

Секреты закалки: источник тепла
Существует несколько вариантов приспособлений, способных довести нагрев стальной детали до желаемого температурного порога. Идеальный вариант – муфельная печь промышленного или самостоятельного изготовления.
При отсутствии подобного инструмента возможно использование еще одного домашнего помощника – паяльной лампы.
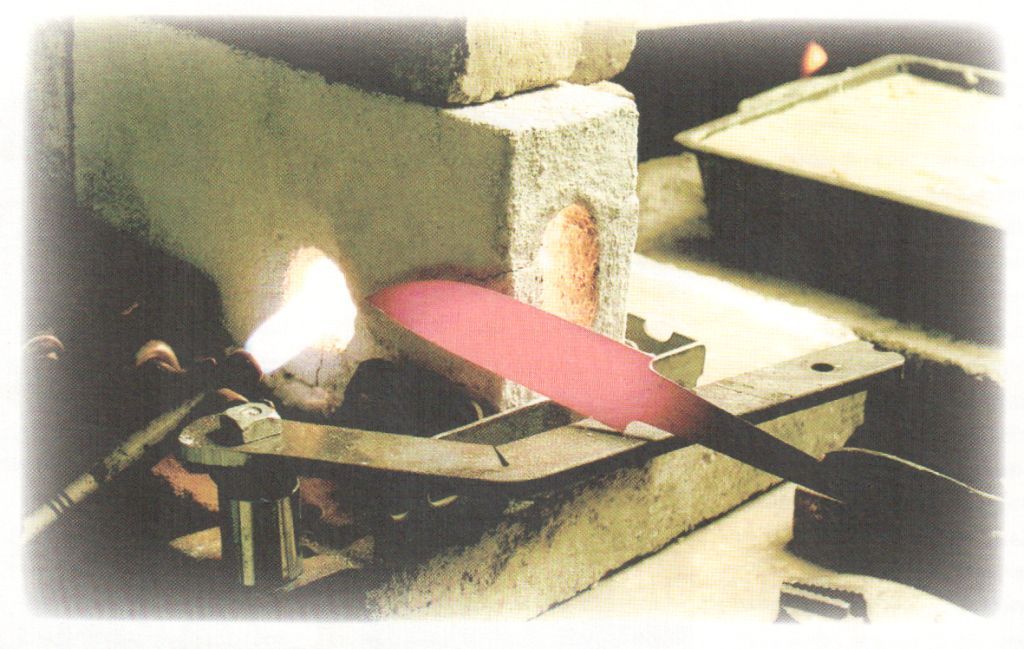
Достаточно мощная струя пламени позволяет легко прогреть детали небольшой толщины до требуемой температуры. Не забывайте перемещать горелку вдоль закаляемой пластины для достижения равномерного прогрева.
Кроме этого возможно использование обыкновенного древесного угля вкупе с паяльной лампой. Для этого выкопайте небольшое углубление в почве, засыпьте туда уголь, в который уложите на ребро закаляемые пластины ножей. Прогревайте лампой уголь вместе с пластинами до достижения последними требуемого нагрева. Подобный способ предохраняет быстрое остывание непрогреваемой части заготовки и ее перегрева.
Третий вариант – изготовление небольшого горна. Он может быть как угольным, так и газовым. Главные конструктивные элементы приспособления – корпус и источник нагнетаемого воздуха. Основу угольного горна можно изготовить из стального листа толщиной 10 мм с приваренным в нижней части обрезком трубы диаметром около 20 см и выводом от нее для подключения шланга от выходного отверстия бытового пылесоса.
В листе не забудьте просверлить несколько отверстий достаточного диаметра для подачи воздуха. В качестве топлива применяется древесный (мангальный) или каменный уголь.
Классификация нержавеющей стали и сплавов

Классификация сплавов, которые относятся к нержавеющим материалам, представлена в ГОСТ 5632-72. Этот стандарт предусматривает разделение нержавеющих сталей на три вида:
- Коррозионностойкие материалы – устойчивы к химической и электрохимической коррозии (солевая, атмосферная, кислотная, щелочная), а также к коррозии, которая распространяется вдоль зерен кристаллов.
- Жаростойкие (окалиностойкие)– нержавеющие сплавы, которые отличаются стойкостью к коррозии и химическому воздействию при температурах более +550 °C в газовых средах.
- Жаропрочные – стали которые сохраняют свои свойства в нагруженном состоянии, в условиях высокой температуры в течение определенного временного промежутка.
