Флюсы и припои — как правильно подобрать
По описанным выше причинам правильный выбор флюса и припоя — это практически половина успеха в паяльном деле. К счастью, имеются вполне универсальные марки, подходящие для большинства задач. Отрасль применения почти всех флюсов и припоев вполне доходчиво указывается на этикетках, но некоторые аспекты их применения всё же нужно знать.
Начнём с флюсов. Их применяют для протравливания деталей, снятия и растворения оксидной плёнки с дальнейшей защитой металла от коррозии. Пока поверхность покрыта флюсом, можно быть уверенным в её чистоте, как и в том, что расплавленное олово будет хорошо её смачивать и растекаться.
Флюсы различают по типу металлов и сплавов соединяемых деталей. В основном это смеси металлических солей, кислот и щелочей, активно вступающих в реакцию при нагреве паяльником. Ну а поскольку оксидных форм и загрязнений существует достаточно много, коктейль должен специально подбираться под конкретный тип металлов и сплавов.

Активный флюс для пайки
Условно флюсы для пайки делятся на два типа. Активные флюсы создаются на основе неорганических кислот, в основном хлорной и соляной. Недостаток их в необходимости смывки сразу по завершении пайки, иначе остатки кислот вызывают довольно сильное корродирование соединения и сами по себе обладают достаточно высокой проводимостью, способной вызвать замыкание. Зато активными флюсами можно паять практически что угодно.
Второй тип флюсов создаётся, преимущественно, на основе канифоли, которая может использоваться и в чистом виде. Жидкий флюс гораздо удобнее в нанесении, в него также входят спирт и/или глицерин, полностью испаряющиеся при нагреве. Канифольные флюсы наименее эффективны при пайке стали, однако для цветных металлов и сплавов используют преимущественно их или другие соединения органической химии. Канифоль также требует смывки, ибо в долгосрочной перспективе она способствует корродированию и может становиться проводимой, набирая влагу из воздуха.

Жидкая и твёрдая канифоль
С припоями всё несколько проще. В основном для пайки используются свинцово-оловянные припои марки ПОС. Цифра после маркировки означает содержание олова в припое. Чем его больше, тем выше механическая прочность и электропроводность соединения и при этом ниже температура плавления припоя. Свинец используется для нормализации процесса застывания, без него олово может растрескаться или покрыться иглами.

Припой ПОС-61 с канифолью внутри
Существуют специальные типы припоев, прежде всего — бессвинцовые (БП) и прочие нетоксичные, в них свинец заменён индием или цинком. Температура плавления у БП выше, чем у обычных, но соединение прочнее и более устойчиво к коррозии. Есть также легкоплавкие припои, растекающиеся уже при 90–110 ºС. К таким относятся сплавы Вуда и Розе, используют их для пайки компонентов, чувствительных к перегреву. Специальные припои находят главное применение при пайке радиоаппаратуры.

Сплав Розе
Правила безопасности
При производстве паяльной кислоты применяются соляная и фосфорная кислоты. Они очень активны (хотя фосфорная слабее) и легко вступают в реакцию со многими химическими веществами. Попадая на кожу, такие вещества вызывают химический ожог.
Читать также: Флюсы для плавки латуни
Даже в разведенном виде их пары способны повредить слизистую оболочку органов чувств.
Учитывая вышеизложенные факты, правила безопасности при обращении с паяльной кислотой заключаются в надежном хранении препарата, использовании защитной одежды и перчаток, хорошей вентиляции рабочего помещения.
, если применение канифоли не позволяет качественно спаять между собой нужные элементы.
Использование паяльной кислоты для пайки способствует снятию оксидного пленочного слоя со спаиваемых поверхностей и дает возможность надлежаще подготовить их к соединению.
Как правило, канифоль используют, чтобы подготовить своими руками к пайке детали из меди. А вот паяльной кислотой пользуются для лужения не только меди, но и ее сплавов – бронзы и латуни.
А также для нержавейки, драгоценных и черных металлов, алюминия и никеля, даже для пайки чугуна.
Виды паяльников
В быту распространены сетевые паяльники, работающие от напряжения 220 В.

Профессионалы отдают предпочтение паяльным станциям. Основной их плюс – наличие термостата, благодаря которому стабильно обеспечивается заданная температура.

В случае с сетевыми паяльниками, температура определяется по канифоли или флюсу, когда паяльник готов к работе они начинают хорошо кипеть, но до горения доводить не стоит.

Для домашнего пользования можно приобрести два паяльника с малой (40-60 Вт) и средней мощностью (100 Вт). Маломощный паяльник предназначен для спаивания деталей в электронике.
