Происхождение метода
В конце 17 века проводились первые опыты по погружению металлической детали в горячий цинк. Французский химик отметил появление защитного слоя после процедуры – оцинковка металла. В 1836 году во Франции отдается патент на применение горячего цинка с целью использования для антикоррозийных свойств металлоконструкций. Метод горячего цинкования был налажен уже через 10 лет после открытого патента, а широкое распространение получил в середине прошлого века.  Изделия, обработанные цинком возможно использовать при любых условиях, кроме щелочной среды. Изготовление представлено некоторыми сложностями во время производства, однако они перевешиваются плюсами.
Изделия, обработанные цинком возможно использовать при любых условиях, кроме щелочной среды. Изготовление представлено некоторыми сложностями во время производства, однако они перевешиваются плюсами.
Технология гальванического цинкования металла
Одним из популярных видов цинкования является гальваническое цинкование. Согласно технологии, электрохимический процесс протекает в специальном барабане. В результате получают белое, голубое, радужное или матово белое покрытие толщиной 10–20 мкм. Из-за столь малой величины покрытие используется в основном с декоративной целью.
Достоинствами гальванизации металла можно считать равномерность покрытия, его хорошие декоративные свойства, точность размеров и высокая производительность метода. Среди недостатков выделяются слабые защитные свойства и, соответственно, низкая устойчивость к коррозии, а также высокая вероятность повышения водородной хрупкости металла, обусловленная анодированием.

Основной сферой применения данного метода является обработка крепежных деталей, стальной сетки и гвоздей с целью защиты от коррозии. Выбор технологии гальванизации объясняется низкой себестоимостью процесса, высокой производительностью агрегатов, выполняющих обработку, и достаточным уровнем защиты крепежа.
Технология электролитического цинкования основывается на электролизе.
Сутью данного химического процесса является погружение стальных деталей в ванну с электролитом и чистым цинком. Затем к стальным деталям и к цинку подводится ток при помощи электродов. Цинк находится в специальных сетчатых секциях в виде шаров, пластин или любой другой формы.
В процессе электролиза происходит растворение цинка (он является анодом). В результате ионы цинка оседают по всей поверхности стальной детали, создавая гальваническое покрытие. Его толщина может варьироваться от 4 до 20 мкм.
Растворение анода в процессе электролиза вызвано пропусканием электротока с катодной плотностью 1-5 А/дм.
Технология гальванического цинкования металла может выполняться тремя способами: щелочным, цианидным и кислотным.
Самой распространенной технологией является цинкование в слабокислых электролитах. При помощи данной технологии достигается хороший внешний вид цинкового покрытия и высокая степень укрываемости. Помимо этого, снижается водородная хрупкость металла. Это касается углеродистых и легированных сталей. Посредством метода гальванизации можно обрабатывать чугунные и стальные изделия сложной формы.
Технология предусматривает предварительную очистку поверхности от смазки, коррозии, окалины. Затем следует процесс нанесения цинкового покрытия. Для закрепления его осветляют (травят в слабом растворе азотной кислоты) и проводят пассивацию, в результате которой цинковое покрытие становится более стойким к негативному воздействию окружающей среды, также повышаются его декоративные качества (придается блеск и нужный цвет).
Для какой цели металлической конструкции подвергают покрытой цинком стали
Процесс предполагает наложение тоненького слоя цинка, перед нанесением поверхность отделывается механическими и химическими способами. Покрытие гарантирует защиту не только барьерную, но и электрохимическую реакцию. Цинкование горячим способом применяется во многих случаях во время работы с металлами, так как оно наиболее склонно градирующим процессам. Способ горячего цинкования считается наиболее допустимым, так как имеет сбалансированную стоимость процесса, большой результат.

Способ горячего цинкования на производстве
Главное назначение цинкования – увеличение прочности металлической конструкции. Оцинкованную деталь не надо красить для защиты от ржавчины, все вместе процесс приближен к цене покраски, однако имеет больше положительных качеств.
Контроль качества покрытия, браковочные признаки
После окончания работ следует провести осмотр изделия на наличие недостатков и дефектов. Качество горячего цинкования регламентируется ГОСТом 9.307-89. Требуется соблюсти следующие критерии.
- Допускается гладкое или шероховатое покрытие;
- Слой цинка обязан быть сплошным;
- Цвет матовый в темно-серых тонах или серебристо-глянцевый;
- На поверхности оцинкованного изделия не допускаются наплывы. Вкрапления гартцинка (осадка) если и имеются, то не более 2 мм.
Ряд признаков, которые не считаются дефектами:
- рябизна и незначительные неровности поверхности;
- радужные оттенки или пятна в светло-серых тонах;
- незначительные металлические царапины защитного слоя, если металл-основа не виден невооруженным глазом.
Кроме того, если имеются участки с пробелами, площадь которых не превышает 2% от общей, их можно обработать составами для холодного цинкования или газотермического напыления. Аналогично устраняются и непокрытые цинком участки, в диаметре до двух сантиметров.
