

Варианты состаривания металла путем декоративной покраски
При окрашивании металлических изделий преследуется две цели: защита от образования коррозийных участков и придание металлу эстетического вида. Внедряя последнюю задачу, иногда приходится покрывать поверхность в 2-3 слоя.
Но не всегда конечным итогом может быть просто покраска. Иногда металлическим изделиям необходимо придать оригинальных декоративных эффектов, например, вид состарившегося предмета. Для этого применяются специальные технологии.
Попробуем разобраться, как покрасить металл под старину и что для этого потребуется.
Материалы для состаривания
Добиться эффекта состарившегося металла можно, применяя основной метод – старение посредством выполнения патины и образования потёртостей. Патина наносится специальными красками, но именно для металла чаще используют металлизированные составы на акриловой основе. В магазинах сегодня представлен широкий ассортимент таких красок, кроме декоративной функции, они выполняют ещё и защитную задачу.
На выбор предоставляются акриловые краски под состаренный металл, а именно под:
- латунь;
- бронзу;
- медь;
- золото.
Благодаря современным технологиям, состаренный эффект можно придать не только металлическим поверхностям. Нередко такую покраску выполняют на пластиковых, деревянных и гипсовых изделиях.
Завершается процесс состаривания нанесением финишного защитного слоя. Для этого зачастую используют:
- лак на акриловой основе, который имеет высокую степень глянца;
- очень прочный лак на полиуретановой основе со степенью глянца до 50%;
- лак на полиуретановой основе с матовым эффектом.
Закалка режущей кромки ножа графитом
Я расскажу и покажу вам простой способ закалки любого ножа у себя дома. И то, я буду закаливать не весь нож, а только его режущую кромку, что существенно упрощает задачу. Если вдаваться в подробности, то это будет скорее не закалка, а цементация, которая имеет цель повысить твердость и износостойкость металла.
Закалка режущей кромки ножа
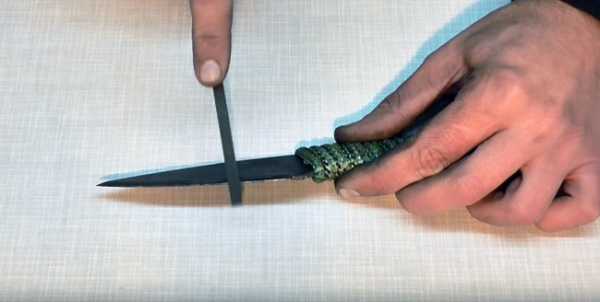
Берем нож.
Проходимся по кромке надфилем, при этом обращаем внимание на глуховатый звук и легкое стачивание металла. Все свидетельствует о том, что нож сделан из обычной стали и не закален ранее. Для закалки понадобиться графит
Лучше всего получить графит из графитовых щёток генератора, щеточного электродвигателя. Я, конечно, не пробовал, но также можно достать графитовые стержни из пальчиковых батареек, простых карандашей. В общем измельчаем любым способом этот графит в порошок. Мельчить особо не нужно, без фанатизма
 Для закалки понадобиться графит. Лучше всего получить графит из графитовых щёток генератора, щеточного электродвигателя. Я, конечно, не пробовал, но также можно достать графитовые стержни из пальчиковых батареек, простых карандашей. В общем измельчаем любым способом этот графит в порошок. Мельчить особо не нужно, без фанатизма.
Для закалки понадобиться графит. Лучше всего получить графит из графитовых щёток генератора, щеточного электродвигателя. Я, конечно, не пробовал, но также можно достать графитовые стержни из пальчиковых батареек, простых карандашей. В общем измельчаем любым способом этот графит в порошок. Мельчить особо не нужно, без фанатизма.
 Далее мне понадобиться металлическое основание, на котором будет лежать графитовый порошок. Я взял кусок оцинкованного профиля от гипсокартона.
Далее мне понадобиться металлическое основание, на котором будет лежать графитовый порошок. Я взял кусок оцинкованного профиля от гипсокартона.
 Для процесса закалки кромки ножа также нужен источник питания. В идеале это импульсный сварочный аппарат постоянного тока, выставленный на минимум. Так же можно попробовать повторить процесс с помощью другого источника, вольт на 30-60 переменного или постоянного тока. Есть ещё опасный вариант: использовать напрямую сеть 220 В, последовательно с лампой накаливания, но это уже чревато, поэтому не рекомендую.
Для процесса закалки кромки ножа также нужен источник питания. В идеале это импульсный сварочный аппарат постоянного тока, выставленный на минимум. Так же можно попробовать повторить процесс с помощью другого источника, вольт на 30-60 переменного или постоянного тока. Есть ещё опасный вариант: использовать напрямую сеть 220 В, последовательно с лампой накаливания, но это уже чревато, поэтому не рекомендую.
