

Общая информация о резьбонарезании
Выбирая инструмент для нарезания резьбы следует учитывать особенности резьбовых поверхностей. К ним можно отнести следующие моменты:
- Нарезание витков проводится механическим путем при применении специального оборудования. При снятии металла образуются канавки и витки, которые идеально сочетаются с поверхностью второго элемента.
- Все применяемые инструменты для нарезания резьбы и технологии можно условно разделить на две категории: ручные и автоматизированные. На протяжении длительного периода использовали станки токарно-винторезной группы.
- На момент использования ручных инструментов при резьбонарезании нужно использовать смазку. Она существенно продлевает срок службы приспособлений, упрощает сам процесс резьбонарезания.
 Стоит учитывать, что ручные варианты исполнения имеют внутреннюю поверхность, которая и определяет размеры витков и шах их расположения. В случае обработки на токарно-винторезном станке, параметры будущей резьбовой поверхности определяются подачей и скоростью перемещения суппорта.
Стоит учитывать, что ручные варианты исполнения имеют внутреннюю поверхность, которая и определяет размеры витков и шах их расположения. В случае обработки на токарно-винторезном станке, параметры будущей резьбовой поверхности определяются подачей и скоростью перемещения суппорта.
Как правильно нарезать витки на водопроводной трубе
Рекомендации по нарезанию витков на водопроводной трубе во многом связаны с тем, какая именно технология применяется. Ручной инструмент для нарезания наружной резьбы должен применяться с учетом следующей информации:
Нужно применять смазывающие вещества, которые добавляются в зону резания для снижения степени износа режущей кромки. На момент работы нужно следить за тем, чтобы инструмент был расположен строго перпендикулярно заготовке
При его смещении витки могут быть расположены друг относительно друга неправильно
При резьбонарезаии уделяется внимание тому, чтобы с зоны резания своевременно удалялась стружка

Нарезание резьбы на водопроводной трубе
Рассматриваемая работа может проводится и в бытовых условиях.
Другие виды обработки
Для нарезки резцами на токарных станках как внешней, так и внутренней плоскости используются различные твердосплавные пластины или небольшой инструмент, по своей форме напоминающий расточной резец. Однониточными инструментами производят обработку по многопроходной профильной схеме. Резьбовые резцы бывают призматические, пластинчатые, стержневые, с механическим креплением твердосплавных пластинок.

Инструмент устанавливается по центру нарезаемой детали. Такая обработка проводится на многоосевых либо вальцетокарных станках. Существует возможность применения однозубковых и многозубковых твердосплавных пластин.
Резьбонарезные фрезы
Ещё один способ нарезания как внутренней, так и внешней резьбы — фрезами на станках с ЧПУ, которые удерживают спиральную интерполяцию. Используются в такой инструменте для нарезания резьбы как целые твердосплавные фрезы, так сменные твердосплавные пластины. Существуют многовитковые, одновитковые, дисковые и гребенчатые резьбонарезные фрезы. Предпочтение при обрабатывании заготовки отдаётся многовитковым фрезам. Область применения их довольно обширна, так как они способны обрабатывать материал прочностью до 65 HRC, позволяют обработать множество разнообразных материалов.
Эти фрезы обладают широким диапазоном употребления, а их диаметр начинается с самого маленького (от 1.5 мм) и завершается наиболее крупными размерами. Использование этого инструмента имеет множество плюсов. Одну и ту же фрезу можно использовать для отверстий разного диаметра, используя один шаг резьбы.
Использование абразивных материалов
Метод обработки резьбы абразивными инструментами существенно отличается от предыдущих и даёт большую вероятность нарезать высокопрецизионную внутреннюю резьбу. Он представляет собой высококвалифицированное решение для производства огромного количества деталей, у которых низкий допуск неправильности от нужных параметров. Один такой станок может вышлифовывать обширное многообразие внутренних вариантов резьбовых элементов. К элементам, которые изготавливаются способом внутреннего шлифования, относятся резьбоизмерительные калибры, гайки для обыкновенных и шариковых винтовых передач.
Виды плашек
Существует просто огромное количество различных вариантов исполнения инструмента, что связано с многообразием резьбовых соединений. Все они обладают своими определенными достоинствами и недостатками.
Виды плашек учитываются для подбора наиболее подходящего варианта исполнения для нарезания резьбы. Основные признаки классификации следующие:
- Форма.
- Конструкция корпуса.
