

Преимущества и недостатки прибора

В качестве жидкости можно использовать машинное масло или антифриз
Индукционный нагрев может предоставить ряд выгод, которые не способно дать применение электродных приспособлений. Поскольку нагрев жидкости осуществляется металлическим элементом, не принимающим участия в электрохимических реакциях, долговечность устройства зависит только от катушки. Продолжительностью ее эксплуатации определяется продолжительность функционирования устройства. Некоторые индукторы сохраняют работоспособность более 10 лет. С этим же связана совместимость агрегата с разными типами жидкостей-теплоносителей. Помимо простой воды для этой роли пригодны машинные масла и незамерзающие составы.
Внутренние части агрегата в процессе использования не покрываются скоплениями накипи. Благодаря постоянному соприкосновению с жидкостью снижается вероятность перегрева деталей, что также способствует продлению срока эксплуатации. Конвекция в устройстве обычно достигает достаточного уровня, чтобы не потребовалось устанавливать циркуляционный насос. Нет необходимости и в шумоизоляционных мероприятиях – аппарат работает достаточно тихо.

Для аварийного отключения самодельного устройства необходим датчик температуры датчик
Однако индукционный нагреватель имеет и слабые стороны:
- Для функционирования устройства требуется электрическая энергия. В помещении, где не проведено электричество или нет возможности обеспечить к нему доступ, котел работать не сможет. В местах с регулярными сетевыми перебоями он не будет работать эффективно.
- При чрезмерном повышении температуры переносящая тепло жидкость переходит в газообразное состояние. Это провоцирует сильное повышение давления в конструкции, в результате чего может случиться разрыв труб. Чтобы это не произошло, потребуется оборудовать установку средствами контроля давления и температуры. Это могут быть манометр, термодатчик, приспособление для аварийного отключения при выходе параметров за рамки заданного диапазона.
Потребность в дополнительных оснастках может поспособствовать серьезному увеличению расходов на оборудование самодельного индукционного обогревателя.
Как индукционный нагрев применяется в сварке
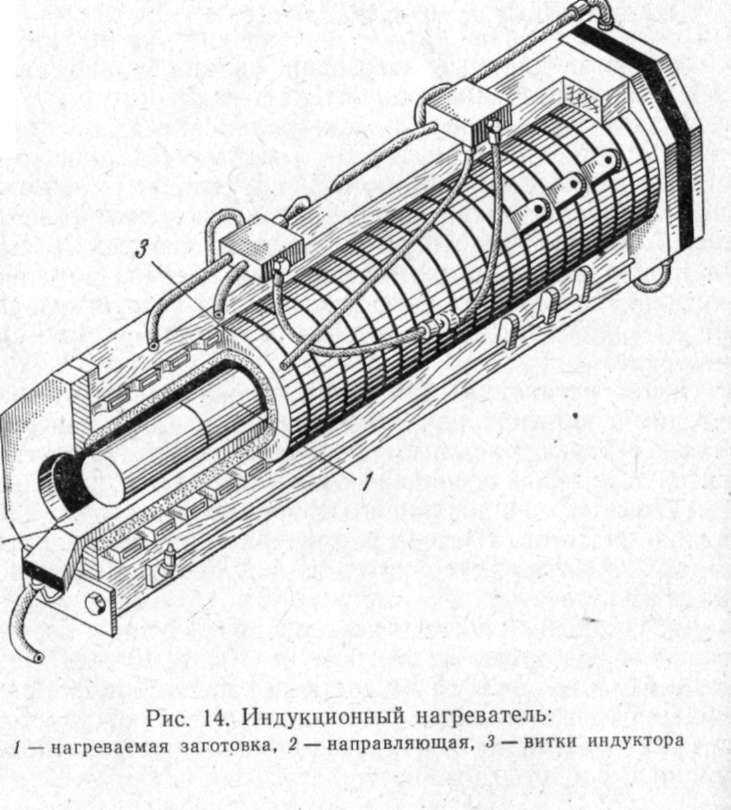
Процесс сваривания металлических деталей при помощи устройств индукционного нагрева происходит следующим образом. Свариваемые заготовки помещаются внутрь витков индуктора, на него подается ток высокого напряжения и частоты. В этот момент возникают вихревые токи, в результате чего детали быстро нагреваются. Противоположные края свариваемых заготовок сближают по направлению друг к другу, располагая их под некоторым углом.
В момент, когда детали соприкасаются, между их кромками образуется V-образная щель. Вихревые токи, сгенерированные в заготовках, встречают на своем пути эту щель и отклоняются ближе к вершине угла схождения. В силу поверхностного эффекта электрический заряд сосредоточивается на краях свариваемых деталей, и именно в этих точках нагрев происходит более интенсивно. В конечном итоге кромки заготовок плавятся и соединяются между собой. По мере их сваривания положение деталей выравнивается до горизонтального, V-образная щель исчезает, и металлические элементы прочно привариваются друг к другу.
Вы можете приобрести оборудование для индукционной сварки в нашей компании. Чтобы сделать заказ, обсудить условия доставки и оплаты товара, позвоните по телефону, который указан на сайте.
Индукционный нагреватель из сварочного инвертора: особенности
В обычном виде индукционные нагреватели, сделанные из сварочного инвертора, представляют повышенную опасность, ведь они не могут автономно контролировать температуру воды. Так, использование нагревателя в системах с теплоносителем может быть чревато короткими замыканиями и разрывом труб. Это может произойти из-за высокого гидравлического сопротивления в системе, которое возникает вследствие движения теплоносителя сквозь куски катанки. Поэтому, такие устройства требуют доработок.
 Практичным и качественным является индукционный нагреватель из сварочного инвертора
Практичным и качественным является индукционный нагреватель из сварочного инвертора
Чтобы избежать аварийных ситуаций, следует снабжать самодельный аппарат индукционного нагрева, сделанный из сварочного инвертора, устройствами аварийного отключения.