Согласно вышеупомянутому ГОСТу толщина защитного цинкового слоя должна быть в диапазоне 40 – 200 мкм. Либо она прописана в паспорте изделия, исходя из его особенностей и условий эксплуатации.
Проверку данного параметра следует проводить до начала хроматирования (нанесение дополнительной защитной пленки поверх цинка) либо нанесения консервационных смазок. Есть два способа:
- при помощи магнитных толщиномеров;
- металлографический анализ.
И напоследок проверяется качество сцепления цинкового слоя
Особое внимание уделяется участкам с резьбой или местами сварки! Для контроля адгезии используется один из четырех ниже перечисленных методов:
- сетка царапин;
- нагрев;
- крацевание;
- удары поворотным молотком.
Процесс холодной оцинковки
Холодное цинкование позволяет получить прочный слой на металлической поверхности, обладающий высокими эксплуатационными характеристиками. Стоит отметить тот факт, что в данном случае не требуется применение специализированного оборудования, что позволяет осуществить цинкование своими руками в домашних условиях и значительно сэкономить в цене.
Принцип методики заключается в нанесении специальной цинкосодержащей смеси на обрабатываемое изделие. Полученный защитный слой содержит 89-93% цинка. Отличие от горячей технологии заключается в невозможности использования холодного метода для изделий, предназначенных для заземления.
Плюсы и минусы очевидны, к холодному оцинкованию прибегают в случаях, когда обеспечение защиты от коррозийных процессов невозможно по другим технологиям.
Услуги по обработке стали горячим цинкованием, как правило, заказываются совместно с работами по производству деталей. Это помогает значительно сэкономить в цене. Занятие вакансии технолога требует специального образования и дополнительной подготовки. Работы выполняются на современном оборудовании, с применением новейших технологий, что обеспечивает высокое качество и долговечность продукции.
Republished by Blog Post Promoter
Общие требования
1.1. На стадии предварительных переговоров до заключения дополнительного соглашения (или договора) на выполнение работ по цинкованию металлоконструкций Заказчик обязан передать Подрядчику в целях определения последним наличия (отсутствия) технической возможности цинкования следующие документы:








- Чертеж или пакет чертежей в разряде КМД, адаптированные только на русском языке с габаритными размерами и техническими условиями на предмет выполнения антикоррозионного покрытия методом горячего цинкования в соответствии с ГОСТ 9.307 – 89;
- Чертежи иностранного производства (на английском, немецком, китайском и других языках на согласование не принимаются);
- Сертификат или сертификаты на металл из которого выполнено изделие или металлоконструкция включающая в себя разный сортамент металлоизделий (уголок, швеллер, двутавр, труба, пластина или круг).
1.2. Передаваемые металлоконструкции должны иметь маркировку в виде клейма (марки изделия), соответствующего марке, указанной в товаросопроводительном документе. Металлоконструкции должны передаваться пакетами (по маркам и профилю), снабженными бирками. На бирке должно быть указано наименование Заказчика, марка изделия (наименование), количество штук в пакете, общий вес пакета.
1.3. На цинкование принимаются металлоконструкции, изготовленные из низкоуглеродистых сталей (СТ 3 СП, 09 Г2 С, СТ 20 и др.).
1.4. Габаритные размеры элементов стальных конструкций, подлежащих цинковому покрытию, должны быть не более: по длине — 12,5м, по ширине — 1,5м и по высоте — 3,0м.
2. Требования к конструкции изделий, подлежащих цинкованию (в соответствии с ГОСТ 9.307 – 89)
2.1. В металлоконструкциях не должно быть “карманов”, закрытых полостей и воздушных мешков; все полости должны быть доступны для беспрепятственного поступления и выхода из них жидкостей, расплавленного цинка и газов.
2.2. Сварку элементов стальных конструкций следует производить встык, либо двусторонними швами, либо односторонним швом с подваркой.
2.3. Сварные швы должны быть равномерными, плотными и сплошными по всей длине.
2.4. Все детали металлоконструкций должны иметь технологические отверстия (как для выполнения требований пункта 2.1., так и для подвешивания самих изделий). Технологические отверстия должны иметь диаметр от 15 до 30 мм и быть расположены на расстоянии от 10 до 30 мм от торца детали.
2.5. Расположение и целесообразность выполнения технологических отверстий в предоставляемой Заказчиком конструкторской документации должны быть согласованы с Подрядчиком и утверждены специалистами ЦГЦ ООО «ЭЦМ» до заключения сторонами дополнительного соглашения (или договора).
ОСОБОЕ ВНИМАНИЕ ОБРАТИТЬ!
2.6. Герметичные емкости, барабаны, змеевики из труб, узлы с резьбовыми соединениями, покрытию методом горячего цинкования не подлежат.
