

Немного истории
Еще в древние времена мастера кузнецких дел использовали самые примитивные методы закалки. Для этого раскаленный кусок железа погружали в воду, масло или вино. Но время шло, и вместе с опытом развивались и способы закаливания металла.
В начале XIX века хрупкий чугун помещали в емкость со льдом и засыпали сахаром. После процесса нагревания продолжавшегося в течение 20 часов, чугун становился мягким и легко поддавался ковке.
Середина XIX века знаменательна тем, что русский изобретатель металлург Д. К. Чернов совершил выдающееся открытие. Он установил, что при смене температуры металл изменяет свои свойства.
Дмитрий Константинович Чернов стал основоположником науки изучающей свойства металлов – материаловедения.
Общее определение и виды отжига
В процессе литья, ковки и прочих операций, применяемых для изготовления заготовок, металл приобретает неоднородную структуру, появляются внутренние напряжения.
Неоднородность химического состава отливок вызывает дефекты и для его устранения применяется процесс отжига. Принцип этого способа состоит в том, что заготовку или деталь нагревают до определенной температуры, а затем производится процесс медленного охлаждения.
Отжиг также подразделяется на несколько режимов:
- отжиг 1-го рода – диффузионный, рекристаллизационный, уменьшающий напряжение металла;
- отжиг 2-го рода – полный, неполный, изотермический.
Неполный отжиг
В результате неполного отжига пластинчатый перлит превращается в зернистый ферритоцементит, проходя через стадию аустенита (около 780 ºС). Такой процесс используется для инструментальных сталей.
Поскольку отжиг является достаточно продолжительной операцией (до 20 часов), в качестве альтернативы применяется нормализация вещества. Это термическая обработка стали, в результате которой улучшается ее обрабатываемость резанием, исправляется структура сварных швов, а также происходит подготовка сплава к закалке. Температура процесса превышает точки Асз или Аст в зависимости от вида стали на 30-50 ºС.
Нормализация – это, как правило, термическая обработка углеродистых сталей. В результате не требуется дальнейшая закалка среднеуглеродистых сталей и некоторых специальных, поскольку необходимая для использования деталей прочность достигается благодаря нормализации. Структура нормализованной стали – сорбит.
Термообработка инструментальных сплавов
Инструментальные сплавы или быстрорежущие металлы, использующиеся для изготовления износоустойчивых инструментов, обязательно подвергаются термообработке. При повышении температур у них не увеличивается показатель пластичности и не снижается прочность.
Чтобы улучшить характеристики инструментальных сплавов, в их состав добавляют легирующие присадки — вольфрам, молибден, ванадий или кобальт. Далее заготовки закаляются при температуре в 1200 градусов.
Отпуск считается одним из ключевых этапов термообработки. Он позволяет снять внутреннее напряжение, повысить прочность металла
Важно подобрать правильный температурный режим и скорость охлаждения заготовки. Для охлаждения применяются емкости с различными растворами. Это интересно: Особенности легированной стали — разновидности, применение
Это интересно: Особенности легированной стали — разновидности, применение
Азотирование
Данным термином называют насыщение материала азотом. Этот процесс производят в аммиаке при 480 — 650°С.
С легирующими данный элемент формирует нитриды, характеризующиеся дисперсностью, температурной устойчивостью и твердостью.
Необходима предварительная механическая и термическая обработка для придания окончательных размеров. Не азотируемые фрагменты покрывают оловом либо жидким стеклом.
Обычно используют температурный интервал от 500 до 520°С. Это дает за 24 — 90 ч. 0,5 мм слой. Толщина определяется длительностью, составом материала, температурой.

Азотирование
Азотирование приводит к увеличению обрабатываемых деталей вследствие возрастания объема верхнего слоя. Величина роста напрямую определяется его толщиной и температурным режимом.
При жидком способе применяют цианосодержащие, реже бесцианитные и нейтральные соли. Ионная химико-термическая операция отличается повышенной скоростью.
Азотирование подразделяют по целевым свойствам: им достигается или улучшение устойчивости к коррозии, либо повышение стойкости к износу и твердости.
