

Приспособления для дрелей
Существует несколько приспособлений для дрелей, которые позволяют облегчить процесс и сделать большое отверстие ровным:
- Кондуктор для сверления. Такое приспособление представляет собой корпус, в котором имеется несколько втулок направляющих для сверл разного диаметра. Материал, используемый для создания втулок, имеет большую твердость, чем сверла, поэтому можно не беспокоиться о том, что инструмент при бурении начнет отклоняться в сторону и расширит дыру.
- Направляющая для дрели. Подобное изделие позволяет зафиксировать инструмент таким образом, чтобы во время сверления он не отклонился в сторону. При отсутствии такого изделия инструмент может уйти в сторону, что приведет к созданию неровной кромки. Также его можно закрепить под углом. Но при сверлении металлических изделий обычно это не требуется.
- Стойка для дрели. Подобное изделие, сделанное своими руками, может являться недорогой заменой сверлильного станка, так как позволяет более комфортно осуществлять проведение работ. Закрепленный инструмент при использовании стойки движется по штанге с помощью рычага. При этом полностью исключено смещение, так как просверливаемая заготовка надежно удерживается благодаря наличию струбцины.
Используя указанные изделия, можно значительно облегчить процесс высверливания металлических изделий.
Просверлить каленый металл.
Чтобы прорезь получилась меньше, надо делать её с двух сторон, а обрезной диск испльзовать самого маленького диаметра, т.е. почти стертый.
Перед сверлением надо хорошо обследовать сталь, насколько она твердая (крохкая), а отсюда уже выбирать методы. Если все-таки сталь хоть немножко гнется, а затем ломается (это можно определить по обломанному торцу), то её можно просверлить и обычным сверлом с победитовыми напайками, т.е. сверлом по бетону. Правда, сверло надо чтобы было острое. Заточить или подправить победитовое сверло можно легко на алмазном круге.
При сверлении калёной стали надо достаточно сильно прижимать дрель и сверлить на больших оборотах, смазав место сверления. Легче будет проделать отверстие, если сверлить сначала сверлом меньшего диаметра, а затем побольше. Площадь сопротивления будет меньше, а следовательно сверло будет идти в материал легче…
Тонкую сталь, под нож например, можно просверлить калёными стержнями или победитовыми, затачивать надо как сверло и сразу несколько штук (сделать пику и заточить 2 грани), и по мере их затупления менять. Пару минут и дырка готова…
Следующий способ долгий, требует несколько часов, зато надежный. Дырку в стальной пластине можно легко протравить кислотой: серной, азотной, или хлорной, подойдет и 10-15%-я. Делаем из парафина бортик нужного диаметра и формы, капаем туда кислоту и ждем. Отверстие получается немножко больше чем диаметр бортика, это надо учитывать. Чтобы ускорить процесс, заготовку можно немножко подогреть, примерно до 45 градусов.
Если у вас есть сварочный аппарат, это тоже можно использовать. Дырку можно просто пропалить в заготовке или местно «отпустить», а затем просверлить. Оплавленные края зашлифовать затем и порядок.
Есть, конечно, специальные сверла для таких целей, но они не дешевые, в пределах 4 долларов за штуку. Это трубчатые алмазные сверла для высоко углеродистых сталей, а также подойдёт и перовидное сверло, предназначенное для сверления стекла. Перовидным сверлом надо пользоваться аккуратно, сильно не жать, чтобы не перегреть и не сломать.
Сделать отверстие в стальной пластине можно ещё методом прожигания, на больших оборотах и специальной твёрдосплавной насадкой. Для этого делаем специальное «сверло». Из победитовой пластины (можно использовать зуб от дисковой пилы) делаем заготовку круглого сечения и затачиваем её под конус. Вставляем в электродрель и на больших оборотах прожигаем дырку в пластине. Вся операция занимает всего несколько минут.
Если сталь не очень крохкая, можно пробить дырку нужного диаметра пробойником, через потставку такого же или чуть большего диаметра. Например, ножовка по дереву или обломанный шпатель легко пробивается таким методом.
Нержавейку сверлить будет намного легче, если капнуть паяльной кислоты в место сверления.