2.7. Во избежание взрыва не допускается наносить покрытие на изделия, имеющие закрытые полости.
2.8. Полые изделия и изделия сложной формы подвергают пробному цинкованию.
2.9. Не допускается цинковать изделия со сварными соединениями в “нахлестку”.
3. Требования к поверхности основного металла (в соответствии с ГОСТ 9.307 – 89)
3.1. На поверхности основного металла не допускаются:
- закатанная окалина;
- заусеницы;
- поры;
- включения (грязь, остатки абразивного материала от механической обработки);
- сварочные шлаки;
- остатки формовочной массы;
- графит;
- смазка (силикон);
- металлическая стружка;
- маркировочная краска;
3.2. Не допускаются поры, свищи, трещины наплавные сопряжения сварных швов (зачистка швов обязательна).
3.3. Острые углы и кромки изделий, за исключением технически обоснованных случаев, должны быть скруглены радиусом не менее 0,3 мм.
При соблюдении вышеуказанных требований Подрядчик гарантирует нанесение покрытия методом горячего цинкования в соответствии с ГОСТ 9.307 – 89.
Это интересно: Холодная штамповка металла: технология, виды, оборудование
Как выполняется горячее цинкование
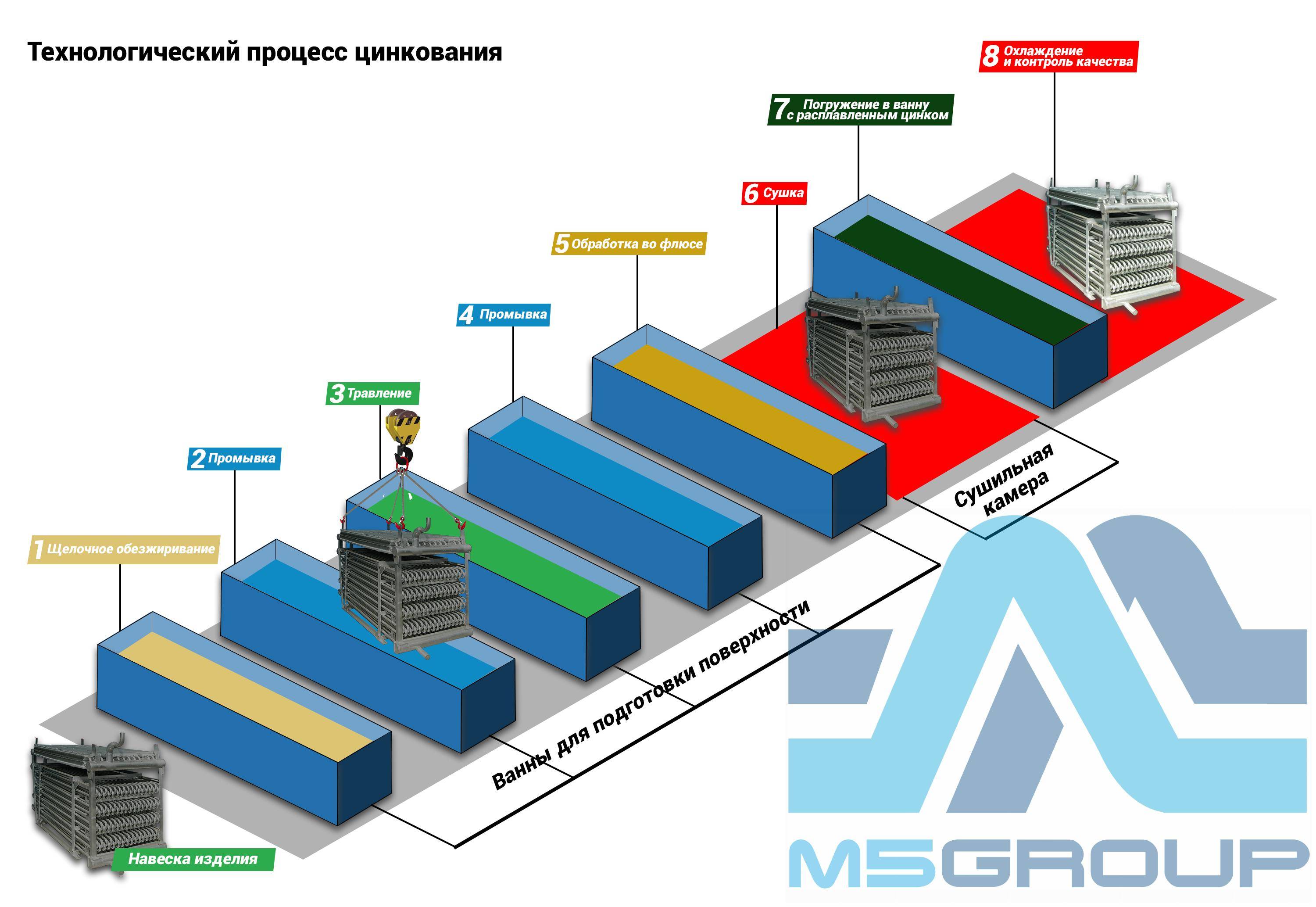
Выделяют два этапа горячего цинкования:
- Обрабатываемую поверхность тщательно подготавливают к процедуре.