Для контроля нагрева можно применить терморегулятор с температурным датчиком температуры и реле, размыкающим цепь, когда температура теплоносителя достигнет установленных значений. Кроме того, избежать разрыва системы можно будет, прикрепив к нагревателю через тройник, с одной стороны, предохранительный клапан.
Такого генератора тепла хватит на обогрев комнаты, площадь которой составляет не более 30 кв. м. Экономия средств, в этом случае, составит 30-50% (в зависимости от габаритов апартаментов). При этом, дорогостоящего сегодня сварочного аппарата вы лишитесь.
Немного теории
При конструировании самодельной «индукционки» нужно твердо помнить: минимум потребляемой мощности не соответствует максимуму КПД, и наоборот. Минимальную мощность от сети печка возьмет при работе на основной резонансной частоте, Поз. 1 на рис. Болванка/шихта при этом (и на более низких, дорезонансных частотах) работает как один короткозамкнутый виток, а в расплаве наблюдается всего одна конвективная ячейка.
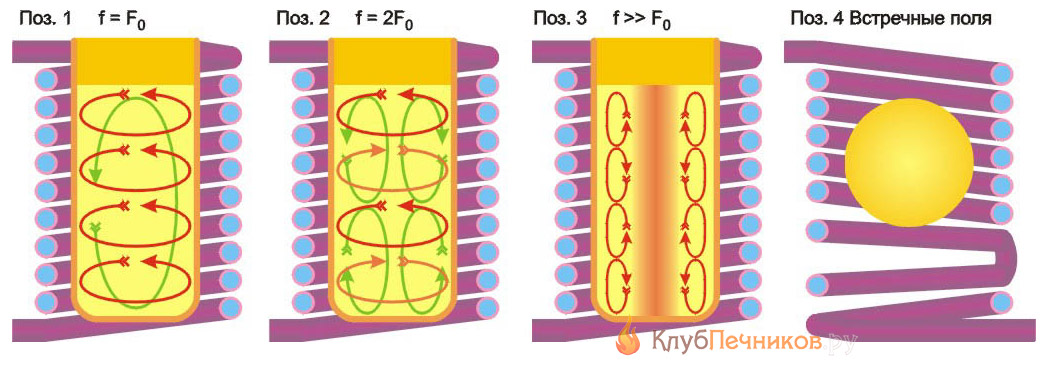
Режимы работы тигельной индукционной печи
В режиме основного резонанса в печке на 2-3 кВт можно расплавить до 0,5 кг стали, но разогрев шихты/заготовки займет до часа и более. Соответственно, общее потребление электричества от сети будет большим, а общий КПД – низким. На дорезонансных частотах – еще ниже.
Вследствие этого индукционные печи для плавки металла работают чаще всего на 2-й, 3-й и др. высших гармониках (Поз. 2 на рис.) Требуемая для разогрева/расплавления мощность при этом возрастает; для того же полкило стали на 2-й понадобится 7-8 кВт, на 3-ей 10-12 кВт. Но прогрев происходит очень быстро, за минуты или доли минут. Поэтому и КПД выходит высокий: печка не успевает «съесть» много, как расплав уже можно лить.
У печей на гармониках есть важнейшее, даже уникальное достоинство: в расплаве возникает несколько конвективных ячеек, мгновенно и тщательно его перемешивающих. Поэтому можно вести плавку в режиме т. наз. быстрой шихты, получая сплавы, которые в любых других плавильных печах выплавить принципиально невозможно.
Если же «задрать» частоту в 5-6 и более раз выше основной, то КПД несколько (ненамного) падает, но проявляется еще одно замечательное свойство индукционки на гармониках: поверхностный нагрев вследствие скин-эффекта, вытесняющего ЭМП к поверхности заготовки, Поз. 3 на рис. Для плавки этот режим используется редко, но для разогрева заготовок под поверхностную цементацию и закалку – милое дело. Современная техника без такого способа термообработки была бы просто невозможна.
О левитации в индукторе
А теперь проделаем фокус: накрутим первые 1-3 витка индуктора, затем перегнем трубку/шину на 180 градусов, и остальную обмотку навьем в обратном направлении (Поз 4 на рис.) Подключим к генератору, введем в индуктор тигель в шихтой, дадим ток. Дождемся расплавления, уберем тигель. Расплав в индукторе соберется в сферу, которая там останется висеть, пока не выключим генератор. Тогда – упадет вниз.
Эффект электромагнитной левитации расплава используют для очистки металлов путем зонной плавки, для получение высокоточных металлических шариков и микросфер, и т.п. Но для надлежащего результата плавку нужно вести в высоком вакууме, поэтому здесь о левитации в индукторе упомянуто только для сведения.
Сборка своими руками
Вопрос, можно ли сделать индукционный паяльник своими руками, в основном носит теоретическую подоплеку. С практической стороны это неоправданно даже с чисто ценовой позиции.
Просто любая китайская паяльная станция будет стоить столько же, сколько сделанная своими руками. И разговор о самодельной конструкции в основном будет касаться именно блока управления. Для чего придется приобретать индукционный паяльник.
Что касается непосредственно изготовления самого инструмента, то его можно сделать из подручных материалов. Правда, такой индукционный паяльник будет маломощным.
Потребуется резистор на 5-10 Ом, медная проволока и ферритовая бусинка для изготовления катушки, а также провода для подачи электрического тока.
В первую очередь мультиметром проверяют сопротивление резистора. После чего с одной его стороны снимают крышку. Теперь потребуется стальная проволока.
К примеру, для этого можно использовать скрепку. Ее разворачивают, и один конец залуживают. Вторым концом оборачивают резистор в месте удаленной крышки.
Далее необходим кусочек текстолита, который с двух сторон также облуживается. Его размер подбирается так, чтобы он входил свободно в будущий корпус катушки. Теперь текстолитовую пластину припаивают к проволоке из скрепки и проводу от резистора.