В ГОСТ 5632-72 представлена классификация нержавеющих сталей в зависимости от их структуры:
- Мартенситные стали, которые имеют в качестве основной структурной составляющей мартенсит. Они содержат от 12 до 17 % Cr (хромистые стали) и имеют достаточно высокое содержание углерода (C), что позволяет подвергать такие сплавы закалке.
- Мартенситно-ферритные сплавы имеют структуру, в которой, кроме мартенсита, содержится более 10 % феррита. Они включают от 13 до 18 % Cr (хромистые стали).
- Ферритные стали отличаются структурой, основанной на феррите. В их составе есть от 13 до 30 % Cr (хромистые стали). Такие сплавы отличаются магнитными свойствами. Они имеют доступную себестоимость, что обусловлено низким содержанием никеля.
- Аустенито-мартенситные стали имеют структуру, состоящую из аустенита и мартенсита в определенных пропорциях. Они включают от 12 до 18 % Cr и от 4 до 9 % Ni (хромоникелевые и хромомарганцевоникелевые стали).
- Аустенито-ферритные сплавы имеют структуру, включающую аустенит и минимум 10 % феррита (хромоникелевые и хромомарганцевоникелевые стали).
- Аустенитные стали имеют структуру, основанную на аустените (хромоникелевые стали, хромомарганцевоникелевые стали).
Описанные выше структуры получаются при охлаждении сплавов, после того, как была проведена термическая обработка нержавеющей стали. На формирование структуры материала существенное влияние оказывает химический состав. Особенно важными элементами являются хром и никель. Изменения в структуре сплавов происходят под влиянием горячей или холодной обработки.
Способы закаливания
Способов закаливания существует, по сути, 2 типа. На открытом огне и в печи. Но, к сожалению, в обычном костре поднять температуру выше 900 градусов, не получится. Тогда приходит на помощь печь.
Ее можно изготовить самостоятельно. Это довольно непростой процесс, но изготовив ее единожды, она прослужит вам достаточно долго. Тем более если вы начинающий мастер, она вам просто необходима.
В камере
Далее мы поговорим, как сделать самостоятельно муфельную печь для правильной термообработки заготовок, а сейчас просто и коротко опишем процесс закалки в ней, сталь клинка будет использована 50Х14МФ:
- Прогреваем печь до нужной температуры, в данном случае 1070 градусов, и погружаем клинки в печь.
- Загрузив клинок в печь, разогреваем печь опять до 1070 градусов, и при данной температуре начинается отсчет времени. Принцип прост: 1 минута 40 секунд, на каждый миллиметр толщины клинка.
- По прошествии нужного времени, клинок вытаскивают и охлаждают на воздухе, в течение 15 минут под небольшим прессом.
- Затем производится отпуск металла в духовке при 200 градусах.
Закалка ножа в камере выполненной в домашних условиях.
При данном процессе сталь получает твердость в 56 HRC.