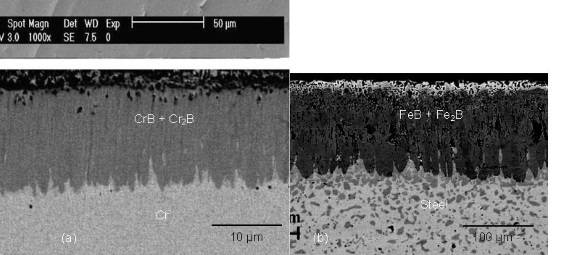
Борирование
Данный вид химико-термической обработки обеспечивает насыщение поверхностного слоя материала бором. Борирование выполняется в твердой, жидкой или газообразной среде и применимо к любым сплавам железа, никеля, кобальта и титана. Операцию проводят при температуре от 840 до 1050 °C в течение до 10 ч с образованием боридов FeB и Fe2B, имеющих игольчатую структуру и твердость, достигающую 2000 HV. Помимо повышения износостойкости, борирование повышает также коррозионную стойкость и стойкость к окислению при температурах до 850 °C. Скорость роста боридного слоя контролируется диффузией бора в слой Fe2B, глубина которого достигает 130 мкм. Для инструментальных сталей высокая твердость, связанная с присутствием боридов, вызывает существенное снижение ударной вязкости, причиной которой является хрупкость фазы FeB. Борированию подвергаются тугоплавкие металлы – титан, тантал, ниобий, вольфрам, а также кобальт-хромовые сплавы.
Азотирование
Данным термином называют насыщение материала азотом. Этот процесс производят в аммиаке при 480 — 650°С. С легирующими данный элемент формирует нитриды, характеризующиеся дисперсностью, температурной устойчивостью и твердостью.
Необходима предварительная механическая и термическая обработка для придания окончательных размеров. Не азотируемые фрагменты покрывают оловом либо жидким стеклом. Обычно используют температурный интервал от 500 до 520°С. Это дает за 24 — 90 ч. 0,5 мм слой. Толщина определяется длительностью, составом материала, температурой.  Азотирование приводит к увеличению обрабатываемых деталей вследствие возрастания объема верхнего слоя. Величина роста напрямую определяется его толщиной и температурным режимом. При жидком способе применяют цианосодержащие, реже бесцианитные и нейтральные соли. Ионная химико-термическая операция отличается повышенной скоростью. Азотирование подразделяют по целевым свойствам: им достигается или улучшение устойчивости к коррозии, либо повышение стойкости к износу и твердости.
Азотирование приводит к увеличению обрабатываемых деталей вследствие возрастания объема верхнего слоя. Величина роста напрямую определяется его толщиной и температурным режимом. При жидком способе применяют цианосодержащие, реже бесцианитные и нейтральные соли. Ионная химико-термическая операция отличается повышенной скоростью. Азотирование подразделяют по целевым свойствам: им достигается или улучшение устойчивости к коррозии, либо повышение стойкости к износу и твердости.
Науглероживание (цементация)
Это изобилие поверхности стальных предметов углеродом. Эта операция делает лучше твердость, устойчивость к износу, а еще выносливость поверхности материала. Нижележащие слои остаются вязкими.
Заранее нужна механическая обработка. Не цементируемые участки покрывают слоем меди либо обмазками.
Режим температур устанавливается содержанием углерода в стали. Чем оно ниже, тем больше температура. Для адсорбирования углерода и диффузии во всяком случае она должна составлять 900 — 950°С и выше.

Аналогичным образом, путем насыщения поверхности стальных деталей углеродом могут достигать концентрации этого элемента в верхнем слое 0,8 — 1%. Большие значения ведут к повышению хрупкости.
Цементацию выполняют в обстановке, называемой карбюризатором. На основе ее фазы технологию разделяют на газовую, вакуумную, пастами, в твёрдой обстановке, ионную.
При первом способе используют каменноугольный полукокс, кокс, торфяной древесный уголь. С целью ускорения применяют активизаторы и увеличивают температуру. По окончании материал нормализуют. Ввиду продолжительности и небольшой продуктивности эта химико-термическая технология применяется в мелкосерийном выпуске.
Вторая технология предусматривает применение суспензий, обмазок либо шликеров.
Газовую среду очень часто применяют при цементации ввиду скорости, простоты, возможности автоматизации, механизации и достижения определенной концентрации углерода. В данном случае применяют метан, бензол или керосин.
Электролизный метод предполагает катодное разбрызгивание.
Цементация — переходная химико-термическая операция. Дальше выполняют закалку и отпуск, определяющие характеристики материала, например устойчивость к износу, выносливость при контакте и изгибе, твердость. Основной минус — продолжительность.