Далее собирают катушку – на бусинку накручивают медную проволоку, к концам которой присоединяют проводки с вилкой. Луженая текстолитовая пластинка вставляется в подготовленную катушку. Во всех соединениях проводится пайка.
Остается только обмотать вокруг катушки изоленту, вставить в открытый резистор толстую медную проволоку, а саму катушку в подготовленный корпус. К примеру, это может быть алюминиевая трубка.
Обратите внимание, что медная проволока должна войти в резистор с натягом, чтобы жало индукционного паяльника не шевелилось в своем корпусе
И последнее – обмотка всего корпуса прибора изоляционной лентой. Вот такая простая схема сборки самодельного индукционного паяльника. Им, конечно, большие заготовки паять нельзя, а вот для небольшой микросхемы он подойдет в самый раз.
Высокочастотные индукционные нагреватели
Самая широкая область применения у индукционных нагревателей высокочастотного типа. Нагреватели характеризуются высокой частотой 30-100 кГц и широким диапазоном мощностей 15-160 кВт. Высокочастотный тип обеспечивают небольшой по глубине нагрев, однако этого достаточно, чтобы улучшить химические свойства металла.
Высокочастотные индукционные нагреватели легки в управлении и экономичны, и при этом их КПД может достигать 95%. Все типы работают непрерывно продолжительное время, а двухблочный вариант (когда трансформатор высокой частоты вынесен в отдельный блок) допускает круглосуточную работу. Нагреватель имеет 28 типов защит, каждая из которых отвечает за свою функцию. Пример: контроль напора воды в системе охлаждения.
- Индукционный нагреватель 60 кВт Пермь
- Индукционный нагреватель 65 кВт Новосибирск
- Индукционный нагреватель 60 кВт Красноярск
- Индукционный нагреватель 60 кВт Калуга
- Индукционный нагреватель 100 кВт Новосибирск
- Индукционный нагреватель 120 кВт Екатеринбург
- Индукционный нагреватель 160 кВт Самара
Применение:
- поверхностной закалки шестерни
- закалка валов
- закалка крановых колес
- нагрев деталей перед изгибом
- пайка резцов, фрез, буровой коронки
- нагрев заготовки при горячей штамповке
- высадка болтов
- сварка и наплавки металлов
- восстановление деталей.
подробнее
Правила эксплуатации
Безопасная эксплуатация индукционных котлов отопления, как и любых других технических устройств, обеспечивается выполнением ряда правил, касающихся как их монтажа, так и использования после установки:
- Заземление котла обязательно.
- Расстояние от устройства до стен по бокам должно быть не менее 30 см, от нижней точки котла до пола – 80 см, от верхней его точки до потолка – 80 см.
- Индукционные котлы устанавливаются только в закрытый контур с расширительным баком мембранного типа.
- Система должна включать в себя блок устройств обеспечения безопасности (манометр, воздушный клапан, клапан сброса избыточного давления, система автоматического отключения при перегреве).
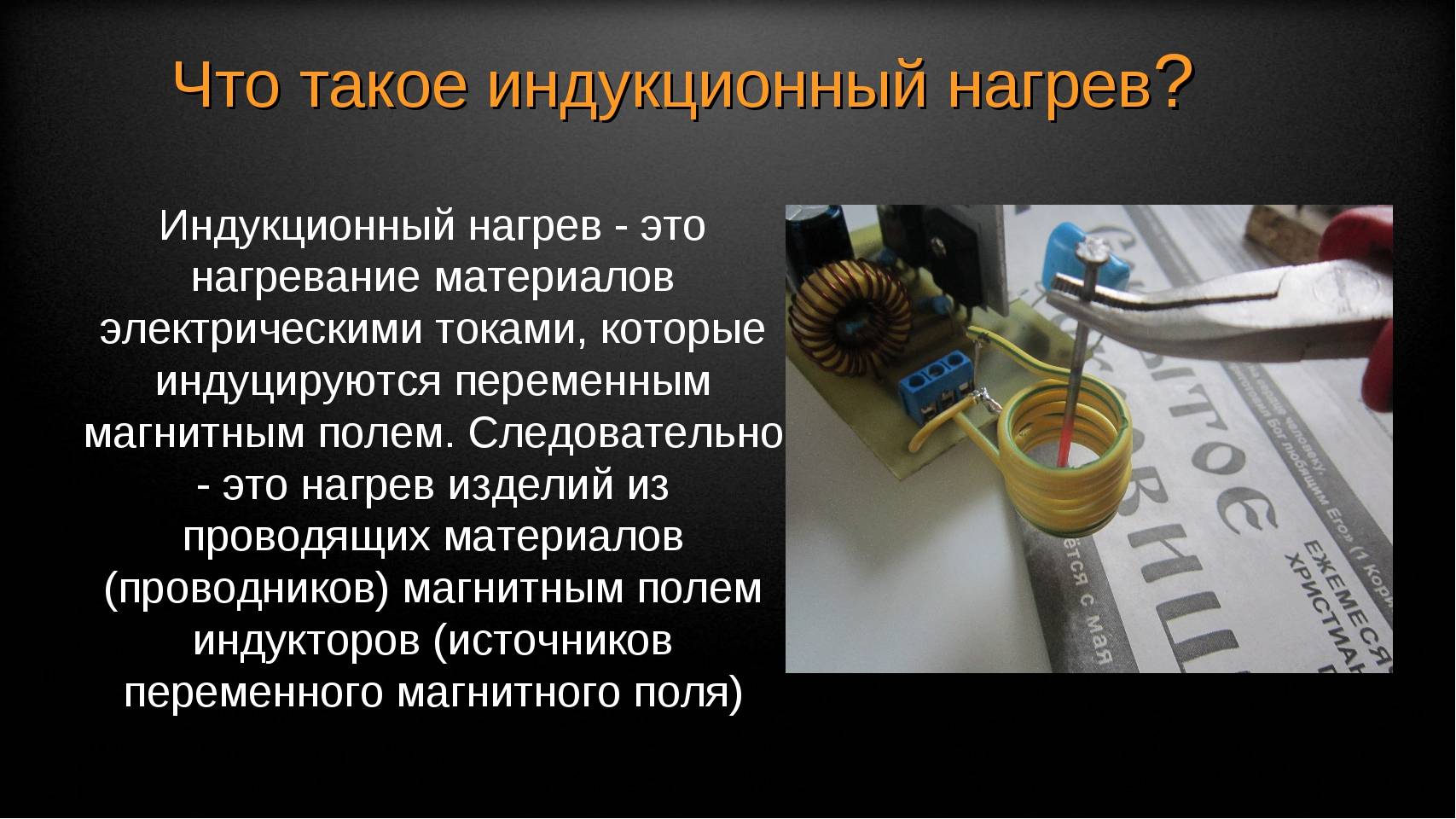
Что такое индукция и ее принцип
Электромагнитная индукция была открыта еще более ста лет назад. Она позволяет генерировать тепло с помощью высокочастотных токов – данная технология активно применяется для выплавки металлов. Дошла эта технология и до бытовых потребителей – мы можем увидеть ее воплощение на кухне в виде индукционных электрических печей. Индукционные печи позволяют быстро разогревать пищу и отличаются небольшими габаритами. Еще одним достоинством является их продолжительный срок службы.