- Способ нарезания витков.
Кроме этого, не стоит забывать о том, что бывает плашка метрическая и дюймовая. Большее распространение получили метрические резьбы, но дюймовые применяются при создании различных механизмов.  Классификация плашек для нарезания резьбы по форме проводится следующим образом:
Классификация плашек для нарезания резьбы по форме проводится следующим образом:
- В виде шестигранника.
- Трубчатые.
- Круглые.
- В виде квадрата.
Выделяют и несколько видов инструмента по конструктивным признакам:
- Цельная плашка левая, резьба может быть с различным шагом, представлена неразборным литым корпусом, который имеет несколько отверстий. Этот вариант исполнения получил самое широкое распространение, так как характеризуется надежностью и простотой в применении, длительным сроком эксплуатации. Однако при частой работе с различными диаметрами приходится иметь при себе целый набор этого инструмента.
- Разрезные существенно упрощают процесс нарезания витков, что также связана с конструктивными особенностями корпуса.
- Раздвижные варианты исполнения обладают самым сложным корпусом, который может регулироваться в определенном диапазоне диаметров. Имея один подобный инструмент в наличии можно проводить нарезание резьбовой поверхности на заготовках различного диаметра.
 С левой резьбой можно работать при применении всех распространенных вариантов исполнения инструмента. По предназначению можно выделить следующую классификацию:
С левой резьбой можно работать при применении всех распространенных вариантов исполнения инструмента. По предназначению можно выделить следующую классификацию:
- Для круглой резьбы.
- Для конической формы.
- Для цилиндрической.
Изготовление проводится в соответствии с установленными стандартами в ГОСТ.
Полезные советы
Чтобы правильно нарезать резьбу в металлах с низкой твердостью и высокой вязкостью, таких как алюминий, сплавы на его основе, медь, баббиты, метчик рекомендуется периодически вынимать для очистки каналов от налипшей стружки. При использовании комплектных моделей следует использовать полный набор. Пропуск чернового инструмента не ускоряет, а замедляет нарезание. Такое нарушение технологии приводит к снижению качества результата, а иногда и к выходу метчика из строя. Для предотвращения перекоса метчика через 2-3 нити проверяют вертикальность его положения с помощью угольника
Такая предосторожность особенно актуальна для глухих и мелких отверстий. Процесс необходимо вести с применением жидкостей, предназначенных для смазки и охлаждения:. Процесс необходимо вести с применением жидкостей, предназначенных для смазки и охлаждения:
Процесс необходимо вести с применением жидкостей, предназначенных для смазки и охлаждения:
- в стальных элементах применяют эмульсии, льняное масло, олифу;
- в изделиях из алюминия и его сплавов – керосин;
- при обработке меди – скипидар.
Нарезать резьбу в деталях из чугуна или бронзы можно без применения смазки.
Колонны из двутавровой балки

Оборудование для резки арматуры

Как выбрать электрод для ручной электродуговой сварки

Метчики, плашки и головки для резьбонарезания
Наибольшее распространение получили ручные инструменты для резьбонарезания. Они могут применяться в промышленности и быту.










Наибольшее распространение получили следующие варианты исполнения:
- Подобные инструменты применяются для изготовления болтов и шпилек. Подобное изделие представляет собой шайбу круглой формы, внутри которой выступает несколько ребер. Внешняя резьба может формироваться и калиброваться всего за один проход. В продаже встречаются различные варианты исполнения инструментов, при изготовлении применяется закаленная инструментальная сталь.
- Метчики используются для получения внутренней резьбы. Он также изготавливается при применении закаленной инструментальной стали, которая характеризуется высокой износоустойчивостью. Метчик имеет форму стержня, рабочая часть которого имеет несколько впадин и выступающих граней. За счет этого существенно упрощается процесс резьбонарезания.
- Специальные головки также могут применяться для проведения рассматриваемой работы. Они могут иметь различные размеры, применяются в паре со специальной державкой.
Стоимость ручных инструментов невысокая, при этом они характеризуются высокой эффективностью в применении.
Нарезание резьбы на стальных трубах
Одним из наиболее распространенных способов соединения труб является резьбовое соединение на фитингах. Существует два вида соединения: муфтой, угольником, тройником, крестовиной; подвижной муфтой с полным смещением ее заподлицо с концом трубы («сгон»).