Историческая справка
Первые упоминания о термической обработке металлов появились в далеком прошлом. В Средневековье кузнецы отправляли заготовки для оружия в специальные печи, а затем остужали их водой.
После этого начинался цикл равномерного разогрева, который занимал до 20 часов. Дальше разогретый металл подвергался ковке с получением требуемой формы.
В середине XIX в. металлург из Российской империи Д.К. Чернов опубликовал статью, в которой указал, что при нагревании металлических сплавов происходит изменение их технических характеристик. Ему присвоили звание автора новой науки — материаловедения.
Газовое силицирование
 В процессе такого вида цементации, как силицирование, верхний слой стали насыщают кремнием, который делает деталь стойкой к воздействию кислот, износостойкой, жаростойкой. Силицирование может быть выполнено в одном из трех цементаторов.
В процессе такого вида цементации, как силицирование, верхний слой стали насыщают кремнием, который делает деталь стойкой к воздействию кислот, износостойкой, жаростойкой. Силицирование может быть выполнено в одном из трех цементаторов.
Твердое силицирование. В качестве среды принято брать ферросицилий и шамот. Для сокращения количества времени можно добавить хлористый алюминий. Температуры такой цементации достаточно высоки – до 1200 ОС. Если выдержать деталь в течение 10 часов, то толщина слоя составит 0,7 миллиметра.
Жидкое силицирование. Для данного вида цементации используют хлористую соль, в которую добавлен ферросилиций. Температура выдержки – 1000 ОС.
Газовое силицирование. Обладает самым важным значением в промышленности. Процесс проходит весьма интенсивно. Температура выдержки может достигать 1050 ОС, время – от 2 до 6 часов, толщина слоя – до 1 миллиметра.
Важная особенность поверхностного слоя, который насыщен кремнием – пористая структура. Масло может немного изменить ситуацию, для этого деталь необходимо проварить в нем при температуре 200 ОС. Полученный материал будет довольно жаростойким и прочным.
Неполный отжиг
В результате неполного отжига пластинчатый перлит превращается в зернистый ферритоцементит, проходя через стадию аустенита (около 780 ºС). Такой процесс используется для инструментальных сталей.
Поскольку отжиг является достаточно продолжительной операцией (до 20 часов), в качестве альтернативы применяется нормализация вещества. Это термическая обработка стали, в результате которой улучшается ее обрабатываемость резанием, исправляется структура сварных швов, а также происходит подготовка сплава к закалке. Температура процесса превышает точки Асз или Аст в зависимости от вида стали на 30-50 ºС.
Нормализация – это, как правило, термическая обработка углеродистых сталей. В результате не требуется дальнейшая закалка среднеуглеродистых сталей и некоторых специальных, поскольку необходимая для использования деталей прочность достигается благодаря нормализации. Структура нормализованной стали – сорбит.
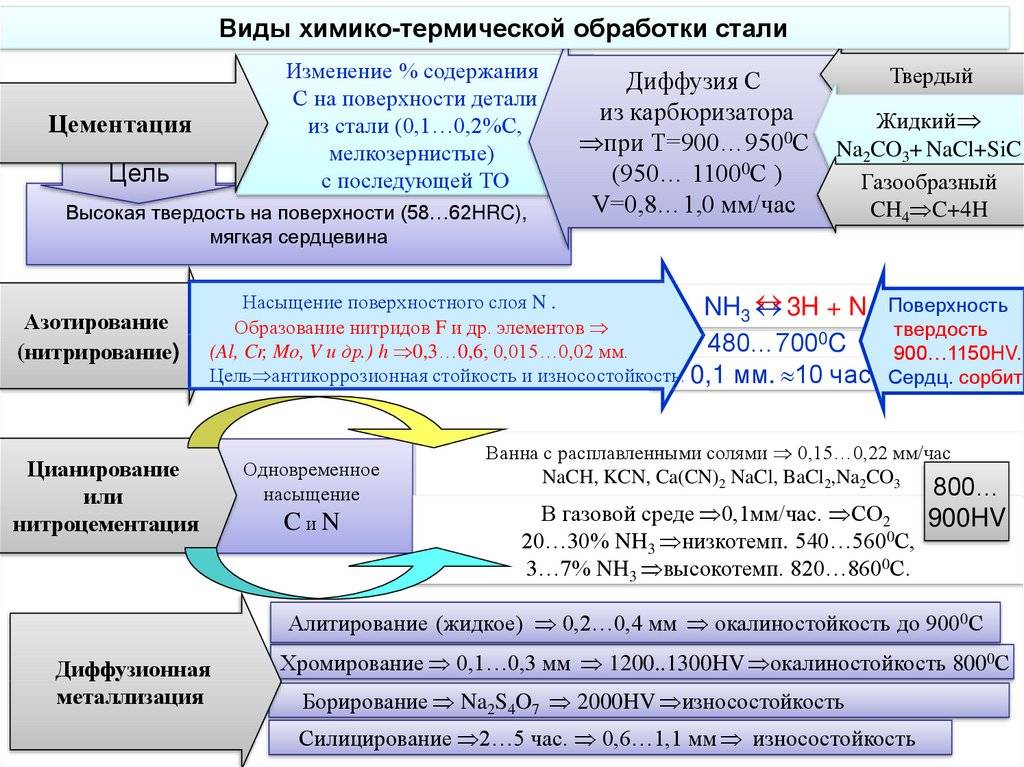
Процессы химико-термической обработки
Определение 1
Химико-термическая обработка металлов – это нагрев и выдержка металлических материалов при высоких температурах в химически активных жидких, твердых или газообразных средах.