 Насыпаем графит. К основанию подложки подключаем плюс сварочного аппарата, а к ножу – минус. Выставляем инвертор на минимальные настройки и включаем. Начинаем процесс закалки кромки. Для этого очень аккуратно проводим кромкой ножа по графитовой кучке. Наша задача состоит в том, чтобы: первое – не допустить касания лезвия об основание. И второе – это не допустить горение графита. В обоих случаях лезвие будет испорчено. В идеале лезвие нужно медленно двигать, а графит мерцая искрить. Сильно нож естественно опускать не нужно. Как только вы заметили разогрев места контакта, тут же поднимите нож.
Насыпаем графит. К основанию подложки подключаем плюс сварочного аппарата, а к ножу – минус. Выставляем инвертор на минимальные настройки и включаем. Начинаем процесс закалки кромки. Для этого очень аккуратно проводим кромкой ножа по графитовой кучке. Наша задача состоит в том, чтобы: первое – не допустить касания лезвия об основание. И второе – это не допустить горение графита. В обоих случаях лезвие будет испорчено. В идеале лезвие нужно медленно двигать, а графит мерцая искрить. Сильно нож естественно опускать не нужно. Как только вы заметили разогрев места контакта, тут же поднимите нож.
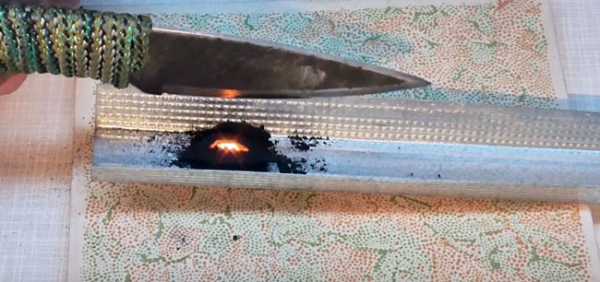 Весь процесс длиться относительно не долго, минут 5. За это время я успел несколько раз пройтись по всей длине лезвия.
Весь процесс длиться относительно не долго, минут 5. За это время я успел несколько раз пройтись по всей длине лезвия.
Результат закалки ножа
 Берем надфиль и шаркаем лезвие как первый раз. Сразу слышно звонкий звук, свидетельствующий о высокой твёрдости металла. Плюс ко всему кромка практически не поддается обработке.
Берем надфиль и шаркаем лезвие как первый раз. Сразу слышно звонкий звук, свидетельствующий о высокой твёрдости металла. Плюс ко всему кромка практически не поддается обработке.
 Режем стеклянную банку.
Режем стеклянную банку.
 Насечки оставляет будь здоров! Стучим по стальному гвоздю.
Насечки оставляет будь здоров! Стучим по стальному гвоздю.
 Результат отменный – на ноже ни царапины. В конце я разрубил гвоздь ножом, ударяя по нему молотком.
Результат отменный – на ноже ни царапины. В конце я разрубил гвоздь ножом, ударяя по нему молотком.
Смотрите видео процесса закалки ножа
sdelaysam-svoimirukami.ru
Особенности термообработки алюминиевых сплавов
Алюминий и его сплавы требуют особого подхода к термообработке для достижения определенной прочности и структуры материала. Очень часто применяют несколько методов термообработки. Обычно, после закалки следует старение. Но некоторые типы материалов могут подвергаться старению без закалки.
Такая возможность появляется после отливки, когда компоненты, при повышенной скорости охлаждения, могут придать металлу необходимую структуру и прочность. Это происходит во время литья при температуре около 180 градусов. При такой температуре повышается уровень прочности и твердости, а также снижается степень тягучести.
Отжиг необходим для придания однородной структуры алюминиевому сплаву. С помощью этого метода состав становиться более однородным, активизируется процесс диффузии и выравнивается размер базовых частиц. Также можно добиться снижения напряжения кристаллической решетки. Температура обработки подбирается индивидуально, исходя из особенностей сплава, необходимых конечных характеристик и структуры материала.
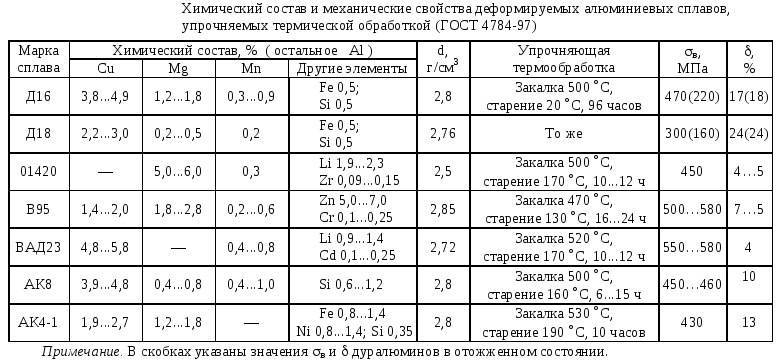
Состав и свойства алюминиевых сплавов, упрочняемых термической обработкой
Важным этапом отжига является охлаждение, которые можно проводить несколькими способами. Обычно проводят охлаждения в печи или на открытом воздухе. Также применяется поэтапное комбинированное охлаждение, сначала в печи, а потом на воздухе.







