннее пространство он распределяет силу сжатия и растяжения по всей поверхности сгибаемого участка профиля. Самым испытанным наполнителем считается мелкий, сухой, хорошо просеянный песок.
Этот способ может сопровождаться нагреванием трубы паяльной лампой либо накаливанием на древесных углях, при нагревании металл приобретет пластичность, что облегчает гибку. Горячим способом гнут трубные изделия с высотой стенки от 30мм и более.
Трубопрокат с высотой стенки до 20мм гнется без нагревания, а при радиусе изгиба менее 50мм можно не применять наполнитель.
Порядок действий горячего способа:
- Отжечь участок сгиба заготовленной трубы;
- Изготовить деревянные заглушки в виде пирамид длиной в 10 оснований, которые в 2 раза больше просвета, на одной сделать 4 продольных паза для отвода газа во время нагревания;
- Заглушить один конец трубы, постепенно засыпать до краев просеянный и прокаленный песок, уплотняя его постукиванием. Заглушить второй конец чопом с пазами;
- Разметить участок нагревания мелом, зажать профиль, расположив шов не по вогнутой стороне касательно шаблона;
- Разогреть трубу докрасна, сгибать поступательными движениями в один подход (повторный разогрев не желателен) соблюдая плоскость сгиба по шаблону. Соблюдайте меры безопасности;
- После остывания заглушки выбить или выжечь.
С высотой стенки до 10мм смело гнем профильную трубу своими руками без нагревания и наполнителя. В остальных случаях вместо песка можно применить стальную пружину с плотными квадратными или прямоугольными витками. По величине она должна быть чуть меньше внутренних размеров трубы, так, чтобы плотно пройти к месту сгиба. Пружина также не даст образоваться нежелательным деформациям при холодном сгибании. Вытаскивают ее за привязанную к конечным виткам проволоку, выходящую наружу.
Как согнуть профильную трубу в домашних условиях на гибочной плите
Это еще один вариант как согнуть профильную трубу без трубогиба, используя приспособления, изготовленные самостоятельно. К ним относятся горизонтальная металлическая или бетонная плита с отверстиями, стационарный плоский шаблон с элементом фиксации, верстак с оправкой. Данные конструкции хороши для холодной гибки тонких трубных изделий. Принцип действия прост: один конец профиля зажимается, а другой под действием силы прижимается, огибая приготовленную форму. Ручная гибка требует значительных усилий и не гарантирует точности.
Следует помнить, что стальной трубопрокат обладает пластическим моментом сопротивления (пружинящий эффект), поэтому изгиб приходится подгонять несколько раз под шаблон.
Как согнуть профильную трубу своими руками, так и привести ее в первоначальную форму, дело трудное. Чтобы все получилось, как задумано с первой попытки без специального станка не обойтись.
Альтернативные способы сгибания профильных труб
Метод #1 — болгарка + сварочный аппарат
Как согнуть профильную трубу под нужным углом своими руками, не используя заводские станки? Если у вас есть болгарка и сварочный аппарат, то произвести изгиб можно по следующему алгоритму:
- рассчитывают радиус закругления по предварительно начерченной схеме;
- в месте предполагаемого изгиба трубы дисковой пилой (болгаркой) выполняется несколько поперечных пропилов;
- зажав трубу в тисках, начинают ее гнуть в нужном направлении, приложив для этого небольшое физическое усилие;
- далее пропилы заваривают сварочным аппаратом, не забывая о соблюдении требований техники безопасности;
сварочные швы подвергаются шлифовке.
Дисковая пила или болгарка, закрепленная на специальной подошве, необходима для выполнения нескольких пропилов в месте сгиба профильной трубы
Метод #2 — болванка и песок
Выполнить изгиб профильной трубы по необходимому радиусу можно с помощью еще одного простого способа. Для этого подготавливают песок, который обязательно просеивают и просушивают, если в этом есть необходимость. Затем один конец профильной трубы закрывают, забив туда деревянный клин. Насыпают внутрь профиля просеянный песок, закупоривая и с другой стороны вход в трубу. После этого изделие начинают сгибать вокруг металлической болванки, имеющей подходящий диаметр. Один конец профиля фиксируют надежно между штырями, а за другой тянут.
Закончив процесс гибки, приступают к удалению забитых клиньев путем их выжигания или выбивания. Песок также из полости трубы удаляется полностью. Как видите, кустарные способы доставляют больше хлопот, поэтому их можно применять на практике для разового сгибания труб.
В зимнее время песок можно заменить водой, которая заливается в профильную трубу и изделие выставляется на мороз. Понятно, что концы профиля затыкаются пробками. После замерзания жидкости в трубе приступают к ее изгибанию по заранее подготовленной болванке-шаблону.