В большинстве случаев химико-термическая обработка проводится с целью обогащения поверхности металлических изделий компонентами насыщения или насыщенными элементами. Результатом химико-термической обработки является образование диффузионного слоя, то есть происходит изменение структуры, химического состава, фазового состава и свойств поверхностных слоев. Процессы химико-термической обработки, в зависимости от используемого насыщающего компонента, делятся на:
- Однокомпонентные. К данным процесса относятся алитирование, силицирование, хромирование, борирование и цементация.
- Многокомпонентные. К данным процессам относятся хромоалитирование, бороалитирование, xромосицилирование, нитроцементация.
В современной промышленности наиболее распространенными процессами химико-термической обработки являются цементация, азотирование, цианирования, нитроцементация. В большинстве случаев химико-термической обработке подвергаются сплавы на основе железа, твердые сплавы и сплавы на основе тугоплавких металлов. Методы химико-термической обработки делятся на три основных группы:
- Насыщение из газовой фазы.
- Насыщение из твердой фазы.
- Насыщение из жидкой фазы.
К основным целям химико-термической обработки можно отнести: облегчение технологических операций обработки металлов и сплавов, поверхностное упрочнение металлов и сплавов, придание необходимого декоративного вида, повышение сопротивляемости химической и электрохимической коррозии, придание изделиям необходимых физических свойств.
Высокоэнергетические методы химического модифицирования поверхностных слоев стальных изделий
Наиболее перспективными методами модифицирования поверхностных слоев машиностроительных деталей являются ионно-диффузионное модифицирование в тлеющем разряде, ионная имплантация (ионное легирование), а также комбинации ионно-плазменных методов с лазерной или электронно-лучевой обработкой.
Ионное азотирование реализуется в тлеющем разряде постоянного напряжения в среде азота или аммиака. Ионы азота, ударяясь об обрабатываемую стальную деталь, являющуюся катодом, осаждаются на ней, а затем диффундируют вглубь, так как поверхность катода разогревается при бомбардировке ионами с энергией в несколько сот электронвольт до 500…600 °С. При соударении ионов с поверхностью детали происходит ее очистка от адсорбированных и оксидных пленок, препятствующих проведению обычного азотирования некоторых сталей, например коррозионно-стойких. Длительность ионного азотирования сокращается по сравнению с обычным азотированием, температура процесса снижается, а механические свойства поверхностного слоя повышаются.

![6. химико—термическая обработка: цементация, нитроцементация. материаловедение: конспект лекций [litres]](https://metallcore.ru/wp-content/uploads/5/e/a/5ea345403fb02722d17fe647473fa7d6.jpeg)
Кроме азотирования ионно-диффузионными методами, могут быть осуществлены цементация, силицирование, борирование и комплексное насыщение (карбонитрирование и т. д.) поверхностных слоев стальных изделий модифицирующими элементами.
