

Станочный агрегат JMY8-70 – польза и отличительные особенности
Современные заточные станки для дисковых пил, таких как JMY8-70 имеют на сто процентов китайскую сборку и целиком и полностью представляет собой высококачественный агрегат, годный для долгосрочной эксплуатации. Многие специалисты по самостоятельной сборке агрегата берут данное устройство в пример, когда возникает необходимость сделать станок своими руками.
Основное назначение выше упомянутого станка: затачивание пил на диске, в основе которых лежат твердые сплавы, пригодные к быстрой резке по металлу. Станок способен с успехом обрабатывать поверхность детали спереди и сзади, а также способность делать заточку угловой поверхности на максимально качественном уровне.
- В основе лежит свой круг для обработки детали посредством алмазного нагревателя, минимальный размер радиуса – 65 мм.
- Пила оснащена наклонным суппортом, он и дает возможность осуществлять заточку изделия под необходимым углом пилой своими руками.
- Корпусная поверхность производится из специальной литой стали, главным образом используемой в авиастроении.
- Агрегат инсталлируют на резиновые прокладочные материалы. Они позволяют максимально снизить вибрационную составляющую при обработке материала и давать возможность пить либо подливать воду время от времени для недопущения остановки механизма.
- Механизм регулируется крайне легко и просто. Даже малоквалифицированный персонал способен управлять данным агрегатом, в том числе совсем не подготовленные специалисты.
При отгрузке товара заводом-производителем для эффективного управления агрегатом прилагают подробную инструкцию, которая в полной мере описывает все сильные стороны агрегата и методы работы с ними.
Основные технические характеристики, связанные с устройством JMY8-70:
- Размеры круга для шлифовальной обработки имеют трехгранные параметры: 117×9х7 мм;
- Затачиваемый круг способен поворачиваться на угол не менее 20 градусов.
- Диаметральная поверхность пилы для заточки составляет не менее 70-800 мм.
- Стандартный шлифовальный круг приводится в движение в считанные секунды, а его скорость вращательного момента достигает 2900 оборотов в минуту.
- Вес агрегата – 35 кг.
Многие люди, которые используют ручной труд, применяют дисковые пилы из сложных составляющих не на регулярной основе, а в зависимости от необходимости. Таким образом, покупка заводского оборудования может вылиться в ненужные финансовые затраты. Лучшим решением для домашней работы является использование самодельного заточного станка для дисковых пил. Именно поэтому обращение к сторонним компаниям не имеет смысла.
Как правило, для того чтобы выточить изделие своими силами, необходимо использовать сложные механизмы, дабы исключить вероятность порчи изделия. По этой причине и нужно использовать тот агрегат, который даст возможность выдержать обязательный угол для затачивания. Именно сложный станок позволяет установить механизм в продуманном положении с ориентацией на круг для заточки.
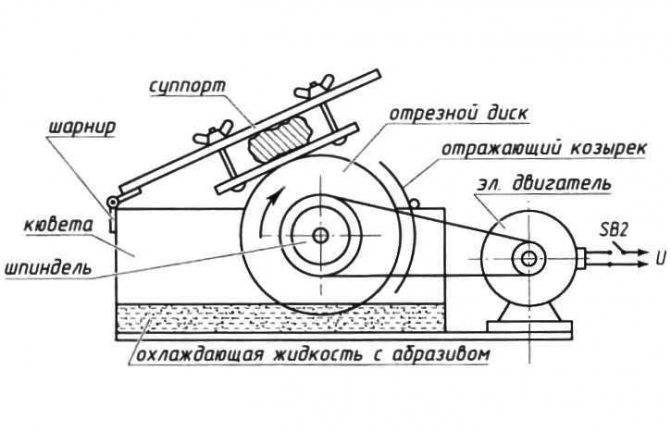
Обычный агрегат для самостоятельной выточки детали включает в себя:
- Электромотор с закрепленной насадкой для шлифовального диска.
- Подставная площадка, чаще всего на поверхности которой есть возможность располагать ось вращения заточного круга.
- Наклон подставки обеспечивается посредством петель с одной из сторон, а также благодаря вращающемуся моменту – с другой стороны. Это дает возможность выполнить заточку агрегата по передней и задней поверхности.
- Дисковая грань фиксируется за счет специальных держателей, на которых и крепятся пилы. По этой причине на поверхность устанавливают специальный паз, на котором и фиксируется пила. Строгое соблюдение правил инструкции дает возможность выдержать угол заточки зубьевых поверхностей.
- Устройства для обработки материала имеют разные диаметры.
- Обязательно должны быть качественные упоры для надежной фиксации агрегата.
Видео: самодельный заточной станок дисковых пил.
https://youtube.com/watch?v=Z4pivLmhAkY
Как сделать своими руками
Изготовление ножа из диска циркулярной пилы не настолько сложное занятие, как кажется на первый взгляд. Для его изготовления не потребуется особых технических навыков или использование специального оборудования. При желании, все работы можно выполнить самостоятельно.
Определяемся, что будем делать
Прежде всего, нужно определиться с назначением, формой и размерами будущего изделия. От этих параметров будет зависеть размер используемого пильного диска и необходимый набор инструментов для изготовления.
Например, чтобы сделать охотничий нож, лучше всего использовать диск для резки бетона, длиной 16 дюймов. Для кухонного подойдет 12 дюймовый пильный диск по дереву.
Что понадобится для изготовления
Кроме чертежа будущего изделия, для изготовления ножа потребуется следующие материалы и инструменты:
- пильный диск;
- угловая шлифмашинка с набором дисков;
- сверлильный станок или дрель;
- сверла по дереву и металлу;
- деревянный брусок;
- наждачная бумага различной зернистости;
- шлифовальный брусок.
Выбор диска
Практически все современные пильные диски производятся из высокоуглеродистой стали марки 9ХФМ. Изделия из такого материала практически не поддаются коррозии и имеют длительный срок эксплуатации. Поэтому выбор пильного диска для изготовления ножа сводится только к правильному размещению макета заготовки на диске.
Пошаговая инструкция изготовления
Перед началом проведения работ необходимо вырезать шаблон будущего ножа и очистить поверхность пильного диска от загрязнений и следов возможной коррозии. Для того чтобы сделать самодельный нож необходимо выполнить следующие действия:
- Приложить шаблон к поверхности пильного диска и, закрепив его магнитами нанести разметку.
- При помощи болгарки вырезать заготовку. Рез необходимо производить по внешнему краю разметки. Чтобы не допустить перегрева и изменения свойств металла, во время работы, пильный диск следует поливать водой.
- При помощи болгарки с зачистным диском произвести черновую обработку заготовки.
- На ленточный шлифовальный станок установить наждачную бумагу с фракцией зерна 36 и придать заготовке необходимую форму. Периодически необходимо окунать заготовку в ведро с водой для охлаждения.
