

Фильтр
Г-образный фильтр – это комбинация индуктивности и ёмкости представляет устройство из параллельно включенного в сварочную цепь конденсатора и дросселя с последовательным включением. На электросхеме элементы складываются в букву Г. Устройство потребуется для создания сварочного полуавтомата с нуля и модернизации инвертора.
Парное использование конденсатора и дросселя увеличивает электродвижущую силу самоиндукции. Полуавтоматическое сварочное устройство не потеряет дуги даже при значительном падении напряжения.
Конденсатор для фильтра сварочного устройства подбираем электролитический. Один или несколько конденсаторов напряжением не менее 100 В, собираются параллельно. Суммарная ёмкость минимум 104 микрофарад. Оптимально — 20–30 мкф.

Сварочное напряжение (длина электрической дуги)
Длина дуги одна из самых важных переменных в сварке MIG/MAG, которую нужно контролировать. Нормальное напряжение сварочной дуги в двуокиси углерода (CO2) и гелии (He) намного выше, чем в Ароне (Ar). Напряжение дуги влияет на проникновение, прочность и ширину шва.
С увеличением напряжения электрической дуги, шов становится более плоским и широким и до определённых пределов увеличивается проникновение. Низкое напряжение даёт более узкий и выпуклый шов и уменьшается проникновение.
Слишком большое и слишком маленькое напряжение вызывает нестабильность дуги. Избыточное напряжение является причиной образования брызг и пористости шва.
Диагностика и возможные неисправности
Все сварочные полуавтоматы снабжены инструкциями по эксплуатации и обслуживанию, где прописаны наиболее распространённые неисправности, их возможные причины и способы устранения. Поэтому рекомендуется сначала диагностировать дефектный аппарат с помощью этой инструкции.

Их нужно знать хотя бы для того, чтобы уметь устранять самые элементарные поломки аппарата, например, заменить перегоревший предохранитель в плате управления. А не зная, где находится электронный блок, нельзя найти и предохранитель. Не стоит, конечно, везти из-за такой мелочи аппарат в сервис или вызывать мастера на дом.

Основные узлы полуавтомата для сварки:
- система электропитания;
- линия подачи присадочной проволоки;
- электронная плата управления агрегатом;
- источник газовый;
- горелка.
Сварщику необходимо знать не только устройство горелки, но также и принцип работы (и расположение) остальных компонентов сварочного аппарата.
Перечислим наиболее часто встречающиеся поломки полуавтоматов, которые происходят либо в механической части конструкции аппаратов, либо в электронной.

Механические
Нередко бывает, что сразу нельзя понять, что происходит со сварочным аппаратом и где начать искать причину. Например, он не включается вообще или включается, но не варит, а если варит, то дуга нестабильная. В таких случаях возможными причинами могут стать плохие контакты, причём как в соединениях подачи электричества к аппарату, так и в электрических устройствах в самом агрегате.
Возможна ситуация, при которой происходит внезапное отключение сварочного аппарата во время работы. Одной из вероятных причин такой неприятности является срабатывание защиты от короткого замыкания в электрических цепях сварочного оборудования.

Причины здесь кроются либо в некачественных контактах, либо в настройках силы тока к процессу сварки (недопустимо высокой), либо в изношенных деталях. Если не регулируется величина сварочного тока, то причиной может являться попадание внутрь кожуха регулирующего механизма постороннего предмета, который мешает перемещению вторичных катушек регулятора. Кроме того, возможны износ винта регулятора либо короткое замыкание между его зажимами.
Отсутствие дуги в некоторых случаях также является результатом плохих контактов в кабелях и месте присоединения к свариваемой детали. Случаются проблемы с подачей присадочной проволоки: подача запаздывает или возникает сильное трение в канале подачи. Это может происходить при ослаблении прижимного механизма или нарушения его регулировки.
Все перечисленные выше неисправности в большинстве случаев нетрудно исправить самостоятельно, не прибегая к помощи специалистов.

Электронные
Самостоятельным ремонтом электронной платы системы управления и электрической схемы сварочного аппарата, не имея каких-либо основательных знаний в области электротехники и электроники, заниматься не рекомендуется ввиду сложности этих составляющих компонентов.