Ионная имплантация основана на том, что при повышении энергии бомбардирующих ионов последние проникают внутрь кристаллической решетки металла, легируя поверхностный слой и упрочняя его за счёт искажения решётки. Энергия ионов при имплантации составляет 10…200 кэВ, а плотность ионных пучков – 1015…1018 частиц на 1 см2. С помощью ионной имплантации можно осуществить азотирование, борирование, оксидирование поверхностного слоя изделий и легирование его различными металлами. При ионной имплантации износои коррозионная стойкость поверхностных слоёв стальных деталей повышаются без изменения размеров последних.
При реализации данного метода можно получить в поверхностном слое такие фазы, которые невозможны в равновесном состоянии, например из-за ограниченной взаимной растворимости компонентов. Основными недостатками метода являются относительно высокая стоимость оборудования, невозможность обработки изделий сложной формы, а также малая толщина имплантированного слоя.
К перспективным методам поверхностного модифицирования конструкционных материалов относят лазерное поверхностное и электронно-лучевое легирование.
Лазерное поверхностное легирование характеризуется, как и лазерная закалка, интенсивным кратковременным тепловым воздействием на поверхностный слой изделия, которое зависит от плотности энергии лазерного излучения, подводимой к поверхности, и длительности облучения. При лазерном легировании тепловое воздействие сочетается с подведением к поверхности изделия легирующих элементов. Для этого на обрабатываемую лазером поверхность предварительно наносят тонкое покрытие из легирующего элемента (например, методом плазменного напыления или электролитическим) или осуществляют ионную имплантацию легирующего элемента в поверхностный слой перед лазерной обработкой. Возможна и одновременная подача легирующего элемента в зону обработки в момент лазерного облучения. Лазерная обработка вызывает проплавление поверхностного слоя и смешивание легирующего элемента с материалом основного слоя. Последующая скоростная кристаллизация в металле завершается образованием метастабильных фаз, состав которых может резко отличаться от равновесного.
Лазерное легирование углеродистых сталей позволяет получать поверхностные слои изделий с требуемыми структурой и комплексом свойств. Хорошие результаты достигнуты при обработке сканирующим лазерным лучом стальных изделий, покрытых порошками хрома и никеля; при этом существенно повышаются износостойкость и коррозионная стойкость изделий.
Электронно-лучевое поверхностное легирование сталей осуществляется в вакууме при облучении изделия потоком электронов. Оно даёт результаты, сходные с результатами лазерного легирования. Возможно как предварительное, так и одновременное подведение легирующих элементов в зону обработки.
Применение электронно-лучевого и лазерного легирования, а также ионно-плазменных методов упрочнения сталей ограничено из-за высокой стоимости и сложности технологического оборудования. Однако потенциальные возможности высокоэнергетических методов модифицирования поверхностных слоёв металлических изделий очень высоки, что обусловливает их достаточно широкое внедрение в машиностроении.
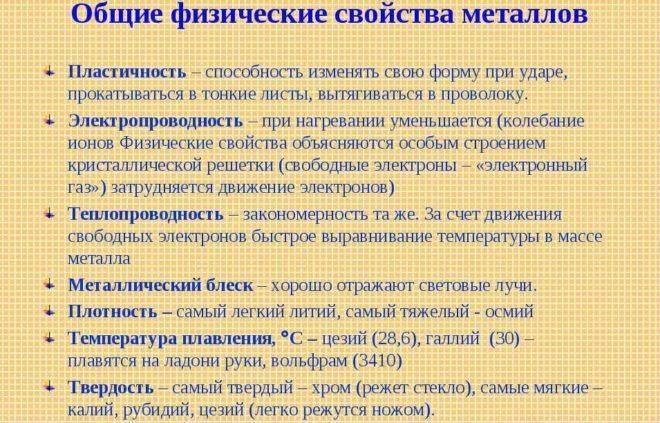
В чем заключаются преимущества термообработки?
При проведении термической обработки улучшаются свойства металла, что очень ценно в масштабах современного промышленного производства. К основным преимуществам термообработки можно отнести:
- повышение износостойкости, а значит продление срока годности изделий из обработанного металла;
- значительное уменьшение процента бракованных изделий;
- экономия средств и ресурсов на производстве в результате повышения прочности и улучшения качественных характеристик деталей промышленного оборудования.
Суть термической обработки состоит в соблюдении определенной последовательности технологических операций по нагреву, выдержки и охлаждения металла.