Для нарезания трубной резьбы вручную применяют клупп с тремя комплектами раздвижных плашек.
Один из комплектов предназначен для труб диаметром 1/2″ — 3/4″, второй 1″ — 1 1/4″ и третий 1 1/2″ — 2″. При работе клуппом приходится прилагать большое усилие, поэтому нарезание резьбы на трубах диаметром более 1 1/2″ выполняют два человека.
Нарезание резьбы на трубах выполняют в следующей последовательности.
1. Стальную трубу проверяют по диаметру (см. табл. 5) и надежно зажимают в прижиме, не допуская ее смятия. Выдвинутый над прижимом конец трубы должен составлять 150—200 мм.
2. Нарезаемый конец трубы очищают стальной щеткой и ветошью от грязи, Окалины и коррозии, заусенцы снимают напильником.
3. Проверяют и готовят клупп к работе, т. е. очищают все час клуппа от пыли и грязи, а все трущиеся части его смазывают машинным маслом.
4. Подбирают необходимые плашки под размер резьбы, очищают; их от пыли и грязи, проверяют остроту режущих кромок и неправность резьбовых ниток.
5. Плашки устанавливают в клупп, поворачивая рукояткой диск-планшайбу до упора. Места установки плашек в корпусе клуппа должны быть полностью открыты. Плашки поочередно вставляют в клупп, закрепляя их поворотом диска в противоположную сторону.
Правильность установки плашек проверяют, перемещая рукоятки диска в ту или другую сторону. При этом плашки должны одновременно сближаться к центру или расходиться от него без приложения больших усилий. Точность установки плашки на нужный размер проверяют по делениям на корпусе клуппа. Положение диска и плашек закрепляется установкой «защелки» в шлицевую прорезь на диске. Прием нарезания резьбы показан на рис. 194.
6. Нарезаемый конец трубы и плашки смазывают вареным маслом.
7. Клупп устанавливают на конец трубы и, вращая червячный винт, три направляющие плашки доводят до соприкосновения с цилиндрической поверхностью трубы, обеспечивая устойчивое положение клуппа на трубе.
Рис. 194. Нарезание трубной резьбы клуппом: а — общий вид; б — первый поворот; в — второй поворот; э — третий поворот
8. Клупп налаживают для первого прохода резьбы так, чтобы заборная часть резьбовых плашек была размещена от края трубы на две-три нитки резьбы. Затем, вращая винт, перемещающий защелку, а вместе с ней и диск, сжимают резьбовые плашки таким образом, чтобы они врезались в поверхность трубы примерно на 0,3 — 0,5 мм.
9. Клупп вращают в четыре приема (за каждый прием необходимо описать угол не более 90°, см. рис. 194).
Вращение выполняют до тех пор, пока не будет выполнен первый проход на заданную длииу нарезания резьбы. Длину нарезанной части проверяют измерительной линейкой, она равна сумме длины конца трубы, вышедшей из клуппа, и ширины плашки.
10. После выполнения одного прохода обратным вращением клуппа плашки подводят к концу трубы и устанавливают в первоначальное положение.
11. Вторично сжимают плашки винтом так, чтобы они врезались в стенку трубы, и вращают до конца нарезки.
12. После выполнения второго прохода обратным движением плашки приводят в первоначальное положение, затем продолжают выполнять последующие проходы.
Качество нарезаемой резьбы зависит от числа проходов, поэтому для получения полной и хорошей резьбы надо выполнять следующее число проходов: при диаметре труб до 1″ — два прохода, а свыше 1″— три прохода.
Перед каждым повторным проходом поверхности резьбы детали и плашек необходимо очищать от стружек и вновь смазывать вареным маслом.
13. После нарезания резьбы освобождают защелку, рукояткой планшайбы раздвигают плашки и свободно снимают клупп с конца трубы. По окончании работы из клуппа вынимают плашки, тщательно протирают и смазывают все его части маслом.
Качество нарезания резьбы проверяют, навертывая муфту по всей длине нарезки.
Муфта по резьбе должна навертываться свободно вручную или с помощью трубного ключа при небольшом усилии.
На нержавеющей трубе
Часто при изготовлении труб применяется нержавеющая сталь. Она характеризуется высокой прочностью и устойчивостью к воздействию коррозии. Однако, присутствие большого количества легирующих элементов приводит к снижению степени обрабатываемости. Именно поэтому с нарезанием резьбы может возникать довольно много трудностей.