Проверку электроники рекомендуют производить по определенному алгоритму. Причём делать это нужно после того, как та или иная поломка не устранилась в результате проведённых диагностических и профилактических мероприятий в механической части агрегата.
- В первую очередь проверяются все предохранители, имеющиеся в системе.
- Демонтируется плата управления, визуально оценивается работоспособность деталей на ней (пайка, целостность, внешний вид и другие признаки).
- Если визуальный осмотр не дал результатов, следует проверить исправность деталей платы тестером, выпаивая каждую из них по очереди. После проверки исправная электронная деталь устанавливается на место, а тестирование продолжается далее.
Сварочная проволока
Вслед за широкой востребованностью полусварочных автоматов промышленность начала создавать различные виды проволок для них. Правильный ее выбор повышает производительность сварочного процесса, улучшает качество шва. Немаловажным аспектом является повышение безопасности. ГОСТ 2246 содержит требования к составу и качеству проволоки. Среди большого количества видов марок находят постоянное применение лишь некоторые из них. Остальные являются узкопрофильными.
Тип, диаметр и марка проволоки зависят от химического состава и толщины свариваемых металлов. Состав проволоки должен соответствовать аналогичной характеристике материала. Поэтому проволоки разделяют на три крупных вида: низкоуглеродистую, легированную и высоколегированную.
Вид марки обозначен на маркировке. Буквы и цифры указывают на состав и процентное соотношение входящих элементов. Проволока, в которой уменьшено содержание вредных веществ, таких, как сера и фосфор, в конце маркировки имеют букву “А”. Две буквы “АА” свидетельствуют о металле высокой очистки.
Диаметры проволоки для сварки полуавтоматом находятся в диапазоне от 0,3 до 12 мм. Выбор диаметра зависит от толщины деталей. Так, например, если предстоит сварка деталей, имеющих толщину 3-5 мм, то диаметр проволоки должен быть не больше 2 мм. На выбор проволоки также оказывает влияние выбранная сила тока. Для экономии при процессе сварки ведут контроль расхода присадочного материала. На него оказывают влияние состав свариваемого металла, диаметр проволоки, ее качество.
Устройство и назначение полуавтомата

В полуавтоматической сварке не нужно самостоятельно подавать электрод и производить его замену в держателе. В машинном устройстве вместо электрода установлена специальная проволока. Она автоматически выходит в зону сварки. Сварщик регулирует нужную подачу и, выдерживая определенное расстояние до металла, выполняет работу.
Различные виды полуавтоматической сварки просты в исполнении и не требуют специальных знаний. Все оборудование и детали стоят относительно недорого. Именно преимущество в цене делает данный тип сварки популярным как в крупной промышленности, так и в фирмах технического обслуживания или ремонта.
Также аппараты полуавтоматической сварки широко используются частными мастерами, а также непрофессионалами в работе дома или на даче. Перед покупкой оборудования вам необходимо изучить основы этой технологии, определить нужную область применения, затем подобрать конкретную модель устройства.

Механизм полуавтоматического оборудования универсален для всех типов сварки. Основные детали устройства:
- источник питания, блок управления, панель индикации и элементы ручной настройки;
- кабель-шланг для подачи проволоки, газа и тока в сварочную область (иначе – сварочный рукав), кабель для подсоединения к «массе»;
- сварочная горелка;
- механизм для автоматического выхода проволоки;
- емкость с инертным или активным газом, специальное газовое оборудование.
Помимо перечисленных основных элементов, для некоторых видов полуавтоматической сварки могут понадобиться дополнительные устройства. Например: размоточные приспособления, оборудование для соединения трубопроводов, стойки для рукавов, ограничивающие экраны, вытяжки и т. д.