- Изделие погружают в емкость с расплавленным цинком, в результате чего оно буквально обволакивается данным металлом.
Все нюансы выполнения такой технологической операции регламентирует ГОСТ 9.307-89.

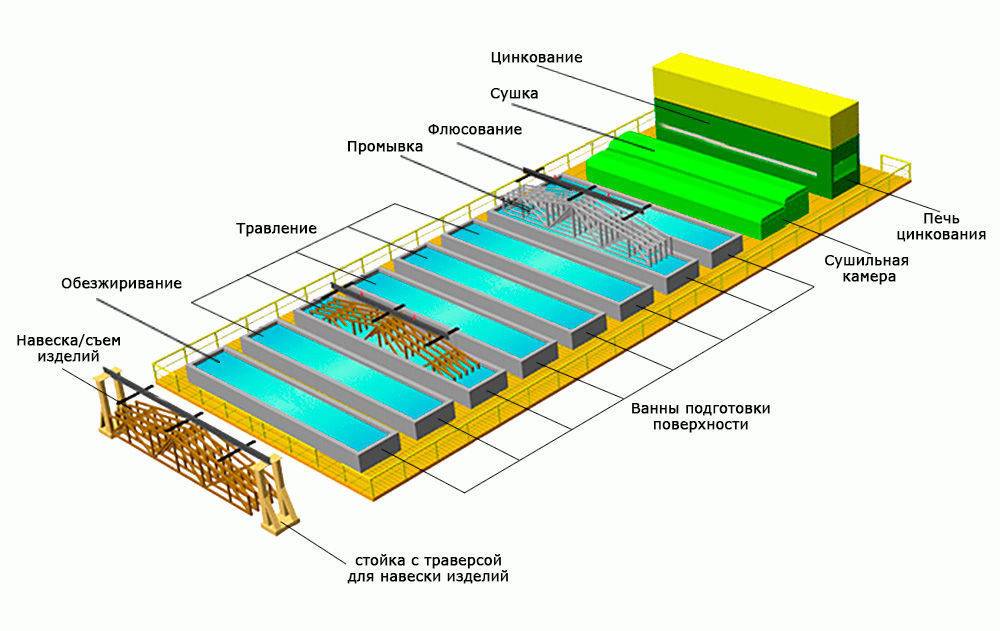
Технологический цикл цинкования
Технология горячего цинкования требует тщательного подхода к выполнению всех ее этапов. Чтобы понять их суть и назначение, каждый из них стоит рассмотреть подробнее.
Подготовка металлического изделия к процедуре
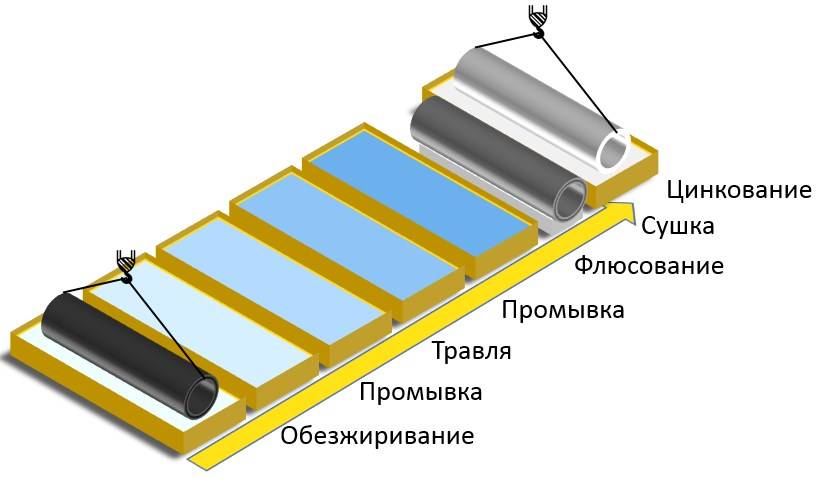
ГОСТ указывает, что поверхность, которую необходимо подвергнуть горячему цинкованию, должна быть тщательно подготовлена. Такая подготовка состоит из нескольких процедур:
- механической обработки;
- обезжиривания;
- промывки;
- травления;
- промывки после травления;
- флюсования;
- просушки.
При помощи механической обработки с поверхности удаляются загрязнения, продукты окисления, следы ржавчины, а также шлаковые включения. ГОСТ также предписывает, что острые углы и кромки, имеющиеся на изделии, должны быть скруглены, что также решается на этапе механической обработки. Для выполнения механической обработки в производственных условиях используются пескоструйные установки.