А если есть доступ на предприятие, где стоит электро-эрозионный станок, то на таком станке отверстия можно делать без проблем, в считанные минуты.
Вот пока все методы сверления калёной стали. Появятся ещё какие-то, допишу, а если у вас есть свой метод сверления каленной стали, напишите.
Полезные приемы при сверлении
Чтобы делать ровные отверстия, без порчи оснастки, материала, можно воспользоваться несколькими приемами:
- Устанавливать шайбу с охлаждающей жидкостью на поверхности обрабатываемой заготовки. Так сверло будет равномерно смазываться в процессе сверления.
- Если нужно сделать отверстие дрелью в вертикальной поверхности, понадобится шарик, изготовленный из парафина. Он закрепляется напротив сверла.
- Работая на станке и электроинструменте, нужно выставлять низкие обороты. На больших оборотах не поможет даже охлаждающая смесь.
Обычная оснастка — неподходящий вариант для проведения работ. Металлические заусенцы, появившиеся после создания отверстия, требуется удалить наждачной бумагой.
Чтобы просверлить нержавеющую сталь, необходимо правильно выбрать оснастку. Для этого нужно разбираться в маркировке, посоветоваться с продавцом. Отдельным этапом является процесс сверления в домашних условиях. Для этого нужно потренироваться с ненужными заготовками, научиться использовать охлаждающую жидкость. Советы мастеров помогут не допустить ошибок.
Необычные способы просверлить отверстие в стекле
1. Для того, чтобы просверлить каленое стекло, необходимо подготовить жидкость для охлаждения. Она будет готовиться следующим образом: в уксусной кислоте нужно растворить квасцы из алюминия. Если их у вас не имеется, то можно смешать скипидар с камфорой в пропорции 1:1. Полученным раствором обрабатывайте стекло и после этого начинайте работу.
2. Если у вас нет сверла, то можно использовать медную проволоку, которую нужно зажать в дрели. В подобном случае процесс будет происходить при помощи специального раствора: 2 части скипидара и 1 часть камфоры, в которые следует добавить крупнозернистый порошок из наждачной бумаги. Смесь нужно положить на место, в котором нужно просверлить отверстие и приступайте к работе.
3. Имеется и еще один метод использования подобного раствора. Возможно работать металлическим отрезком трубы, который тоже можно вставить в патрон дрели. Выполните на поверхности стекла кольцо из пластилина высотой в 10 мм и диаметром в 50 мм. В углубление кольца налейте раствор из камфоры, скипидара и наждачного порошка и просверлите.
Иногда возникает необходимость просверлить стекло или зеркало, но большинство людей точно не знают, как это осуществить. В этом деле обязательно потребуются определенные умения, но овладеть ими сможет любой человек. Чтобы узнать, как сверлить стекло, ознакомьтесь с материалами нашей статьи. Для работы вам потребуется:
- шуруповерт;
- дрель с регулятором оборотов;
- трубчатое сверло, у которого есть алмазное напыление;
- вода;
- небольшой кусочек пластика большой толщины;
- пластилин;
- скотч.
Какое сверло лучше использовать
- Любой инструмент, в сплаве которого присутствует кобальт. Чем выше процент этого компонента, тем лучше. Кобальтовые изделия отличаются от обычных желтоватым оттенком. Не стоит путать кобальтовый сплав с нанесением этого металла лишь на внешнюю часть сверла методом гальваники. В последнем случае просверлить нержавейку не удастся.
- Дорогостоящий специализированный инструмент. Такие победитовые сверла могут просверлить нержавейку, а не только бетон. Они имеют определенный угол заточки победита.
- Для тонкой нержавейки можно применить сверло в форме пера для керамической плитки. Это не лучший вариант, но поможет одноразово просверлить заготовку.
Применение кобальтового сверла
Из старых советских сверл по нержавейке наиболее подходящим будет инструмент с маркой Р6М5К5. Этот тип оснастки содержит в составе сплава до 5 % кобальта. За счет этого элемента инструмент приобретает высокую прочность, а температура нагрева может достигать 135 градусов по Цельсию, что не влечет за собой разрушения материала. Изделия такого качества можно найти только на рынках, где продают старое советское оборудование, и то не всегда. Альтернативой кобальтовому сверлу отечественного производства выступает зарубежный аналог под маркой HSS-Co.