- Установить на станок наждачную бумагу с размером зерна 80 и произвести чистовую обработку заготовки.
- Зажать заготовку между двумя деревянными брусками и скрепить их струбциной. Один из торцов бруска должен быть на месте начала будущего обуха.
- Не снимая ограничители произвести обточку лезвия ножа.
- Периодически необходимо проверять разницу между верхним и нижним торцами будущего ножа. При толщине обуха 2 мм, разница между ними не должна превышать 1 мм.
- Сняв деревянные бруски отшлифовать хвостовик ножа предварительно смочив его водой.
- Установив на болгарку шлифовальный круг с фракцией зерна 240 произвести полировку лезвия.
- Закрепить заготовку на деревянной доске при помощи струбцины.
- Закрепив наждачную бумагу с зерном 400 и 1000 на деревянный брусок, возвратно-поступательными движениями произвести чистовую полировку лезвия.
- Вырезать деревянные пластинки толщиной 7 мм для изготовления рукояток. Их длина должна соответствовать длине хвостовика ножа.
- Нанести на рукоятки разметку.
- На внутреннюю поверхность деревянных пластин нанести двухкомпонентную эпоксидную смолу и приложить их к хвостовику ножа. После этого прижать их струбциной.
- После высыхания клея в рукоятке просверлить два сквозных отверстия для установки алюминиевых заклепок.
- Установить заклепки в посадочные отверстия и расклепать их молотком.
- На шлифовальном станке, а затем вручную придать рукоятке необходимую форму.
- Покрыть рукоятки морилкой и дать ей полностью высохнуть.
После этого можно окунуть лезвие ножа на несколько минут в 5% раствор азотной кислоты для покрытия его защитной оксидной пленкой. Затем необходимо тщательно промыть лезвие проточной водой и наточить его.
Посмотрев видео можно увидеть все тонкости и нюансы изготовления самодельных ножей из пильного диска, а также узнать некоторые способы защиты лезвий от коррозии.
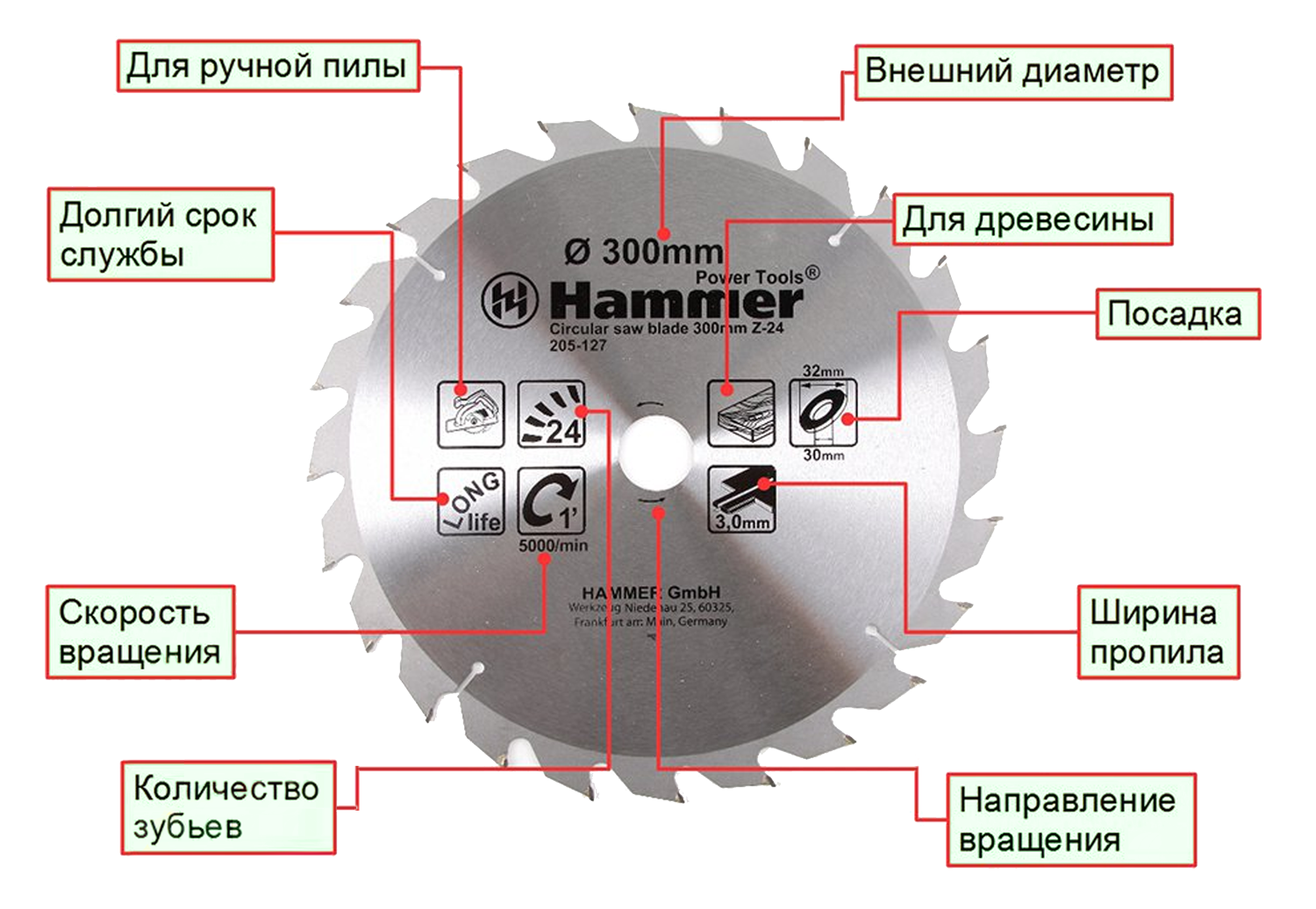
Характеристики дисков по дереву
Рассматривая различные модели дисковых пил и полотен для распила, необходимо решить, для работы с каким материалом планируется их использовать, какую работу планируется выполнять с их помощью. На текущий момент в продаже представлено большое количество разнообразных моделей этих устройств. Однако следует помнить о том, что подходить к выбору следует с максимальной серьезностью. Скажем, на частоту вращения может оказать существенное влияние тип сырья, с которым планируется работать. Чистота же определяет и подходящий диаметр полотна. Помимо них, значение приобретают и иные параметры.
Диаметр рабочего диска
Эта характеристика может определять оптимальную частоту вращения инструмента:
- при диаметре не более 80 мм – частота вращения 23 800 об/мин.;
- при диаметре не более 100 мм – частота 19 100 об/ мин. ;
- при диаметре 120 мм – частота15 900 об/ мин. ;
- при диаметре 250 мм – частота 7 600 об/ мин. ;
- при диаметре 300 мм – частота 6300 об/ мин.