Пайка в заводских условиях
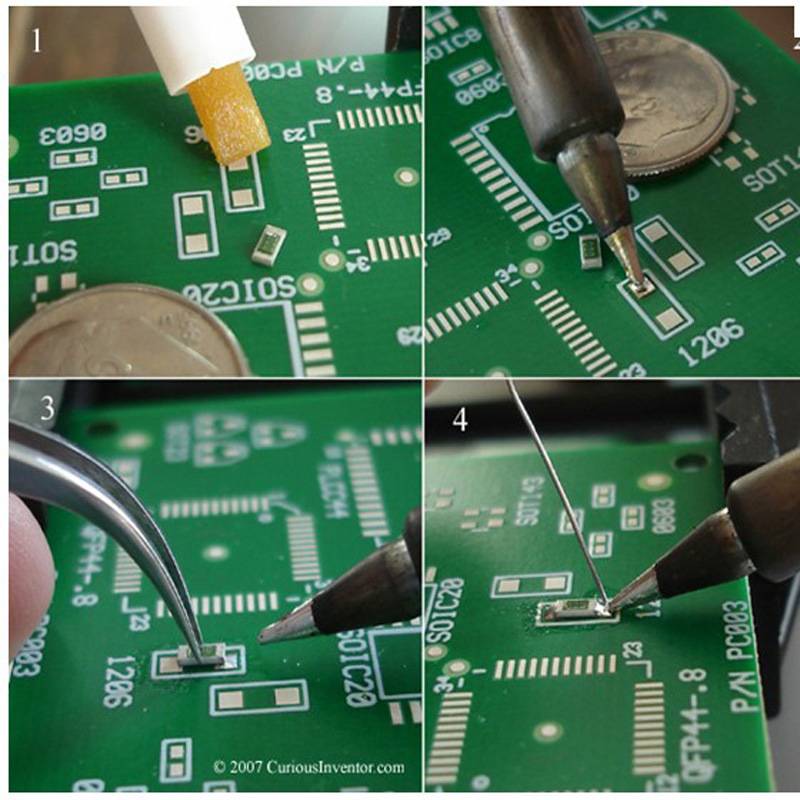
Этот процесс происходит на основе группового метода. Пайка SMD-компонентов выполняется с помощью специальной паяльной пасты, которая равномерно распределяется тончайшим слоем на подготовленную печатную плату, где уже имеются контактные площадки. Этот способ нанесения называется шелкографией. Применяемый материал по своему виду и консистенции напоминает зубную пасту. Этот порошок состоит из припоя, в который добавлен и перемешан флюс. Процесс нанесения выполняется автоматически при прохождении печатной платы по конвейеру.
Заводская пайка SMD-деталей
Далее установленные по ленте движения роботы раскладывают в нужном порядке все необходимые элементы. Детали в процессе передвижения платы прочно удерживаются на установленном месте за счет достаточной липкости паяльной пасты. Следующим этапом происходит нагрев конструкции в специальной печи до температуры, которая немного больше той, при которой плавится припой. В итоге такого нагрева происходит расплавление припоя и обтекание его вокруг ножек компонентов, а флюс испаряется. Этот процесс и делает детали припаянными на свои посадочные места. После печки плате дают остыть, и все готово.
Процесс пайки электропаяльником
Вся технология пайки паяльником проводов может быть разделена на несколько последовательных этапов. Все они повторяются в определенной последовательности:
- Подготовка проводников. При пайке проводов они освобождаются от изоляции. После этого с них механическим путем удаляется оксидная пленка. Можно использовать небольшой кусок наждачной бумаги с мелким зерном. Металл должен блестеть и быть светлым.
- Лужение. Разогревают паяльник до температуры плавления канифоли (при прикосновении начинает активно плавится). Берут проводник, подносят к куску канифоли, прогревают паяльником так, чтобы вся зачищенная часть провода оказалась погруженной в канифоль. Затем на жало паяльника берут каплю припоя и разносят его по обработанной части проводника. Припой быстро растекается, покрывая тонким слоем провод. Чтобы он распределялся быстрее и равномернее, провод немного поворачивают. После лужения медные проводники теряют красноту, становясь серебристыми. Так обрабатывают все провода, которые надо будет припаивать
Вот, собственно и все. Таким же образом можно спаять два или более провода, можно припаять провод к какой-то контактной площадке (например, при пайке наушников — провод припаять можно к штекеру или к площадке на наушнике) и т.п.
После того, как закончили паять паяльником провода и они остыли, соединение необходимо изолировать. Можно намотать изоленту, можно надеть, а потом разогреть термоусадочную трубку. Если речь идет об электропроводке, обычно советуют сначала навернуть несколько витков изоленты, а сверху надеть термоусадочную трубку, которую прогреть.
Отличия технологии при использовании флюса
Если используется активный флюс, а не канифоль, процесс лужения изменяется. Очищенный проводник смазывается составом, после чего прогревается паяльником с небольшим количеством припоя. Далее все как описано.
Пайка скрутки с флюсом — быстрее и проще
Есть отличия и при пайке скруток с флюсом. В этом случае можно каждый провод не лудить, а скрутить, затем обработать флюсом и сразу начинать паять. Проводники можно даже не зачищать — активные составы разъедают оксидную пленку. Но вместо этого придется места пайки протирать спиртом — чтобы смыть остатки химически агрессивных веществ.
Особенности пайки многожильных проводов
Описанная выше технология пайки подходит для моножил. Если провод многожильный, есть нюансы: перед лужением проводки раскручивают чтобы можно было все окунуть в канифоль. При нанесении припоя надо следить чтобы каждый проводок был покрыт тонким слоем припоя. После остывания, провода снова скручивают в один жгут, дальше можно паять паяльником как описано выше — окунув жало в припой, прогревая место спайки и нанося олово.







При лужении многожильные провода надо «распушить»
Можно ли паять медный провод с алюминиевым
Соединение алюминия с другими химически активными металлами напрямую делать нельзя. Так как медь — химически активный материал, то медь и алюминий не соединяют и не паяют. Дело в слишком разной теплопроводности и разной токопроводимости. При прохождении тока алюминий нагревается больше и больше расширяется. Медь греется и расширяется значительно меньше. Постоянное расширение/сужение в разной степени приводит к тому, что даже самый хороший контакт нарушается, образуется токонепроводящая пленка, все перестает работать. Потому медь и алюминий не паяют.
Если возникает такая необходимость соединить медный и алюминиевый проводники, делают болтовое соединение. Берут болт с подходящей гайкой и три шайбы. На концах соединяемых проводов формируют кольца по размеру болта. Берут болт, надевают одну шайбу, затем проводник, еще шайбу — следующий проводник, поверх — третью шайбу и все фиксируют гайкой.