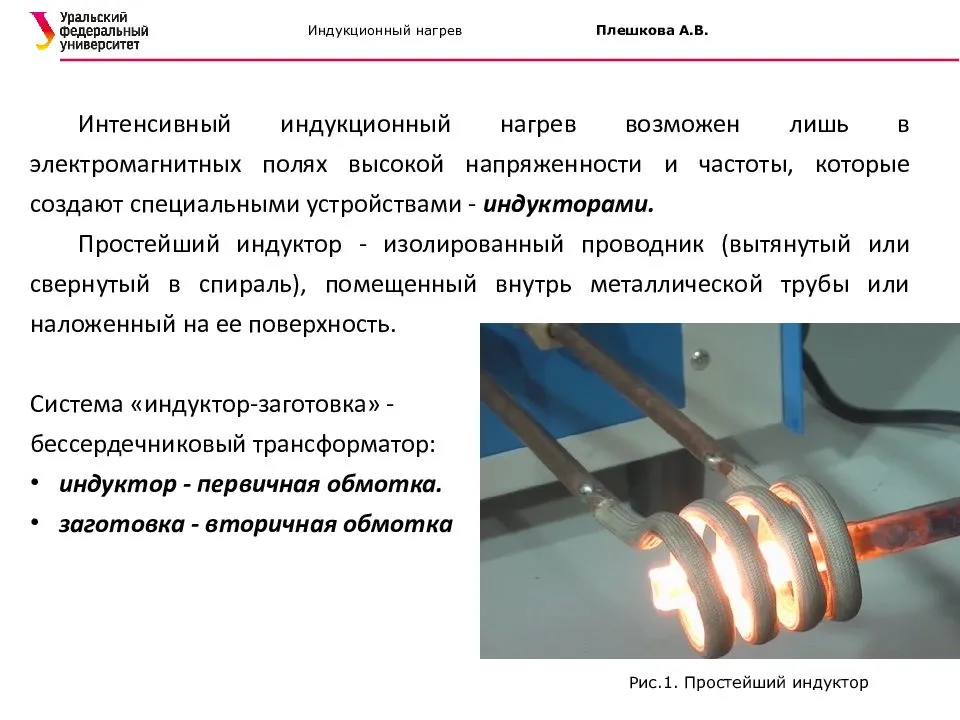
Индукционный нагреватель представляет собой мощную катушку, на которую подается переменный ток высокой частоты. Внутри катушки помещается металлический сердечник, разогревающийся под действием вихревых токов. Таким образом, никаких привычных нагревательных элементов здесь нет, а тепло генерируется исключительно за счет индукционного нагрева.
Магнитная индукция используется в металлургической промышленности. Здесь она позволяет избавиться от угольных и газовых печей, отличающихся большими размерами. Сегодня в металлургических цехах стоят небольшие индукционные печи, быстро разогревающие металлы и сплавы до высоких температур. Они безопасны для людей и позволяют сократить время, затрачиваемое на переработку металлов.
С помощью индукционной катушки можно быстро нагреть металл до очень высоких температур.
В бытовой сфере магнитная индукция работает в индукционных кухонных печах и в электрических индукционных котлах. В чем заключаются преимущества такого нагрева?
- Отсутствует прямой контакт между нагреваемым телом и индукционной катушкой.
- Отсутствие накипи в индукционных котлах, что связано с отсутствием привычных нагревательных элементов.
- Продолжительный срок службы оборудования.
- Быстрый прогрев теплоносителей и металлических конструкций.
- Высокая эффективность оборудования.
- Безопасность для окружающих.
Электромагнитная индукция греет быстро и очень эффективно – коэффициент полезного действия тех же индукционных котлов достигает 98-99%. Также здесь отсутствует прямой контакт теплоносителя и токоведущих частей, что значительно повышает безопасность оборудования.
Напомним, что в ТЭНовых и электродных электрических отопительных котлах используется прямой контакт нагревательных элементов и теплоносителя.
Сделать индукционный нагреватель воды своими руками не так уж и сложно, как это может показаться на первый взгляд. Многие люди, обладающие познаниями в области электротехники и «прямыми руками», умеючи создают индукционные нагреватели, используемые для обогрева жилых домов. Давайте разберемся, как создаются такие нагреватели и что нам понадобится для самостоятельной сборки оборудования.