С увеличением размера пильного полотна уменьшается частота вращения пилы. Об этой особенности всегда необходимо помнить, выбирая рабочий инструмент и комплектующие к нему.
Скорость распила
Помимо этого, подготовленный для работы материал будет оказывать влияние на скорость распила:
- если используется мягкая древесина, то рабочую скорость следует устанавливать на уровне 50-90 метров в секунду;
- при работе с твердой древесиной — 50-80 метров в секунду;
- при использовании ламинатных панелей с различным покрытием — 40-60 метров в секунду;
- при работе с экзотическими породами древесины рабочая скорость должна находиться на уровне 50-85 метров в секунду;
- при работе с панелями МДФ уровень скорости должен составить 30-60 метров в секунду;
- во время выполнения столярных работ скорость нужно устанавливать на уровне 60-80 метров в секунду;
- если возникла задача по резке плит ДСП, то оптимальной будет считаться скорость 60-80 метров секунду.
Рассматривая различные модели пильных дисков, необходимо принимать во внимание форму, которую имеют зубья пилы, а также размеры и рабочие скорости. Для наглядности можно рассмотреть следующие рабочие параметры:
- Если производителем были заложены в пильные диски следующие характеристики n= 1500 оборотов в минуту, u = 10 метров минуту, z= 60, Sz = 0,11 мм, то они подходят для распила плит ДСП, а также твердой и мягкой древесины. Обработка материала может выполняться поперек или вдоль волокон.
- Если производитель определил для пильного полотна характеристики n= 3000 оборотов в минуту, u = 5 метров в минуту, z = 40, Sz = 0,04, то с его помощью можно обрабатывать плиты ДСП, характеризующиеся наличием полимерного наружного покрытия. Также их можно применять и для резки алюминия, ламинированных плит и фанеры разного типа.
Важным моментом является то, что пильные диски в обязательном порядке содержат необходимые параметры, которые должны быть выдержаны при их использовании. Это упрощает процедуру подбора инструмента, который можно будет использовать для выполнения той или иной работы
Сравнивая пильные диски по количеству оборотов, толщине, скорости и иным параметрам, важно иметь в виду, что в продаже можно встретить пилы разного типа. По этой причине важно понять, для работы с каким инструментом предназначен определенный пильный диск
Техника и правила точения пильных дисков по дереву
Для восстановления состояния зубьев пилы требуется качественно заточить их грани. При этом нужно учесть их неравномерный износ. В основном тупится передняя часть, потому что на нее ложится большая нагрузка.
Потом нужно детально изучить инструкцию производителя по эксплуатации станка
Важно необходимо сначала его подготовить (установить на ровную поверхность, правильно подключить и настроить). Затем можно переходить к точению дисков, причем технология будет зависеть от типа зубьев и затачиваемой зоны
Заточка прямого зуба по передней плоскости
Затачивается передняя часть зубьев дисков пил таким образом:
- Затачиваемый диск ставится на оправку, после чего зажимается конусной втулкой и гайкой.
- Потом выставляется по горизонтали с помощью маятникового угломера. При этом угол скоса передней плоскости должен быть равен 0°.
- С помощью вращения винта оправка с кругом двигается по горизонтали для точной регулировки переднего угла заточки, в результате передняя часть зуба должна плотно прижаться к точильному кругу.
- Маркером отмечается первый затачиваемый зуб.
- Включается электродвигатель, после чего затачивается передняя часть зуба — для этого его несколько раз поступательными движениями прижимают к абразивному кругу и отпускают. Причем за счет силы прижима регулируют толщину снимаемого с зуба металла.
- После затачивания одного зуба пильный диск отводится от точильного круга, затем он поворачивается по оси на один зуб для дальнейшей заточки.
- Данная процедура повторяется до тех пор, пока затачиваемый диск не прокрутится до отмеченного ранее маркером места.
Заточка скошенного спереди зуба
Для этого диск требуется установить под наклоном — под углом скоса передней части зубьев. Чаще всего он составляет +8°. Затем также помечают маркером 1-ый зуб и последовательно затачивают каждый 2-ой зуб. Далее положение диска меняют и устанавливают отрицательный угол заточки -8°. После чего снова затачивают каждый 2-ой зуб диска.
В ходе точения требуется отслеживать равномерный скос для каждого режущего сегмента. При большой погрешности требуется переустановить затачиваемый диск, чтобы зубья на нем были одинаковой формы. При этом требуется периодически делать контрольные замеры.




Заточка зубьев по задней плоскости
Одним из важных этапов точения дисков циркулярных пил является обработка задней части зубьев. Для этого их устанавливают так, чтобы задняя часть зубьев располагалась в одной плоскости с рабочей поверхностью точильного круга и нормально контактировала с ним.
Требуется также учитывать скорость вращения рабочего инструмента. На оборудовании с ручной регулировкой требуется устранить вероятный перегрев кромок затачиваемых зубьев. Кроме того, нужно следить, чтобы круг не снял с зубьев много металла. Изменение формы одного или нескольких режущих элементов негативно отразится на качестве обработки древесины.

Принцип и угол заточки дисков для циркулярной пилы
Рабочая часть циркулярной пилы затачивается на 4 главных углах заточки. Они относятся к основным техническим параметрам режущего диска, также как и тип формы режущих зубьев.
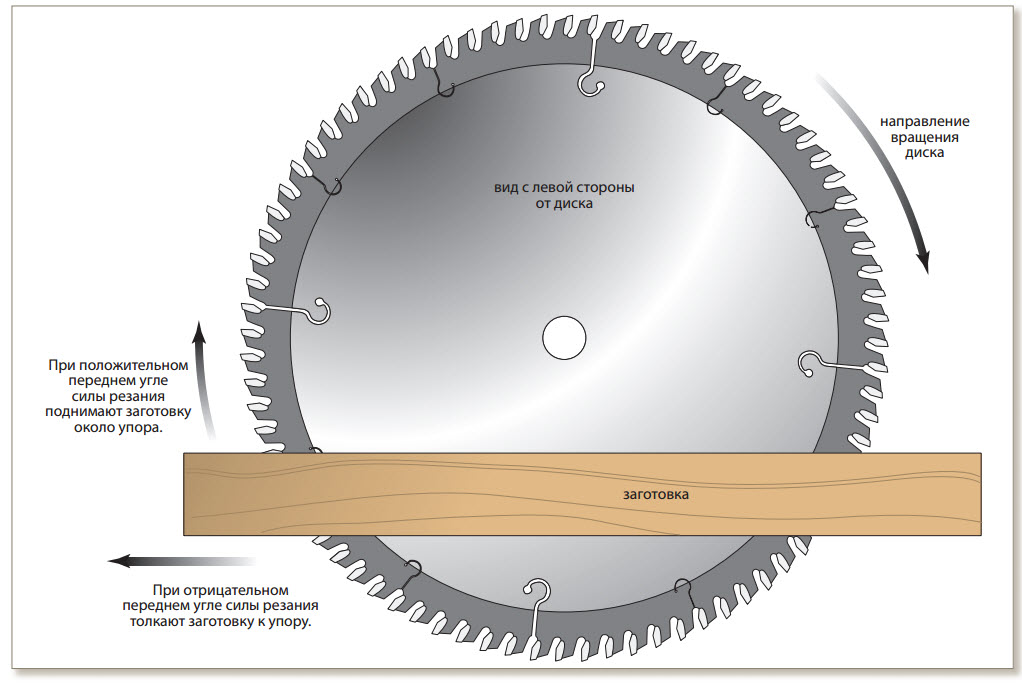
Стоит отметить, что все зубья циркулярной пилы характеризуются передними (γ), задними (α) углами, а также углом среза передней и задней поверхности (ε1 и ε2). Значение каждого указанного угла должно соответствовать назначению распиливающих устройств, распиливаемых материалов и направлению пиления.