Обезжиривание металлоизделий в растворе ортофосфорной кислоты
Обезжиривание, которое выполняется при температуре около 75°, необходимо выполнять перед горячим цинкованием для того, чтобы улучшить адгезию формируемого защитного слоя с цинкуемым изделием. Присутствие на обрабатываемой поверхности жировых и масляных пятен может привести к тому, что на таких участках цинковое покрытие будет иметь неравномерную толщину или даже отслаиваться.
Выполняют обезжиривание при помощи специальных химических реагентов, список которых приводит соответствующий ГОСТ. Их остатки впоследствии должны быть полностью удалены с поверхности изделия, для чего его подвергают промывке.

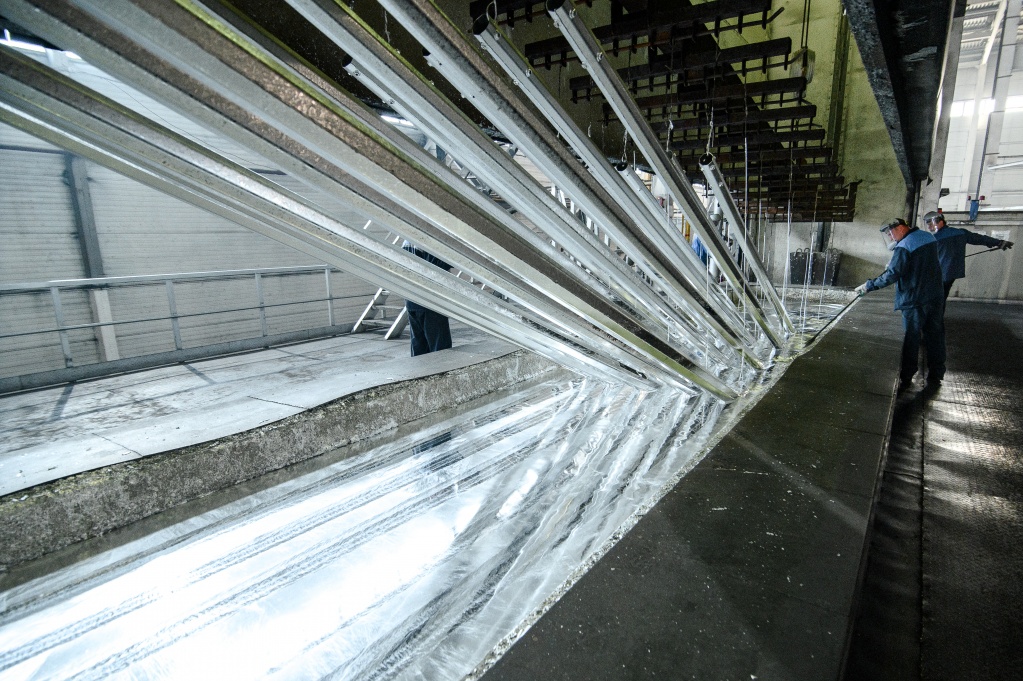
Промывочные емкости для длинномерных изделий
ГОСТ также указывает, что на трубах или других изделиях, подвергаемых горячему цинкованию, не должно быть окисленных участков, а также старого цинкового покрытия, если оно наносилось ранее. Для того чтобы выполнить эти требования, обрабатываемую поверхность подвергают травлению. С этой целью обычно используется раствор соляной кислоты. Выполняют такую процедуру при комнатной температуре (22–24°), а концентрацию раствора кислоты выбирают в зависимости от того, насколько сильно поверхность загрязнена окислами и следами коррозии.







Как правило, для выполнения травления используют растворы, в которых содержится 140–200 граммов кислоты на 1 литр. При выполнении травления раствор кислоты может сильно повредить обрабатываемую поверхность. Чтобы такого не происходило, а также чтобы минимизировать выделение водорода из травильного раствора, в него вводят специальные вещества, которые называются ингибиторами. Как и после обезжиривания, после травления изделие необходимо тщательно промыть, чтобы удалить остатки использованных химических веществ.

Подготовленные к оцинковке изделия
Флюсование перед горячим цинкованием, технология которого предусматривает тщательную подготовку обрабатываемой детали, позволяет решить сразу две важных задачи: предотвратить процесс окисления и улучшить адгезию наносимого покрытия с основным металлом. В процессе флюсования, выполняемого при температуре 60°, на обрабатываемую поверхность наносится тонкий слой флюса, содержащегося в специальном растворе. В качестве флюса, как правило, используются хлориды аммония и цинка. Их смешивают с водой в соотношении 500 граммов на литр, чтобы приготовить раствор для флюсования
При выполнении флюсования очень важно следить за такими параметрами используемого раствора, как содержание железа, плотность и кислотность. Если концентрация железа в растворе превышена, в него вводят перекись водорода, которая способствует образованию солей железа, выпадающих в осадок
Любой цех горячего цинкования в обязательном порядке должен быть оснащен термическими печами, в которых обрабатываемое изделие просушивают после выполнения флюсования. Такая термическая обработка позволяет не только удалить остатки жидкости, которая ухудшает качество готового цинкового покрытия, но и нагреть деталь до температуры 100°, что дает возможность снизить затраты на осуществление основной технологической операции.