Купить детали на Алиэкспресс
|
Приборы, осуществляющие нагрев за счет электричества, а не газа, безопасны и удобны. Такие нагреватели не производят копоти и неприятного запаха, но потребляют большое количество электроэнергии. Отличный выход — собрать индукционный нагреватель своими руками. Это и экономия средств, и вклад в бюджет семьи. Существует много простых схем, по которым индуктор можно собрать самостоятельно. Для того чтобы было легче разобраться в схемах и правильно собрать конструкцию, нелишним будет заглянуть в историю электричества. Способы нагрева металлических конструкций электромагнитным током катушки широко используются в промышленном изготовлении бытовых приборов — котлов, нагревателей и плит. Оказывается, можно сделать рабочий и долговечный индукционный нагреватель своими руками.
Принцип работы устройств
Принцип работы устройств
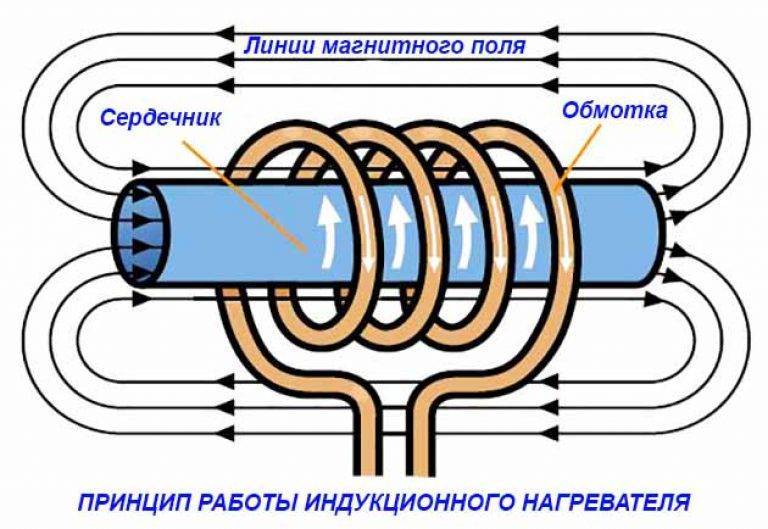
Знаменитый британский ученый XIX века Фарадей в течение 9 лет проводил исследования, чтобы преобразовать магнитные волны в электричество. В 1931 году наконец было совершено открытие, получившее название электромагнитная индукция. Проволочная обмотка катушки, в центре которой находится сердечник из магнитящегося металла, создает магнитное поле под силой переменного тока. Под действием вихревых потоков сердечник нагревается.
Открытие Фарадея стали применять как в промышленности, так и при изготовлении самодельных моторов и электронагревателей. Первую плавильню на основе вихревого индуктора открыли в 1928 году в Шеффилде. Позже по тому же принципу обогревали цеха заводов, а для нагрева воды, металлических поверхностей знатоки собирали индуктор своими руками.
Схема устройства того времени действительна и сегодня. Классический пример — индукционный котел, в составе которого имеются:
- металлический сердечник;
- корпус;
- тепловая изоляция.
Особенности схемы для ускорения частоты тока следующие:
- промышленная частота в 50 Гц не подходит для самодельных приборов;
- прямое подключение индуктора к сети приведет к гулу и слабому нагреву;
- эффективное нагревание осуществляется при частоте 10 кГц.
Сборка по схемам
Собрать индуктивный нагреватель своими руками может любой человек, знакомый с законами физики. Сложность устройства будет варьироваться от степени подготовленности и опытности мастера.
Существует множество видеоуроков, следуя которым можно создать эффективное устройство. Практически всегда необходимо использовать такие основные составляющие:
- стальная проволока диаметром 6−7 мм;
- медная проволока для катушки индуктивности;
- сетка из металла (для удержания проволоки внутри корпуса);
- переходники;
- трубы для корпуса (из пластика или стали);
- высокочастотный инвертор.
Этого будет достаточно для сборки индукционной катушки своими руками, а ведь именно она находится в основе проточного водонагревателя. После подготовки необходимых элементов можно подходить непосредственно к процессу изготовления аппарата:
- нарезать проволоку на отрезки в 6−7 см;
- металлической сеткой покрыть внутреннюю часть трубы и засыпать проволоку доверху;
- аналогично закрыть отверстие трубы снаружи;
- намотать на пластиковый корпус медную проволоку не менее 90 раз для катушки;
- вставить конструкцию в систему отопления;
- с помощью инвертора подключить катушку к электричеству.
По похожему алгоритму можно легко собрать индукционный котел, для чего следует:
- нарезать заготовки из стальной трубы 25 на 45 мм со стенкой не толще 2 мм;
- сварить их друг с другом, соединяя меньшими диаметрами между собой;
- приварить железные крышки к торцам и просверлить отверстия для патрубков с резьбой;
- сделать крепление для индукционной печки, приварив с одной стороны два уголка;
- вставить варочную панель в крепление из уголков и подключить к электросети;
- внести в систему теплоноситель и включить нагрев.
Многие индукторы работают на мощности не выше 2 — 2,5 кВт. Такие обогреватели рассчитаны на помещение 20 — 25 м²
Если генератор используют в автосервисе, можно подключить его к сварочному аппарату, но важно учитывать определенные нюансы:
- Необходим переменный ток, а не постоянный как у инвертора. Сварочный аппарат придется исследовать на наличие точек, где напряжение не имеет прямой направленности.
- Количество витков к проводу большего сечения подбирается математическим вычислением.
- Потребуется охлаждение работающих элементов.