Показатели заточек передних углов для поперечных видов пропила находятся в пределе 5° — 10°. Универсальные варианты, применяемые для обработки материалов по всем видам направления, стандартно затачивают под 15°.
При этом на значение указанного угла также оказывает влияние то факт, какой твердостью обладают разрезаемые объекты. Их величина имеет строгую зависимость: при большей твердости материала, который подвергается распилу, режущие зубья должны быть менее заострены.
Согласно главного принципа заточки зубьев на твердосплавном пильном диске важно учитывать, что при длительных эксплуатация самые значительные процессы износа происходят на верхних режущих кромках. В итоге при интенсивном использовании их линии могут округляться до 0,3 мм и больше. Касательно плоскостей зубьев стоит отметить, что наибольший износ происходит на передних поверхностях
Касательно плоскостей зубьев стоит отметить, что наибольший износ происходит на передних поверхностях.
При правильном затачивании режущего элемента должны обеспечиваться такие формы режущих кромок, при которых радиус их скруглений не будет превышать значения в 0,2 мм. В связи с этим рекомендуется выполнять параллельное стачивание металла на передних и задних плоскостях зубьев. Применение такого способа считается наиболее целесообразным. Можно выполнять заточку только одной передней плоскости, но в таких случаях на выполнение данной операции требуется больше временных затрат. Кроме того, произойдет более быстрое стачивание зубьев, поскольку возникает необходимость в стачивании большего слоя металла с передних поверхностей.
Стандартный слой для стачивания металла является значение в 0,05-0,15 мм.
Заточка дисков
Опытный мастер обычно сразу понимает, когда зубцы начинают приходить в негодность. Это можно определить по следующим признакам:
Если зубцы затупились, желательно заточить пилу как можно быстрее. Многие домашние мастера ошибочно считают, что получить травму от острой пилы можно гораздо быстрее, чем от тупой. На самом деле, дело обстоит с точностью до наоборот. Такой парадокс объясняется просто: когда пильщик орудует тупой пилой, ему приходится прикладывать физическую силу. Если неправильно рассчитать силу или приложить ее не в том направлении, травмировать кисть руки очень легко. А если пильщик орудует хорошо заточенным инструментом, никаких усилий прикладывать не требуется, главное – точные и аккуратные движения.