Упростить процесс нарезания можно при обильном применении смазывающего вещества. Кроме этого, нужно выбирать плашку или метчик из износостойкого материала, который не будет тупится в процессе обработки.
В заключение отметим, что необязательно обладать какими-либо навыками или иметь специальные инструменты для получения резьбы на поверхности труб
Важно правильно использовать выбранный механизм нарезания резьбы, а также следить за наличием смазывающего вещества. Стоит учитывать, что недостаточное количество смазки может привести к заклиниванию плашки или метчика
Рез электрическим клуппом
Кроме ручного инструмента получил широкое распространение и электрический. Преимуществом подобного варианта исполнения можно назвать высокую производительность. Работа при его применении имеет следующие особенности:
- Обрабатываемая часть тщательно подготавливается.
- Обеспечивается надежное крепление заготовки.
- Механизм крепится в начальной точке.
- Проверяется свободность хода направляющих и направление вращения режущей части.
- Первые витки нарезаются в толчковом режиме.
На инструменте можно установить основные параметры, к примеру, длину реза. Особенности применения зависят от его функциональности и других эксплуатационных характеристик.










Классификация метчиков и их сфера применения
Для нарезания резьбы на протяжении достаточно длительного периода использовали токарные или сверлильные станки. Они предназначены для вращения заготовки или инструмента. Рабочим инструментом практически во всех случаях становится метчик.
Классификация подобного инструмента проводится по ряду различных признаков:
- По способу приведения во вращение выделяют машинные или машинно-ручные метчики. Особенностью машинно-ручной разновидности инструмента можно назвать наличие квадратного хвостовика, который подходит для державки с двумя ручками. За счет подобной державки можно повернуть инструмент и нарезать резьбу. Что касается машинной разновидности рассматриваемого инструмента, то он устанавливается в патроне различных станков, может иметь хвостовик самых различных форм и размеров.
- Выделяют универсальные и комплектные метчики — по признаку, связанному с особенностями применения. Универсальный вариант исполнения имеет рабочую часть, которая разделена на несколько участков. Они отличаются друг от друга геометрической формой, первый предназначен для черновой обработки, второй и последующий — для доведения поверхности до подходящего состояния. Комплектный вариант рассчитан на поэтапное использование нескольких метчиков. Как правило, комплект для нарезания резьбы в обычном металле представлен тремя инструментами, для обработки твердых сплавов — пятью.
- Проводится классификация метчиков по признаку того, какого типа отверстие обрабатывается: глухое или сквозное. Для работы со сквозными отверстиями используется инструмент с удлиненным конусным наконечником, который является продолжением рабочей части. Подобного рода форму зачастую имеют метчики универсального предназначения. Если нужно провести нарезание резьбы в глухом отверстии, то применяется инструмент, который имеет срезанный наконечник, напоминающий фрезу. За счет подобной формы можно проводить нарезание резьбы на всю длину отверстия.
- Инструмент для нарезания резьбы также классифицируется по виду рабочей поверхности. Примером можно назвать винтовые, прямые или укороченные канавки. В продаже можно встретить вариант исполнения, который также имеет и комбинированную поверхность. Подходит он для обработки металлов с низким показателем твердости. Для твердых сплавов применяется инструмент с режущими элементами, которые расположены в шахматном порядке.
Как правило, при изготовлении инструмента применяется качественная инструментальная сталь. Она может выдерживать длительную эксплуатацию, при работе не нагреваться. Метчик высокого качества имеет строгую геометрическую форму, выглядит аккуратно. Применяется подобный инструмент зачастую для нарезания метрической резьбы, но есть варианты исполнения для получения дюймовой. Форма основания может быть цилиндрической или конической.
Как правильно нарезать витки на водопроводной трубе
Рекомендации по нарезанию витков на водопроводной трубе во многом связаны с тем, какая именно технология применяется. Ручной инструмент для нарезания наружной резьбы должен применяться с учетом следующей информации:
Нужно применять смазывающие вещества, которые добавляются в зону резания для снижения степени износа режущей кромки.
На момент работы нужно следить за тем, чтобы инструмент был расположен строго перпендикулярно заготовке
При его смещении витки могут быть расположены друг относительно друга неправильно.
При резьбонарезаии уделяется внимание тому, чтобы с зоны резания своевременно удалялась стружка.

Нарезание резьбы на водопроводной трубе
Рассматриваемая работа может проводится и в бытовых условиях.