Преимущества
Если нет возможности применять распространенные методы нанесения цинка, на помощь приходит холодная оцинковка. В результате получают покрытия с улучшенными техническими характеристиками. Преимущества метода:
- высокие адгезионные свойства цинкосодержащего состава;
- данный метод позволяет получать покрытия для деталей любой сложности;
- предварительная подготовка не требует затрат;
- при нанесении применяют валики, кисти, а также краскопульт;
- применение метода не требует демонтажа заготовки и перемещения до места выполнения обработки;
- широкий температурный диапазон.
К недостаткам относят низкую устойчивость покрытия к механическим повреждениям.
2 Холодное цинкование – технология процесса
Описываемый способ цинкования выполняется различными антикоррозионными композициями, состав и свойства которых регламентируются ГОСТ 9.305–84. Именно этот стандарт описывает особенности всех современных неорганических (неметаллических и металлических) покрытий, которые изготавливают химическими и электрохимическими методами. В соответствии с ГОСТ 9.305 холодные составы для цинкования (обзор популярных видов мы приведем ниже) допускается использовать на любых сборочных единицах и изделиях, кроме деталей из магниевых сплавов и сталей повышенной прочности.
Технология обработки металлоконструкций составами для холодного цинкования предполагает подготовку поверхности металла для нанесения защитной композиции. Выполняется эта подготовка по ГОСТ далее описанным образом:
- удаление закоксованностей, естественных загрязнений, вызванных климатическими явлениями, солей с металлической поверхности посредством тщательного ее обмыва;
- выполнение очистки обрабатываемого изделия гидроабразивным, абразивоструйным либо гидродинамическим методом с целью придания его поверхности требуемого уровня шероховатости, а также для удаления окалины и ржавчины со старого покрытия;
- просушивание конструкции в тех случаях, когда очистка выполнялась гидродинамическим либо гидроабразивным способом;
- финишная очистка (производится вручную) поверхности, удаление с нее варочных брызг и заусенцев, острых кромок и углов;
- обеспыливание металлоконструкции посредством направленной струи воздуха под давлением.
ГОСТ говорит о том, что, если на металле имеются жировые и масляные включения, его поверхность дополнительно следует обезжирить, используя растворители углеводородной группы. К качеству обработанной поверхности ГОСТ выдвигает ряд требований. Так, например, уровень обеспыливания нужно проверять по размеру и числу частиц пыли по стандарту ISO 8502-3, уровень обезжиривания – по ГОСТ 12.2.052 (применяется люминесцентная метода проверки), показатель шероховатости – по ISO 8503-1 при помощи стандартного профилометра или специального компаратора.
После подготовки поверхности и проверки качества выполненной процедуры можно приступать к нанесению выбранного состава для холодного цинкования. Технология требует, чтобы операция выполнялась при определенной температуре воздуха, которая оговаривается производителем защитного покрытия в инструкции по его применению. При этом температура обрабатываемой поверхности обязана быть на три и более градуса больше точки росы (если не выполнить это условие, на конструкции образуется влага, которая ухудшит качество защитного покрытия).
Расчет указанной точки выполняется при помощи различных приборов. Это может быть термометр, психрометр и гигрометр либо более современные комплексные устройства. Их показания следует сравнивать с данными, имеющимися в специальных таблицах, предназначенных для точного определения точки росы. Слои защитного покрытия наносятся равномерно и последовательно. Причем нанесение каждого последующего слоя допускается только после того, как предыдущий высох до оговоренного инструкцией к антикоррозионной композиции показателя.
Обработку рекомендуется выполнять при помощи пневматического оборудования или безвоздушным методом. Детали, которые требуют полосовой окраски, обрабатывают валиками и кистями. После цинкования обязательно проводится контроль качества полученного покрытия. Он осуществляется измерительными устройствами, которые позволяют установить толщину защитной пленки и степень адгезии поверхности металла и покрытия, а также визуально с целью определения декоративных характеристик полученного покрытия, отсутствия на нем дефектов и необработанных участков.
Где используется горячее цинкование?
Метод горячей обработки металлоконструкций цинком
нашел широкое применение во многих сферах производства, в том числе в бытовом строительстве. Он используется для антикоррозийной защиты:
- каркасных металлоконструкций зданий;
- опор канатных дорог, линий электропередачи, металлических столбов уличного освещения, вышек сотовой связи и так далее;
- водопроводных и канализационных труб;
- дорожных ограничителей, металлических лестниц, перильных ограждений, поддерживающих конструкций рекламных щитов;
- различных по назначению и виду стальных сооружений, которые эксплуатируются в сложных атмосферных условиях и агрессивной среде;
- деталей оборудования речных и морских судов, портовых кранов;
- элементов конструкции контактной сети;
- оборудования предприятий, занимающихся добычей и переработкой нефти.