Закалка требуется для упрочнения материала путем перенасыщения твердого раствора. Этот метод основан на нагреве изделий температурам и быстром охлаждении. Это способствует полноценному растворению составных элементов в алюминии. Используется для обработки деформируемых алюминиевых сплавов.
Для использования этого способа нужно правильно рассчитать температуру обработки. Чем выше степень, тем меньше времени требуется на закалку. При этом стоит подобрать температуру так, чтобы она превышала значение, необходимое для растворимости компонентов, но была меньше границы расплава металла.
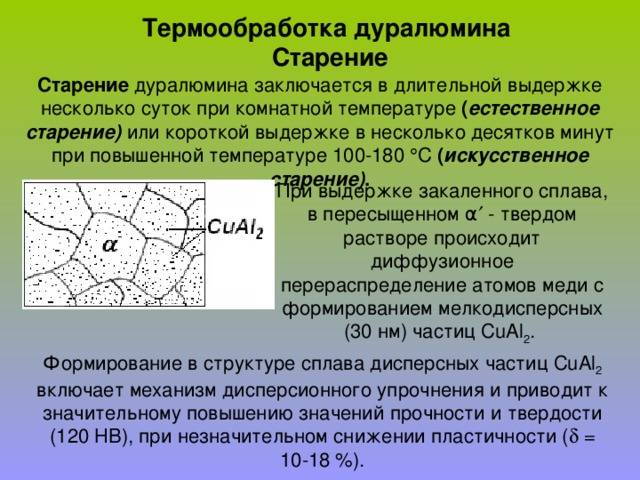
Методом старения достигается увеличение прочности алюминиевого сплава. Причем необязательно подвергать изделия искусственному старению, так как возможен процесс естественного старения.
В зависимости от типа старения изменяется скорость структурных изменений. Поэтому искусственное старение более предпочтительно, так как оно позволяет повысить производительность работ. Подбор температуры и времени обработки зависит от свойств материала и характеристик легирующих компонентов.
Правильное сочетание уровня нагрева и времени выдержки позволяет повысить прочность и пластичность. Такой процесс называется стабилизацией.
Закалка ножа графитом
Термическая обработка металла графитом хороша тогда, когда нужно закалить не весь предмет, а только его часть. У ножа — это кромка. Последовательность процесса термообработки ножа в домашних условиях:
- острие ножа проверяем на твёрдость при помощи надфиля. Если металл легко стачивается, а надфиль издаёт глухой звук, значит нож не термообработан;
- для данного процесса понадобится графит, который можно добыть из круглых батареек, взять стержни простого карандаша или воспользоваться графитовыми щётками генератора;
- добытый графит превращаем в порошок;
- в качестве источника питания используем сварочный аппарат постоянного тока. Выставляем на минимум;
- делаем подложку из оцинкованного листа. На неё насыпаем графитовый порошок;
- к подложке подсоединяем «плюс» сварочного прибора, а ручке ножа — «минус»;
- далее лезвием ножа аккуратно водим по графиту так, чтобы оно не касалось подложки. А ещё следим, чтобы графит не воспламенился, иначе ножик наш будет испорчен;
- при движении лезвия по графиту последний будет выдавать искры. Как только увидим, что остриё ножика нагрелось, процесс прекращаем. Приблизительное время закалки — не более 5 минут;
- даём ножу остыть естественным путём, затем берём надфиль и проверяем твёрдость. Если звук, издаваемый надфилем при контакте с ножом звонкий, а остриё не поддаётся затачиванию, значит твёрдость лезвия высокая.
Процесс закалки на производстве провести намного легче, чем дома. При необходимости можно попробовать закалить нужный предмет или инструмент «топорными» способами с применением подручных средств.
- Поверхностные явления в металлах и сплавах / В.К. Семенченко. — М.: Гостехиздат
- Сверхбыстрая закалка жидких сплавов. — Москва: Машиностроение
- Статья на Википедии
Типы старения металлов
Искусственное старение металла это когда металл, быстро приобретает тот состав и те свойства, которые необходимы. Достигается искусственное старение путем воздействия термообработкой и пластическим деформированием. Например, при получении дюралюминия его подвергают на несколько часов искусственному старению.

Естественное старение происходит соответственно естественным путем и не требует создания дополнительных условий. Хотя более интенсивно процесс идет при большой длительности по времени и температуре, приближенной к 20°С.