Алюминиевый и медный проводники паять нельзя
Есть еще несколько способов соединить алюминиевую и медную линии, но пайка к ним не относится. Прочесть о других способах можно тут, но болтовое — наиболее простое и надежное.
Подготавливаем жало паяльника для пайки.
И так, паяльный набор Вы купили. Первым делом надо подготовить паяльник, а именно его рабочую часть (жало
), так как для пайки пока оно не очень годится. Зажимаем его плоскогубцами, берем напильник, и начинаем аккуратно обрабатывать кончик, придавая ему форму двугранного угла приблизительно 30…45 градусов.
Кончик жала Вы подготовили, но паяльник включать еще нельзя, так как при первом включении от него идет дым и неприятный запах, это нормально. Это происходит потому, что при первом нагреве идет выгорание клейкого слоя, которым были склеены листы слюды при намотке нагревательного элемента.
Правила лужения необгораемого сердечника
С таким жалом нужно обращаться особенно бережно. Если медный наконечник можно зачищать напильником, наждачной бумагой, то с необгораемым этого делать ни в коем случае нельзя. Его можно только вытирать куском мокрого махрового полотенца, а еще лучше – либо специальной губкой, либо мокрой поролоновой губкой, которой хозяйки моют посуду. Если смочить ее еще и глицерином, то она долго не будет высыхать.
Фото 2. Препарат Solins TTC-20 необходим для лужения старых и сильно обгоревших сердечников.
Есть и специальный очиститель необгораемого жала, представляющий собой клубок из латунной стружки. Время от времени жало вставляют в такой клубок, в нем остаются окислы, излишки припоя. Удаляются они из перевернутого очистителя легким постукиванием по столу.