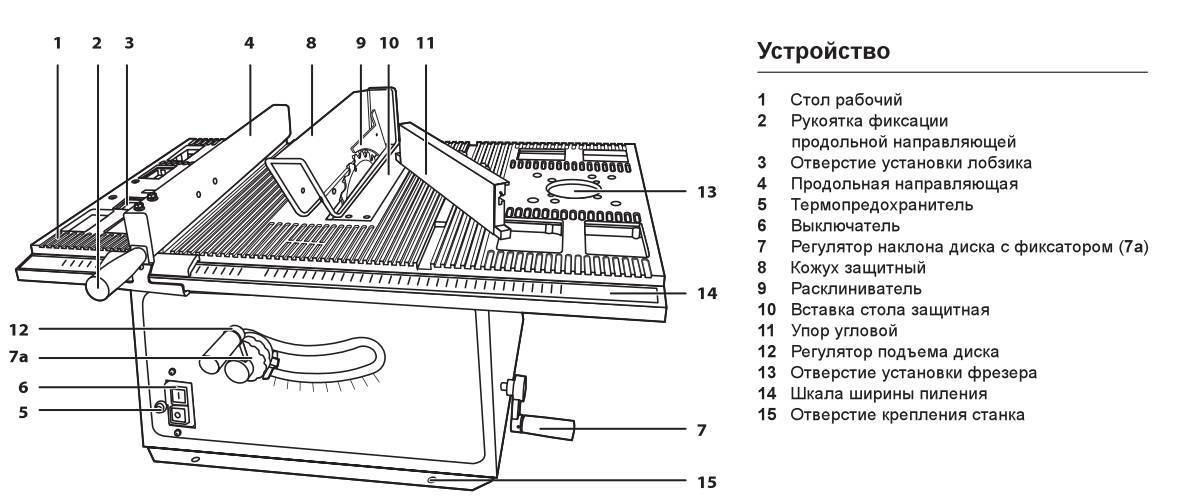
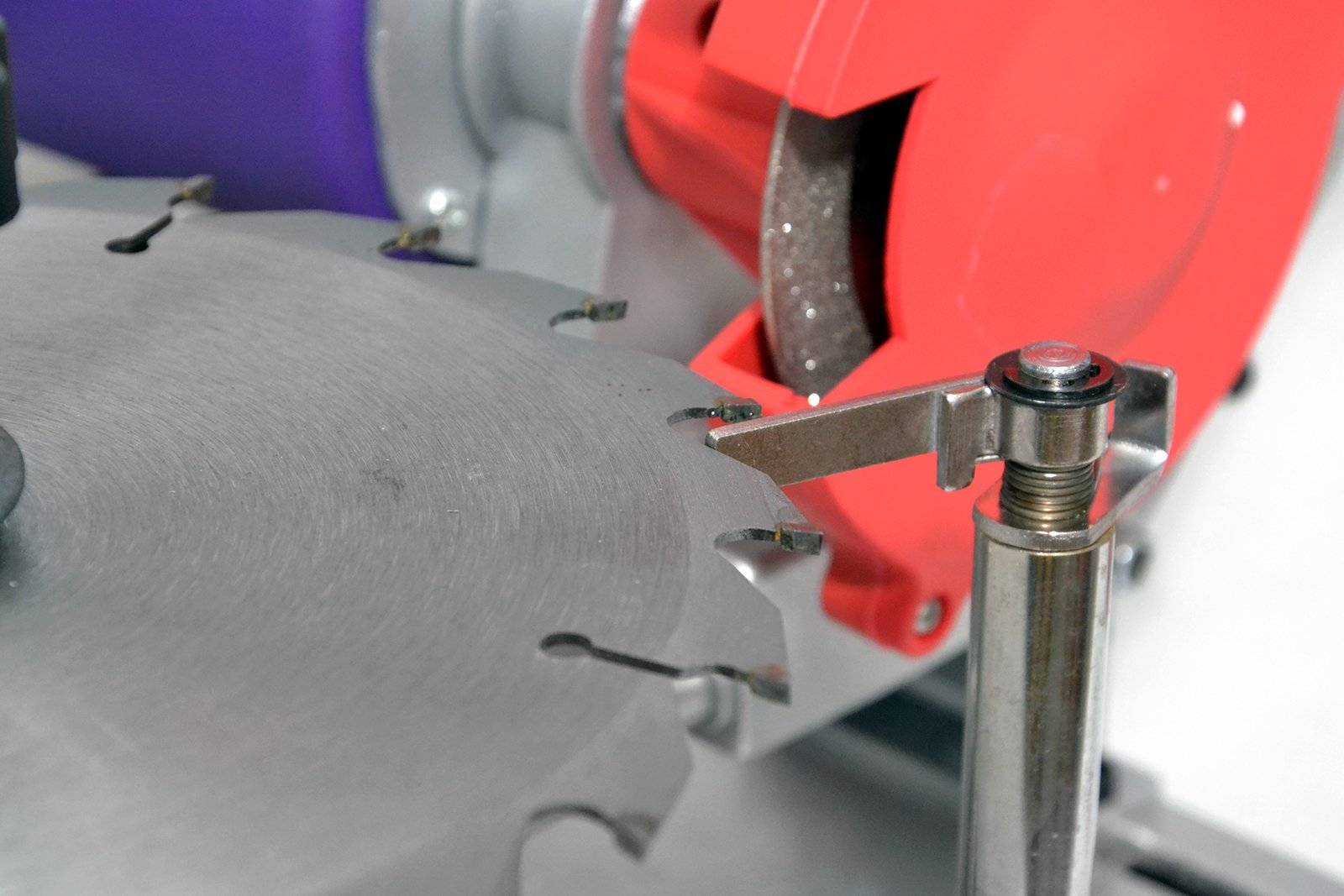
При помощи специального станка
Конечно, проще всего заточить дисковую пилу на специальном станке промышленного производства. Такие станки стоят довольно дорого. Приобретать точильный станок для личного пользования выгодно только в том случае, если домашний мастер работает ежедневно и перепиливает большие объемы древесины. А также услуги по заточке предоставляются во многих специализированных магазинах. Станок для заточки пил чем-то отдаленно напоминает гончарный круг, на котором вертится пильный диск, размещенный строго в горизонтальной плоскости. Процесс заточки состоит из следующих этапов:
Затачивать пильные диски на станке очень удобно. Главное – соблюдать технику безопасности и ни в коем случае не поправлять пильный диск, пока станок работает. Все манипуляции с диском производят только при выключенном точильном станке.
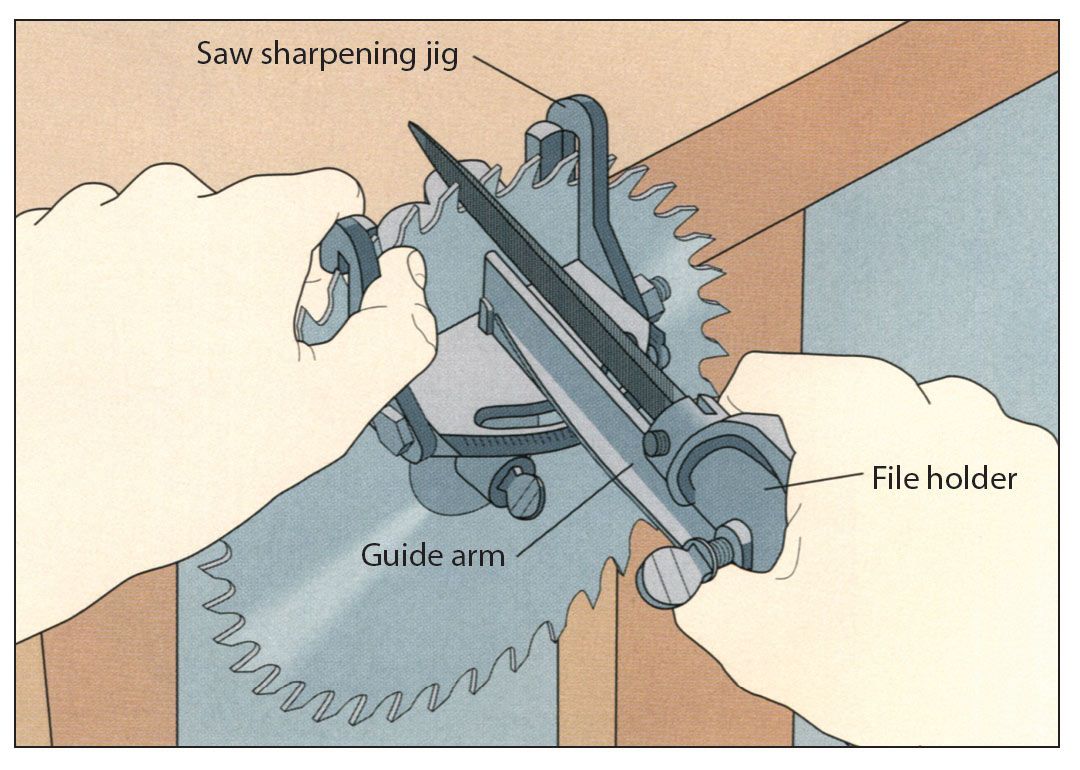
Самостоятельная заточка
Многие домашние умельцы прекрасно справляются с заточкой дисковых пил без специального станка. Большинство владельцев циркулярных пил давно привыкли затачивать пильные диски на весу, при помощи обыкновенного напильника или других подручных инструментов для заточки. Однако, этот метод весьма неудобен и травмоопасен. К тому же при ручной заточке можно случайно пропустить отдельные зубцы. Поэтому применять этот метод не стоит.
Бывалые пильщики обычно мастерят для заточки пил круглую деревянную подставку, на которой и размещается пильный диск. Принцип действия таких мини-станков примерно такой же, что и принцип действия станков промышленного производства.
Мастера считают, что перед заточкой пильные диски должны быть немного влажными – это значительно облегчает заточку. Для этого точильщики смачивают пильные диски водой и различными химическими веществами. Однако, эксперты утверждают, что на самом деле такой метод приносит только вред. Любая жидкость разъедает металл и вызывает его коррозию, то есть способствует появлению ржавчины.