Но учтите, что в данном случае закалка происходила без погружения в жидкости. Для каждой стали свои условия закалки. И результат, которого вы хотите добиться, будет целиком и полностью зависеть от самого процесса.
На открытом огне
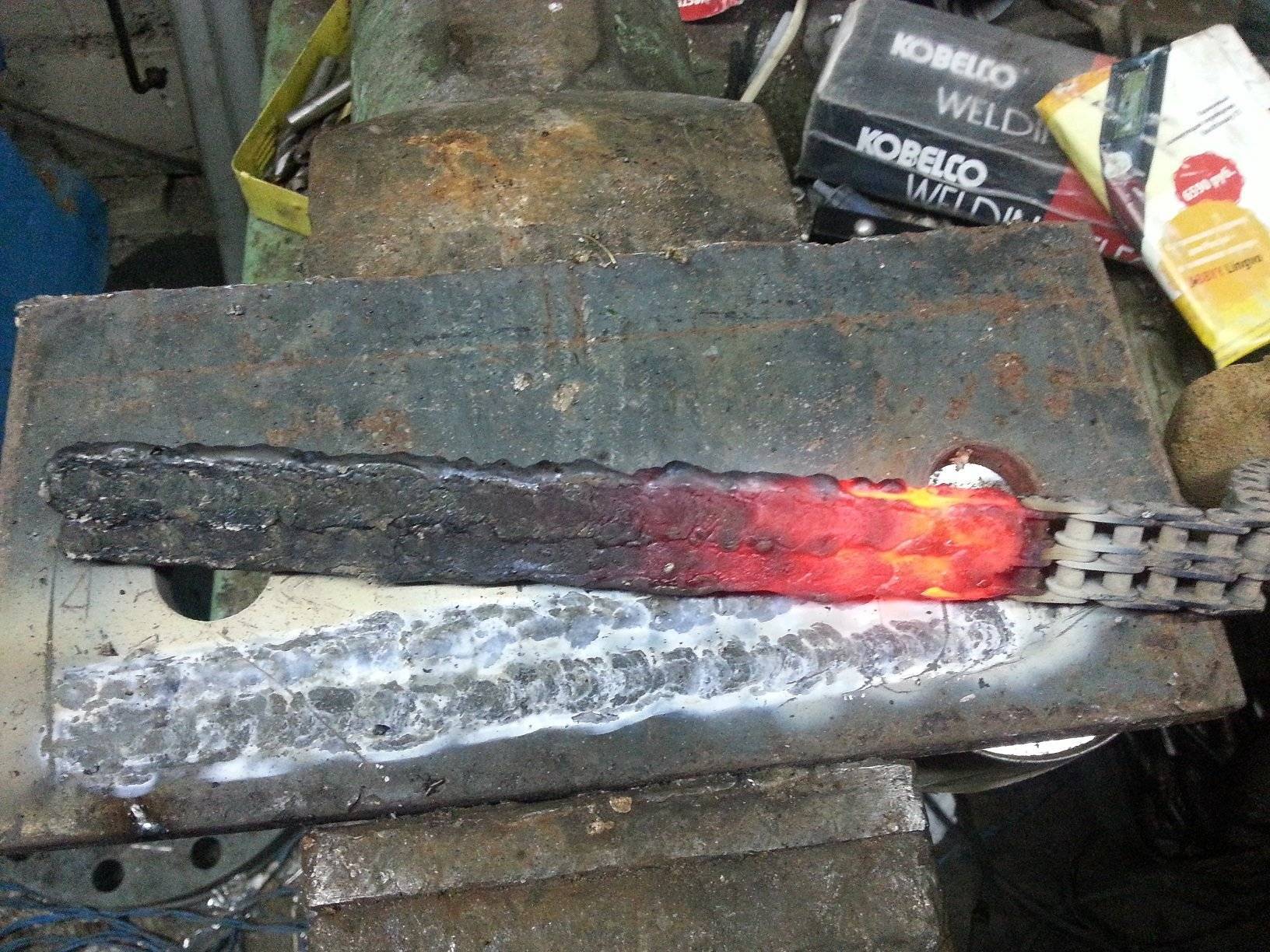
Способ, можно сказать, опробованный нашими предками и ему уже много лет. Чтобы правильно закалить сталь, без каких-либо точных измерительных приборов, так сказать «на глазок», нужна внимательность, и наберитесь терпения. Единственным способом проверки может являться магнит. Когда металл достигает определенного для него точки накала, так называемой точки Кюри, он перестает взаимодействовать с магнитом.
И еще один признак, это цвет самой заготовки, она должна стать темно-красной. Но также в процессе нужно следить, чтобы не появлялось синих или черных пятен, это говорит о перегреве. Заготовку стоит класть в угли, когда цвет пламени от них будет малиновый.
Что потребуется:
- минеральное масло в емкости (можно отработку);
- ведро с водой;
- хорошо подготовленные угли;
- длинные металлургические клещи.
Закалка ножа на открытом огне.После того как деталь приобрела нужный оттенок и не магнитится, нужно аккуратно взять ее клещами и опустить в масло на 3-и секунды, и так нужно поступить несколько раз. С каждым разом удерживая заготовку в масле немного дольше. И в конечном этапе погружаем ее в воду.
Выбор стали для закалки ножа
Сталь представляет собой сплав железа с углеродом и различными примесями. В зависимости от содержания последних компонентов, выделяют такие виды этого металла:
- углеродистая;
- легированная.
Углеродистая сталь содержит не более 2,14 % углерода. Чем его меньше, тем больше пластичность клинка, чем больше, тем тверже и прочнее будет изделие. Такое лезвие хорошо режет, но будет плохо держать заточку, быстрее изнашиваться. Однако не составит труда подобный нож наточить. Металл подвержен коррозии. В качестве плюса можно отметить хорошую способность к сварке. При этом малоуглеродистая сталь не подлежит закалке.
Особенностью данной стали, является низкая красностойкость, которая равна 250°С. При нагревании до более высоких температур (что и происходит во время закалки) она теряет свои свойства, становится хрупкой. Именно поэтому, приступив к закалке будущего ножа, следует учитывать, из чего он выполнен и, исходя из этого, выбирать оптимальный режим температур для последующей работы. Для тех, кто хочет сделать нож своими руками, эта сталь станет идеальным вариантом, ведь с ней легко работать.
При закалке углеродистой стали, следует соблюдать определенный температурный режим, дабы металл не покоробился и не потрескался. Для низкого содержания углерода идеально подойдет температура от 727 до 950°С; для высокого (до 2.0 % содержания углерода) – от 680 до 850°С.