Металлическая болванка, используемая мастерами для гибки профильных труб своими руками без применения специального оборудования в виде трубогибов
Метод #3 — гибка трубы с пружиной квадратного сечения
Не позволяет деформироваться стенкам профильной трубы при сгибании пружина, имеющая сечение такой же формы, но меньшего размера. Пружина изготавливается из стальной проволоки, диаметр которой подбирается, исходя из толщины стенок. Пружина должна легко заходить внутрь трубы. Планируемое место изгиба прогревается паяльной лампой или газовой горелкой. Накаленные стенки профиля легче поддаются сгибанию. Для предотвращения ожогов работать надо в специальных защитных рукавицах, а изделие держать клещами. Добиться нужного радиуса изгиба помогает болванка или металлические штыри, забитые в землю по окружности.
Методы гибки труб в домашних условиях

Сгибание металлопластиковых труб вручную. Сгибать металлопластиковые трубы вручную можно как с помощью песка, так и без него
При этом важно соблюдать главное условие – не прилагать чрезмерных усилий, не делать резких движений и не стремиться к получению слишком крутых изгибов. Чтобы согнуть металлопластиковую трубу без каких-либо повреждений ее следует гнуть не в одной конкретно взятой точке, а постепенно передвигая изгиб по ходу трубы в течение 1–2 см

Гибка профильных труб. Профильная (квадратная) труба благодаря своей конфигурации обладает повышенной степенью жесткости. Чтобы согнуть профильную трубу потребуется приложить некоторые усилия. На начальном этапе работы, как и в предыдущем примере, необходимо засыпать в трубу песок. Для лучшей формы изгиба песок должен быть тщательно утрамбован. После засыпки песка на оба конца трубы устанавливаются деревянные заглушки, труба зажимается в тиски и ударами молотка ей придается нужная форма. Место будущего сгиба прогревается паяльной лампой или строительным феном.
Сгибание труб с помощью сварочного аппарата и угловой шлифовальной машины (болгарки). Существует много мнений по поводу того, насколько целесообразно применять данный метод. Объясняется это тем, что для его реализации надо затратить значительные силы и выполнить в два раза больший объем работы. Суть метода в следующем: на место изгиба трубы угловой шлифовальной машиной наносятся специальные сечения, за счет которых значительно снижается прочность изделия. После этого трубу сгибают, а нанесенные надрезы заделывают сварочным аппаратом.

Метод с применением песка. В основе метода лежит обыкновенный речной песок. На одном конце трубы устанавливается деревянная заглушка и подготовленная песчаная смесь засыпается в трубу таким образом, чтобы заполнить абсолютно все ее внутреннее пространство. Второй конец трубы закрывается с помощью такой же заглушки. Горелкой или паяльной лампой тщательно прогревается место предполагаемого изгиба, а трубу надежно фиксируют и сгибают до получения необходимого угла. После достижения нужного результата использованный песок высыпается наружу. Нежелательно применять этот метод для окрашенных или оцинкованных труб так как можно существенно повредить их внешний защитный покров.
Сгибание полипропиленовой трубы. В идеале такой вид труб лучше всего гнуть с помощью пайки и строительных угловых муфт, но при желании можно применить более простой и дешевый метод. Его суть заключается в обыкновенном нагреве трубы строительным феном. Работа требует практически ювелирной точности, не допускаются резкие движения и сильные прогибы изделия. После прогрева строительным феном трубу необходимо аккуратно согнуть, зафиксировать в нужном положении и дать остыть. Для достижения наилучшего результата ее внутреннее пространство можно заполнить песком, как и в предыдущих способах.
Получить более полную и наглядную информации о том, как согнуть трубу без трубогиба в домашних условиях, вы сможете, просмотрев видео на эту тему. Перечисленные в статье методы гибки труб могут дать положительный результат только в случае правильного и последовательного выполнения всех необходимых условий и рекомендаций.
Особенности гибки с использованием трубогиба
Первоочередность использования специального трубогиба в домашнем хозяйстве стоит предусмотреть еще во время приобретения изделий, если вы все же решились на подобный шаг. Чаще всего специальное оборудование приобретают для работы с большим количеством профильных труб, например, при строительстве домов и сооружении заборов. В этом случае нужно сразу учитывать, какой именно вид труб может гнуть данный прибор, ведь зачастую недорогие модели могут работать только с профильными трубами круглой формы.
Согнуть круглую или квадратную трубу при помощи трубогиба достаточно просто самостоятельно. В этом процессе нужно учитывать только толщину стенок, диаметр сечения трубы, радиус будущего изгиба и материал изготовления. При работе загиб осуществляется в соответствии с техническими допусками толщины стенок трубы и величины сечения, при этом при работе нужно следить за тем, чтобы не появлялись изломы на внутренней части изделия, а также сплющивание поперечного сечения профиля.
При работе с трубами квадратной формы, когда нужно произвести загиб малого радиуса, усилие нужно прикладывать ближе к концам изделия, потому что в центральной части труба будет очень тяжело поддаваться изгибу.