Полуавтоматы для дуговой сварки и их основные узлы
⇐ ПредыдущаяСтр 11 из 33Следующая ⇒
В настоящее время широко применяется механизированная сварка. Это объясняется высокой маневренностью полуавтоматов, возможностью производить сварку в труднодоступных местах. Механизированная сварка широко применяется на конвейерных линиях в машиностроении при сварке корпусов всех видов транспортных средств и строительно-монтажных конструкций при их предварительной сборке и сварке и т. д.
Полуавтоматы для дуговой сварки плавящимся электродом классифицируют по нескольким признакам в соответствии со стандартом.
По способу защиты сварочной дуги
принята следующая классификация полуавтоматов:
в активных защитных газах (Г);
в инертных газах (И);
под флюсом (Ф);
открытой дугой (О).
По способу регулирования скорости подачи электродной проволоки
выпускаются полуавтоматы с плавным, ступенчатым и комбинированным регулированием. Полуавтоматы различают также по способу подачи электродной проволоки: толкающему, тянущему, универсальному.
По способу охлаждения горелки
выпускают полуавтоматы с естественным охлаждением горелки (до 300 А) и с принудительным охлаждением (500 А). Срок службы сварочных полуавтоматов – 5 лет со сменой сварочной горелки через каждые полгода. В полуавтоматах механизирована только подача электродной проволоки, которая подается в зону горения дуги через гибкий пустотелый шланг, поэтому такие полуавтоматы называют шланговыми.
Для сварки низкоуглеродистых и низколегированных сталей плавящимся электродом в среде углекислого газа во всех пространственных положениях, кроме потолочного, широко применяются полуавтоматы серии ПДГ. Стабилизация выходных параметров источника питания совместно со стабилизацией скорости подачи электродной проволоки позволяет получать сварные соединения высокого качества.
Полуавтоматы этой серии состоят из подающего механизма, источника питания постоянного тока или импульсного источника питания, сварочной горелки, газовой аппаратуры и соединительных гибких шлангов. В комплект полуавтомата входит сварочная горелка типа ГДПГ. Управление полуавтоматом осуществляется специальным блоком БУСП-2 (блок управления сварочными полуавтоматами) (рис. 26).
Рис. 26. Полуавтомат ПДГ в комплекте с основными узлами:
1
– сменная газовая горелка;2 – шланг для подачи электродной проволоки;3 – подающий механизм;4 – кассета для электродной проволоки;5 – блок управления БУСП-2;6 – газовый шланг;7 – источник питания;8 – газовая аппаратура;9 – провода цепи управления;10 – сварочный кабель
В режиме наладки блок управления обеспечивает выполнение следующих операций:
включение подачи газа для настройки его расхода или дозировки;
установка заданной скорости подачи проволоки;
выбор рабочего цикла для сварки длинными, короткими и точечными швами.
В режиме сварки блок управления обеспечивает выполнение команд начала и окончания сварки.
При поступлении команды начала сварки включается подача газа, затем источник питания и через 0,5 с включается подача проволоки. При поступлении команды о прекращении сварки выключается электродвигатель подающего механизма и производится его торможение, отключается источник питания и подача защитного газа; блок управления возвращает схему в исходное положение.
Полуавтоматы типа ПДИ обеспечивают сварку в импульсном режиме.
Полуавтоматом ПДГ-516 (ПШ-13) можно сваривать как сплошной стальной, так и порошковой проволоками. Для сварки в различных пространственных положениях некоторые типы полуавтоматов серии ПДГ комплектуются консольно-поворотным устройством. Такие устройства позволяют увеличивать производительность сварочных работ как на стационарных установках (рис. 27), так и передвижных.
Технические характеристики некоторых полуавтоматов приведены в табл. 11.
В связи с унификацией основных узлов полуавтоматов более широкое распространение получают универсальные полуавтоматы (быстро переналаживаемые).
Одним из таких полуавтоматов является ПШ-112. Полуавтомат предназначен для сварки самозащитной и порошковой проволокой, но легко и быстро переналаживается на сварку в углекислом газе сплошной проволокой.
Рис. 27. Стационарная установка для механизированной сварки крупногабаритных изделий:
1
– консоль;2 – монорельс;3 – тележка;4 – сварочный полуавтомат;5 – гибкий шланг
Таблица 11
⇐ Предыдущая11Следующая ⇒
Рекомендуемые страницы:
Воспользуйтесь поиском по сайту:
Обращение в бытовых условиях
Сегодня газовая сварка уже не считается сложным вариантом соединения металлов и практикуется в частном хозяйстве многими пользователями. Нужно помнить, что при организации подобного вида работ в домашних условиях надо неукоснительно выполнять особые требования безопасности.
Прежде всего, проверяется герметичность каналов подвода рабочих газов, затем визуально осматривается горелка — особое внимание обращают на состояние наконечника. Внимательно проверяйте места стыковки с соединительными ниппелями, чтобы не произошло утечки газа, что чревато возгоранием.
Внимательно проверяйте места стыковки с соединительными ниппелями, чтобы не произошло утечки газа, что чревато возгоранием.
Газовые баллоны нельзя переносить вручную, а следует перевозить на специальной тележке с мягким ходом (на надувных колесах), хранить емкости надо в железном ящике, снабженным надежным запором, чтобы исключить доступ посторонних, особенно любопытных детей младшего возраста. Нельзя проводить работы с аналогичным оборудованием рядом с легко воспламеняющимися и горючими веществами.