Для изготовления ножей в домашних условиях наиболее часто применяется сталь следующих марок:
- от У7 до У16 (подвержены глубокой коррозии, лезвие таких марок стали будет острым и твердым);
- 65Г – идеальный вариант для ножей, предназначенных для рубки, ведь обладает ударной вязкостью. Такое лезвие будет плохо держать заточку и быстро ржаветь;
- О-1 – весьма популярна у знатоков своего дела, что обусловлено приемлемой стоимостью, легкостью в закаливании. Поскольку это высокоуглеродистая сталь, то она еще и очень твердая (до 60 HRC), износостойкая, но ей также страшна коррозия;
- M-2 – ее твердость достигает 66 HRC. Лезвие долго держит заточку, легко ржавеет. Имеет большую, по сравнению с другими, красностойкость;
- 1095 – часто используется для изготовления ножей. Из своей серии именно в этой марке содержится наибольшее количество углерода, благодаря чему такое лезвие будет хорошо точиться, неплохо держать заточку, сохраняя при этом приличную твердость.
Как закалить сталь для ножа
Выбрав качественную сталь, дело остается за малым, но не менее важным – правильно осуществить термообработку металла.
Приступая к изготовлению ножа в домашних условиях, следует знать основные моменты и правила того, как закалить сталь для ножа, соблюдая которые удастся достичь максимального результата.
Процедура закаливания – обязательный этап при изготовлении изделия. Приступать к нему следует после того, как клинку задали нужную форму в процессе отжига. Эта манипуляция призвана снизить твердость детали для того, чтобы можно было следовать наброску будущего лезвия. Однако нож должен быть не только красивым, но и твердым, прочным, если им предполагается пользоваться. Вот здесь и приходит на помощь закалка металла для ножа.
Данная процедура начинается с доведения нужных образцов до необходимой температуры. Как уже было сказано, температура зависит от вида и марки стали, но в среднем можно назвать цифру в 700°С. Прогревание следует делать равномерно по всей длине изделия. Неравномерное прогревание, наравне с резким охлаждением, может спровоцировать различные дефекты, вызвать коробление стали. Узнать, прогрелась ли поверхность до нужной температуры, и можно ли ее вынимать для выполнения следующего этапа, подскажет цвет стали.
Вишнево-красный и алый цвет металла скажут о приобретении температуры, значением от 730 до 800°С. Приближение к светлым оттенкам желтого говорит о том, что градус «зашкалил» за отметку в 1100°С. При белом цвете произошел явный перекал, так как он показывает значение выше 1300°С.
Если деталь перекалить, то она будет безнадежно испорчена (приобретет необратимую хрупкость и ломкость, может просто рассыпаться) и придется начинать все с начала. Если недокалить сталь, то изделие окажется мягким, будет легко гнуться, но в этом случае, если правильно повторить процедуру, все можно исправить. Такая закалка увеличит твердость детали в 3 – 4 раза.
После того, как металлический клинок был закален, он становится очень твердым, но в то же время хрупким. Это для ножа ситуация недопустимая. Поэтому и существует следующий этап, направленный на возвращение клинку прочности (которую многие называют приоритетным качеством в ножах) – отпуск.
Он представляет собой повторное нагревание металла с последующим медленным остыванием. Это может быть как естественный процесс (остывание на воздухе), так и окунание в воду, в закалочные масла (это зависит от вида, марки, формы стали). В некоторых случаях используют технологию попеременного окунания в разные среды: и воды, и масла. При этом чистая вода не подойдет (может спровоцировать трещины), следует добавить в нее соль, к примеру. Эта манипуляция вернет детали не только прочность, но и вязкость, снимет внутреннее напряжение в сплаве.









Для отпуска изделие нужно вновь закалить, но теперь уже не до критической температуры, а до той, которая подходит для конкретного изделия. Отпуск бывает 3 видов:
- низкотемпературный – нагрев до 250°С, что придаст детали хорошую износостойкость, однако сделает его непригодным для сильных силовых нагрузок. По сути, идеальный вариант для клинка ножа;
- среднетемпературный – температура колеблется от 350 до 500°С. Это вариант для штампов, пружин;
- высокотемпературный – от 500 до 680°С. Так нагревают детали, которые подвергаются ударным нагрузкам (валы).
Температуру вновь покажет само изделие за счет цвета побежалости (для ножа оптимально – светло-желтый). Это происходит из-за формирования окисной пленки, которую нужно счищать. После очистки от продуктов закаливания можно производить сам отпуск. В жидкости это займет пару секунд. На воздухе – пару часов.