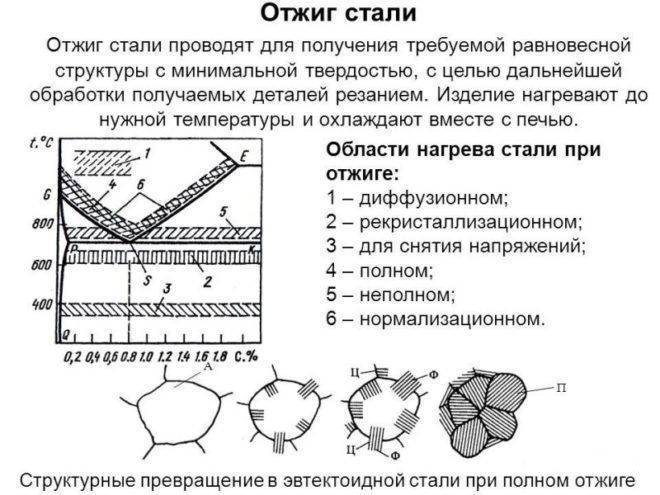
Отжиг
Отжиг — термическая обработка (термообработка) металла, при которой производится нагревание металла, а затем медленное охлаждение. Эта термообработка (т. е. отжиг) бывает разных видов (вид отжига зависит от температуры нагрева, скорости охлаждения металла).
Цементация стали
Материаловедение
Цементацией (науглероживанием) называется химикотермическая обработка, заключающаяся в диффузиднном насыщении поверхностного слоя стали углеродом при нагреве в соответствующей среде — карбюризаторе. Как правило, цементацию проводят при температурах выше точки, когда устойчив аустенит, растворяющий углерод в большом количестве.
Окончательные свойства цементованные изделия приобретают в результате закалки и низкого отпуска, выполняемых после цементации.
Назначение цементации и последующей термической обработки — придать поверхностному слою высокую твердость и износостойкость, повысить предел контактной выносливости и предел выносливости при изгибе и кручении.
Для цементации обычно используют низкоуглеродистые (0,1 — 0,18 % С), чаще легированные, стали. Для цементации крупногабаритных деталей применяют стали с более высоким содержанием углерода (0,2-0,3 %). Выбор таких сталей необходим для того, чтобы сердцевйна изделия, не насыщающаяся углеродом при цементации, сохраняла высокую вязкость после закалки.
На цементацию детали поступают после механической обработки с припуском на шлифование (50-100 мкм). Во многих случаях цементации подвергается только часть детали; тогда участки, не подлежащие упрочнению, защищают тонким слоем меди (20 — 40 мкм), которую наносят электролитическим способом или изолируют специальными обмазками, состоящим из смеси огнеупорной глины, песка и асбеста, замешанных на жидком стекле, ленитом и др.
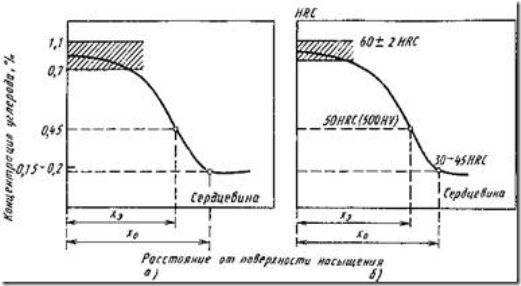
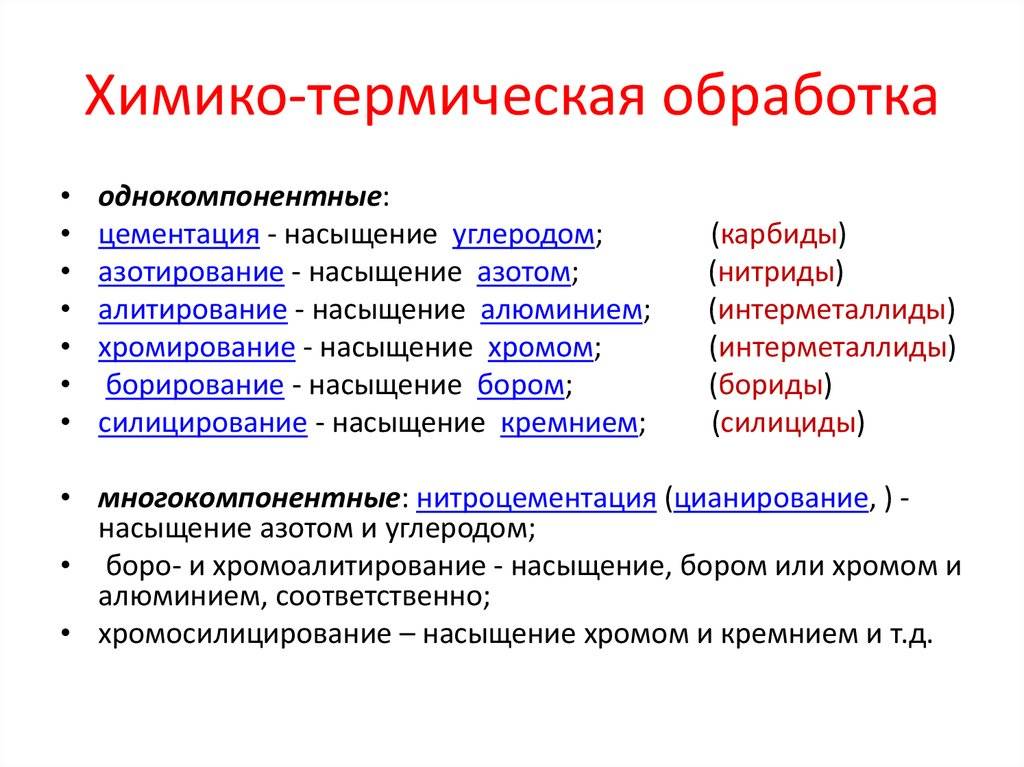
Рис. 148. Схема распределения углерода (а) и твердости после закалки и низкого отпуска (б) по толщине цементованного слоя: х0 — эффективная толщина слоя; xQ — общая толщина слоя
Механизм образования и строение цементованного слоя