Принцип работы
Идущая в комплекте газовая горелка для полуавтомата – это исполнительное устройство для получения сварочного шва в среде защитного газа.
Газовая горелка для полуавтомата
- Горелка помещается к основному металлу на расстояние образования дуги.
- Перед началом розжига дуги за несколько секунд в сварочную зону подается защитный газ.
- Напряжение подается на токоподводящий наконечник, а соответственно и на электродную проволоку.
- В сварочной дуге электродная проволока плавится и каплями с потоком газа попадает в сварочную ванну.
- При перемещении горелки вдоль соединяемых элементов образуется сварной шов.
- Среда защитного газа обеспечивает получение качественного и чистого шва.
Во время проведения сварных работ элементы горелки подвергаются воздействию высоких температур. Особенно страдают газовое сопло, токоподводящий наконечник и электродный держатель, также именуемый диффузором и газорассекателем.
Устройство горелки для полуавтомата
- основа горелки;
- изоляционное кольцо;
- электродный держатель;
- токоподводящий наконечник;
- газовое сопло.
Выход из строя, например, токоподводящего наконечника, препятствует подаче сварочной проволоки для заполнения ванны.
Какой газ использовать?
Тип защитного газа влияет на характеристики сварки: на глубину проникновения, электрическую дугу и механические свойства шва.
- 100%-ая углекислота (чаще всего используется для сварки сталей) обеспечивает более глубокое проникновение при сварке, но увеличивается количество брызг и шов более грубый, чем при смеси аргона с углекислотой.
- Смесь 75%-ного аргона и 25% углекислоты (называется 75/25 или С25) можно считать лучшей смесью для углеродистой стали. При сварке с таким газом образуется мало брызг, получается красивый шов и при сварке тонкий металл не прожигается насквозь, так как нет сильного проникновения.
- Для сварки нержавейки используется смесь 98% аргона и 2% углекислоты. Для алюминия – 100% аргон.
Особенности сварочных инверторов и их ремонт
Сварочный полуавтомат инверторного типа обладает рядом особенностей и преимуществ. Большинство пользователей подобных сварочных устройств отмечают:
- высокую мощность установки;
- мобильность аппарата;
- простоту обслуживания;
- надежность конструкции инвертора;
- минимальное потребление электрической энергии при выполнении работ по свариванию металлических изделий.
Характерной особенностью инверторных устройств для сварки служит более сложная электротехническая схема, по сравнению с трансформаторными или выпрямительными сварками.
 Инвертор для сварочных работ.
Инвертор для сварочных работ.
Ремонт инверторных сварочных аппаратов следует начинать с проверки следующих элементов:
- транзисторы;
- диодный мост;
- система охлаждения.
Перед тем, как отремонтировать сварочные аппараты своими руками необходимо провести диагностику основных компонентов. Как правило, неисправные детали, например, транзисторы или диоды, можно легко определить по существенном изменении геометрии.