Изготовление камеры для закаливания металла
Основным материалом для изготовления корпусов домашних печей для закалки стали являются твердые огнеупоры в виде блоков различных размеров и шамотная глина. В такой печи достигается температура свыше 1200 °C, поэтому в ней можно закалить изделия не только из углеродистой или инструментальной, но и из высоколегированной стали. При изготовлении домашних печей из шамотной глины сначала делают картонный каркас по форме и размеру рабочей камеры, который затем покрывают слоем шамота.
Поверх его наматывают нагревательную спираль, а затем накладывают основной теплоизолирующий слой
При такой конструкции область нагрева изолирована от нагревательного элемента, что важно, когда необходимо закалить сталь, чувствительную к окислам и выгоранию углерода
Самой же распространенной конструкцией домашних закалочных печей являются установки, тепловые корпуса которых выполнены из шамотного кирпича или аналогичных ему огнеупоров. Рабочая температура у таких материалов более 1400 °C, поэтому в подобных печах можно закалить практически любой вид стали и многие тугоплавкие сплавы.
Конструктивно такая домашняя печь похожа на обычную печь на дровах, только имеет гораздо меньшие размеры. Нагрев металла в ней осуществляется с помощью электрической спирали, уложенной в пазы по периметру внутреннего пространства.
Если необходимо качественно закалить сталь, ее необходимо нагреть до точно заданной температуры, поэтому большинство таких домашних самоделок оснащено терморегуляторами (их свободно можно приобрести на «Алиэкспресс»).
На видео ниже показано устройство такой домашней печи с торцевой загрузкой и терморегулятором, который позволяет закалить сталь с точным соблюдением температурных режимов. Ее тепловой корпус изготовлен из муллитокремнеземистых огнеупорных плит ШПТ-450.
Подробное описание конструкции и рекомендации по созданию печи с верхней загрузкой, в которой можно закалить изделия длиной до 54 см, можно посмотреть в следующем видео. Здесь тепловой корпус печи изготовлен из шамотного кирпича (типа ШБ) и также используется терморегулятор. Кроме верхней загрузки, особенностью этого устройства является спираль из кантала, который служит во много раз дольше традиционного нихрома и фехраля.
В чём охлаждать
Есть два основных варианта охлаждения ножа. Часто охлаждают или водой, или маслом. Вода охлаждает быстрее, а также она помогает увеличит глубину закаливания слоёв. Но рекомендуется использовать комбинированный подход, когда нож сначала нагревается до требуемой температуры, затем буквально на пару секунд окунается в воду, а уже потом перемещается в масло на более продолжительный отрезок времени, до адекватного остывания.

Часто делают так — пять раз раскаливают нож до ярко-красного цвета и погружают в масло, после чего раскаливают и помещают в воду для закрепления свойств. Есть разные подходы, ориентируйтесь на то, из чего сделан нож и какого эффекта вы хотите добиться.
Больше узнать по данной теме можно, посмотреть видеоролик, приведённый ниже:
Как правильно выбирать материал для изготовления ножа?
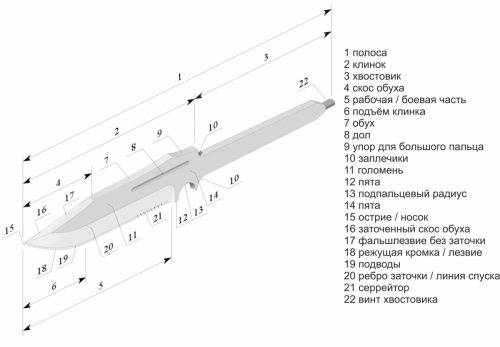
Рисунок 1. Конструкция кованого ножа.
Чтобы сделать качественный клинок, нужно подобрать подходящую для него сталь. От выбора материала будут зависеть режущие характеристики ножика и его прочность
Для правильного подбора металла важно знать, какие свойства имеет такой материал. Понадобится ориентироваться на 5 главных свойств стали:
- Устойчивость к износу — сопротивление стали изнашиванию при использовании. Данное свойство будет зависеть от твердости материала.
- Твердость — свойство материала, которое указывает на его способность сопротивляться попаданию в нее твердых материалов. Стоит знать, что твердый материал меньше подвергается деформации. Показатель прочности можно измерить по шкале Роквела.
- Прочность — возможность сохранять целостность при воздействии атмосферных сил.
- Пластичность — возможность материала впитывать и распределять кинетическую энергию при ударе и деформации.