Основные особенности технологии изгиба
Способ гибки трубы с раскатыванием-обкатыванием.
Необходимо четко понимать процессы, которые возникают в металле при его контролируемой деформации. Главная цель при этом – получение равномерно изогнутой формы без нарушения целостности прокатного профиля. Для правильного сгибания трубы любой формы поперечного сечения используют два способа:
- сгибание под воздействием внешнего усилия;
- сочетание давления и местного нагрева на участке изгиба.
В обоих случаях одновременно происходят следующие процессы – материал наружного слоя дуги будет растягиваться, а внутренний слой сжиматься. В результате загибания, значительное превышение нагрузки может привести к возникновению трещин и разрушению внешней стенки трубы. Внутренняя поверхность может потерять свою плавность, при этом образуются хорошо заметные складки металла. Нарушение технологии процесса может также вызвать коробление стенок трубы или нарушить их соосность. Подобное явление крайне негативно скажется на эстетике полученной арки и станет причиной ее вынужденной выбраковки.
Необходимо также учитывать и другие параметры. Большое значение будeт иметь радиус желаемого искривления, толщина стенки заготовки, ее материал и размеры поперечного сечения.
Промышленность выпускает профильные трубы, которые имеют квадратное, прямоугольное, овальное, плоскоовальное или круглое сечение. Использование при выполнении строительных работ изделий квадратной и прямоугольной формы имеет свои преимущества. Такие трубы гораздо удобней при выполнении монтажных работ. Они упрощают разметку, стыковку и подгонку элементов конструкции между собой. К плоской поверхности такого профиля гораздо проще крепить различные покрытия или совмещать их с другими материалами.
Способы холодной гибки труб: а —с обкаткой; б — наматыванием; в — волочением; г — вальцовкой; д — на двух опорах; е— растяжением; ж—с внутренним гидростатическим давлением; и — через фильеру, имеющую криволинейную ось; к — по копирам.
Особое внимание необходимо обращать на высоту сечения. Этот показатель определяет пластические параметры конкретного сорта прокатного материала
Исходя из его величины, производят расчет максимально возможного изгибания. Обозначим высоту литерой h. Тогда при величине до 20 мм загнуть трубу без разрушений можно на участке 2,5×h и более. В тех случаях, когда h>20 мм, формула имеет вид: 3,5×h и более. Нарушение этого правила приведет к образованию трещин или общему короблению металла.









Необходимо принимать во внимание толщину стенок профиля. Если она не превышает 2 мм, материал гнуть нецелесообразно
В таких случаях приходится применять сварку. Более толстые стенки поддаются изгибу, но увеличение толщины существенно его усложняет.
Свое влияние на процесс может иметь и материал прокатного профиля. Трубы из низколегированных и углеродистых сортов стали имеют значительную упругость. Такой материал после снятия внешней нагрузки стремится восстановить прежнюю форму. Это потребует выполнения повторной обработки вплоть до момента сохранения необходимого радиуса арки. Медные трубы лишены этого недостатка. Благодаря высокой пластичности материала, они легко изменяют форму и сохраняют измененное состояние после снятия нагрузки.
Трубогиб стационарный пошаговая инструкция
Если планируется самостоятельно изготовить теплицу из стальных труб, то понадобится обзавестись не просто обычным трубогибом, а надёжным изделием. Ведь при таком подходе понадобится изогнуть не один десяток профильных труб. Чтобы конструкция теплицы получилась аккуратной и красивой, нужно использовать стационарный трубогиб.
Перед тем, как приступать к изготовлению теплицы, нужно позаботиться о присутствии соответствующего инструмента для гибки профильных изделий. Понадобятся для конструирования стационарного трубогиба элементы:
- прут на 25;
- 6 подшипников;
- швеллер.
Понадобится ещё и сварочный аппарат, при помощи которого будет выполняться соединение всех составных частей. Пошаговая инструкция изготовления стационарного трубогиба выглядит следующим образом:
- К основанию (швеллеру) привариваются подшипники, которые соединяются между собой валом в виде стальной трубы соответствующего диаметра.
- Чтобы вал не был расположен слишком близко возле основания, следует подшипники приваривать на обрезки прямоугольной трубы по 5 см.
- Чтобы заведомо изготовить агрегат, которым мог бы регулироваться радиус изгиба, основание нужно сделать из двух швеллеров, соединённых между собой завесами, как видно на фото выше.
- Два вала с подшипниками располагаются на одинаковой высоте, а третий (центральный) приваривается с помощью прямоугольной трубки выше на 15-20 см.
- К верхнему валу нужно приварить дополнительную трубку, к которой будет закреплена рукоятка. Этот вал будет приводиться в движение при помощи мускульной силы.
- Приваривается ручка к верхнему валу, после чего можно проверять получившееся изделие на функционирование.
Устанавливая профильную трубку любых размеров, следует отрегулировать радиус конечного изгиба. Делать это можно при помощи домкрата, расположенного под основанием, на котором закреплён один из валов. Отрегулировав требующийся радиус изгиба, вращается рукоятка. В итоге получаются качественные изогнутые трубки. Преимуществом трубогиба называется возможность гнуть материалы любого размера и диаметра.
Из недостатков можно отметить только возможность эксплуатации на одном месте
При этом важно понимать, что применять такое устройство можно для любых нужд. Для изготовления такого устройства понадобятся капиталовложения не более 500 рублей
Купить нужно только 6 подшипников, а все остальные элементы найдутся в хозяйстве у каждого мастера
Купить нужно только 6 подшипников, а все остальные элементы найдутся в хозяйстве у каждого мастера.