Применение процессов старения в металлургии и металлообработке
Старение в качестве дополнительной обработки применяется как заключительная операция. Используется к некоторым металлам и сплавам, у которых пресыщенный твердый раствор может выделять избыточный компонент и распадаться самопроизвольно с течением времени. Особенно актуален метод для подготовки материалов при создании отдельных узлов и деталей, для которых описанный выше процесс будет критичен.
Старение стали выполняют для изменения внутренней структуры и применяется после закалки. Так, полученный твердый раствор феррита пресыщенный азотом и углеродом при нагревании распадается. В зависимости от объема включений углерода в «стареющем» материале, внутренняя структура приобретает формы:
- кубическую;
- сферическую;
- дискообразную (в виде тонких пластинок);
- игольчатую.
Термообработка (искусственное старение металла) применяется к тем сплавам, в которых растворяемость одного элемента в твердом состоянии значительно снижена. Это свойство ярко проявляется при снижении температуры.
В сталях с низким содержанием углерода, не выше 0,05%, при искусственном старении, распадается пресыщенный твердый альфа раствор. Как результат выделяются избыточные фазы. После такой обработки снижается пластичность, но явно увеличивается твердость и прочность. А именно эти качества часто требуются в конечном продукте металлургии.
На показанном рисунке продемонстрирована модель Орована, наглядно иллюстрирующая перемещение дислокаций. Получить максимальный эффект можно при естественном старении, Однако на это дело потребуется большое количество времени, что не выгодно и не практично в случае с постоянным и объемным производством (это ведь не вино/коньяк в бочках отстаиватьJ). Поэтому существуют искусственные методы по ускорению этих естественных процессов (жаль такого не провернуть с вискарикомJ). Но стоит отметить, что при искусственном «старении» прочностные характеристики материала будут заметно снижены.
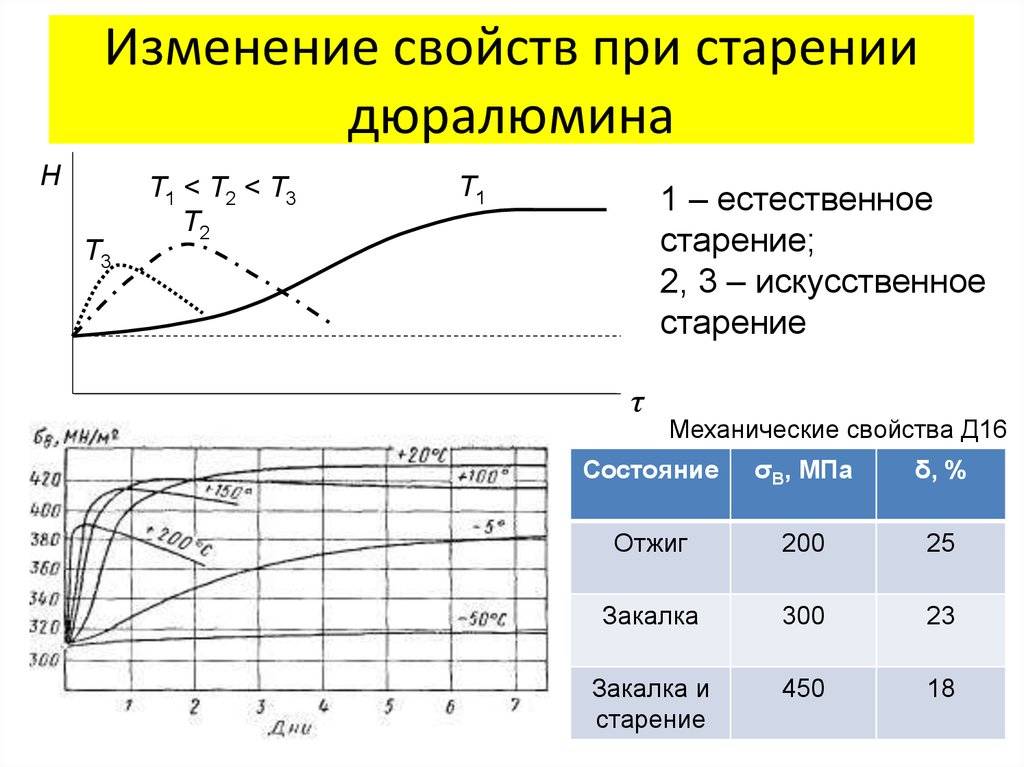
Твердость в зависимости от времени старения
Показанный график наглядно демонстрирует описанную выше проблему – сокращение времени старения металла не увеличивает его прочностных характеристик.