Если такие детали удается выявить визуально, то восстановление аппарата для сварки своими руками сведется к банальной замене неисправных электротехнических элементов при помощи паяльника и припоя.
Большинство моделей инверторных аппаратов для сварки комплектуются инструкциями. Проводить обслуживание данных устройств проще по схемам, имеющимся в соответствующем разделе документации.
Общая информация
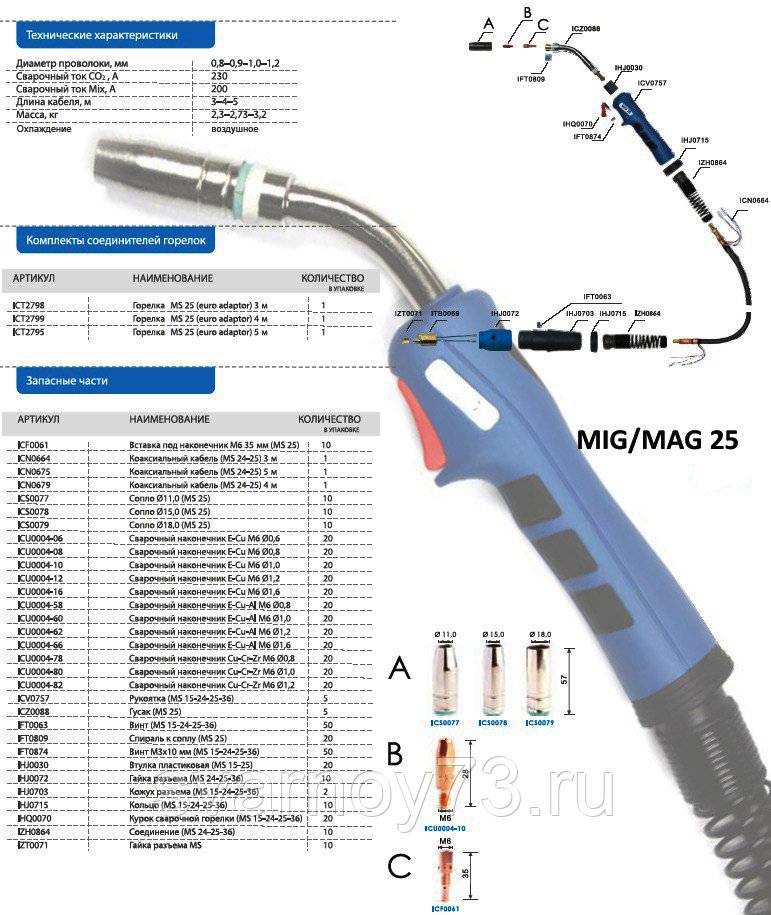
 Сварочная горелка для полуавтоматов применяется как для MIG, так и MAG сварки. Ее предназначение — доставка к месту сварки сварочной проволоки и защитного газа. Кроме этого именно через горелку осуществляется подача тока (второй контакт аналогичен контакту при использовании инверторной сварки электродами).
Сварочная горелка для полуавтоматов применяется как для MIG, так и MAG сварки. Ее предназначение — доставка к месту сварки сварочной проволоки и защитного газа. Кроме этого именно через горелку осуществляется подача тока (второй контакт аналогичен контакту при использовании инверторной сварки электродами).
Аббревиатуры MIG/MAG означают следующее:
1. MIG — расшифровывается на английском как Metal Inert Gas, сварка производящаяся в инертном газе. Часто это аргон или гелий. В горелке для сварочного полуавтомата mig-типа выгодно использовать их смесь с углекислым газом. Его обычно добавляют от 2 до 20 процентов.
2. MAG — расшифровывается как Metal Active Gas, то есть — в активном газе. Чаще всего это оксид углерода. Очень эффективно при работе со сталью, но имеет недостаток — сильное брызгообразование.
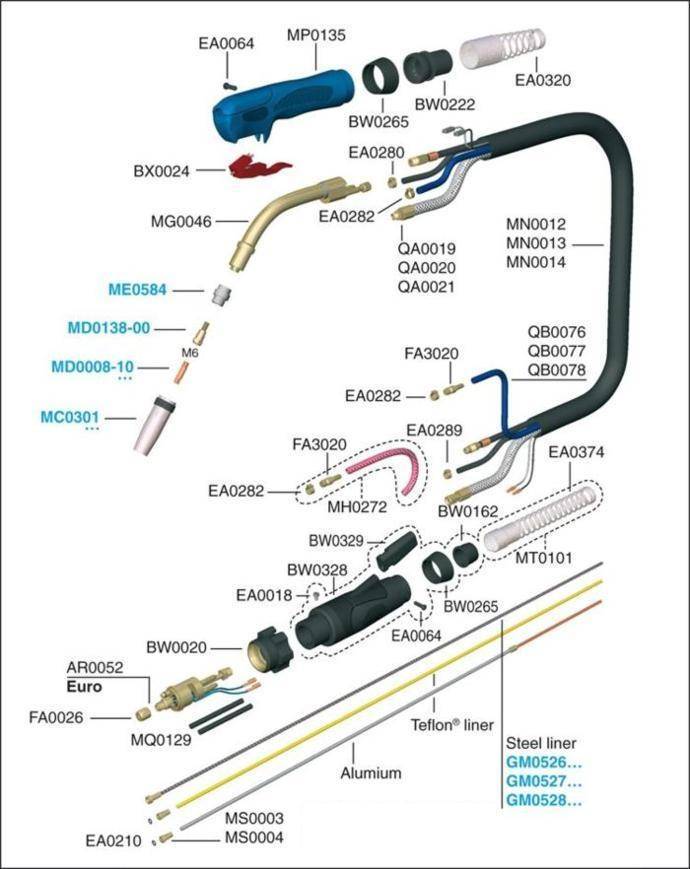
По своему устройству сварочная горелка для полуавтоматов состоит из трех частей:
- Собственно сама горелка
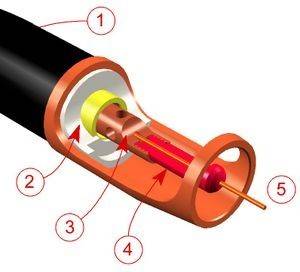
- Сварочный рукав — соединяет горелку с аппаратом и обеспечивает подачу проволоки, газа, охлаждающего агента и тока
- Соединительное устройство — может быть как единым (евроразъем), так и раздельным — штекеры для проволоки, тока и так далее каждый отдельно. В любом случае для фиксации используются накидные гайки.
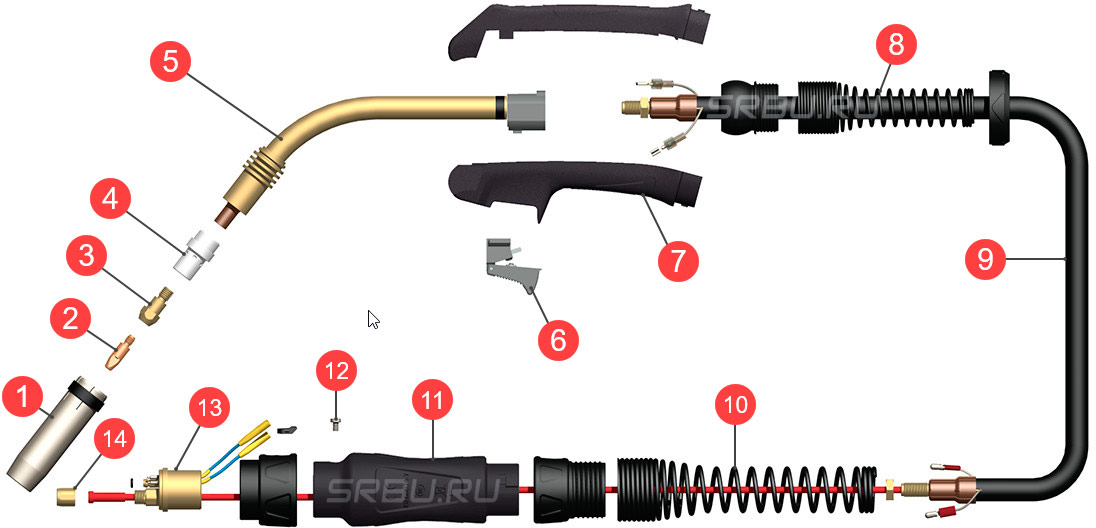
 Устройство горелки аналогично у всех производителей. Она состоит из:
Устройство горелки аналогично у всех производителей. Она состоит из:
- Сопло (наиболее расходная часть, часто изготавливается из медных сплавов)
- Втулка (представляет собой термостойкий и токонепроводящий полый цилиндр, помещаемый внутрь сопла)
- Контактная трубка (охватывает диффузор и по ней подается защитный газ)
- Диффузор (часто называется газорассекателем, именно через него в рабочую зону подается сварочная проволока, он имеет сменные насадки под разные ее диаметры)
- Горловина (соединяет детали No1-4 с собственно подающим рукавом, выполняет механическую и термическую защиту сварщика)