Во время самостоятельной заточки нужно быть внимательным, чтобы не пропустить ни один зубец. Даже если затупилось всего несколько зубчиков, а остальные остались острыми, точить нужно абсолютно все зубцы. Она будет работать правильно только в том случае, если все пилящие элементы заточены одинаково.
Самостоятельно заточить дисковую пилу – это не так сложно, как кажется. Как именно затачивать пилу, на станке промышленного производства или на примитивной подставке, каждый домашний мастер выбирает сам. Однако, в любом случае необходимо строго соблюдать элементарную технику безопасности и затачивать зубцы как можно острее. При возникновении трудностей, связанных с заточкой дисковой пилы в домашних условиях, следует проконсультироваться со специалистом. Если регулярно приводить в порядок циркулярную пилу, она прослужит верой и правдой долгие годы.
Любой режущий инструмент имеет свойство затупляться в процессе эксплуатации. Это касается и твердосплавных пильных дисков, которые необходимо регулярно затачивать, для того чтобы распиловка дерева происходила быстро и качественно.
Самый простой способ затачивания зубьев на дисковой пиле — это использование обычного напильника. Но при работе своими руками, над приведением режущего инструмента в рабочее состояние, возникает много сложностей, с которыми может справиться только хороший специалист, имеющий достаточно большой опыт. Гораздо проще, быстрее и эффективнее использовать для этой операции самодельный станок для заточки дисковых пил или заточной станок для дисковых ножей.
Если есть самодельный электрический заточной станок для дисковых пил, не зависимо от того заводской это инструмент или самодельный, следует знать основные принципы использования такого оборудования. Особенно, когда есть необходимость в заточке зубьев пильных дисков, которые имеют разную геометрию и углы затачивания.
Вариант 2 — как сделать заточной станок из болгарки и дрели
Кроме наждачного станка, для изготовления контактора можно использовать болгарку или УШМ. В шпинделе этого инструмента устанавливается соответствующий диск для заточки с алмазным напылением, а сам электроинструмент крепится неподвижно к основанию. Принцип изготовления кондуктора следующий:
- Берется рамка из ДСП или ДВП размером 50х80 см. На этой рамке будут расположены составные детали
- Изначально следует зафиксировать неподвижно болгарку при помощи хомутов. Шпиндель инструмент должен располагаться под прямым углом к рамке
- С торца инструмента изготавливается и располагается подвижная рамка, на которую будут устанавливаться диски для заточки
- Подвижность рамки реализуется за счет использования мебельных салазок
- На рамке изготавливается кронштейн для закрепления затачиваемой оснастки
Готовое изделие показано на фото ниже.
Как пользоваться, а также особенности работы на самодельном станке для затачивания оснастки циркулярных пил, показано на видео.
https://youtube.com/watch?v=VGSbofcBJAo%3F
Итог проделанных работ следующий — восстановление целостности диска с зубьями, что позволяет продолжить работу электроинструментом при обработке древесины. Рассмотренные способы в материале подходят для заточки пильных дисков таких инструментов, как болгарки, циркулярные пилы и стационарные циркулярки. Если понятен принцип выполнения работ, то с изготовлением специального станка и его эксплуатацией не возникнет никаких трудностей.
Публикации по теме
Коронки по бетону для перфоратора как правильно выбрать
Квадратное сверло или как просверлить отверстие квадратной формы разными способами
Насадка для разрезания металла на дрель зачем нужна и как пользоваться
Искрение щеток на болгарке причины и особенности их замены
Общие правила заточки циркулярной пилы
Заточка дисков производится ограниченное количество раз. При каждой процедуре, размер зуба уменьшается. Рано или поздно зуб стачивается до критической величины, после которой использование диска станет невозможным.
ВАЖНО! Недопустимо работать на затупленном диске. Помимо ухудшения качества распила, для заточки чрезмерно затупленных зубьев потребуется снять большее количество металла.
Схематическое изображение правильной заточки зубьев
Схематическое изображение правильной заточки зубьев

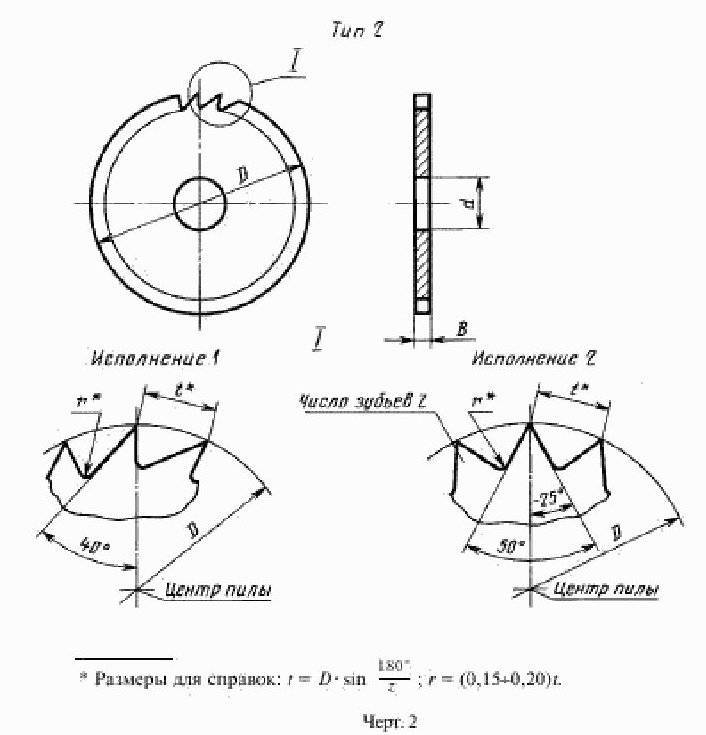
Маркировка пильного диска с указанием углов заточки
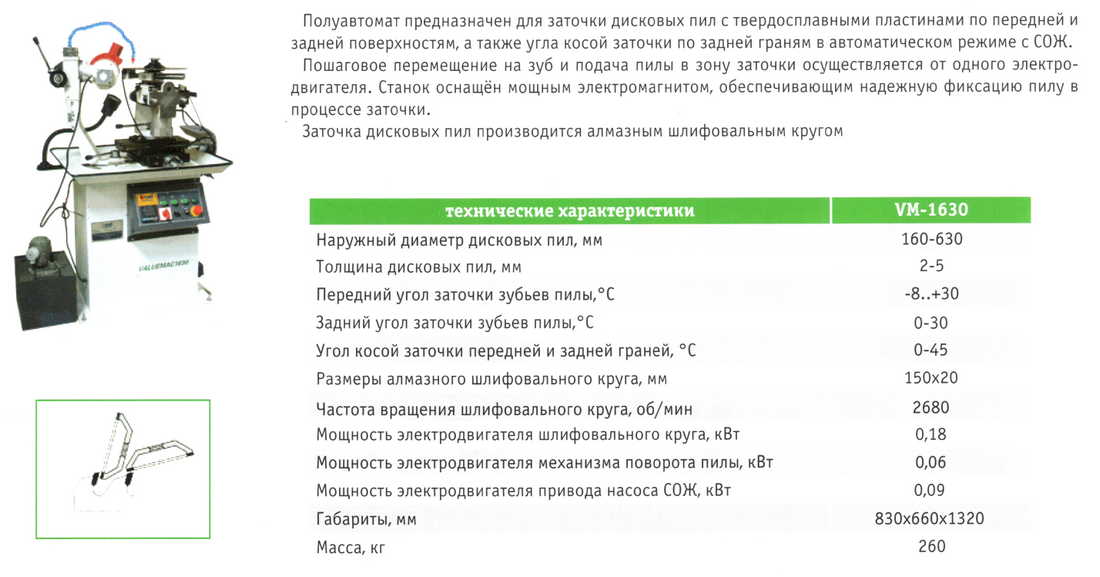
Для заточки дисков существуют специальные станки, которые механически контролируют выбранные углы для каждого зуба. В зависимости от интенсивности применения, точильный станок может иметь автоматический или ручной привод. В домашних условиях, как правило, используются недорогие модели, в которых поворот диска на следующий зуб и контроль толщины стачиваемого металла осуществляется вручную.