О степени нагрева наконечника можно судить по качеству пайки. Если температура жала оптимальна, она имеет блестящий вид и гладкие, четкие контуры. Когда паяльник перекален, припой растекается по детали и пайка просто не получается. Если же прибор, наоборот, нагрелся недостаточно, то пайка имеет матовый, ноздреватый вид, а прочность ее крайне низка.
Наконец, есть еще один вариант: препарат Solins TTC-20 (см. фото 2). Он предназначен для лужения старых, изрядно обгоревших сердечников, которые не удается очистить ни специальными губками, ни флюсами с припоями. В состав этого средства входят фосфорный аммоний, олово в виде мельчайшего порошка и связующие ингредиенты.
Паяльник нагревают примерно до +300+350˚С, опускают жало в этот препарат под наклоном около 45° и постепенно вращают. Состав начинает плавиться, одновременно очищая и облуживая сердечник. После этого излишки олова вместе со шлаками удаляют мокрой губкой. Если достичь желаемого результата не получается с первого раза, процедуру повторяют. Solins TTC-20 – простое, но эффективное средство, при работе с ним не выделяются вредные испарения, кроме того, оно увеличивает срок эксплуатации паяльника.
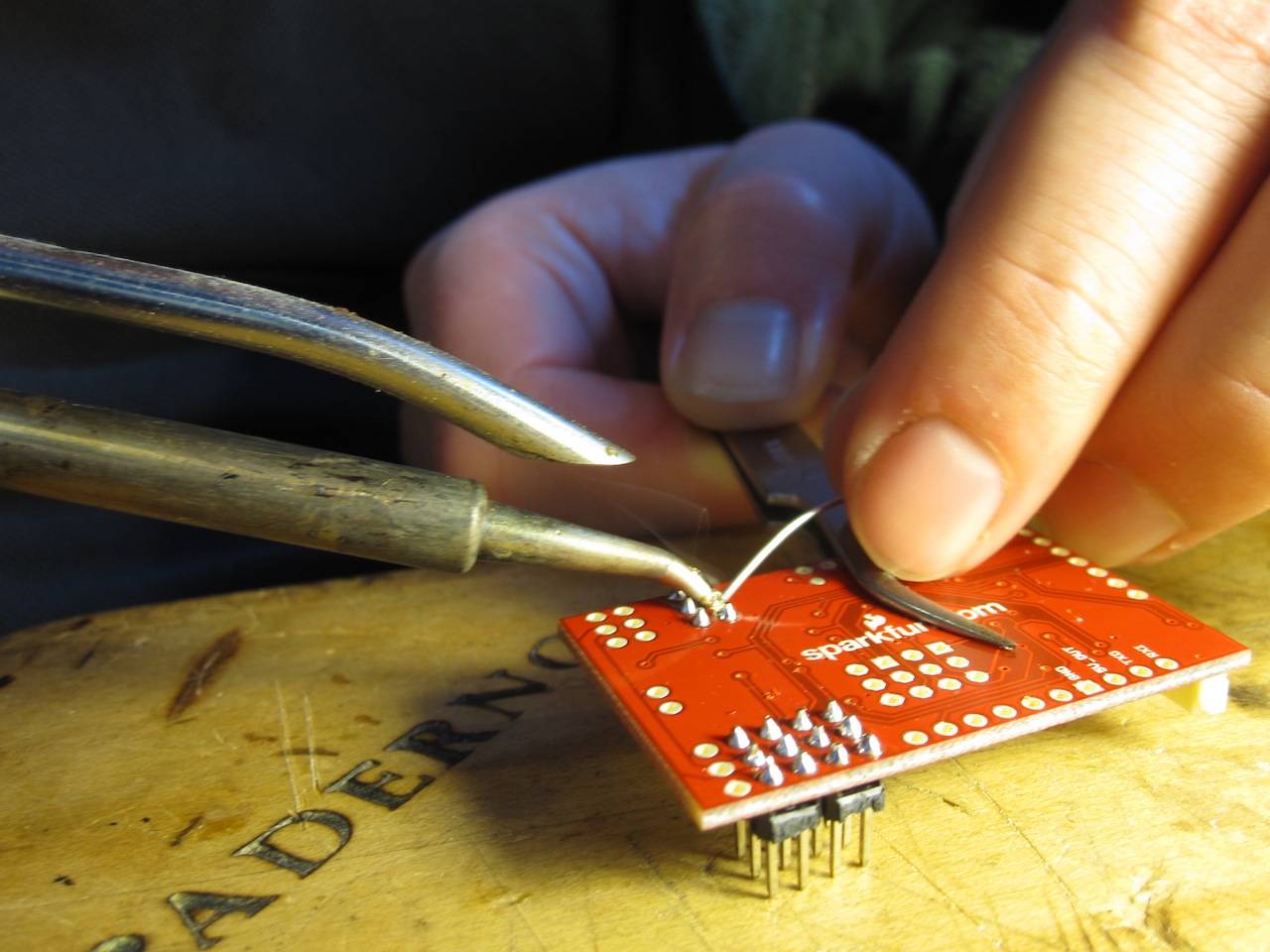
Демонтаж DIP-корпуса
Как уже отмечалось, эта разновидность микросхем отличается монтажом в отверстия на монтажной плате. Это налагает определённые ограничения на процесс её демонтажа. Для того чтобы аккуратно извлечь её ножки из отверстий, нужно удалить из места соединения припой, практически полностью освободив ножки. Нужно отметить, что поочерёдный нагрев и демонтаж отдельного контакта тут не подойдёт, так как, остывая, оставшийся на месте припой будет снова фиксировать микрочип на месте. Поэтому распайка DIP корпуса оптимальна следующими методами:
- Использование подручных средств – для этой цели подойдут иглы от медицинских шприцов или специальные полые трубочки, продающиеся сейчас в магазинах электротехники. Но вариант использования медицинской иглы наиболее дешевый и доступный. Для этого нужно подобрать иглу диаметром чуть меньше, чем посадочные гнезда для ножки микрочипа. Затем срезать её заостренную часть надфилем либо просто откусить, после чего напильником сточить сплющенную часть. После этого установив получившуюся полую трубку с ровным срезом на посадочное гнездо, просто нагреть её паяльником, освободив этим ножку чипа;
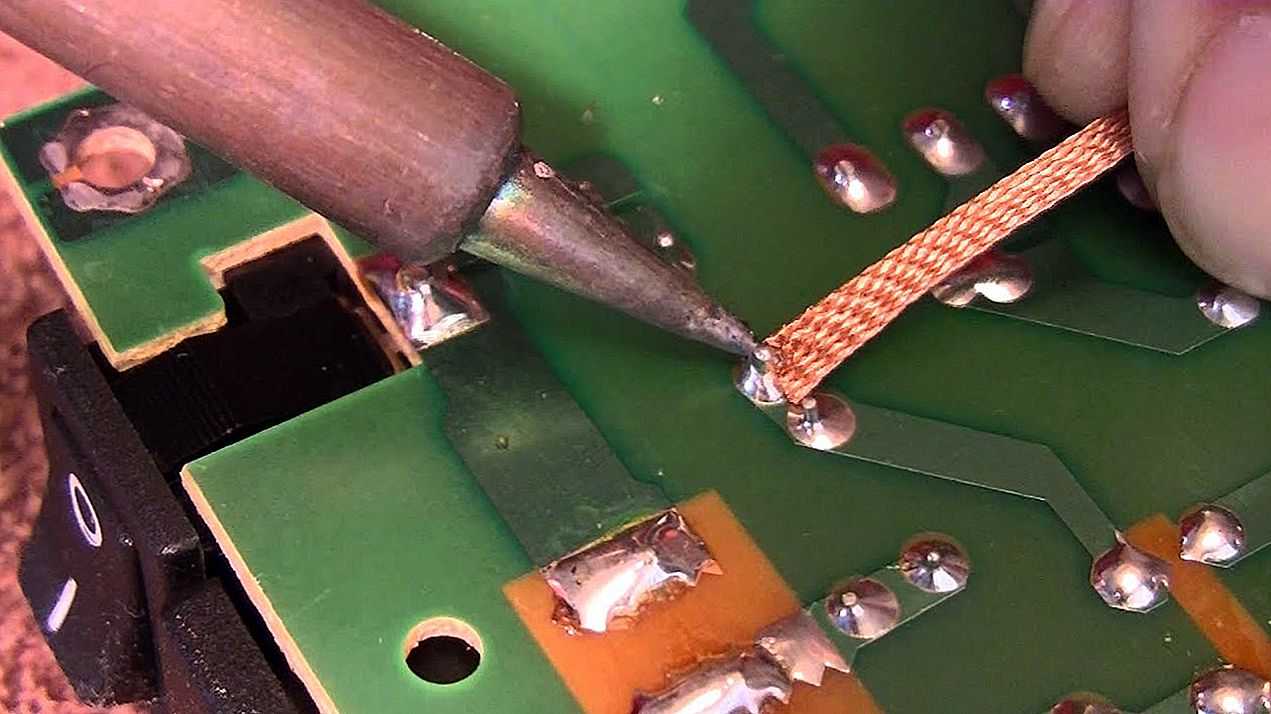
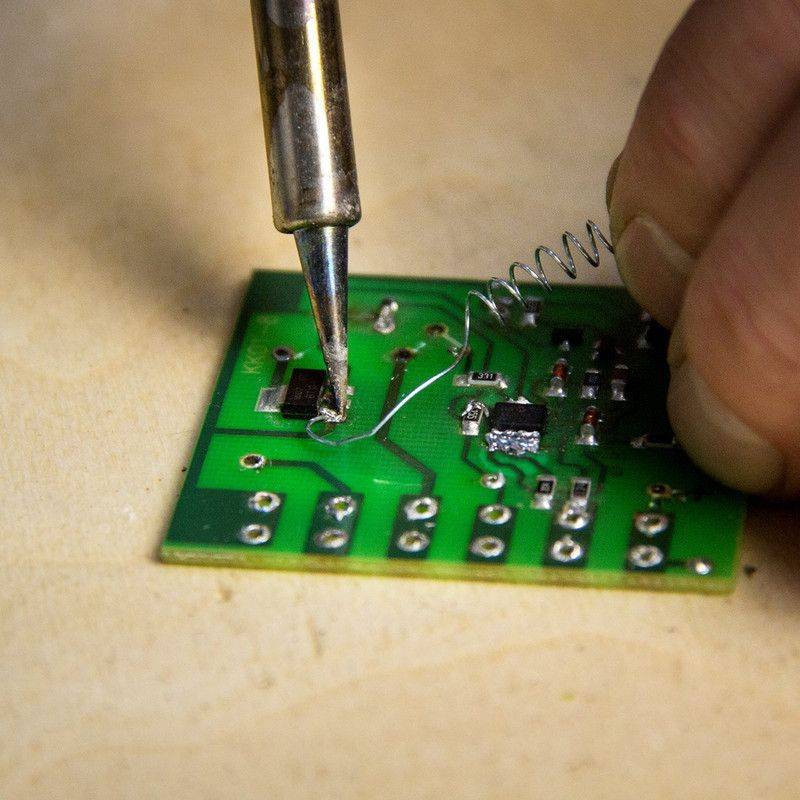
- Второй вариант – это перетягивание припоя с места припайки на медные провода, смоченные флюсом, таким, например, как спиртовая канифоль. Нагреваемый паяльником провод с флюсом постепенно перетягивает на себя припой с места пайки. Этот вариант занимает больше времени, но также достаточно эффективен;
- Использование паяльника с отсосом припоя – в этом случае особых сложностей в демонтаже не предвидится. Главное – контролировать температуру нагрева в зоне контакта, чтобы не повредить плату и саму деталь.
Эти варианты позволят быстро и качественно выпаивать DIP-корпуса с платы.
Важно! Основным требованиям к использованию паяльника в этом случае будет постоянный контроль над давлением и температурой в зоне пайки. Перегрев и излишний нажим может вывести деталь из строя

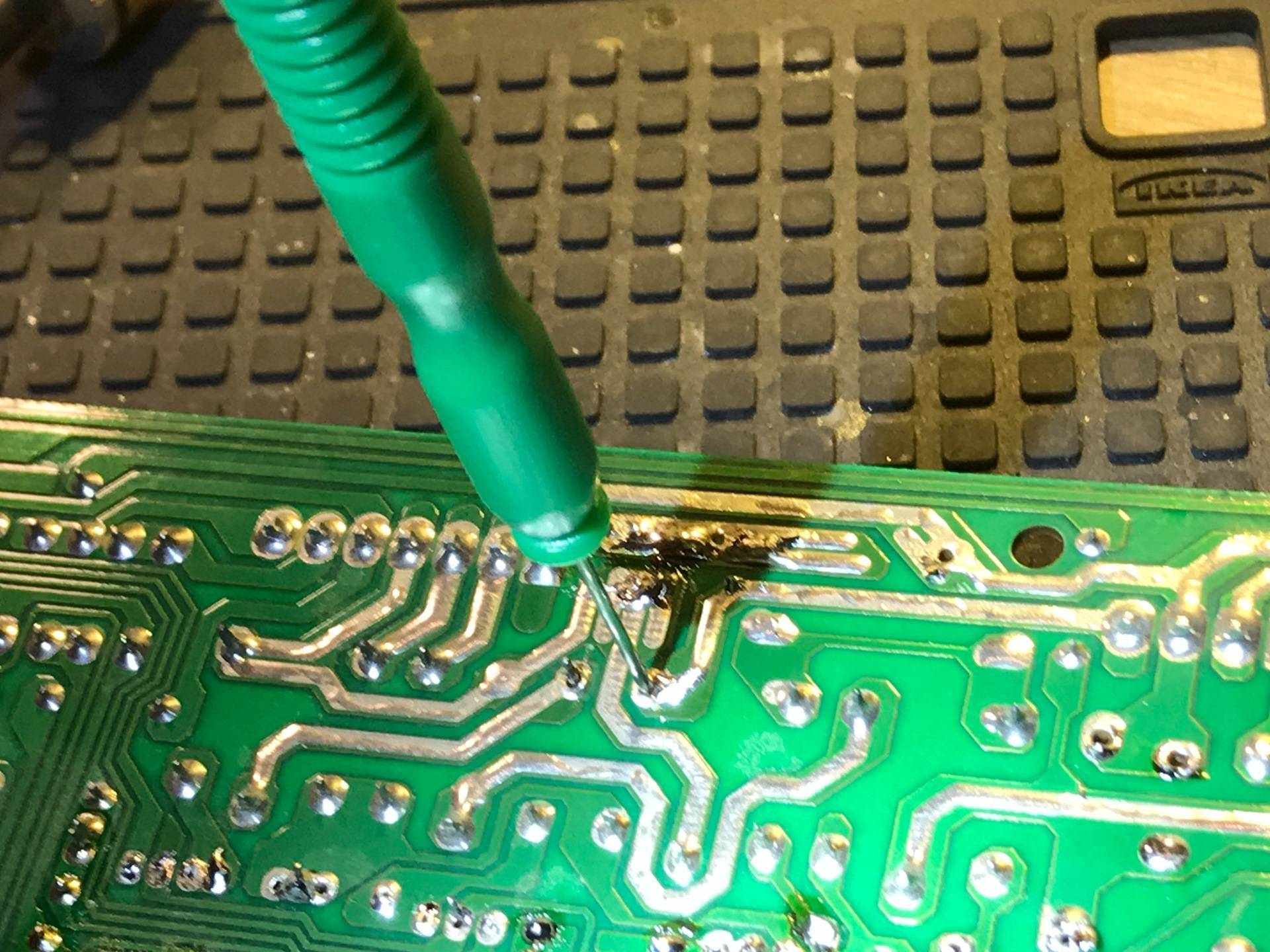
Вытягивание припоя
Важно! При использовании иглы медицинского шприца можно упростить задачу по её обрезке, для этого перед обрезкой достаточно прокалить докрасна место среза
Как паять ручным паяльником — пошаговый процесс
Прежде чем начинать пайку, следует подготовить паяльник и все необходимые аксессуары.