Диффузия углерода в сталь возможна только в том случае, если углерод находится в атомарном состоянии, получаемом, например, диссоциацией газов, содержащих углерод (СО; СН4 и др.). Атомарный углерод адсорбируется поверхностью стали и диффундирует в глубь металла.
При температуре цементации (выше точки Ас3) диффузионный слой состоит только из аустенита, а после медленного охлаждения — из продуктов его распада — феррита и цементита. При этом концентрация углерода не достигает предела насыщения при данной температуре.
Цементованный слой имеет переменную концентрацию углерода по толщине, убывающую от поверхности к сердцевине детали (рис. 148, а). В связи с этим после медленного охлаждения в структуре цементованного слоя можно различить (от поверхности к сердцевине) три зоны (рис. 149,- а): заэвтектоидную, состоящую из перлита и вторичного цементита (1), образующего сетку по бывшему зерну аустенита; эвтектоидную (2), состоящую из одного пластинчатого перлита, и доэвтектоидную зону (3), состоящую из перлита и феррита. Количество феррита в этой зоне непрерывно возрастает по мере приближения к сердцевине.
За эффективную толщину цементованного слоя часто принимают сумму заэвтектоидной и половины переходной (доэвтектоидной) зон (до содержания 0,45 % С), что соответствует 50 HRC (см. рис. 148, б). Для многих изделий эффективная толщина слоя принимается после закалки до HV500 или HV700 для ответственных деталей.
Опыт показывает, что эффективная толщина цементованного слоя для деталей, изготовляемых из стали с содержанием
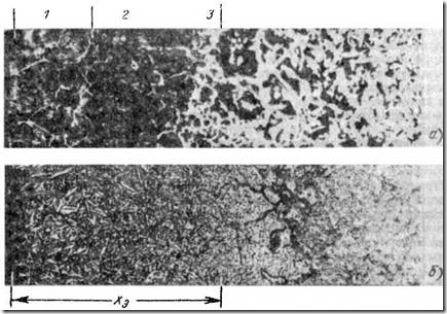
Рис. 149. Микроструктура цементованного слоя после медленного охлаждения (а) и закалки (б), Х200: 1 — заэвтектоидная зона (перлит + цементит в виде тонкой сетки); 2 — эвтектоидная (перлит); 3 — доэвтектоидная зона (перлит — черные, феррит — белые участки); xэ — эффективная толщина слоя (50 HRC)
<0,17 % С, составляет 15 % наименьшей толщины или диаметра цементуемого сечения. При содержании в стали >0,17 % С толщину слоя уменьшают до 5-9 %, а для деталей, работающих на износ, не испытывающих больших удельных нагрузок, — до 3-4 % от наименьшей толщины или диаметра цементуемого сечения.