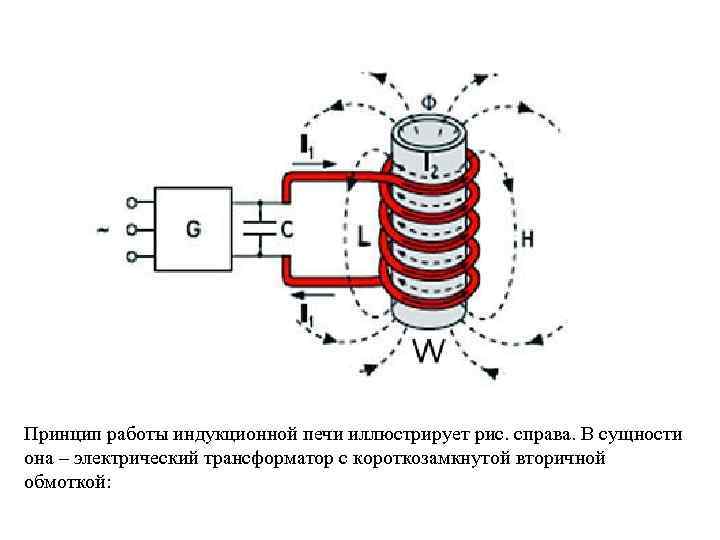
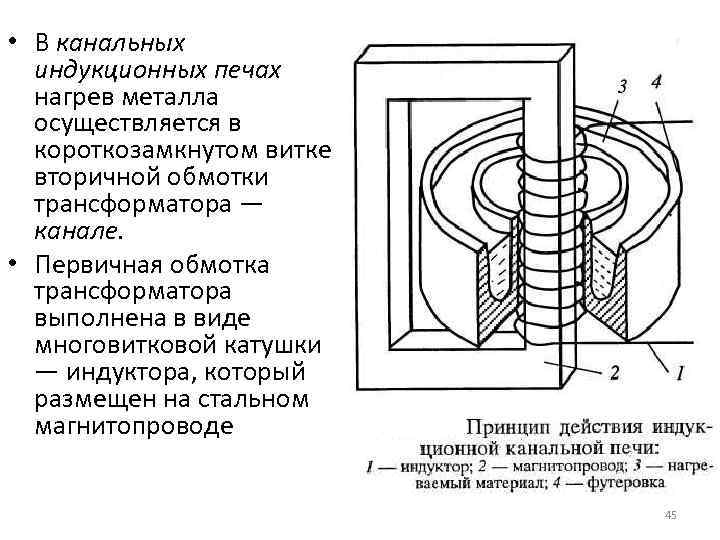
Канальная печь
Канальная индукционная плавильная печь – первая из примененных в промышленности. Она и конструктивно похожа на трансформатор, см. рис. справа:

Канальная индукционная печь
- Первичная обмотка, питаемая током промышленной (50/60 Гц) или повышенной (400 Гц) частоты, выполнена из медной, охлаждаемой изнутри жидким теплоносителем, трубки;
- Вторичная короткозамкнутая обмотка – расплав;
- Кольцеобразный тигель из жаростойкого диэлектрика, в котором помещается расплав;
- Наборный из пластин трансформаторной стали магнитопровод.
Канальные печи используются для переплавки дюраля, цветных спецсплавов, получения высококачественного чугуна. Промышленные канальные печи требуют затравки расплавом, иначе «вторичка» не замкнется накоротко и нагрева не будет. Или между крошками шихты возникнут дуговые разряды, и вся плавка просто взорвется. Поэтому перед пуском печи в тигель наливают немного расплава, а переплавленную порцию выливают не до конца. Металлурги говорят, что канальная печь имеет остаточную емкость.
Канальную печь на мощность до 2-3 кВт можно сделать и самому из сварочного трансформатора промышленной частоты. В такой печи можно расплавить до 300-400 г цинка, бронзы, латуни или меди. Можно переплавлять дюраль, только отливке нужно по остывании дать состариться, от нескольких часов до 2-х недель, в зависимости от состава сплава, чтобы набрала прочность, вязкость и упругость.
«Первичку» трансформатора оставляют штатной, она уже рассчитана на работу в режиме КЗ вторички сварочной дугой. «Вторичку» снимают (ее потом можно поставить обратно и использовать трансформатор по прямому назначению), а вместо нее надевают кольцевой тигель. Но пытаться переделать в канальную печь сварочный ВЧ-инвертор опасно! Его ферритовый сердечник перегреется и разлетится в куски из-за того, что диэлектрическая проницаемость феррита >>1, см. выше.
Проблема остаточной емкости в маломощной печке отпадает: в шихту для затравки кладут проволочку из того же металла, согнутую в кольцо и со скрученными концами. Диаметр проволоки – от 1 мм/кВт мощности печи.
Но появляется проблема кольцевого тигля: единственный подходящий для малого тигля материал – электрофарфор. В домашних условиях обработать его самому невозможно, а где взять покупной подходящий? Прочие огнеупоры не годятся вследствие высоких диэлектрических потерь в них или пористости и малой механической прочности. Поэтому, хотя канальная печь дает плавку высочайшего качества, не требует электроники, а ее КПД уже при мощности 1 кВт превышает 90%, у самодельщиков они не в ходу.
Почему выбирают индукционные нагреватели от ZAVODRR?