Использование смазочных материалов
При сверлении каленой стали возникает серьезное трение. Именно поэтому рекомендуется приобретать и использовать различные смазочные материалы. Среди особенностей подобного метода обработки отметим следующие моменты:
- Для начала проводится обработка зоны сверления. На поверхность, где будет находиться отверстие, наносится небольшое количество смазывающего вещества.
- Масло добавляется на режущую кромку. Для обработки каленой стали требуется небольшое количество вещества, но его время от времени нужно добавлять, так как при вращении инструмента оно разлетается.
- Во время работы рекомендуется делать перерывы для остывания режущей поверхности и обрабатываемой поверхности.

Это связано с тем, что масло может снижать температуру режущей кромки.
Сверлим отверстие в каленой стали
Сверлить будем каленую пилу из быстрореза.

Капаем каплю масла и начинаем сверлить на низких оборотах. Кернить совсем не обязательно, с такой заточкой сверло не скользит по металлу.

Меняем режущую часть.

Пол минуты и отверстие в калёной стали просверлено.

Давайте усложним наш эксперимент и возьмем более крепкую, более твердую, быстрорежущую сталь ХСС. Опять капаем каплю масла. Сверлим пять секунд и режущая кромка затупилась, значит надо взять другое сверло, что я и сделал. Каждый раз беру другое сверло.










Твердый сплав очень хрупок и на выходе очень часто крошится. Всего каких-то две минуты и отверстие в каленой стали сделано.

Всем спасибо за внимание!
Материал и свойства карбидных зубьев
В отечественных пилах в качестве материала для режущих вставок используются спеченные вольфрам-кобальтовые сплавы марок (6, 15 и т. Д., Рисунок означает процентное содержание кобальта). В 6 твердость 88,5 HRA, в 15. 86 HRA. Иностранные производители используют свои сплавы. Твердые сплавы состоят в основном из карбида вольфрама, цементированного кобальтом. Характеристики сплава зависят не только от его химического состава, но и от размера зерна карбидной фазы. Чем меньше зерно, тем выше твердость и прочность сплава.
Пластины из твердого сплава прикрепляются к диску с помощью высокотемпературной пайки. В качестве материала для пайки в лучшем случае используются серебряные припои (PSr-40, PSr-45), в худшем случае. медно-цинковые припои (L-63, MNMC-68-4-2).
Необходимый инструмент
В первую очередь необходимо выбрать подходящее сверло. Специалисты рекомендуют брать спиральные модели – на вертикальном стержне сделаны две закручивающиеся канавки. Последние образуют режущую кромку.

При выборе сверла по каленой стали важно обратить внимание на следующие моменты:
Для работы часто используют победитовое сверло. Победит представляет собой смесь вольфрама и кобальта
Оно хорошо справляется с закаленной сталью, так как обладает высокой прочностью.
В основном продают сверла малого диаметра, так как сверла большого диаметра требуют больше материала при изготовлении.
Стоит обратить внимание на угол заточки, назначение сверла и другие характеристики. Они должны соответствовать работе.
Лучше покупать сверла известных фирм
Они более качественные и будут служить дольше. Но если требуется просверлить всего несколько отверстий, можно остановиться и на более дешевых китайских вариантах.
На всех сверлах должна стоять маркировка, по которой легко определить диаметр будущего отверстия, материал изготовления и другие характеристики.

При сверлении закаленной стали можно использовать следующие насадки:
- На базе стали Р18. Эти сверла производили еще в Советском Союзе до 70-х годов. Содержание вольфрама в них достигает 18%, что делает инструмент высокопрочным, не подверженным быстрому износу и перегреву. Вариант подходит для работы на высоких скоростях, но встречается нечасто.
- Сталь «Р6М5К5». Еще один российский вариант. Содержание вольфрама – 6%, кобальта – до 5%. Это обеспечивает сверла высокой прочностью и хорошей сопротивляемостью тепловым нагрузкам.
- Сталь «HSS-Co». Это иностранная сталь, ее состав похож на состав предыдущей марки.
Также можно использовать сверла для керамогранита, но в процессе работы их необходимо подтачивать. Подходят сверла по стеклу и керамике. Работать с ними можно на невысоких скоростях и со слабым нажимом, также место сверление придется смазывать.
Еще один вариант – универсальные сверла для работы с любыми материалами, например, насадки «Bosch multi construction». У них есть наконечники из твердого сплава, которые хорошо пробивает твердые заготовки.