2 Технология горячего цинкования
В соответствии с ГОСТ 9.307–89 процедура горячего цинкования металлоконструкций, стальных труб и других изделий выполняют в несколько этапов. Сначала производится обезжиривание деталей. С них удаляют любые синтетические составы, а также масло. Причем данная процедура проводится при температуре около +70 °С. После этого деталь промывается, затем выполняется травление.
Под травлением в ГОСТ понимают тщательную очистку (при температуре около +25 градусов) металла от ржавчины и окалины в соляной кислоте. Далее производится еще одна промывка поверхности, цель которой заключается в удалении с изделий кислоты.
А затем осуществляется флюсование, необходимое, во-первых, для финишной очистки, а в-вторых, для того, чтобы на металлической поверхности сформировалась пассивная пленочная защита. Такая пленка позволяет расплавленному цинку более качественно смачивать обрабатываемую конструкцию и не дает развиваться процессам окисления.

Любая современная линия для осуществления горячего цинкования, кроме того, снабжается отсеком для сушки деталей и их одновременного нагрева до 100 градусов по Цельсию. Теперь изделие полностью готово к обработке, при которой его опускают в расплавленный цинк (его температура – около +450°), находящийся в керамической ванне (она может изготавливаться и из другого материала, но чаще применяется керамика). Заметим, что погружение деталей в расплав выполняется в специальном барабане, который вращается и дает возможность цинковой смеси проникать во все трещины и поры металла.
В ванне изделия находятся не более 10 минут (минимальная длительность процедуры составляет 3–4 минуты). За данный период времени на них создается шлаковый слой, который затем удаляют, используя металлический скребок. Оставлять шлак категорически запрещается, так как на обработанных деталях обязательно останутся его частицы.
При извлечении оцинкованных конструкций из расплавленной ванны следует обращать внимание на то, с какой скоростью они вынимаются. Слой цинка на изделиях будет тем тоньше, чем медленнее их достают из ванны
После извлечения барабан, в которых находятся детали, раскручивают, благодаря чему с изделий убирается лишний цинк. В тех случаях, когда горячее цинкование производится для антикоррозионной защиты крепежных элементов с внутренней резьбой (в частности для гаек), их резьбу ГОСТ рекомендует проточить.

Все описанные операции выполняются в автоматическом режиме. Производственная линия специально конструируется по такому принципу, когда от ошибок человека ничего не зависит. Даже низкая квалификация работника не может повлиять на эффективность, которой обладает горячее цинкование.
Добавим, что в составе автоматических линий имеются спецустановки, предназначенные для вытяжки вредных для человека испарений. Такие мощные вентиляционные системы делают метод и технологию горячего цинкования безопасными, удаляя любые потенциально вредные загрязнений и пары соляной кислоты.
Технология горячего цинкования
Обработка происходит в соответствие с ГОСТ, выполняется в множество этапов, которые требуют подготовки. Технология горячего цинкования применяется только после соблюдения всех условий по производству. Перед работами обезжириваются детали, происходит удаление масла, других составов. Горячая оцинковка требует нескольких ванн и печей для сушки, печей для процесса, а также зоны, в которой детали подвергаются охлаждению.










Технология горячего цинкования
Общими правилами установлена, что процесс разбит на этапы. Подготовка поверхности происходит в несколько раз, осуществляются различные работы. Цинкование, процесс состоящий их трёх фаз, которые тщательно соблюдаются. После завершения основных процессов происходит аспирация и транспортировка, действия происходят автоматически.
Подготовка поверхности
Особо важный этап – подготовка, включает множество подтипов:
- Обезжиривание происходит при средней температуре +70 ⁰С, происходит для равномерно расположенного слоя цинка. Если не удалится масляное загрязнение, оцинкованный кусок может обвалиться.
- После происходит промывание, в процессе которого удаляются средства, используемые при обезжиривании.
- Соляной кислотой производится травление, слой окалины удаляется с поверхности металла, под воздействие попадает и коррозия.
- После каждого воздействия определенного средства необходимо осуществлять промывку детали.
- Флюсование обеспечивает хорошее прилегании цинка к поверхности в последующем, противостоит окислению в процессе производства.
- Сушка детали производится в специально отведенной для этого печи.
Наиболее важным процессом отмечается флюсование. Флюс, благодаря химическим свойствам, окончательно удаляет серную кислоту, влагу. Горячее цинкование использует своеобразный флюсовой слой.