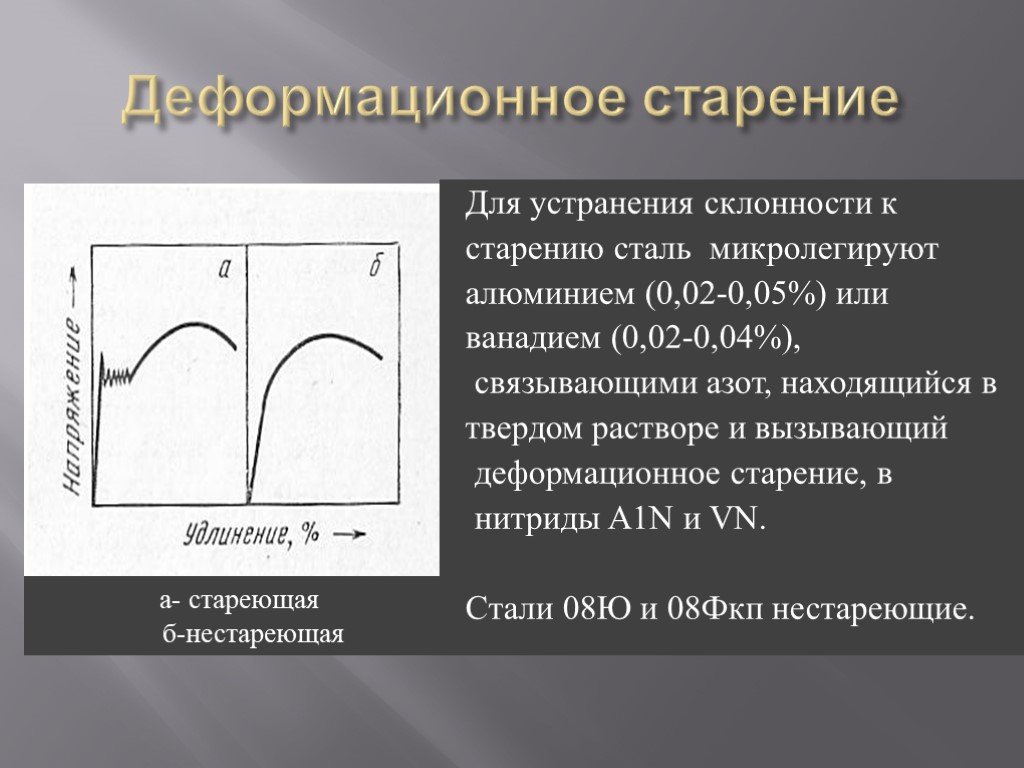
Течение процесса старения во многом зависит от углерода и азота. Особенно это заметно в малоуглеродистых сталях. Азот с уменьшением температуры начинает хуже растворятся в альфа железе. Например, при температуре 590°С растворенного азота содержится 0,1%, но уже при 20°С его содержание снижается до 0,004%. При старении альфа раствор выделяет нитриды. Поэтому влияние азота менее выражено по сравнению с тем же углеродом при температурном воздействии.
Медь: как состарить?
Отвечая на вопрос о том, как состарить медь, важно упомянуть несколько методов, позволяющих это сделать. Прежде всего следует проверить подлинность меди. Настоящий металл характеризуется золотисто-коричневым оттенком
Также медь практически не притягивается к магниту
Настоящий металл характеризуется золотисто-коричневым оттенком. Также медь практически не притягивается к магниту.
Кроме этого, следует обратить внимание на наличие слоя лака на медном изделии. Если таковой есть, то его необходимо удалить. Сделать это можно с помощью ацетона (эта жидкость применяется для снятия маникюрного лака) — достаточно пропитать веществом кусочек ватки и тщательно натереть ею медное изделие
Вместо ацетона можно взять метиловый спирт или растворитель для краски. После обработки изделия ацетоном следует замочить его в горячей воде. Такой прием поможет окончательно удалить лак
Сделать это можно с помощью ацетона (эта жидкость применяется для снятия маникюрного лака) — достаточно пропитать веществом кусочек ватки и тщательно натереть ею медное изделие. Вместо ацетона можно взять метиловый спирт или растворитель для краски. После обработки изделия ацетоном следует замочить его в горячей воде. Такой прием поможет окончательно удалить лак.
Если медный предмет не имеет лакового покрытия, то его достаточно просто обезжирить. Для этой цели подойдет раствор воды и уксуса (1:1) или медицинский спирт. Подготовку изделия к состариванию заканчивают сушкой. Для этой цели подойдет фен или газовая горелка.