Самодельное сверло
Многие не желают тратить слишком много денег на профессиональные сверла для каленого металла, если требуется сделать всего пару отверстий. В этом случае можно изготовить сверло самостоятельно из имеющегося. Для этого нужно выбрать сверло, в состав которого входят кобальт и вольфрам – иными словами, взять победитовое сверло. Оно достаточно прочное и хорошо справится с работой. Чем выше содержание указанных металлов, чем прочнее будет сверло.
Далее действуют по схеме:
- Прочно закрепляют сверло в тисках, чтобы оно не выпало.
- Для заточки используют алмазный диск – другие материалы не справятся.
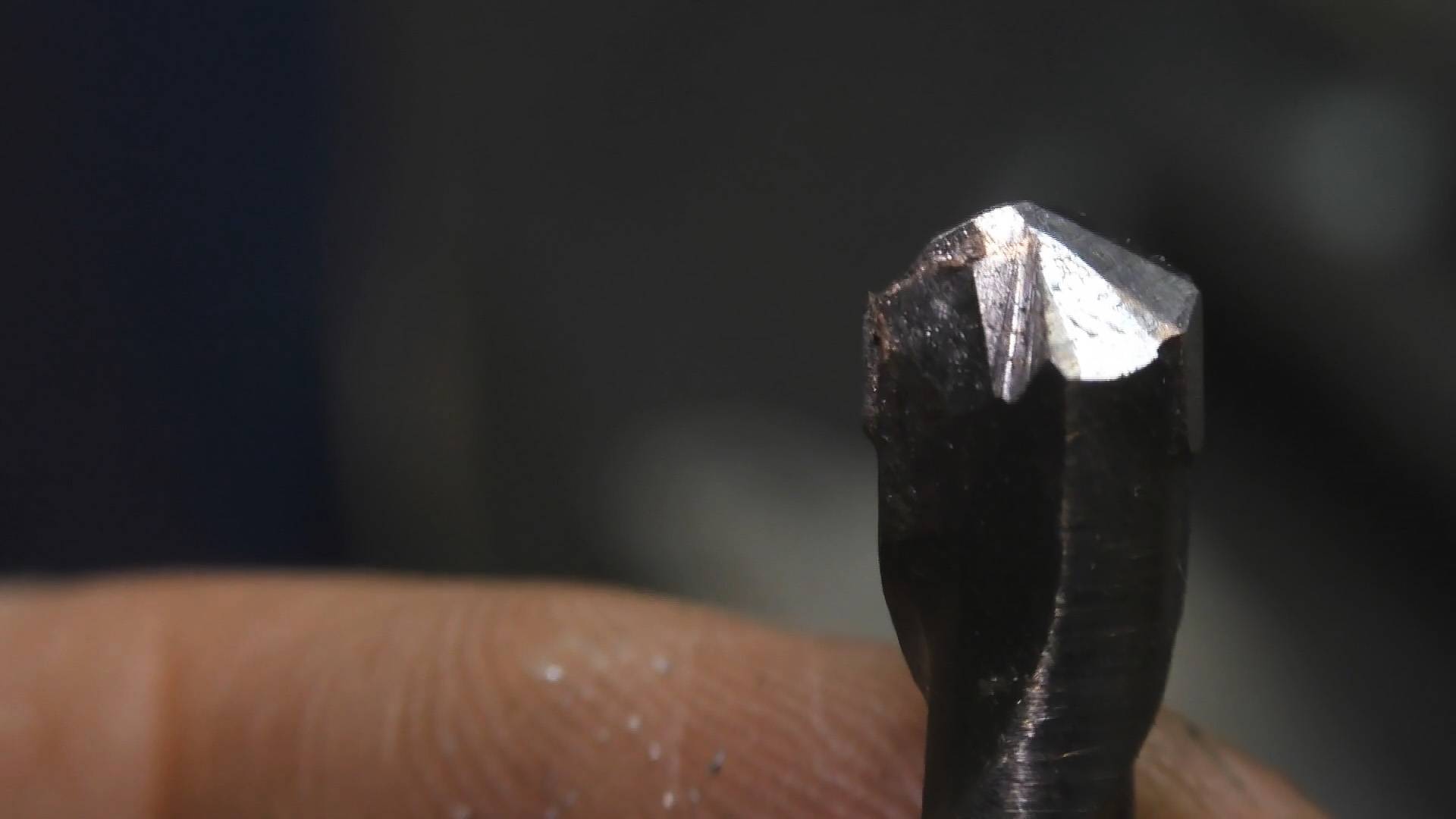
- Торец затачивается так, чтобы получилась поверхность как у плоской отвертки.
- Режущие кромки затачиваются до получения острого конуса.
Процесс сверления
Перед началом сверления каленой стали стоит учесть несколько нюансов. Они связаны с твердостью материала.
Перед тем, как просверлить каленый металл в домашних условиях, стоит учесть следующие особенности:
- При работе выделяется большое количество тепла. На место работы желательно подавать жидкость для охлаждения.
- Сверло, особенно непрофессиональное, может быстро тупиться. Его необходимо затачивать при помощи алмазного круга.
Перед началом работы необходимо проверить прочность крепления на самом инструменте, а также прочно ли зафиксирована деталь. Если деталь из полированной или хромированной стали, на тиски надевают прокладки из ткани или кожи, чтобы не поцарапать. Работать рекомендуется в защитных очках и прочной одежде.
Также стоит выполнять следующие правила:
- Сперва необходимо включить сверло на низких оборотах, затем поднести его к заготовке, иначе оно быстро затупится.
- Выводить сверло нужно также постепенно, уменьшая скорость, но не останавливая его полностью.
- Сверлить нужно на низких оборотах, не более 1000 оборотов в минуту. Проверить это легко: при вращении канавки должны быть различимы. Если они сливаются в одно целое, скорость лучше сбавить.
- Перед тем, как просверлить отверстие в закаленном металле, требуется проверить прочность металла, особенно если сверло не уходит вглубь. Для этого используют напильники разной прочности. Если на поверхности не остается следов, стоит выбрать более твердое сверло или с алмазным наконечником, и работать на небольших оборотах.
- При сверлении глубоких отверстий на сверло стоит насадить небольшой кусочек спрессованного пенопласта. Это позволит заглублять сверло до нужной отметки и обеспечит сдувание стружки.
- При работе с полированной поверхностью на основание насадки стоит надеть фетровую шайбу, чтобы избежать контакта патрона и поверхности.
- Если сверло слишком тонкое и плохо крепится в патроне, его хвостик необходимо обернуть латунной проволокой, добавив объема.
Мощность дрели рассчитывается, исходя из технических характеристик прибора.
Дополнительная подготовка
Чтобы процесс сверления прошел быстрее и проще, по возможности стоит подготовить поверхность. Для этого ее необходимо размягчить.
Перед тем, как сверлить закаленную сталь, ее можно подготовить при помощи:
- Сварочного аппарата. Необходимо нагревать место сверления, чтобы металл стал мягче.
- Пробойника. Он позволяет сделать небольшое углубление, что упростит сверление.
- Кислоты (серной, хлорной или любой другой). Необходимо сделать вокруг места сверления бортик, чтобы кислота не испортила всю поверхность, налить туда жидкость и оставить на несколько часов.
В процессе работы возникает сильное трение, насадки начинают сильно нагреваться и деформироваться. С этим можно справиться при помощи специальной смазки, но подойдет и машинное масло. Ее используют в различных моментах:








- Перед началом работы наносят несколько капель на точку сверления.
- На режущую кромку сверла наносят немного масла, в процессе работы его добавляют, так как масло расходуется.
- Во время работы стоит время от времени делать перерыв, чтобы инструмент остыл.
Эти меры предосторожности помогут увеличить срок службы инструмента и сохранить сверла в целости. Посмотреть подробнее, как происходит сверление закаленной стали, можно в видео
Посмотреть подробнее, как происходит сверление закаленной стали, можно в видео
Посмотреть подробнее, как происходит сверление закаленной стали, можно в видео
Использование режущего инструмента
Важную роль в операции, когда необходимо просверлить лист рессоры играет тип используемого инструмента. Для сверления металлов используются следующие типы режущего инструмента, изготовленные из сверхпрочных сталей и сплавов:
- низкоуглеродистой и автоматной стали (с показателем до 550 N/мм 2);
- высокоуглеродистой стали (с показателем 350 — 850 N/мм 2);
- среднеуглеродистой стали (с показателем 450 — 700 N/мм 2);
- низколегированной стали (с показателем 600 — 900 N/мм 2);
- среднелегированной стали (с показателем 700 — 1000 N/мм 2);
- инструментальной высоколегированной стали (С показателем 900 — 1200 N/мм 2);
- высокопрочной стали (с показателем 1200 — 1500 N/мм 2);
- закаленной стали (с показателем 45 — 63 HRC);
- сплавов никеля (свыше 35 HRC);
- сплавов титана.
Твердосплавные сверла используются при работе с изделиями из сверхтвердой стали, что позволяет значительно повысить срок эксплуатации инструмента с одновременным повышением производительности проводимых операций. Сверла производятся более короткими по сравнению со стандартными с уменьшением длины на 20-35%, что обусловлено возможностью ограничения циклов переточки непосредственно зависит от длины пластин. В данном типе сверл используется угол винтовой канавки равный от 20° до 60°. Большинство сверл при изготовлении подвергается термической закалке до твердости HRC 56-62 и осуществляется одновременно с напайкой твердосплавных пластин. Для производства пластин используется твердые сплавы марок ВК 6, ВК 8, а также вольфрамокарбидной группы. Данный тип сверл более эффективен по сравнению с быстрорежущими сверлами, что позволяет сократить время, когда требуется просверлить отверстия в обрабатываемом изделии.
Твердосплавные режущие инструменты обладают рядом преимуществ:
- высокой устойчивостью к разрушению;
- высокой точностью;
- более высокой скоростью подачи;
- хорошими показателями ведения и центрирования.
Использование твердосплавленных сверл позволяет производить обработку рессоры с наименьшими усилиями и за короткий временной период.
Для определения необходимой скорости сверления металла можно воспользоваться формулой:
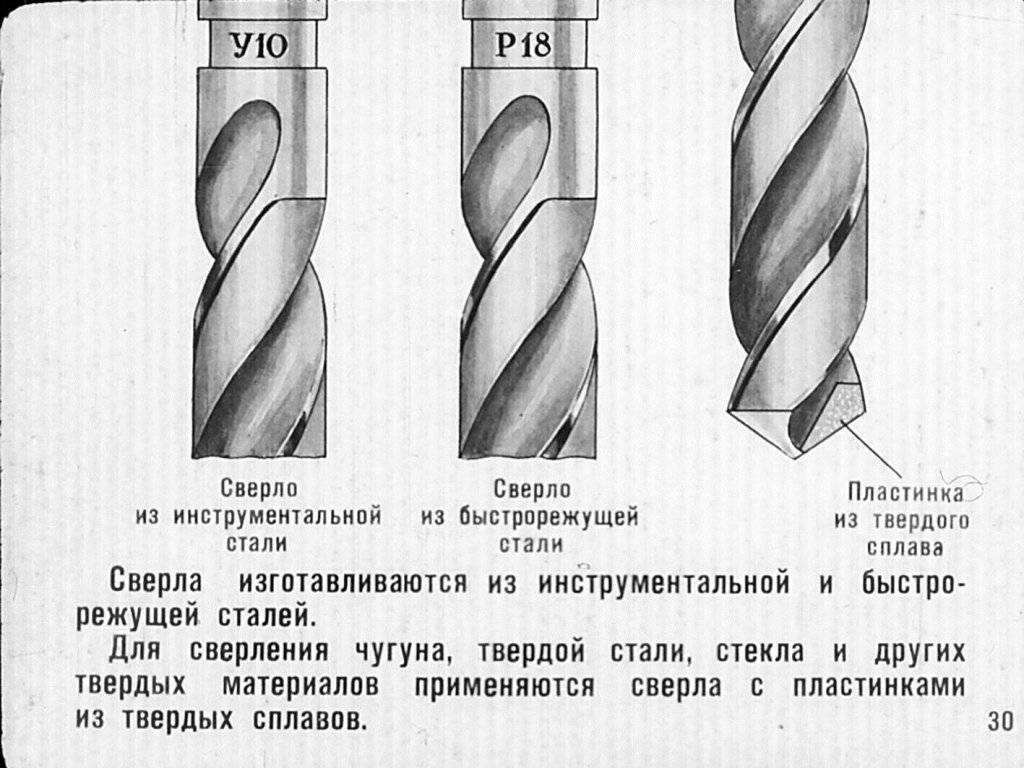
Для повышения прочности режущих кромок производятся сверла с пластинками из твердых сплавов. Данный тип сверл может использоваться для обработки автомобильных рессор. На промышленных предприятиях производятся сверла с пластинами из твердых сплавов:
- прямыми канавками;
- косыми канавками;
- винтовыми канавками.
Для обработки рессор можно использовать сверла, с винтовыми канавками позволяющие производить операции с наибольшей эффективностью.
Вам также могут быть интересны статьи:
Как просверлить каленую сталь в домашних условиях Как просверлить отверстие в стекле в домашних условиях Сверление отверстий в металле и дереве
Конечно, сверлить сталь надо до каления. А если вам попалась калёная заготовка (особенно толстая) — отпустите её, просверлите дырки обычным сверлом и снова закалите, если в этом есть необходимость. Но, не всегда такой вариант возможен и оправдан, иногда возникают нестандартные ситуации, в которых надо просверлить (продырявить) сталь уже сильно каленную.
Ну, к примеру, сломалось лезвие ножа, или вы решили сделать нож из обломка пилы. Жаль выкидывать такой ценный материал, мастеровитые люди обычно таким вещам дают вторую жизнь…
Да, это не технологично, но народные умельцы придумали много различных способов, как сверлить калённую сталь, или — как делать в ней дырки. Чтобы это сделать меньшими усилиями, исходить надо из тех возможностей и материалов которые у вас есть, а также смотря для каких целей. Может быть, вместо отверстия, вас устроит просто прорезь болгаркой, в которую можно пропустить винт и закрепить деталь.
Выбор сверла
Довольно большое распространение получили спиральные сверла, которые представлены вертикальным стержнем с двумя канавками. За счет определенного расположения канавок образуется режущая кромка. Среди особенностей выбора отметим следующие моменты:
Довольно большое распространение получило победитовое сверло. Оно может применяться для работы с различными калеными сплавами. Однако, поверхность со слишком высокой твердостью подобным инструментом не обработать. Выбор проводится и по показателю диаметра. Стоит учитывать, что получить отверстие большого диаметра довольно сложно. Вариант исполнения большего диаметра обходится намного дороже по причине применения большого количества материала при его изготовлении
Уделяется внимание и углу заточки, предназначению изделия и типу применяемого материала при изготовлении. К примеру, кобальтовые варианты исполнения характеризуются более высокой устойчивостью к воздействию высокой температуры
Рекомендуется уделять внимание продукции исключительно известных производителей. Это связано с тем, что китайские варианты исполнения изготавливаются при использовании низкокачественных материалов. Однако, подобное предложение обходится намного дешевле и может использоваться для недлительной или одноразовой работы. При выборе сверла можно ориентироваться по нанесенной маркировке. По ней можно определить то, какие именно материалы применялись при изготовлении. Также указывается и диаметр отверстия, которое можно получить при использовании инструмента.