В таких приспособлениях диск фиксируется перпендикулярно точильному камню, устанавливается угол и шаг зуба. Мастер проводит затачиваемой поверхностью по точильному камню фиксированное количество раз и переходит к следующему зубу.
Точильные диски изготавливаются из эльбора, карбида кремния или используют алмазное напыление. Говорить о принципиальном преимуществе одного материала перед другим не имеет смысла. Существуют лишь особенности применения. Например, алмазные точильные камни способны обработать более твердые зубья, но чувствительны к перегреву.
Можно производить заточку вручную, при помощи качественного напильника. Диск при этом лучше оставить в станке. Первый зуб помечается маркером, диск фиксируется при помощи деревянных брусков, струбцины или тисков. По каждой поверхности зуба необходимо выполнить фиксированное количество проходов напильника. Затем выполнить поворот диска на один зуб и повторить процедуру.
Как заточить дисковую пилу своими руками видео
Принципы и углы затачивания
На кромках пилы находятся четыре главных угла заточки. Они вместе с формой зуба могут выступать главными эксплуатационными характеристиками инструмента. Для описания каждого зуба используются:
- Передний и задний угол.
- Углы среза передней и задней поверхности.
Эти характеристики могут зависеть от вида и веса циркулярной пилы, её предназначения, а также плотности конкретной поверхности.
Углы заточки на схеме
Основываясь на параметрах, указанных выше, можно разделить все циркулярки на несколько видов:
- Для прорезания продольных отверстий. При совершении этой задачи следует использовать передний угол заточки от 15 до 25 градусов.
- Для совершения поперечной резки. В этой ситуации передний угол может варьироваться от 5 до 10 градусов.
- Универсальная заточка. Для совершения любых операций пилы затачиваются под углом в 15 градусов.
Размер затачиваемого угла устанавливается не только от направления движения пилы, он также связан с материалом заготовки. Если требуется прорезать очень твёрдые материалы, то следует выбирать наименьший угол. Для работы с более мягкими изделиями угол увеличивается.
Существует два доступных метода заточки дисковых пил — ручной и при помощи станка. Чтобы в домашних условиях заточить диск правильно, необходимо учитывать некоторые нюансы.
Ручной способ
Особые станки для затачивания кромок пилы редко применяются в бытовых условиях, потому что их стоимость высока. Поэтому при отсутствии такого приспособления, можно справиться с заточкой подручными приспособлениями, например болгаркой. При этом запрещается держать круг в руках, ничем его не зафиксировав. В противном случае не получится добиться достаточного угла среза для дальнейшей работы с материалом.
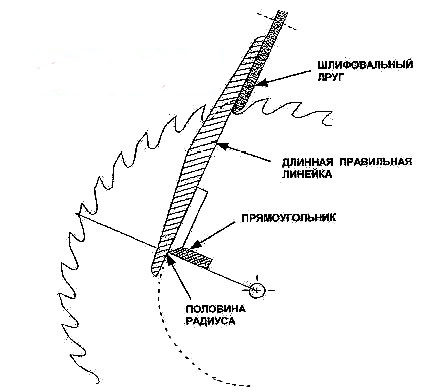
Чтобы надёжно зафиксировать круг в верном положении, применяют плоскую подставку.
Некоторые особенности:
- поверхность подставки совпадает с уровнем оси заточного диска;
- на ней зубчатый круг помещается таким образом, чтобы плоскость затачивания стала перпендикулярной полотну пилы;
- конструкция устройства дополнена поворотным шарниром.
Подставка поможет комфортно расположить диск пилы для обработки относительно абразивного материала. Перед началом работы проводится чёткая разметка. Для этого используется цветной маркер. Им рисуют линии, которые позволят заточить элемент под нужным углом. Тиски помогут надёжно закрепить диск на поверхности.
Видео заточки диска для циркулярной пилы болгаркой:
С помощью станка
Когда у мастера есть доступ к специальному точильному станку, обработка элементов происходит быстро и эффективно. Это приспособление имеет небольшие размеры, поэтому работать с ним комфортно и новичку. Не возникнет проблем даже при применении в бытовых условиях.
При покупке такого устройства смотрят на абразивный круг. Для его выбора учитываются отдельные нюансы:
- Лучше всего приобрести круг, сделанный из эльбора с алмазным напылением, или из зелёного карбида кремния;
- Если затачивается твердосплавный диск, даже при применении станка могут возникнуть проблемы.
Сам процесс использования станка для заточки предельно прост. Оператор должен удобно расположить диск на устройстве и зажать его с использованием специального фиксатора. Перед началом работы рекомендуется отметить маркером первый зуб. Это поможет не запутаться во время заточки, и не проверять зубья, которые уже подверглись обработке. Для выбора угла заточки на устройстве предусмотрен специальный измеритель. На нём следует установить необходимый угол, после чего устройство выполнит задачу самостоятельно.
Циркулярная пила — полезный инструмент, без которого не обойтись при строительстве. Она помогает делать прорези в поверхностях, а также изменять их форму и размер. Для затачивания дисков используют специальные станки или подручные материалы. Сделать работу собственными руками не так сложно, нужно придерживаться перечисленных рекомендаций и не бояться.
Заточка диска с победитовыми напайками:
Необходимость заточки
Заточка дисков для циркулярной пилы требуется тогда, когда ведение работы становится невозможным. Это можно понять по трем сигналам:
- Нагрев защитного кожуха. Из-под него появляется дым, выходит из зоны резания.