- Ручка горелки (в ней расположена кнопка управления работой сварочного аппарата, от удобства ее формы зависит качество шва и утомляемость при длительной работе)
Принадлежности для горелки аргоновой сварки
Устройство любой тиг горелки достаточно простое. Чтобы работать с принадлежностями этого типа, необходимо укомплектовать их рядом аксессуаров, обеспечивающих фиксацию вольфрамового электрода, а также правильную подачу газа к месту сварки. Среди таких принадлежностей:
- Классическое керамическое сопло или сопло с газовой линзой. Во втором варианте газ идет через решетку. Такой поток обеспечивает более высокий уровень защиты.
- Держатель цанги.
- Цанга.
- Колпачок. Может быть удлиненным, длинным либо коротким.
Размеры первых трех принадлежностей подбираются, опираясь на диаметр используемого вольфрамового электрода
Крайне важно, чтобы принадлежности хорошо подходили к расходным материалам, иначе результат выполняемых работ вас не порадует
Газозащита
Газовый поток тоже является справочной величиной и не влияет напрямую на настройки сварочного агрегата. Контроль над расходом газа существенно упрощается при условии, что редуктор имеет две шкалы. Более точно объем потока учитывает ротаметр, который довольно часто устанавливают на промышленных сварочных линиях.
Ротаметрический показатель расхода газа дает данные о подаче инертного газа в зону сварочного процесса в постоянных величинах. Статическое давление будет снижено в том случае, когда сработает горелка и будет создано облако защитного газа. Стартовый диапазон значений для ротаметра составляет от 6 до 10 литров на минуту. В случаях, когда установлен манометр – порядка 1-2 атмосфер.
Норма расхода газа подбирается в зависимости от наличия пор в зоне сварного шва. Газовый поток увеличивается в объеме до того момента, когда поры не исчезнут. Применение газа на ветру или в помещениях со сквозняком не оправдано. Здесь лучше прибегнуть к проволоке с флюсом.
Подбор газовой смеси
На выбор газовой защитной смеси влияют два фактора – свойства свариваемых материалов и требования по качеству исполнения:
- углекислый газ идеально защищает сварочные ванны. Является идеальным вариантом для обеспечения глубокого проплава. Но не подходит для тонкой работы в силу грубого по внешнему виду шва и большой разбрызгиваемости;
- аргон в сочетании с углекислотой в пропорции 3:1 применяется для сваривания тонколистовых заготовок. Формируется тонкий шов высокого качества, генерируется минимальное количество брызг;
- для нержавейки оптимальной газовой смесью является композиция из аргона (98%) и углекислоты (2%);
- при сварке алюминия применяется чистый аргон.
Устройство и принцип работы полуавтомата
Основное предназначение полуавтоматического сварочного аппарата – это дуговая сварка с применением плавящегося электрода, который обдувается защитным газом. Аппарат используется для соединения низколегированных и малоуглеродистых сталей, как протяженными, так и прерывистыми швами.