В специализированном магазине можно встретить практически все необходимое для проведения работы. Однако, достаточно высокая стоимость изделия и некоторые другие моменты определяют то, что некоторые решают изготовить сверло самостоятельно из подручных материалов. Подобную работу можно провести при наличии требующихся инструментов.
Как просверлить отверстие в каленом металле: сверление закаленной стали
Как просверлить каленую сталь, методы.
Конечно, сверлить сталь надо до каления. А если вам попалась калёная заготовка (особенно толстая) — отпустите её, просверлите дырки обычным сверлом и снова закалите, если в этом есть необходимость. Но, не всегда такой вариант возможен и оправдан, иногда возникают нестандартные ситуации, в которых надо просверлить (продырявить) сталь уже сильно каленную.
Ну, к примеру, сломалось лезвие ножа, или вы решили сделать нож из обломка пилы. Жаль выкидывать такой ценный материал, мастеровитые люди обычно таким вещам дают вторую жизнь…
Да, это не технологично, но народные умельцы придумали много различных способов, как сверлить калённую сталь, или — как делать в ней дырки. Чтобы это сделать меньшими усилиями, исходить надо из тех возможностей и материалов которые у вас есть, а также смотря для каких целей. Может быть, вместо отверстия, вас устроит просто прорезь болгаркой, в которую можно пропустить винт и закрепить деталь.
Просверлить каленый металл.
Чтобы прорезь получилась меньше, надо делать её с двух сторон, а обрезной диск испльзовать самого маленького диаметра, т.е. почти стертый.
Перед сверлением надо хорошо обследовать сталь, насколько она твердая (крохкая), а отсюда уже выбирать методы. Если все-таки сталь хоть немножко гнется, а затем ломается (это можно определить по обломанному торцу), то её можно просверлить и обычным сверлом с победитовыми напайками, т.е. сверлом по бетону. Правда, сверло надо чтобы было острое. Заточить или подправить победитовое сверло можно легко на алмазном круге.
При сверлении калёной стали надо достаточно сильно прижимать дрель и сверлить на больших оборотах, смазав место сверления. Легче будет проделать отверстие, если сверлить сначала сверлом меньшего диаметра, а затем побольше. Площадь сопротивления будет меньше, а следовательно сверло будет идти в материал легче…
Тонкую сталь, под нож например, можно просверлить калёными стержнями или победитовыми, затачивать надо как сверло и сразу несколько штук (сделать пику и заточить 2 грани), и по мере их затупления менять. Пару минут и дырка готова…
Следующий способ долгий, требует несколько часов, зато надежный. Дырку в стальной пластине можно легко протравить кислотой: серной, азотной, или хлорной, подойдет и 10-15%-я. Делаем из парафина бортик нужного диаметра и формы, капаем туда кислоту и ждем. Отверстие получается немножко больше чем диаметр бортика, это надо учитывать. Чтобы ускорить процесс, заготовку можно немножко подогреть, примерно до 45 градусов.
Если у вас есть сварочный аппарат, это тоже можно использовать. Дырку можно просто пропалить в заготовке или местно «отпустить», а затем просверлить. Оплавленные края зашлифовать затем и порядок.
Есть, конечно, специальные сверла для таких целей, но они не дешевые, в пределах 4 долларов за штуку. Это трубчатые алмазные сверла для высоко углеродистых сталей, а также подойдёт и перовидное сверло, предназначенное для сверления стекла. Перовидным сверлом надо пользоваться аккуратно, сильно не жать, чтобы не перегреть и не сломать.
Сделать отверстие в стальной пластине можно ещё методом прожигания, на больших оборотах и специальной твёрдосплавной насадкой. Для этого делаем специальное «сверло». Из победитовой пластины (можно использовать зуб от дисковой пилы) делаем заготовку круглого сечения и затачиваем её под конус. Вставляем в электродрель и на больших оборотах прожигаем дырку в пластине. Вся операция занимает всего несколько минут.
Если сталь не очень крохкая, можно пробить дырку нужного диаметра пробойником, через потставку такого же или чуть большего диаметра. Например, ножовка по дереву или обломанный шпатель легко пробивается таким методом.