Существует 3 проверенных способа, позволяющих состарить медь:
Применение аммиачных испарений: для начала нужно приобрести чистый аммиак и пластиковую емкость с плотно закрывающейся крышкой. Перед тем как приступить к работе, нужно обеспечить доступ свежего воздуха в помещение и защитить руки и глаза (для этой цели понадобятся перчатки и очки). На дно емкости нужно положить деревянный брус, на который будут выкладываться изделия из меди. Затем в емкость наливают аммиак, но только так, чтобы его уровень оказался ниже уровня бруска





Важно следить за тем, чтобы предмет не упал в аммиак, но если это случилось, то его следует немедленного достать и тщательно промыть водой. После укладывания предмета из меди на брусок нужно плотно закрыть емкость и оставить изделие на несколько часов в аммиаке. В конце процедуры предмет следует тщательно высушить
Для закрепления эффекта можно натереть состаренный предмет парафином. Применение специального раствора: в продаже можно найти раствор, применяемый для состаривания меди. При работе с этим средством важно защитить руки и глаза. Раствор для состаривания меди готовят в соответствии с инструкцией (обычно на 1 часть средства берется 10 частей воды). Изделие нужно взять в руку, защищенную перчаткой, и несколько раз окунуть в раствор. Манипуляции проделывают до тех пор, пока не будет достигнут нужный эффект. В конце процедуры изделие ополоснуть горячей водой и тщательно высушить. Раствор соли: чтобы приготовить его, нужно взять 1 часть воды и 1 часть соли. Полученную жидкость кисточкой наносят на изделие несколько раз в день, при этом отслеживая эффект от процедуры. Подобное состаривание может занять несколько суток. Уксус: для состаривания меди в домашних условиях нужно взять чистый уксус, нанести его кисточкой на изделие. Через несколько часов процедуру следует повторить. Также можно попросту замочить изделие в уксусе, после чего тщательно высушить его потоком горячего воздуха
В конце процедуры предмет следует тщательно высушить. Для закрепления эффекта можно натереть состаренный предмет парафином. Применение специального раствора: в продаже можно найти раствор, применяемый для состаривания меди
При работе с этим средством важно защитить руки и глаза. Раствор для состаривания меди готовят в соответствии с инструкцией (обычно на 1 часть средства берется 10 частей воды)
Изделие нужно взять в руку, защищенную перчаткой, и несколько раз окунуть в раствор. Манипуляции проделывают до тех пор, пока не будет достигнут нужный эффект. В конце процедуры изделие ополоснуть горячей водой и тщательно высушить. Раствор соли: чтобы приготовить его, нужно взять 1 часть воды и 1 часть соли. Полученную жидкость кисточкой наносят на изделие несколько раз в день, при этом отслеживая эффект от процедуры. Подобное состаривание может занять несколько суток. Уксус: для состаривания меди в домашних условиях нужно взять чистый уксус, нанести его кисточкой на изделие. Через несколько часов процедуру следует повторить. Также можно попросту замочить изделие в уксусе, после чего тщательно высушить его потоком горячего воздуха.
Протравленный металл
Технологии состаривания горных пород
Технологии декоративного преображения горных пород достаточно разнообразны и связаны с физико-техническими характеристиками обрабатываемой поверхности. Мягкие образцы (туф, травертин, мрамор) чаще всего подвергают кислотному травлению либо механическому воздействию средних по твердости абразивов.
Для особо прочных горных пород (классический гранит, габбро диабаз и прочие интрузивы) применяют технологии искусственного старения двух типов:
- Механические представляют собой бучардирование – ударно-вращательное воздействие на камень зубчатыми молотками-бучардами, закрепленными на вращающихся дисках. В результате твердосплавные иглы создают на гранитной поверхности оригинальный рельефный рисунок.
- Термические предполагают использование высокотемпературных газовых горелок, выжигающих из поверхностного слоя породы кристаллы наименее тугоплавких минералов. Отличие такой технологии от первого метода состоит в том, что поверхность камня после обработки может немного изменить цвет, став более светлой.
Способы закалки
Суть любой закалки — превращение аустенита в мартенсит (диаграмма «железо-углерод»). В зависимости от температурного режима, закалка может быть полной или неполной. Первым способом закаливают инструментальную сталь, а вторым — цветную.
При закалке могут использоваться один или несколько охладителей. От этого также зависит способ термообработки. В зависимости от охлаждающей среды, термическая обработка металла может быть:
- с использованием одного охладителя;
- с подстуживанием;
- прерывистой;
- ступенчатой;
- изотермической.
Закалка в одном охладителе
Данный метод применяется для термообработки простых деталей, изготовленных из легированной и углеродистой стали. Деталь нагревается до необходимой температуры, а затем охлаждается в жидкости. Углеродистую сталь диаметром от 2 до 5 мм охлаждают в воде, детали меньшего диаметра и всю легированную сталь — в масле.
Закалка с подстуживанием
При термообработке с одним охладителем часто возникают состояния термического и структурного внутреннего напряжения. Развиваются они в том случае, когда разность температур достигает минимума. На поверхности металла образуется напряжение растяжения, в центре — напряжение сжатия. Чтобы данные напряжения уменьшить, перед тем, как опустить нагретую деталь в жидкость, её недолго держат на открытом воздухе. Температура детали в данном случае не должна быть ниже линии 0,8К по диаграмме «железо-углерод».