Данное оборудование предназначено для работы в закрытых, хорошо вентилируемых помещениях при температуре воздуха от -10°С до +40°С.

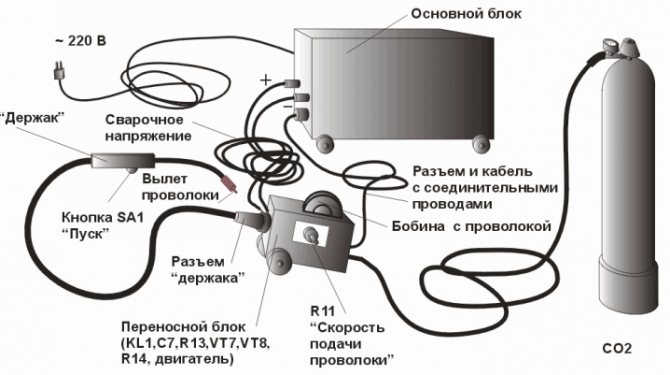
Состоит полуавтомат из следующих элементов:
- основного блока, вырабатывающего сварочный ток необходимой величины;
- блока подачи проволоки;
- сварочной горелки с подсоединенным кабелем, через который проходит силовой провод, газовый шланг, управляющий провод и направляющая для проволочного электрода.

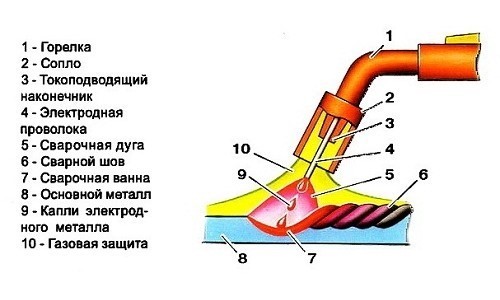
Принцип работы агрегата заключается в следующем. При нажатии на кнопку пуска, расположенную на рукоятке горелки, начинается подача электродной проволоки (4), тока и защитного газа через сопло (2). Ток на проволоку поступает через токопроводящий наконечник (4). При соприкосновении ее с основным металлом возникает электрическая дуга, которая начинает плавить электрод. Капли электродного металла, попадая на основной металл (8), образуют шов (6). При этом сварочная ванна (7) находится под обдувом защитным газом (10), который предотвращает попадание в нее кислорода и азота из атмосферного воздуха. Благодаря газовой защите сварной шов получается прочным и качественным.