Фреза по дереву: основные правила заточки
Зубчики изделия могут быть абсолютно разными. Наклон этих элементов может быть разным и характеризуется основной частью кромки. Параметры определения подходящих зубцов зависят от инструмента, а также от особенностей выбранного вами изделия.
Процесс заточки фрезы может обходиться и без специального дорогостоящего оборудования, так как можно использовать алмазные бруски малой толщины. При этом нужно пользоваться обычной водой или жидкостью с мыльным раствором. Когда процесс заточки подойдет к концу, стоит вымыть и высушить инструмент.
Сначала фрезу необходимо демонтировать. Главное, чтобы вы не забыли очистить ее от смол и древесины. С данными задачами способен справиться обычный растворитель.
Чтобы эффективно решить данные проблемы, вы должны делать выбор в пользу качественных материалов. Если вы этого не сделаете, то и работа не принесет желаемого результата.
- вам нужно пользоваться брусками с различным уровнем зернистости. Этот параметр зависит от того материала, который вы собираетесь удалить;
- немаловажную роль играет чистота основания, определенная вами изначально. Перед тем, как производить процесс заточки, стоит убедиться в том, что брус будет нужной вам формы;
- симметрия сохраняется только в том случае, если вы попытаетесь в процессе заточки изделия создать конфигурацию, аналогичную движению резцов;
- если материал зубцов довольно мягкий, то замените брус абразивной бумагой, которая обеспечит идеально-ровное основание;
- концевые изделия затачивают на том устройстве, которое для этого предназначено. Круг вращается не слишком быстро, поэтому вам придется купить абразивное изделие.
Конечно, процесс заточки фрезы занимает немало времени. Однако данный ресурс окупится со временем, ведь вы будете выполнять свою работу с максимальным эффектом.
Это основные моменты, которые касаются данной сферы деятельности. Вы должны учесть все нюансы, чтобы добиться максимального результата, ведь все другие правила не обеспечат вам такого же эффекта.
Быстрая очистка и заточка фрез по дереву. Или как заточить концевую фрезу своими руками:
Фреза – инструмент, используемый для обработки различных изделий. Применяются фрезы различного типа, которые позволяют производить изменение внешних и внутренних поверхностей с необходимой точностью. Для достижения высокой производительности фреза должна иметь высокую кондицию – быть остро заточенной. Заточка концевых , древесиной, пластмассой, стеклом производится с использованием специальных станков и оснастки.
Как правильно нарезать резьбу на трубе трубным клуппом
Перед тем, как воспользоваться инструментом, необходимо разобраться с некоторыми нюансами. Внешне инструмент не вызывает никаких трудностей – установил соответствующего диаметра плашку, и нарезай себе резьбу. Однако не все так просто! Перед тем, как выполнять нарезку резьбы, нужно подготовиться к этому мероприятию. Процедура в виде инструкции по нарезанию резьбового соединения выглядит следующим образом:
- Завальцовывание трубы. Обязательная процедура, так как это поможет упростить процесс нарезки спиралевидного соединения. Завальцовывание представляет собой уменьшение наружного диаметра трубы на несколько миллиметров. Делается это с помощью применения напильника, турбинки, наковальни и молотка, а также газового ключа. Мастера используют для завальцовки болгарку с заточным кругом
- Обработать завальцованный участок трубы любым видом смазочного материала – Литол или Солидол. Этими же материалами можно обработать резцы, что поможет продлить срок их службы путём уменьшения сопротивления при нарезке
- Если нарезание резьбы выполняется на трубе, которая расположена рядом возле стены или в грунте, нужно зафиксировать ее газовым ключом, чтобы избежать нарушения целостности крепления второго конца трубы. Если же труба не закреплена, ее нужно зажать в тисках, и только после этого приступать к обработке
- Нарезка выполняется медленными возвратно-поступательными движениями, так как большая скорость приведёт к выходу из строя инструмента
- Надев на трубу плашку, необходимо установить ее строго в перпендикулярном положении торцевой части материала, то есть выровнять положение плашки относительно трубы
- Медленными движениями надо нарезать первый виток, который является основным. При нарезке необходимо делать один оборот вперед, а затем возвращаться на 0,5 оборота назад. В процессе возврата будет осуществляться удаление металлической стружки
- Как только первый виток будет нарезан, дальнейшее применение инструмента облегчается, и заключается только в выполнении возвратно-поступательных движений
После этого выкручивается плашка, и проверяется качество и целостность получившейся резьбы. На нее можно накрутить соединительную муфту, проверив качество завинчивания. Сколько нужно витков на трубе для надежного соединения? Этим вопросом задается каждый мастер, орудуя аналогичным инструментом. Количество витков составляет столько, сколько их на резаке или на соединительной муфте.