- Красностойкость — устойчивость металла к высокой температуре и способность сохранять свойства в процессе нагрева. Минимальная температура ковки стали будет зависеть от устойчивости материала к термической обработке. Рекомендуется выбирать твердые марки, рабочая температура ковки для которых больше 900°С. Стоит знать, что температура плавления данного материала составляет приблизительно 1500°С.
Все данные характеристики связаны между собой. Преобладание одного из них приводит к ухудшению остальных. Каждое свойство материала будет зависеть от содержания в нем легирующих элементов и добавок, к которым можно отнести кремний, вольфрам, молибден и другие.

Рисунок 2. Виды профилей ножа.
Наличие всех легирующих элементов и применение их в необходимой пропорции в процессе изготовления стали, а также знание их свойств позволяет создать сталь для необходимых целей. Каждая из подобных сталей имеет свою маркировку. Стоит отметить, что российские и европейские марки имеют разные обозначения.
К российским производителям, которые достаточно часто применяются в процессе ковки клинков своими руками, можно отнести стали с маркировкой У7-У16, Р6М5, Х12МФ и другие. Из европейских марок можно отметить стали 1095, М-2, А-2 и другие.
Подробное описание марки металла можно найти в «Марочнике стали и сплавов».
Способы закаливания
Способов закаливания существует, по сути, 2 типа. На открытом огне и в печи. Но, к сожалению, в обычном костре поднять температуру выше 900 градусов, не получится. Тогда приходит на помощь печь.
Ее можно изготовить самостоятельно. Это довольно непростой процесс, но изготовив ее единожды, она прослужит вам достаточно долго. Тем более если вы начинающий мастер, она вам просто необходима.
В камере
Далее мы поговорим, как сделать самостоятельно муфельную печь для правильной термообработки заготовок, а сейчас просто и коротко опишем процесс закалки в ней, сталь клинка будет использована 50Х14МФ:
- Прогреваем печь до нужной температуры, в данном случае 1070 градусов, и погружаем клинки в печь.
- Загрузив клинок в печь, разогреваем печь опять до 1070 градусов, и при данной температуре начинается отсчет времени. Принцип прост: 1 минута 40 секунд, на каждый миллиметр толщины клинка.
- По прошествии нужного времени, клинок вытаскивают и охлаждают на воздухе, в течение 15 минут под небольшим прессом.
- Затем производится отпуск металла в духовке при 200 градусах.

Закалка ножа в камере выполненной в домашних условиях. При данном процессе сталь получает твердость в 56 HRC.
Но учтите, что в данном случае закалка происходила без погружения в жидкости. Для каждой стали свои условия закалки. И результат, которого вы хотите добиться, будет целиком и полностью зависеть от самого процесса.
На открытом огне
Способ, можно сказать, опробованный нашими предками и ему уже много лет. Чтобы правильно закалить сталь, без каких-либо точных измерительных приборов, так сказать «на глазок», нужна внимательность, и наберитесь терпения. Единственным способом проверки может являться магнит. Когда металл достигает определенного для него точки накала, так называемой точки Кюри, он перестает взаимодействовать с магнитом.










И еще один признак, это цвет самой заготовки, она должна стать темно-красной. Но также в процессе нужно следить, чтобы не появлялось синих или черных пятен, это говорит о перегреве. Заготовку стоит класть в угли, когда цвет пламени от них будет малиновый.
Что потребуется:
- минеральное масло в емкости (можно отработку);
- ведро с водой;
- хорошо подготовленные угли;
- длинные металлургические клещи.

Закалка ножа на открытом огне. После того как деталь приобрела нужный оттенок и не магнитится, нужно аккуратно взять ее клещами и опустить в масло на 3-и секунды, и так нужно поступить несколько раз. С каждым разом удерживая заготовку в масле немного дольше. И в конечном этапе погружаем ее в воду.
Еще немного истории
Некоторые кузнецы использовали для этих целей мочу барана, собранную в течение трех дней. А другие применяли для такого процесса мочу мальчика, и он должен был быть непременно рыжим. Вот на какие хитрости шли мастера прошлого.
Кстати, применение мочи, можно частично оправдать, так как присутствие в ней солей, сопутствовало быстрому забору тепла у раскаленного металла.
Были даже довольно варварские методы закалки, раскаленный клинок вонзали между ребер раба, и считалось, что его сила переходила в металлическую заготовку. Хорошо, что те времена миновали. Но люди постепенно замечали, что если после нагревания металла, его поместить в соленую среду, качество и характеристики его улучшались.
Шло время, и было проделано тысячи способов до достижения положительного результата. Молодой ученый металлург Д. К. Чернов, работавший над этой проблемой в 1866 году, достиг немалых успехов в определении для каждого металла определенных значений.