Концентрация углерода в поверхностном слое должна составлять 0,8-1,0 %. Для получения высокой контактной усталости содержание углерода может быть повышено до 1,1-1,2 %. Более высокая концентрация углерода вызывает ухудшение механических свойств цементуемого изделия.
В случае цементации сталей, легированных карбидообразующими элементами, при температуре диффузии возможно образование двухфазного слоя из аустенита и карбидов глобулярной формы. На толщину слоя легирующие элементы в том количестве, в котором они присутствуют в цементуемых сталях, практически не влияют.
Немного истории
Еще в древние времена мастера кузнецких дел использовали самые примитивные методы закалки. Для этого раскаленный кусок железа погружали в воду, масло или вино. Но время шло, и вместе с опытом развивались и способы закаливания металла.

В начале XIX века хрупкий чугун помещали в емкость со льдом и засыпали сахаром. После процесса нагревания продолжавшегося в течение 20 часов, чугун становился мягким и легко поддавался ковке.
Середина XIX века знаменательна тем, что русский изобретатель металлург Д. К. Чернов совершил выдающееся открытие. Он установил, что при смене температуры металл изменяет свои свойства.
Дмитрий Константинович Чернов стал основоположником науки изучающей свойства металлов – материаловедения.
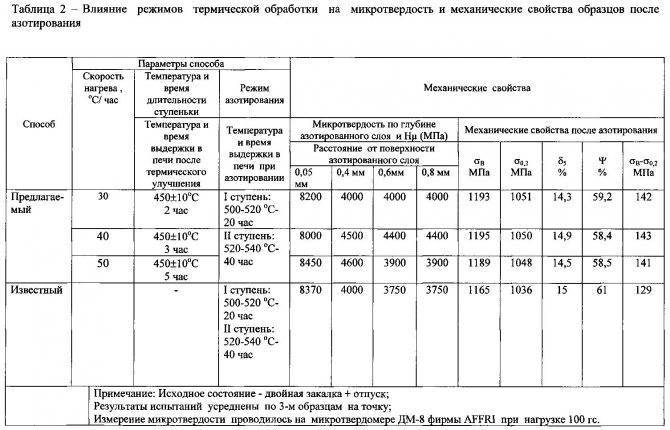
Азотирование стали
При азотировании поверхностный слой стальной детали насыщают кислородом. Промышленное применение данный способ получил практически 100 лет назад, в 20-е годы XX века. Азотирование детали – это отличный способ повысить не только твердость изделия, но и его коррозионную стойкость.
Азотирование стали осуществляется посредством погружения детали в печи, которые герметично закрывают. Туда подают аммиак, который при нагреве распадается на азот и водород. В процессе данной реакции атомы азота поглощаются слоем поверхности стали и проникают внутрь детали.

Насколько глубоким и прочным окажется слой, подверженный азотированию, сказать сложно. Этот фактор зависит от многих деталей:
- температура, при которой осуществлялось азотирование;
- продолжительность обработки детали;
- состав стали, которую подвергли азотированию.
 Способ химико-термической обработки
Способ химико-термической обработки
Описываемая процедура не позволяет достигать нескольких целей одновременно, в отличие от цементации. Выделяют два вида азотирования.
Повышение прочности слоя поверхности стальной детали. Температура процесса – до 560 ОС, средняя толщина слоя – 0,5 мм. Продолжительность операции может достигать одних суток.
Повышение степени устойчивости к коррозии. Оптимальная температура – от 650 до 700 ОС. Продолжаться антикоррозийное азотирование может до 10 часов. Толщина слоя, образующегося в процессе – 0,3 мм.
Процесс азотирования стали могут проходить только полностью готовые изделия, которые прошли через этапы термической и механической обработки. Структура сорбита внутри изделия сохранена полностью, что обеспечивает повышение прочности и вязкости детали.
Азотирование
Оно предполагает насыщение атомами азота поверхностных слоев деталей из легированных сталей посредством диффузии. В результате происходит реакция азота с легирующими элементами (молибденом, хромом, алюминием) с образованием твердых и стойких соединений – нитридов.
Преимуществом является более низкая температура обработки по сравнению с процессом цементации – 500-600 ºС. Кроме того, азотированный слой обладает более высокими механическими показателями и коррозийной стойкостью (эти свойства сохраняются при температурах до 500 ºС). Характеристики цементованного слоя устойчивы при температурах до 220 ºС.