Важно знать! В процессе нарезки не стоит торопиться, иначе все старания могут привести к притуплению резцов на инструменте. Нельзя использовать плашку, на которой повреждены или сточены резцы, так как это может привести к нарушению целостности трубы.
Если нужно нарезать резьбу на трубе, которая находится в стене, когда доступ имеется только с торцевой части, то понадобится воспользоваться специальным переходником-удлинителем, как показано на фото ниже
Если нужно нарезать резьбу на трубе, которая находится в стене, когда доступ имеется только с торцевой части, то понадобится воспользоваться специальным переходником-удлинителем, как показано на фото ниже.
Нарезка резьбы на трубе в стене при помощи клуппа с переходником
Многие могут подумать, зачем покупать клупп, если можно обратиться к токарю, который нарежет резьбу любого размера, диаметра и формы. Инструмент в основном рассчитан на исключительные случаи, когда нужно нарезать резьбу на месте. Этот прибор действительно очень удобен в эксплуатации, помогает всегда решить проблемы со стальным трубопроводом, когда возникает необходимость выполнения резьбового соединения.
Если предпочитается сварка вместо резьбового соединения, то стоит понимать один важный нюанс — при сварке внутри трубы образуется участок, который будет причиной скопления засорений. При некачественном нанесении сварного шва через время может возникнуть течь, поэтому единственное правильное решение — купить трубный клупп, и произвести нарезание резьбовых витков в нужном количестве.
https://youtube.com/watch?v=POlwUW4NKE8%3F
Публикации по теме
Устройство плоскогубцев: разновидности шарнирно-губцевого инструмента, его назначение и применение
Как работать двуручной пилой и изготовление удобной ножовки своими руками
Как заточить зубья на ножовке по дереву самостоятельно инструкция
Главное что нужно знать при выборе ножовки по газобетону
Работа плашкой
Плашки применяются для обработки наружной цилиндрической поверхности. Среди особенностей ее применения можно отметить следующие моменты:
Заготовка закрепляется в тисках. Во время работы она должна находится в неподвижном состоянии.
Перед применением инструмента режущая кромка и обрабатываемая поверхность смазываются маслом.
Как правило, на торцевой поверхности создается небольшая фаска









Она упрощает процесс навинчивания плашки на обрабатываемую поверхность.
Во время работы нужно уделить внимание тому, чтобы плашка не смещалась. Из-за этого резьба может нарезаться неравномерно, ход плашки становится более тяжелым.
На 2-3 витка по ходу резьбы делается один оборот в обратном направлении
Подобным образом обеспечивается удаление стружки с зоны обработки, повышается качество получаемой поверхности.

Работа плашкой
После завершения работы проверяется качество рабочей поверхности. Для этого достаточно накрутить гайку, у которой должен быть свободный ход.
Конструкция
Производители постоянно совершенствуют модельный ряд метчиков, оптимизируя их геометрию под новые материалы и условия обработки. Но базовая стержневидная конструкция остается неизменной. На фото метчиков можно разглядеть ряд типовых решений, среди которых хвостовик, рабочая часть, канавки.
Каждый из них имеет свое назначение:
Канавки образуют режущие кромки, отводят стружку, облегчают подвод СОЖ. Они ориентированы прямолинейно или по винтовой линии. Метчики с левонаправленными винтовыми углублениями применяют при резьбообразовании напроход. Глухие отверстия получают правосторонними винтами. Число канавок варьируется в диапазоне 2-6 шт.
Калибрующий участок направляет метчик, предотвращает разбивание отверстия и зачищает резьбу. Для уменьшения трения выполнен с обратным занижением диаметра до 0,1 мм.
Нарезка резьбы на трубе возле стены
Больше всего проблем возникает с нарезкой резьбы на трубе, которая находится возле стены. Это связано с расположением заготовки и недостаточным количеством свободного пространства. Именно поэтому распространенным вопросом можно назвать то, как нарезать резьбу на трубе. В подобном случае обработка проводится при применении схожих инструментов. Однако, нарезать резьбу на трубе возле стены зачастую возможно только при частичной удалении стены. Среди других особенностей процедуры отметим следующие моменты:
- Если нужно нарезать резьбу на одной из секций трубопровода, то ее рекомендуется сначала демонтировать. В некоторых случаях это возможно.