- Необходимость добавочных усилий при подаче заготовки в момент резания.
- При соприкосновении дерева с режущим металлом появляется гарь и запах.
Геометрия твердосплавных зубьев
Твердосплавный зуб имеет четыре рабочие плоскости — переднюю (А), заднюю (Б), и две вспомогательные боковые (В). Пересекаясь между собой, эти плоскости образуют режущие кромки — главную (1) и две вспомогательные (2 и 3). Приведенное определение граней и кромок зуба дано в соответствии с ГОСТ 9769-79.
Твердосплавный зуб пильного диска
По форме различают следующие виды зубьев.
Прямой зуб
. Обычно используется в пилах для продольного быстрого пиления, при котором качество не имеет особого значения.
Прямой зуб
Косой (скошенный) зуб
с левым и правым углом наклона задней плоскости. Зубья с разным углом наклона чередуются между собой, из-за чего называются попеременноскошенными. Это наиболее распространенная форма зуба. В зависимости от величины углов заточки, пилы с попеременноскошенным зубом используются для пиления самых разных материалов (дерева, ДСП, пластмасс) — как в продольном, так и поперечном направлении. Пилы с большим углом наклона задней плоскости используются как подрезные при резке плит с двухсторонним ламинированием. Их использование позволяет избежать сколов покрытия на краях пропила. Увеличение угла скоса снижает усилие резания и уменьшает опасность сколов, однако одновременно уменьшает стойкость и прочность зуба.
Косой зуб со скошенной задней плоскостью
Зубья могут иметь наклон не только задней, но и передней плоскости.
Косой зуб со скошенной передней плоскостью
Трапециевидный зуб
. Особенностью этих зубьев является относительно медленная скорость затупления режущих кромок в сравнении с попеременноскошенными зубьями. Обычно они применяются в сочетании с прямым зубом.



Трапециевидный зуб
Чередование зубьев разной формы
Чередуясь с последним и слегка возвышаясь над ним, трапециевидный зуб выполняет черновое пиление, а прямой, следующий за ним — чистовое. Пилы с чередующимися прямыми и трапециевидными зубьями применяются для резки плит с двухсторонним ламинированием (ДСП, МДФ и пр.), а также для пиления пластмасс.
Конический зуб
. Пилы с коническим зубом являются вспомогательными и используются для надрезки нижнего слоя ламината, предохраняя его от сколов при прохождении основной пилы.
Конический зуб
В подавляющем большинстве случаев передняя грань зубьев имеют плоскую форму, но существуют пилы и с вогнутой передней гранью. Они применяются для чистового поперечного пиления.
Зуб с вогнутой передней поверхностью
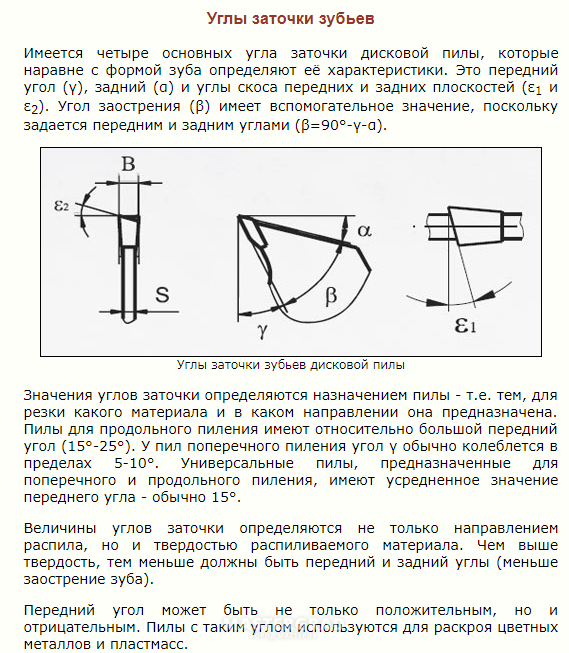
Углы заточки зубьев
Имеется четыре основных угла заточки дисковой пилы, которые наравне с формой зуба определяют её характеристики. Это передний угол (γ), задний (α) и углы скоса передних и задних плоскостей (ε1 и ε2). Угол заострения (β) имеет вспомогательное значение, поскольку задается передним и задним углами (β=90°-γ-α).
Углы заточки зубьев дисковой пилы
Значения углов заточки определяются назначением пилы — т.е. тем, для резки какого материала и в каком направлении она предназначена. Пилы для продольного пиления имеют относительно большой передний угол (15°-25°). У пил поперечного пиления угол γ обычно колеблется в пределах 5-10°. Универсальные пилы, предназначенные для поперечного и продольного пиления, имеют усредненное значение переднего угла — обычно 15°.
Величины углов заточки определяются не только направлением распила, но и твердостью распиливаемого материала. Чем выше твердость, тем меньше должны быть передний и задний углы (меньше заострение зуба).
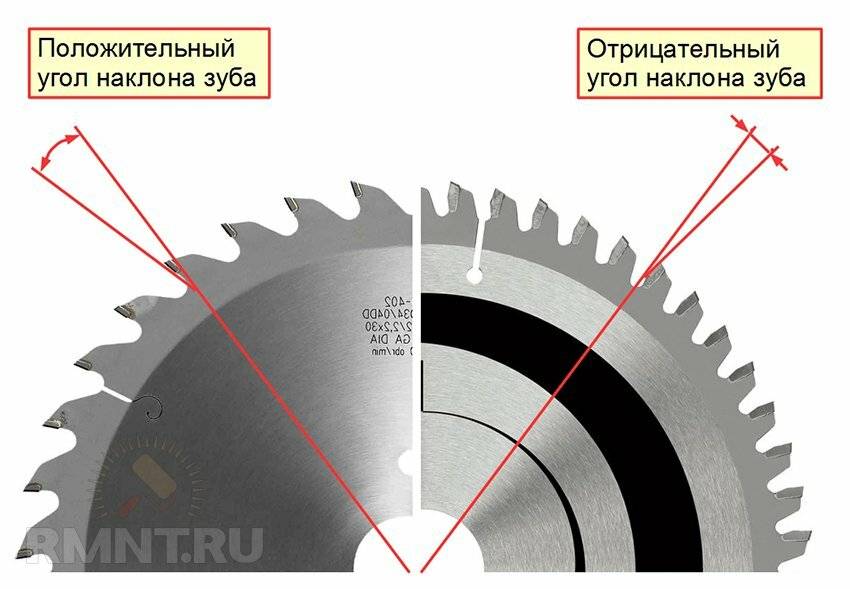
Передний угол может быть не только положительным, но и отрицательным. Пилы с таким углом используются для раскроя цветных металлов и пластмасс.