Завод, на котором проводил испытания господин Дмитрий Константинович Чернов, полностью избавился от брака и этого человека можно назвать прародителем современной металлургии. Сегодня любой студент, имея багаж знаний, накопленный веками, может справиться с закалкой стали.
Закалка ножа — пошаговая инструкция по закалке различных типов металлов (75 фото и видео)
Поверхностная закалка ножа обеспечивает дополнительную прочность режущему основанию. Термическая обработка стальной заготовки значительно улучшает механические и физические свойства этого предмета.
Если пренебрегать данным требованием, то увеличивается риск быстрого стирания металлической пластины. Простым языком, нож будет постоянно тупиться, что скажется на эксплуатационных качествах.
В нашем материале мы поговорим как сделать закалку ножа в домашних условиях. Здесь представлены рекомендации от профессионалов, которые знают все тонкости работы с металлом.
Из какого материала делают ножи?
Для производства ножей используют сплав углерода и железа. При нагревании этих компонентов образуется высокоуглеродистая сталь.
Данный материал способен справиться с резким перепадом температурного режима. Помимо этого, он отличается высокой плотностью и устойчивостью к различным механическим воздействиям.
Изделия из чистой углеродистой стали имеют довольно высокую стоимость. Чтобы сократить расходы материалов и компонентов, многие мастера предпочитают добавлять специальные добавки.
Для этого они используют следующие вещества:
- Молибден;
- Ванадий;
- Цинк;
- Вольфрам;
- Кальций.
Если в составе заготовки отмечают минимальное количество углеродистой стали, то какие изделия получаются эластичными. Они требуют правильной закалки, которая обеспечит им дополнительную прочность.
Изготавливаем камеру для закаливания металла
Перед тем как приступить к обработке металлического основания необходимо подготовить соответствующее оборудование
Особое внимание рекомендуется уделить печи, в которой будет производиться обработка высокой температурой
Печная камера должна иметь габариты 30см х 20см х10 см. Ее изготавливают из огнеупорной глины и кирпича. Глиняный состав не должен содержать в себе каких-либо примесей.
Конструкция печи представляет собой прямоугольник. Стены и задняя панель выполняется на одном уровне. Впереди устанавливают металлическую дверь на петлях. Это позволит сохранять температуру внутри печной конструкции.
В составе данного материала отмечают высокое содержание стали и минимальное количество вольфрама. Готовый предмет получается довольно прочным и долговечным.
Процесс закалки стали в домашних условиях
Самым простым способом закалки заготовки считается открытый огонь. Подобным методом пользовались ещё наши предки более 100 лет назад. Процесс обработки производится «на глаз».
Для рабочего процесса понадобятся следующие материалы и инструменты. К ним относятся:
- Огонь;
- Большая емкость с маслом;
- Ведро холодной воды;
- Металлические клещи с длинными рукоятками. Они помогут аккуратно доставать и опускать железо для дальнейшего накаливания.
Первым делом необходимо добиться нужной температуры. В печь отправляем горючий материал в виде дров и угля. Пламя начинает менять свой оттенок от ярко-оранжевого до малинового.
В это время в огонь добавляют дров и горючего материала. Когда языки пламени изменятся свою окраску на белый цвет, можно, переходить к закалке металлического изделия.
Основание ножа помещаем на горящие угли и оставляем до покраснения металла. В среднем для этого понадобится от 5 до 15 минут. Когда изделие приобретет ярко-красный оттенок его погружают масло.
Закалка ножа маслом помогает добавить пластичности и прочности. После первого погружения подобные манипуляции проводят течение ещё 5 раз. Далее отправляет металлический клинок обратно в нагревательную печь
Следующим шагом будет закалка холодной водой. Данная процедура является окончательной. Она добавляет прочности металлическому изделию. Раскаленную заготовку отправляют на 20 минут в ледяную воду. Фото закалки ножа представлена данная манипуляция.
Представляем вашему вниманию подробное видео закалки ножа. Здесь представлена вся очередной действий и манипуляции с углеродистой сталью.
Особенности закаливания легированной стали
Легированная сталь помимо углерода содержит еще ряд элементов (до 50% от всего сплава), таких как:
- хром (его наличие наделяет изделие устойчивостью к коррозии, свыше 13% его содержания превращает металл в «нержавеющий»);
- никель (присутствует для увеличения прочности);
- молибден – также увеличивает прочность стали, особенно если ее подвергать термическим нагрузкам. Повышает сопротивление изделия агрессивным средам, коррозии, предает ударной вязкости;
- ванадий улучшает режущие свойства лезвия, его износостойкость. Незаменимый компонент для тех деталей, которые нужно сделать очень острыми, ведь благодаря ему структура металла после закалки становится мелкозернистой.