- Подготовить припой и флюс.
- Если паяльник новый, зачистить мелкой шкуркой жало до медного блеска.
- Нагреть жало сердечника паяльника до рабочей температуры (не выше 400ºC).
- Обмакнуть жало в канифоль и приложить к припою.
- Захватить небольшое количество припоя на жало.
- Тщательно облудить рабочие поверхности жала припоем.
Процедуру лужения жала рекомендуется выполнять на медной поверхности малой массы. Удачно подходят для лужения места широких дорожек любой бракованной печатной платы. Завершив лужение, можно приступать непосредственно к пайке.
Процедура пайки установленных электронных деталей сама по себе не представляет особых сложностей. Качество создания соединений зависит от правильной последовательности действий и от навыка
Что нужно сделать, прежде чем паять ручным паяльником на чистых (не разу не паяных) контактах электронной платы? Все точки пайки требуется подготовить – зачистить наждачной бумагой «нулёвкой» до характерного блеска. Далее выполняются следующие действия:
- Вставить электронный компонент в соответствующие отверстия платы.
- Установить компонент по уровням вертикали/горизонтали.
- С обратной стороны платы (точки пайки) отогнуть выводы компонента под 45º.
- Обмакнуть жало наконечника паяльника в канифоль.
- Захватить небольшую часть припоя.
- Коснуться жалом поверхности платы в точке пайки.
Результатом касания, как правило, становится равномерное растекание расплавленного припоя вокруг вывода электронного компонента.
Как только припой заполнил точку пайки, жало паяльника следует отстранить, чтобы дать застыть нанесённому припою. Повторить операцию на следующей точке. Таким способом осуществляется пайка любых других точек на электронной плате.
В домашних условиях
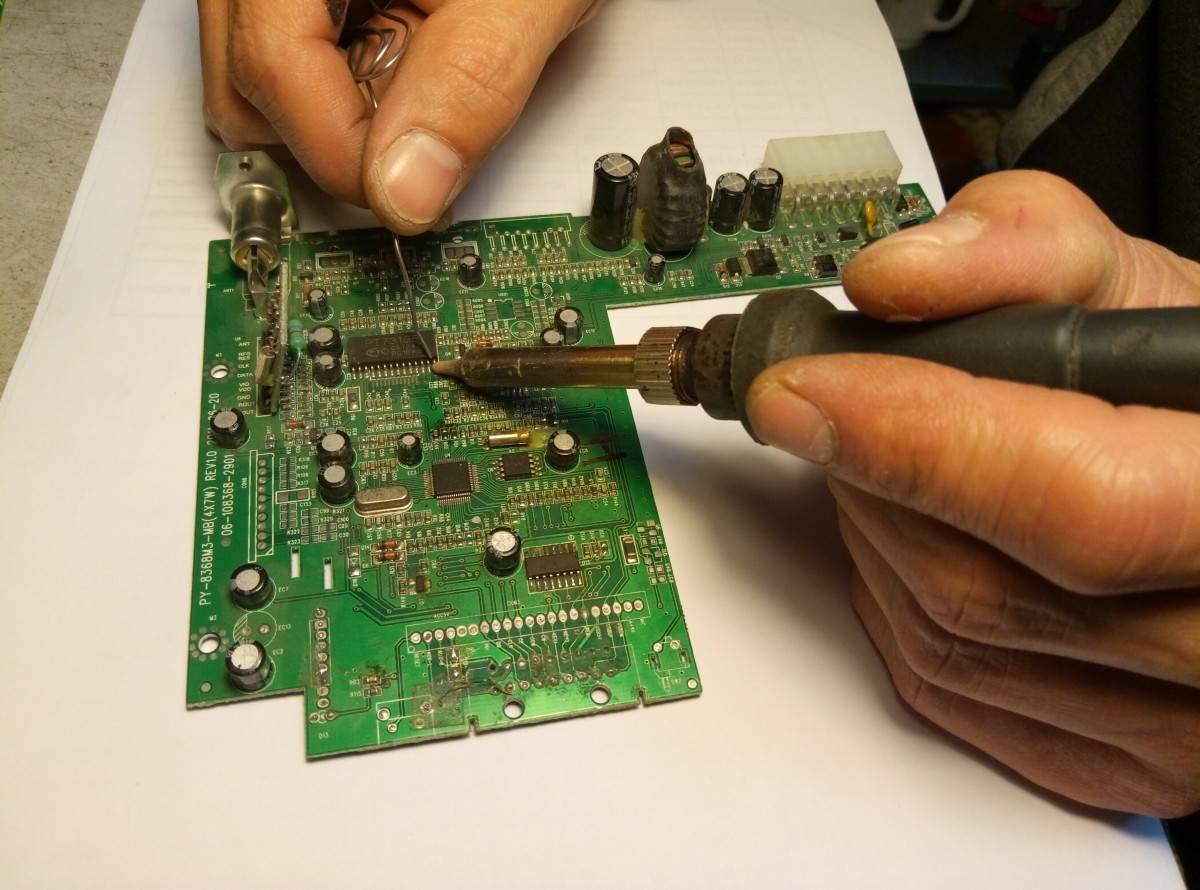
Пайка микросхем в домашних условиях может потребоваться для ремонта сложной бытовой техники, материнских плат компьютеров.