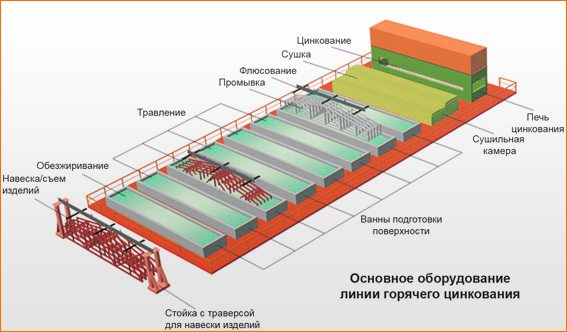
Оборудование
Процесс горячего цинкование требует большого помещения и видов оборудования. Основные станки и приборы для обработки:
- Сушильная и цинковальная печи.
- Теплообменник.
- Цинковальные ванны, их количество определяется разновидностью производимых частей.
- Ванна для охлаждения.
- Грейфер, предназначенный для удаления гарт цинка.
Завод горячего цинкования
Перечисленное оборудование не включает в себя автоматизированную линию для транспортировки детали, подготовке к процессу и очистных сооружений, которые обязательно понадобятся для массового производства.
Цинкование
Определенная технология цинкования и ее соблюдение позволяют добиться прочности, надежности детали. Для получения результата необходимо следовать последовательности, которая описана в технологии горячего цинкования металлоконструкций:
- На этапе погружения детали, при повышении температуры, разрушается флюсовая пленка, которая служит для соединения цинка с металлом. Скорость процесса погружения подбирается оптимальной, нельзя допустить полное разрушение пленки, но и остаточный толстый слой.
- Продолжительность операции подбирается от сложности конструкции, время цинкования определено не более 10 минутами.
- Регулируется скорость вынимания для контроля остаточного слоя горячего цинка на металле.
Сушка оцинкованных изделий
Качественная сталь, соблюдение температурного режима обработки (450 ⁰С), степень охлаждения полностью зависят на готовый результат. Сушка изделия зачастую происходит на открытом воздухе.
Контроль уровня прочности сцепления покрытий
Метод нагрева
Метод предполагает нагревание образцов-свидетелей или деталей до температуры 190 ±10 ℃. При температуре такой величины детали выдерживают в течение часа, а затем охлаждают естественным путем (на воздухе). Обработанная поверхность должна иметь равномерное покрытие, исключая отслаивания и вздутия.
Метод крацевания
Метод предполагает использование латунных и стальных щеток, оснащенных проволокой диаметром от 0.1 до 0.3 мм. В процессе обработки поверхности щетки вращаются со скоростью 1500 – 2800 об/мин.
Крацевание поверхности проводят в течение 15 секунд. Обработанная поверхность должна иметь равномерное покрытие, исключая наличие вздутий и отслаиваний.
Метод нанесения сетки царапин
Данный метод применяется для покрытий толщиной до 50 мкм. На подготовленную поверхность, которую предварительно очистили, при помощи приспособления, оснащенного стальным острием, наносят по 4 – 6 параллельных и перпендикулярных линий. Насечки наносят под углом 30° на глубину до основного металла на расстоянии друг от друга 2.0 – 3.0 мм.
Нужно учитывать, что твердость стального острия должна быть больше твердости покрытия. Нанесение линий осуществляется в одном направлении. Если на обработанной поверхности отсутствуют отслаивания покрытия, тогда уровень прочности сцепления считается достаточным.
Метод удара поворотным молотком
Перед проверкой поверхность детали с толщиной основного металла от 3 мм, необходимо очистить от пыли и других загрязнений, а затем обезжирить, используя растворители на органической основе.
На плоскую поверхность детали поворотный молоток, масса которого составляет 212.5 г, устанавливают так, чтобы его головка падала на изделие строго вертикально. Выполняют минимум два удара молотком, выдерживая расстояние между отпечатками, которое должно составлять 6 мм. При этом расстояние от края отпечатка до кромки детали должно быть не меньше 13 мм.
Схема поворотного молотка
1 – молот; 2 – прижимная плита; 3 – поверхность образца;X – размер, определяемый опытным путем в зависимости от металла,из которого изготовлена головка молотка
Требования к поверхности основного металла
- На поверхности основного металла не допускаются закатанная окалина, заусенцы, поры, включения, сварочные шлаки, остатки формовочной массы, графита, смазки, металлической стружки, маркировочной краски.
- На поверхности литых изделий не должно быть пор и усадочных раковин.
- Сварные швы должны быть равномерными, плотными и сплошными по всей длине.
- Не допускаются поры, свищи, трещины, шлаковые включения, наплавные сопряжения сварных швов.
- Острые углы и кромки изделий, за исключением технически обоснованных случаев, должны быть скруглены радиусом не менее 0,3 мм.
- Поверхность изделий, подлежащих горячему цинкованию, должна быть очищена обезжириванием, последующим травлением или струйно-абразивной обработкой, затем офлюсована. Степень очистки поверхности от окалины и продуктов коррозии – 1 по ГОСТ 9.402.