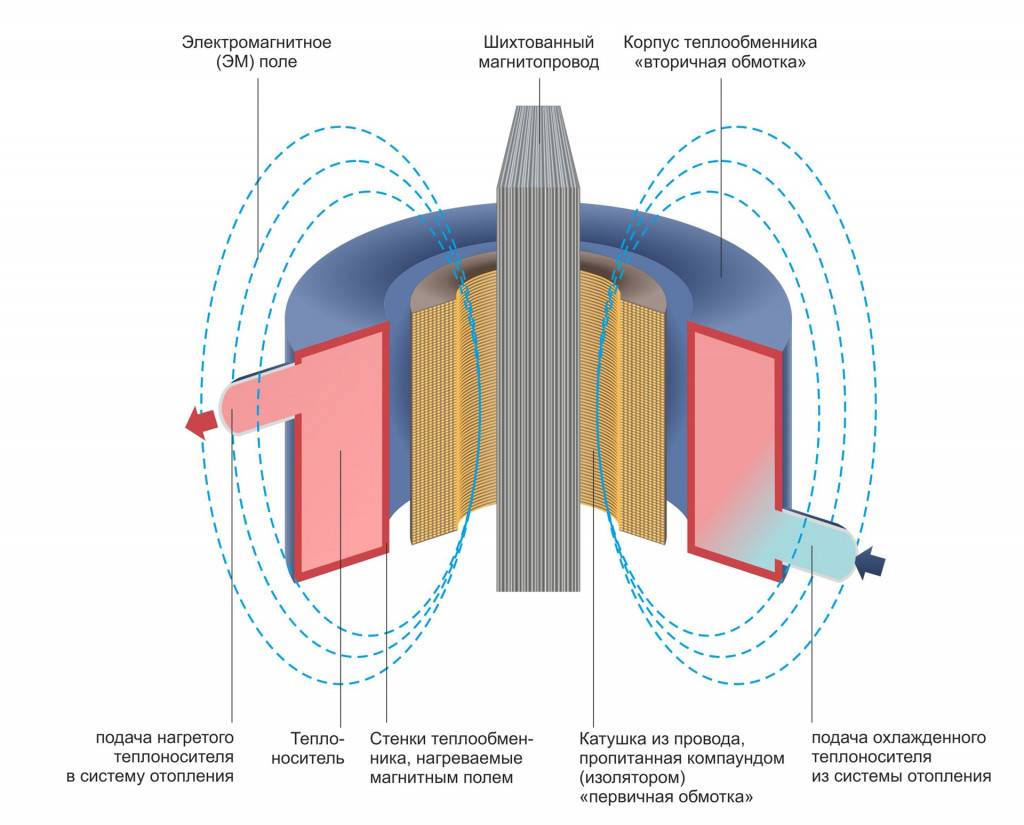
Высокая эффективность: Принцип работы индукционных нагревателей основан на создании электромагнитного поля в индукторе. Это обеспечивает бесконтактный и равномерный нагрев металлических изделий за очень короткое время. Вам не придется ждать – нагрев происходит всего за 3 секунды!
Безопасность и экологичность: Индукционные нагреватели работают без продуктов горения, что делает их экологически безопасными
Они идеально подходят для промышленных предприятий, где важно соблюдать высокие стандарты безопасности.Применение в различных отраслях: Индукционные нагреватели от ZAVODRR идеально подходят для различных задач – от нагрева металла до подогрева воды и подшипников. Это универсальное оборудование, которое приносит максимальную пользу вашему производству
Качество от российского производителя: ZAVODRR предлагает высокотехнологичные индукционные нагреватели, произведенные на российских литейных заводах. Мы используем только износостойкие материалы и уникальные метатели с восемью лопастями, что обеспечивает долгий срок службы оборудования.
Индукционные нагреватели состоят из двух блоков:
- 1.блок управления и контроля с платами и с IGBT-модулями;
- 2.блок с конденсаторными батареями (СЧ-нагреватели) или с мини-трансформатором (ВЧ-нагреватели). К этому блоку подключается водоохлаждаемый индуктор.
Оба блока соединены между собой токопроводящими медными шинами. И требуют обязательного охлаждения индукционного нагревателя, требуется наличие проточной системы или чиллера градирни). Существуют установки, где работает воздушная система охлаждения индуктора, но мощность и температура нагрева таких нагревателей ниже водоохлаждаемых аналогов.
- ✓Токи Фуко вызывают индуктивный нагрев, он возникает внутри детали, помещенной в индуктор.
- ✓Индукционный нагрев очень быстрый, он может занимать всего несколько секунд.
- ✓Индукционные нагреватели требуют наличия системы охлаждения (проточная система, чиллер, градирня).
- ✓Если к СЧ нагревателю вместо индуктора подключить плавильный узел, то мы получим индукционную плавильную печь.

Водяной котел с трансформатором
Для начала достаньте или купите недорогой сварочный инвертор (трансформатор) с регулировкой тока на 18-25 ампер. В качестве элементов для нагрева воды в водонагревателе применяют небольшие обрезки катанки или нержавеющей стали. Проволоку нарезают кусками длиной от 3,8 до 5,5 см (если используется катанка диаметром 6-8 мм). Затем из толстостенной пластиковой трубы диаметром 45-50 мм делают корпус нагревателя. Один конец этого отрезка трубы закрывают мелкой, ячеистой сеткой и засыпают со свободного открытого конца корпуса нарезанную проволоку.
схема устройства индукционного нагревателя.
Заполнив трубу обрезками доверху, приступают к изготовлению катушки индуктора. Берут эмалированный медный провод не менее 1,5-2 мм и наматывают вокруг сделанного корпуса. Количество витков колеблется (в зависимости от ампеража сварочного индуктора) и составляет 85-95. Катушку располагают по центру корпуса (трубы с обрезками). К системе водоснабжения или сети отопления нагреватель подсоединяют с помощью переходников.
Чтобы сделать на основе полученного нагревателя вихревой индукционный котел-водонагреватель, надо сварить из двух труб напоминающую бублик конструкцию. Это нагревательный элемент для воды. Берут любой подходящий по диаметру бак и вставляют в него входной (в верхней части бака) и выходной патрубки для воды. В этот корпус вставляют сделанную ранее индукционную катушку. Затем присоединяют нагреватель (бублик) к патрубкам так, чтобы он проходил внутри индуктора строго по центру. Изолируют выходные концы катушки и подсоединяют к трансформатору. Чтобы тепло не покидало водонагреватель, его покрывают теплоизоляционным экраном.
Вода, проходя внутри катушки по трубам, нагревается и из выходного патрубка выходит в горячем виде.
Надо помнить, что такой котел можно применять в закрытых системах отопления, с циркуляцией воды с помощью насоса.