Нержавейку сверлить будет намного легче, если капнуть паяльной кислоты в место сверления.
А если есть доступ на предприятие, где стоит электро-эрозионный станок, то на таком станке отверстия можно делать без проблем, в считанные минуты.
Вот пока все методы сверления калёной стали. Появятся ещё какие-то, допишу, а если у вас есть свой метод сверления каленной стали, напишите.
Виктор Донской www.masteru.org.ua
Полезные приемы при сверлении
Для работы с каленой сталью могут применяться самые различные технологии. Наиболее распространенные технологии характеризуются следующими особенностями:
- Обработка поверхности кислотой. Эта технология характеризуется длительным применением, так как для снижения твердости поверхности требуется довольно большое количество времени. Для травления может применяться серная, хлорная или другая кислота. Процедура предусматривает создание бортика, который будет сдерживать применяемое вещество в зоне резания. После длительного воздействия металл становится более мягким, можно будет провести сверление при использовании обычного варианта исполнения.
- Можно использовать сварочный аппарат для достижения поставленной цели. При воздействии высокой температуры металл становится более мягким, что значительно упрощает процедур.
- Чаще всего применяется специальное сверло. В продаже встречаются варианты исполнения, которые можно применять для обработки каленой стали. При их изготовлении используется металл с повышенной устойчивостью к износу и воздействию высокой температуры. Однако, сложность изготовления и некоторые другие моменты определяют то, что стоимость специального инструмента довольно высока.
Кроме этого, для достижения поставленной цели часто приобретается пробойник. С его помощью можно сделать небольшой отверстие, что упростит дальнейшее сверление.
Методы сверления каленой стали
Сверловка каленой стали характеризуется высоким нагревом поверхности заготовки и инструмента, что ведет к быстрому износу последнего. Поэтому во время обработки стараются отвести лишнее тепло или сделать так, чтобы участок, где будет канал, стал более мягким.
Первый способ, который позволяет сделать каленый металл более податливым, основан на использовании кислот. Из подходящих веществ можно указать азотную, хлорную или серную кислоту. Эти жидкости применяют точечно, то есть ими обрабатывают конкретно то место, где в дальнейшем будет отверстие (протравливают участок). Чтобы кислота не вышла за пределы рабочей области из материалов, не подверженных воздействию кислоты (полимеры, краски, парафин), вокруг будущего отверстия организуют что-то наподобие бортика. Отверстие заливают активной жидкостью и выдерживают определенное время. Далее проводят сверление обычным сверлом.
Самый простой способ, но не самый дешевый, заключается в приобретении специального сверла, рассчитанного на проделывание отверстий в каленом металле. Режущие кромки такого инструмента усилены победитовыми напайками или выполнены из победитовых пластин. В этом случае также желательно применять дополнительное охлаждение рабочей области.
Изготовление самодельного сверла
При необходимости можно провести изготовление сверла из каленой стали. Среди основных рекомендаций по проведению подобной работы отметим:
- Подбираются стержни, которые изготавливаются из сплавов вольфрама и кобальта. В народе подобный металл называют победитом. В сравнении с обычным сверлом подобный вариант исполнения характеризуется повышенной устойчивостью к износу.
- Для обработки заготовки нужно закрепить ее в небольших тисках. В противном случае провести работу будет довольно сложны.
- Для затачивания подобной поверхности требуется алмазный камень. Обычный не выдержит длительную работу.
- Торцевая поверхность затачивается таким образом, чтобы получилась поверхность, напоминающая плоскую отвертку. После этого режущие кромки затачиваются для получения острого наконечника.
Для того чтобы снизить степень обрабатываемости поверхности проводится добавление масла. За счет этого обеспечивается длительная обработка по причине уменьшения силы трения и снижения температуры.

В заключение отметим, что обработка каленой стали должна проводиться исключительно при применении специальных инструментов. Для работы требуется сверлильный аппарат, так как ручной не позволит получить требуемое отверстие.