Прерывистая
Эту закалку проводят в двух средах — воде и масле или воде и воздухе. Нагретую до критической точки деталь сначала быстро охлаждают в воде, а потом медленно в масле или на открытом воздухе. Такой способ термообработки применяют для высокоуглеродистой стали. Этот метод — сложный, так как время охлаждения в первой среде очень мало и определить его сможет лишь специалист высокой квалификации.

Ступенчатая
При прерывистой термообработке деталь охлаждается неравномерно — более тонкие поверхности быстрее, чем все остальные. К тому же очень трудно отрегулировать время нахождения детали в первой среде (воде). Поэтому лучше использовать ступенчатую закалку. Данный метод позволяет охлаждать деталь в среде при температуре, превышающей мартенситную точку. Первая ступень — охлаждение и выдержка детали в данной среде до того момента, когда все сечения детали достигнут одной и той же температуры. Вторая ступень — окончательное медленное охлаждение (преобразование аустенита в мартенсит).
Изотермическая
При изотермической термообработке деталь нагревают до критической точки, а затем опускают в масляную или соляную ванну температурой 250 градусов. Выдерживают полчаса, а далее остужают на открытом воздухе. Такая закалка обеспечивает высокую конструкционную прочность и применяется для легированных и конструкционных сталей, у которых распад аустенита в промежуточной области не происходит до конца. В дальнейшем он превращается не в мартенсит, а в бейнит + 20% остаточный аустенит, обогащённый углеродом. Такой закалкой можно достичь высокой прочности при хорошей вязкости.
Высокотемпературный отпуск стали – режимы, цели
Температуры высокого отпуска – +500…+650°C, получаемая структура стали – сорбит отпуска. Задача, решаемая этим видом т/о, – получение оптимального соотношения между прочностью и вязкостью. Комплексная термообработка, включающая закалку и высокий отпуск, называется улучшением. Ее преимущество по сравнению с различными видами отжига и нормализацией – повышение временного сопротивления, предела текучести, ударной вязкости, относительного сужения.
Закалка и отпуск закаленной стали применяются для среднеуглеродистых сталей с содержанием C 0,3-0,5%, к которым предъявляются повышенные требования к ударной вязкости и пределу выносливости. С их помощью повышают прочность материала, снижают чувствительность к концентраторам напряжений, температуру порога хладоломкости, склонность к трещинообразованию.
Длительность высокого отпуска – 1-6 часов. Конкретное время зависит от габаритов металлоизделия.
Как «состарить» металл

Во все времена ржавчина являлась одним из самых серьезных врагов железных изделий. Пострадавшим от коррозии вещам очень сложно вернуть привлекательность, а в особо запущенных случаях, изъеденный ржавчиной предмет приходится выбрасывать.
Между тем, как это ни странно звучит, рыжий или бурый налет на металле может быть желанным явлением.
Это как никто другой хорошо знают дизайнеры, реставраторы и другие специалисты, по роду своей деятельности, сталкивающиеся со старинными вещами и их имитацией.
Необходимость «состарить» предметы и их отдельные детали, изготовленные из железа и его сплавов, возникает не так уж и редко. Например, вы стали обладателем замечательного винтажного сундука, который достоин стать настоящим украшением вашей гостиной или кабинета, но имеет серьезный недостаток – отсутствие одной из петель крышки.
Сегодня найти или заказать у слесаря идентичный элемент совсем несложно, но даже мастерски изготовленная реплика не будет смотреться рядом с оригиналом, имеющим благородный старинный вид с легким налетом коррозии.
Возможно ли обработать металл так, чтобы он выглядел старше на десятки, а то и сотни лет? Разумеется можно и мы расскажем, как это сделать без особых усилий и затрат.
Материалы и инструменты
Для «состаривания» металлических предметов вам не понадобится ни дорогостоящее оборудование ни сложные, многокомпонентные химические составы. Практически все, что необходимо для работы, можно отыскать в ящике с инструментами, гараже или, в крайнем случае, в ближайшем хозяйственном магазине:
- Пластиковая емкость;
- Наждачная бумага с зерном 100;
- Защитные очки;
- Резиновые перчатки;
- Белый уксус;
- Перекись водорода;
- Поваренная соль;
- Распылитель;
- Прозрачный акриловый герметик.
Работу лучше выполнять под открытым небом в солнечный день, и это связано не только с использованием реактивов, дающих бурную реакцию с выделением газов, но и с тем, что под действием прямых солнечных лучей работа будет продвигаться гораздо быстрее.
Приступаем к работе
Как мы уже говорили, для обработки металла «под старину» лучше выбрать погожий солнечный день и выполнять все операции под открытым небом. Но если это невозможно, то позаботьтесь о том, чтобы помещение, где вы работаете, хорошо вентилировалось или, хотя бы, проветривалось. Процесс искусственного «ржавения» железа состоит из нескольких этапов:






- Тщательно очистите железный предмет от пыли, масел и других загрязнений. Если его поверхность окрашена, то следует удалить лакокрасочное покрытие механическим или химическим способом.