Такой индукционный котел-водонагреватель можно подсоединять и к системе, выполненной из пластиковых труб. С целью обеспечения безопасности котел устанавливают на расстоянии 80-90 см от пола и потолка и на 30-40 см от стены. Данный водонагреватель надо оснастить установленным на патрубке клапаном для сброса воздуха из системы. Подобный котел можно применить и как обогреватель небольшого помещения, добавив радиатор отопления.
Приступаем к печке: что нужно знать обязательно
Электромагнитное поле (ЭМП) воздействует на человеческий организм, хотя бы прогревая его во всем объеме, как мясо в микроволновке. Поэтому, работая с индукционной печью в качестве конструктора, мастера или эксплуатанта, нужно четко уяснить себе суть следующих понятий:
ППЭ – плотность потока энергии электромагнитного поля. Определяет общее физиологическое воздействие ЭМП на организм независимо от частоты излучения, т.к. ППЭ ЭМП одной и той же напряженности растет с ростом частоты излучения. По санитарным нормам разных стран допустимое значение ППЭ от 1 до 30 мВт на 1 кв. м. поверхности тела при постоянном (свыше 1 часа в сутки) воздействии и втрое-впятеро больше при однократном кратковременном, до 20 мин.
ППЭ при удалении от точечного источника излучения падает по квадрату расстояния. Однослойная экранировка оцинковкой или мелкоячеистой оцинкованной сеткой снижает ППЭ в 30-50 раз. Вблизи катушки по ее оси ППЭ будет в 2-3 раза выше, чем сбоку.
Поясним на примере. Есть индуктор на 2 кВт и 30 МГц с КПД в 75%. Следовательно, наружу из него уйдет 0,5 кВт или 500 Вт. На расстоянии в 1 м от него (площадь сферы радиусом 1 м – 12,57 кв. м.) на 1 кв. м. придется 500/12,57=39,77 Вт, а на человека – около 15 Вт, это очень много. Индуктор нужно располагать вертикально, перед включением печи надевать на него заземленный экранирующий колпак, следить за процессом издали, а по его окончании немедленно выключать печь
На частоте в 1 МГц ППЭ упадет в 900 раз, и с экранированным индуктором можно работать без особых предосторожностей
СВЧ – сверхвысокие частоты. В радиэлектронике СВЧ считают с т.наз. Q-диапазона, но по физиологии СВЧ начинается примерно со 120 МГц. Причина – электроиндукционный нагрев плазмы клеток и резонансные явления в органических молекулах. СВЧ обладает специфически направленным биологическим действием с долговременными последствиями. Достаточно получить 10-30 мВт в течение получаса, чтобы подорвать здоровье и/или репродуктивную способность. Индивидуальная восприимчивость к СВЧ крайне изменчива; работая с ним, нужно регулярно проходить специальную медкомиссию.






Пресечь СВЧ-излучение очень трудно, оно, как говорят профи, «сифонит» сквозь малейшую щелочку в экране или при малейшем нарушении качества заземления. Эффективная борьба с СВЧ-излучением аппаратуры возможна только на уровне его конструирования высококлассными специалистами.
К счастью, диапазон частот, в котором работают индукционные печи, до СВЧ не простирается. Но при неумелом конструировании или пользовании печь может войти в режим, при котором появляется паразитное СВЧ. Разумеется, этого следует всячески избегать.
Зачем индуктор дома?
Как видим, даже маломощная индукционная печка для квартирной проводки и лимитов потребления мощновата. Для чего же стоит ее делать?

Индукционный нагрев для закалки
Во-первых, для очистки и разделения драгоценных, цветных и редких металлов. Берем, к примеру, старый советский радиоразъем с позолоченными контактами; золота/серебра на плакировку тогда не жалели. Кладем контакты в узкий высокий тигелек, суем в индуктор, плавим на основном резонансе (выражаясь профессионально, на нулевой моде). По расплавлении постепенно снижаем частоту и мощность, давая застыть болванке в течение 15 мин – получаса.
По остывании разбиваем тигелек, и что видим? Латунный столбик с ясно различимым золотым кончиком, который остается только отрезать. Без ртути, цианидов и прочих убийственных реагентов. Нагревом расплава извне любым способом этого не добиться, конвекция в нем не даст.

Индуктор для отпусковой индукционной печи
Ну, золото-золотом, а сейчас и черный металлолом на дороге не валяется. Но вот необходимость равномерного, или точно дозированного по поверхности/объему/температуре нагрева металлических деталей для качественной закалки у самодельщика или ИП-индивидуала всегда найдется. И тут опять выручит печка-индуктор, причем расход электричества будет посильным для семейного бюджета: ведь основная доля энергии нагрева приходится на скрытую теплоту плавления металла. А меняя мощность, частоту и расположение детали в индукторе, можно нагреть именно нужное место именно как надо, см. рис. выше.
Наконец, сделав индуктор специальной формы (см. рис. слева), можно отпустить закаленную деталь в нужном месте, на нарушая цементации с закалкой на конце/концах. Затем, где надо – гнем, плющим, а остальное остается твердым, вязким, упругим. В конце можно снова разогреть, где отпускали, и опять закалить.
Инвертор с питанием от напряжения
Инвертор с питанием от напряжения имеет фильтр конденсатор на входе инвертора и последовательные резонансные выходные цепи. Система с питанием от напряжения чрезвычайно популярна и может использоваться с тиристорами до частот до 10 кГц, IGBT до 100 кГц и полевыми МОП-транзисторами до 3 МГц. Инвертор с питанием от напряжения с последовательным подключением к параллельной нагрузке также известен как система третьего порядка. В основном это аналог твердотельной системы, но в этой системе последовательно соединенные внутренний конденсатор и катушка индуктивности подключены к параллельной выходной цепи резервуара. Основным преимуществом этого типа системы является надежность инвертора благодаря внутренней схеме, эффективно изолирующей выходную цепь, что делает коммутационные компоненты менее подверженными повреждению из-за пробоев катушки или рассогласования.