- Для нарезки трубной резьбы также требуется довольно большое количество масло, которое облегчает ход приспособления. Однако, при горизонтальном расположении трубы оно начинает быстро стекать, что создает существенные проблемы с проведением рассматриваемого процесса.
- Делается резьба в несколько проходов, за счет чего обеспечивается высокое качество поверхности.
Нарезать резьбу на водопроводной трубе при ее горизонтальном положении достаточно сложно. Это связан с тем, что контролировать строгое расположение применяемого механизма параллельно оси довольно сложна, как и оказывать требуемую нагрузку.
Что такое метчик
Метчик – инструмент цилиндрической формы, предназначенный для нарезания резьбы внутри крепежных элементов, в том числе гаек и труб.
Различные конструкции метчиков делают их универсальным инструментом для нарезания внутренней резьбы. Фото, размещенные на страницах интернет-ресурсов, позволяют судить об этом. Многообразие конструктивных решений метчиков обусловлено материалом подвергаемых обработке заготовок, а также характером и условиями самого процесса. При всем модельном разнообразии основной принцип работы и строения метчиков остается одинаковым. Инструмент прокладывает резьбу в результате вкручивания.
Общая информация о резьбонарезании
Выбирая инструмент для нарезания резьбы следует учитывать особенности резьбовых поверхностей. К ним можно отнести следующие моменты:
- Нарезание витков проводится механическим путем при применении специального оборудования. При снятии металла образуются канавки и витки, которые идеально сочетаются с поверхностью второго элемента.
- Все применяемые инструменты для нарезания резьбы и технологии можно условно разделить на две категории: ручные и автоматизированные. На протяжении длительного периода использовали станки токарно-винторезной группы.
- На момент использования ручных инструментов при резьбонарезании нужно использовать смазку. Она существенно продлевает срок службы приспособлений, упрощает сам процесс резьбонарезания.
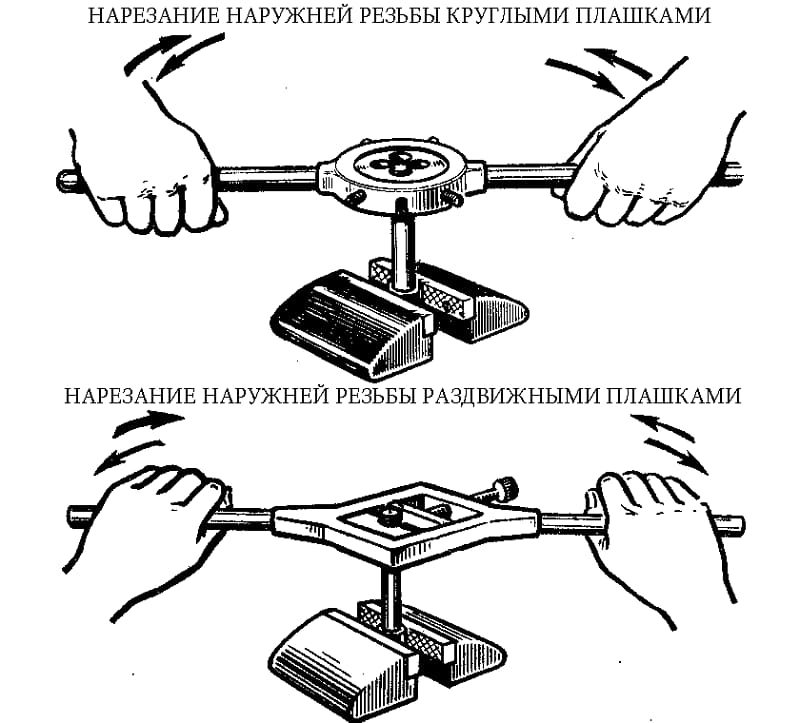
Нарезание резьбы разными видами плашек
Стоит учитывать, что ручные варианты исполнения имеют внутреннюю поверхность, которая и определяет размеры витков и шах их расположения. В случае обработки на токарно-винторезном станке, параметры будущей резьбовой поверхности определяются подачей и скоростью перемещения суппорта.