Как правило, чтобы припаять ножки микросхемы, используют паяльник или паяльный фен.
Работа паяльником осуществляется с помощью обычного припоя или паяльной пасты.
В последнее время стал чаще применяться бессвинцовый припой для пайки с более высокой температурой плавления. Это необходимо для уменьшения вредного действия свинца на организм.






Какие приспособления потребуются
Для пайки микросхем, кроме самого паяльного оборудования, потребуются еще некоторые приспособления.
Если микросхема новая и выполнена в BGA-корпусе, то припой уже нанесен на ножки в виде маленьких шариков. Отсюда и название – Ball Grid Array, что означает массив шариков. Такие корпуса предназначены для поверхностного монтажа. Это означает, что деталь устанавливается на плату, и каждая ножка быстрым точным действием припаивается к контактным пятачкам.
Если же микросхема уже использовалась в другом устройстве и используется как запчасти, бывшие в употреблении, необходимо выполнить реболлинг. Реболлингом называется процесс восстановления шариков припоя на ножках. Иногда он применяется и в случае отвала – потери контакта ножек с контактными пятачками.
Для осуществления реболлинга понадобится трафарет – пластина из тугоплавкого материала с отверстиями, расположенными в соответствии с расположением выводов микросхемы. Существуют готовые универсальные трафареты под несколько самых распространенных типов микросхем.
Паяльная паста и флюс
Для правильной пайки микросхем необходимо соблюдать определенные условия. Если работа осуществляется паяльником, то жало его должно быть хорошо облужено.
Для этого используется флюс – вещество, растворяющее оксидную пленку и защищающее жало от окисления до покрытия припоем во время пайки микросхемы.
Наиболее распространенный флюс – сосновая канифоль в твердом, кристаллическом виде. Но, чтобы припаять микросхему, такой флюс не годится. Ножки ее и контактные пятачки обрабатывают жидким флюсом. Его можно сделать самостоятельно, растворив канифоль в спирте или кислоте, а можно купить готовый.
Припой в этом случае удобнее использовать в виде присадочной проволоки. Иногда он может содержать внутри флюс из порошковой канифоли. Можно приобрести готовый паяльный набор для пайки микросхем, включающий в свой состав канифоль, жидкий флюс с кисточкой, несколько видов припоя.
При осуществлении реболлинга используется паяльная паста, представляющая собой основу из вязкого материала, в которой содержатся мельчайшие шарики припоя и флюса. Такая паста наносится тонким слоем на ножки микросхемы с обратной стороны трафарета. После этого паста разогревается феном или инфракрасным паяльником до расплавления припоя и канифоли. После застывания, они образуют шарики на ножках микросхемы.
Процесс пайки
 Лучше всего сделать это на примере. Допустим, вам надо заменить вздувшиеся конденсаторы в блоке питания.
Лучше всего сделать это на примере. Допустим, вам надо заменить вздувшиеся конденсаторы в блоке питания.
Вы уже приобрели новые конденсаторы необходимой емкости и соответствующего напряжения.
Выводы деталей обычно уже облужены (это делается на предприятии-изготовителе).
Но если деталь долго пролежала, да еще и в неблагоприятных условиях, луженый слой покрывается пленкой окислов. И может потребоваться повторная операция лужения.
Для этого надо очистить выводы детали от пленок. Можно сделать это при помощи монтажного ножа или ученической стирательной (жесткой) резинки. После зачистки выводы должны приобрести металлический блеск.
 Затем нужно взять конденсатор за корпус (левой рукой, если вы правша) приставить поочередно выводы к куску канифоли и прижать их сверху разогретым до рабочей температуры жалом паяльника.
Затем нужно взять конденсатор за корпус (левой рукой, если вы правша) приставить поочередно выводы к куску канифоли и прижать их сверху разогретым до рабочей температуры жалом паяльника.
После того, как выводы конденсатора покроются тонкой пленкой расплавленной канифоли, следует отодвинуть их от куска канифоли и дать стечь ее лишним каплям.
Затем надо провести по выводам разогретым и облуженным жалом с небольшим количеством припоя. Припой должен покрыть тонким слоем выводы конденсатора.
После операции лужения вывод не должен заметно увеличить толщину. Если он заметно «потолстел», надо удалить лишний припой разогретым паяльником.
Устройство диодного прибора
Прежде чем приступать к ремонту испортившейся светодиодной лампы, нужно узнать, из каких деталей она состоит и где именно искать неисправность.
Общее устройство агрегатов подобного типа примерно одинаково и включает в себя такие элементы, как:
- цоколь;
- драйвер;
- монтажная плата;
- светодиоды;
- радиатор;
- оптические элементы.