Обзор моделей
На российском рынке представлены модели как отечественных, так и иностранных производителей. Все они делятся на две большие группы — с евроразъемом и со штекерным соединением. В любом случае рекомендуется выбирать горелку того же производителя, что и аппарата полуавтоматической сварки. Так будет меньше вероятность неожиданных поломок из-за разницы в устройствах и несовместимости.
Наибольшей популярностью пользуются модели следующих производителей:
Выбирая горелку не стоит стремиться покупать ту, номинальная сила тока которой равна силе тока аппарата. Стоит брать горелку, чей показатель на 50-100 ампер меньше. Это серьезно сэкономит средства, так как максимальный ток практически никогда не используется и самое главное — при его превышении горелка вовсе не плавиться в руках сварщика, а тем более не пропускает ток. Так что и о безопасности в этом случае нет нужды беспокоиться.
Что делать, если инвертор не включается
В первую очередь нужно проверить, есть ли напряжение в сети, и поступает ли оно по кабелю питания в инвертор
Второе на что следует обратить внимание, так это на целостность предохранителей, которые установлены в самом аппарате. Для этого придётся вскрыть корпус инвертора и мультиметром проверить предохранители

Внимание! Если инвертор все еще находится на гарантии, то разбираться его корпус нельзя. В противном случае вы лишитесь гарантии, и будете осуществлять ремонт сварочного инвертора за собственные деньги. Часто причиной того, что инвертор отказывается включаться, является обрыв токовой обмотки трансформатора
Происходит такое по причине неаккуратного обращения с инвертором. В данном случае ремонт осуществляется путем перемотки обмоток или заменой всего трансформатора
Часто причиной того, что инвертор отказывается включаться, является обрыв токовой обмотки трансформатора. Происходит такое по причине неаккуратного обращения с инвертором. В данном случае ремонт осуществляется путем перемотки обмоток или заменой всего трансформатора.

Нередко причина кроется и в выходе из строя фильтрующего конденсатора. Также часто причиной того, что инвертор не включается, является заниженное напряжение в сети.
Особенности шва в пространственном положении
Полуавтоматом накладывают швы по принципу обычной дуговой сваркой. Разница заключается только в том, как работает сварщик с вертикальными стыками. Для того, чтобы выполнить вертикальный шов полуавтоматом, необходимо вести сварку сверху вниз
На видео в интернете видна важность поперечно колебательных движений по сторонам. Если держать горелку долго на одном месте, расплавленный металл начнет стекать вниз. При наличии широкого зазора, сперва, делается «мостик» между частями изделия в верхней точке
После чего производится заполнение соединения металлом. Для герметичности, при окончании сварки следует вывести ванну за пределы стыка на цельный материал
При наличии широкого зазора, сперва, делается «мостик» между частями изделия в верхней точке. После чего производится заполнение соединения металлом. Для герметичности, при окончании сварки следует вывести ванну за пределы стыка на цельный материал.
Начинающие сварщики быстро учится выполнять качественные швы на таких аппаратах, поскольку в них нет шлака, и лучше видно сварочную ванну. Зная устройство и принципы настройки полуавтомата, можно выполнять различные работы в производственных и домашних условиях.