- Обработайте поверхность металла наждачной бумагой до легкой шероховатости. Это сделает реакцию окисления металла более активной.
- Установите пластиковую емкость на ровное основание и поместите в нее подготовленную деталь.
- Защитите глаза очками, а руки – резиновыми перчатками. Пренебрегая средствами защиты, вы подвергаете свой организм серьезной опасности.
- Наносим уксус на предмет, помещенный в емкость, используя распылитель.
- Дайте кислоте вступить в реакцию с металлом. Появление ржавчины станет заметно уже через несколько минут.
- Смешайте два стакана перекиси водорода, четыре столовые ложки уксуса и полторы чайные ложки поваренной соли в пластиковой бутылке. Закрепите на емкости распылитель и начните наносить получившуюся смесь на металл. Если пропорции выдержаны правильно, то реакция будет мгновенной – на поверхности металла появятся пузыри, а уже начавшаяся появляться после первоначальной обработки ржавчина активизируется еще больше.
- Оставьте изделие сохнуть с нанесенным на него составом на 5-10 минут. В случае, если обрабатывается большая площадь, может потребоваться несколько больше времени.
- Для того, чтобы получить легкий налет старины, достаточно однократной обработки. Но в том случае, если нужно получить очень ржавую вещь, процесс придется повторить 2-4 раза.
- После достижения ожидаемого результата, извлеките предмет из пластиковой емкости, а оставшийся в ней раствор разбавьте водой и вылейте в канализацию.
- Чтобы сохранить получившийся эффект ржавчины, нанесите на «состаренную» поверхность прозрачный акриловый герметик. Защитный слой не только предотвратит окрашивание ржавчиной контактирующих с деталью предметов, но и остановить процесс коррозии, который может продолжиться уже без вашего участия и, в конце концов, полностью разрушить предмет.
Полученная в результате такой обработки ржавчина неотличима от образовавшейся естественным способом. Акриловый барьер позволит металлу сохранять стабильный внешний вид долгие годы и при этом сам будет незаметен.
Полезные советы 30.11.2020 11:08:35
Виды и сущность процесса
Различают операции естественного и искусственного старения. Естественным старением называют этап термической обработки алюминиевых сплавов, при котором металл удаляют из закалочной ванны и дают ему набрать прочность при комнатной температуре. Искусственное старение металла производится при повышенной температуре, поэтому изменение прочности происходит за более короткий период времени.
При относительно низких температурах старение металла связывается со временем разложения твёрдых растворов, которое часто останавливается на операции образования так называемых зон Гинье-Престона – небольших участков с кристаллической структурой. Образование этих зон является характерным для алюминиевых сплавов, а также низкоуглеродистой стали или железа, в которых присутствует твёрдый раствор феррита, пересыщенного углеродом или азотом. В ряде случаев зоны Гинье-Престона выполняют роль зародышей фаз разделения.
Термообработка некоторых алюминиевых сплавов старением (по ГОСТ) способствует повышению:
- отношения предела текучести к пределу прочности на растяжение;
- вязкости разрушения;
- усталостной прочности и твёрдости при действии длительных динамических нагрузок.
Для сплавов, которые используются в этих состояниях, относительно высокая концентрация атомов и вакансий, удерживаемых быстрой термообработкой, вызывает быстрое образование зон Гинье-Престона (см. рис. 2). Поэтому прочность быстро увеличивается, достигая максимальных значений при выдержке в течение четырёх или пяти дней.
Естественное старение металла сопровождается некоторыми неблагоприятными эффектами, которые можно значительно уменьшить за счет специального легирования и его термической обработки. В некоторых случаях естественным образом стареющие сплавы могут подвергаться обработке холодом до тех пор, пока не будут выполнены дальнейшие операции. Например, механическое соединение заклёпками значительно легче выполнить для металла меньшей твёрдости.
Искусственное старение относится к такому виду коррозионных испытаний, в которых исходными факторами являются солнечный свет, кислород, тепло и вибрация. В определённых материалах эти явления ускоряют обычное старение металла. Подобные тесты используются для анализа результатов различных уровней механических напряжений в течение короткого промежутка времени.
С термической и химической точек зрения старением металла считаются любые процессы, в результате прохождения которых образуются зоны, перенасыщенные легирующими элементами. Они блокируют дислокации, что делает материал более прочным, твёрдым и менее пластичным. При искусственном старении температура заготовки должна быть ниже точки перекристаллизации, но достаточно высокой, чтобы зоны Гинье-Престона образовывались намного активнее. После этого, чтобы предотвратить дальнейшее разрастание таких зон, заготовку быстро охлаждают.
Рассмотрим специфику протекания данных процессов в наиболее распространённых видах металлов. Отметим, что любая марка сплава, которая поддаётся термообработке на твёрдый раствор, может подвергаться старению.