Каждая из частей очень важная и отвечает за определенную функцию. Найдя место дислокации проблемы, можно понять уровень ее серьезности и приступить к устранению.
Назначение и разновидности цоколей
В LED-приборах цоколь изготовляется из металла, керамики или прогрессивного высокотемпературного пластика, славящегося отличной термостойкостью.
В изделиях от брендовых производителей при монтаже детали в лампу не применяется пайка. Это полностью исключает окисление или подлипание цокольного элемента к патрону светильника.
Читать также: Станок для изготовления опилок своими руками
Чаще всего в светодиодных приборах, предназначенных для использования в быту и промышленности, применяются резьбовые и штырьковые цоколи.
Прочие виды считаются более редкими и используются в определенных, специфических случаях. Сам цоколь обладает хорошим рабочим ресурсом и практически никогда не выходит из строя.
Роль драйвера светодиодной лампы
Драйвер в устройстве LED-прибора играет одну из ключевых ролей. Эта небольшая деталь выступает как общий блок питания, нейтрализует перепады напряжения, а постоянный ток направляет непосредственно на диоды, которые преобразуют его в видимый человеческим глазом свет.
Драйверы в современных лампах бывают электронными или конденсаторными. Каждый вид имеет свои специфические отличительные черты и достоинства. Подробнее о видах и выборе преобразователей тока для светодиодных лампочек мы говорили здесь.
Первый вариант ценится более дорого и чаще используется в брендовой продукции среднего и люксового сегмента, второй обходится производителям достаточно дешево и ставится в изделия бюджетной серии.
Особенности монтажной платы
Монтажная плата служит плацдармом для расположения светодиодов и прочих рабочих элементов. Производители используют для ее создания разные материалы. Самой актуальной сейчас считается плата, выполненная из анодированного алюминиевого сплава.
Она проявляет себя максимально эффективно и абсорбирует до 90% теплового излучения, возникающего в процессе эксплуатации.
Нюансы устройства LED-элементов
Диоды, регенерирующие светопоток, бывают нескольких видов. Наиболее часто в лампах стоят SMD и COB-чипы. Чем больше их располагается на плате, тем мощнее получается прибор и тем большее количество тепла выделяется в процессе работы.
Для нормальной эксплуатации и длительной службы необходимо обеспечить корректный теплоотвод, и за это отвечает установленный на корпусе радиатор.
Специфика работы радиатора
Излишний нагрев губительно сказывается на функционировании светодиодов. Отсутствие качественного теплоотвода в разы уменьшает период работы лампы и в итоге приводит к ее сгоранию.




Некоторые изготовители экономят и оснащают прибор нескольким поперечными или продольными отверстиями, располагая их по всей территории корпуса.
Бюджетные производители ставят дешевые пластиковые, стеклянные и композитные детали. Продвинутые бренды идут дальше и комплектуют свои LED-приборы радиаторами, выполненными из металла с анодированным антикоррозийным покрытием.
Поэтому лучше изначально покупать надежные лампы из лучших материалов. Хотя они и обойдутся дороже, но пользователь обезопасит себя от постоянных поломок.
Отдельные торговые марки, преимущественно китайского происхождения, снабжают лампочки радиаторными элементами из керамики.
Такие изделия получают качественное охлаждение, но, вместе с ним, частично теряют конструкционную прочность и становятся более хрупкими по сравнению с металлическими аналогами.
Несколько слов про оптику
Основная масса LED-ламп обязательно снабжается рассеивателем, изготовленным из матового пластика. Он помогает концентрировать светопоток под определенным углом и делает его более равномерным.
В некоторых моделях вместо рассеивателей используют линзы, созданные из различных современных и практичных материалов. В этих элементах поломок не наблюдается, и под ремонт они не подпадают.
Подготавливаем жало паяльника для пайки.
И так, паяльный набор Вы купили. Первым делом надо подготовить паяльник, а именно его рабочую часть (жало
), так как для пайки пока оно не очень годится. Зажимаем его плоскогубцами, берем напильник, и начинаем аккуратно обрабатывать кончик, придавая ему форму двугранного угла приблизительно 30…45 градусов.

Кончик жала Вы подготовили, но паяльник включать еще нельзя, так как при первом включении от него идет дым и неприятный запах, это нормально. Это происходит потому, что при первом нагреве идет выгорание клейкого слоя, которым были склеены листы слюды при намотке нагревательного элемента.
Особенности пайки
Сейчас развитие электроники идет по пути все более плотного монтажа компонентов на печатной плате. Помимо очевидных достоинств, прогресс приводит к трудностям ремонта из-за очень компактных размеров. Это очень затрудняет работу паяльником, и поэтому для монтажа планарных деталей, микросхем и смд-конденсаторов обычно применяется пайка с помощью специального фена.

Поэтому при работе с ним нужно учитывать ряд особенностей.
- Температуру нагрева следует регулировать в зависимости от выполняемой работы, размера компонента и вида припоя.
- Скорость потока воздуха должна быть наименьшей, иначе при работе фен может сдуть соседние мелкие компоненты. Но от нее зависит скорость прогрева, поэтому ее нужно регулировать индивидуально.
- Фен комплектуется несколькими насадками, которые регулируют мощность воздушного потока. Правило простое – для мелких деталей лучше выбирать узкую насадку.
- При нагреве припой, закрепляющий соседние компоненты, может размягчиться. Тогда эти детали сдвинутся, нарушится контакт между ними, и плата будет работать некорректно. Во избежание этого их нужно экранировать фольгой или термоскотчем, чтобы они не нагрелись.
- Фен нужно держать строго перпендикулярно поверхности платы.
Исходя из этого, к работе нужно подойти максимально ответственно.