Эти, а также ряд других элементов, находятся в сплавах в разных количествах и сочетаниях. Общими характеристиками для всех легированных металлов является их антикоррозионность, большая красностойкость (металл выдерживает температуру в 300°С). Плохо подлежит точению, лезвие не отличается остротой. При доведении до высоких температур такая сталь не коробится.









Проведение процедуры закалывания легированной стали, имеет ряд особенностей по сравнению с углеродистой. Они напрямую зависят от химического состава сплава и, как следствие, от его характеристик.
Прежде всего, такую сталь следует закаливать при более высоких температурах – от 850 до 1150°С. Поскольку она хуже проводит тепло, то для нагревания и последующего охлаждения ей понадобится больше времени (при быстром нагреве металл может просто треснуть от малейшего прикосновения). Длительное нагревание обусловлено не только необходимостью полностью прогреть изделие, но и дать возможность раствориться легированным соединениям сплава, что положительно повлияет на механические свойства клинка. Меньшая скорость при охлаждении обеспечивается закаливанием в масле, а не в воде, как у углеродистых изделий.
Среди марок наиболее часто используют:
- 420. Типичная «нержавейка». Она привлекательна благодаря своей цене в сочетании с неплохой твердостью. Быстро тупится, однако легка в обработке;
- 440А. Твердость этой стали достигает 56 HRC. Отличное сопротивление коррозии, хорошо подвергается закалке;
- ATS-34. Отличается острым лезвием, которое долго держит заточку. При этом твердость такого клинка – 60 HRC;
- CPM S30V. Превышает все остальные образцы по износостойкости в десятки раз.
Как закалить сталь в домашних условиях
Решение о том, как калить металл, принимается исходя из нескольких параметров:
- марки стали;
- требуемой твердости;
- режима работы детали;
- габаритов.
Не все способы термообработки доступны любителям. Следует выбирать наиболее простые. Чаще всего в домашних условиях приходится закаливать нержавейку при изготовлении ножей и другого домашнего режущего инструмента.
Температура закалки хромсодержащих сталей 900–1100⁰C. Проверять нагрев следует визуально. Металл должен иметь светло оранжевый – темно желтый цвет, равномерный по всей поверхности.
Окунать тонкую нержавейку можно в горячую воду, поднимая на воздух и вновь опуская. Чем выше содержание углерода, тем больше времени сталь проводит на воздухе. Один цикл длится примерно 5 секунд.
Простые свариваемые стали греют до вишневого цвета и охлаждают в воде. Среднелегированные материалы должны перед окунанием в воду иметь красный цвет. После 10–30 секунд перекладываются в масло, затем укладываются в печь.
Закалка в домашних условиях
Оборудование
Нагрев металла производится различными способами. Нужно только помнить, что температура горения дерева не может обеспечить нагрев металла.
Если требуется улучшить качество 1 детали, достаточно развести костер. Его надо по периметру обложить кирпичами и после укладки заготовки частично закрыть сверху, оставив щели для доступа воздуха. Лучше жечь уголь.
Отдельный участок и небольшую по размерам деталь греют газовой и керосиновой горелкой, постоянно водя пламенем и прогревая со всех сторон.
Изготовление муфельной печи требует много времени и ресурсов. Ее целесообразно строить при постоянном использовании.
Охлаждающая жидкость может находиться в ведре и любой другой емкости, которая обеспечит полное погружение детали с толщиной масла в 5 наибольших сечений детали:
- одна часть под закаливаемым изделием;
- две сверху.
Деталь необходимо медленно двигать в охлаждающей жидкости. В противном случае образуется паровая рубашка.
Самостоятельное изготовление камеры для закаливания металла
Наипростейшее подобие муфельной печи делается из огнеупорного кирпича, шамотной глины и асбеста:
- На оправку навить медную проволоку. Для домашнего напряжения подойдет сечение 0,8 мм. Оставить длинные концы.
- Расположить спираль внутри кирпичей и зафиксировать глиной, обмазав всю внутреннюю поверхность.
- Внутри сделать поддон — площадку для расположения заготовок. Для этого нужно смешать глину с асбестом.
- Теплоизолирующий материал можно расположить и снаружи, уменьшая теплоотдачу стенок.
- Подключить концы проволоки к проводам с вилкой.
- Сзади герметично заделать отверстие между кирпичами.
- Впереди соорудить крышку, которая будет открываться.
Высыхать все материалы должны при комнатной температуре. На это уйдет несколько дней. Затем можно укладывать деталь на изоляционный материал и греть.





