

Ручные станки для резки металла
Механические гильотинные станки, осуществляющие раскрой металла за счёт привода от рычага или педали, чаще всего можно встретить на промышленных предприятиях, а также в частных мастерских. Они остаются востребованными, даже несмотря на то, что имеют ограничения по толщине обрабатываемых заготовок и их видам.
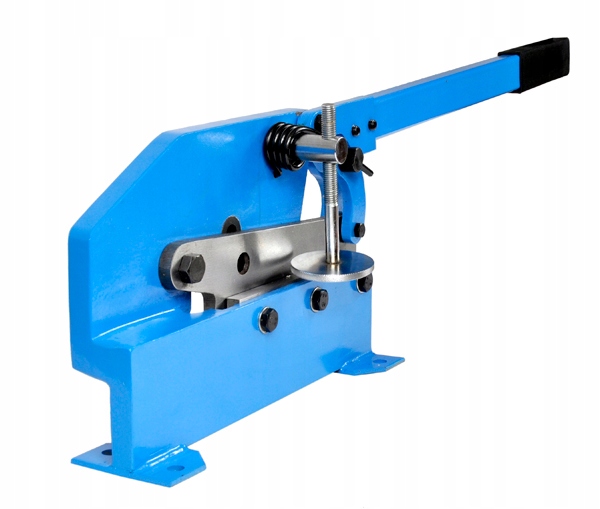
 В оснащении таких гильотин для металла функции режущего элемента выполняют два ножа. В течение всего процесса резки металла нижний нож располагается неподвижно. Основную часть работы выполняет верхний нож, перемещающийся по направляющим вертикально вниз или поворачивающийся вокруг оси. В таких станках на одном из концов ножевой балки располагается точка вращения, а на другом находится рукоятка.
В оснащении таких гильотин для металла функции режущего элемента выполняют два ножа. В течение всего процесса резки металла нижний нож располагается неподвижно. Основную часть работы выполняет верхний нож, перемещающийся по направляющим вертикально вниз или поворачивающийся вокруг оси. В таких станках на одном из концов ножевой балки располагается точка вращения, а на другом находится рукоятка.
Режущее устройство, которое может выполнять раскрой листов толщиной более 1 мм, приводит в движение редуктор. Запуск механизма в этих машинах могут обеспечивать два типа привода:
- ножной, где включение мотора осуществляется педалью;
- ручной, при котором запуск осуществляется специальным рычагом.
https://youtube.com/watch?v=Go-MKNQRcAw
В некоторых моделях могут одновременно использоваться оба типа привода. Для выполнения качественной резки металлической заготовки гильотинный станок должен быть установлен на ровной поверхности, на которой будет обеспечена устойчивость оборудования.
Гильотинные станки для рубки металла являются одними из самых востребованных видов промышленного оборудования, которое используется не только на предприятиях металлообрабатывающей промышленности, но и в домашних мастерских. Поскольку производители выпускают эти станки в самых различных комплектациях, для каждого случая раскроя металла можно подобрать наиболее подходящую модель с учетом стоящих задач.
Оборудование для рубки металла гильотинного типа пользуется большой популярностью, прежде всего, из-за высокой производительности и точности раскроя металлических заготовок. Их можно использовать для резки не только металла, но и других материалов, в том числе алюминия, меди, латуни и других
Немаловажно и то, что эти машины очень простые в обращении, поэтому даже владелец частной мастерской может быстро приобрести навыки работы с подобным станком и воспользоваться всеми его преимуществами
В ряде случаев, если позволяет слесарная квалификация, возможно даже сделать такую машину своими руками. Однако целесообразнее приобрести готовый станок, которым можно начинать пользоваться без его предварительной подготовки.
Преимущества рубки листа гильотиной
Резка металла гильотиной у нас имеет множество преимуществ:
- максимальную точность (в пределах 0,5–2 мм);
- высокую скорость (предварительная подготовка проката не нужна);
- хорошее качество (рубка металла на гильотине позволяет получить ровный прямой срез без обгорелой кромки и окалины, дополнительная механическая обработка краев не понадобится);
- экономичность (потери материала отсутствуют);
- оперативность (заказ выполняется за 1–2 дня);
- универсальность (возможен раскрой стали толщиной от 0,5 до 14 мм).
Остались вопросы? Хотите уточнить цену рубки листа металла гильотиной? Позвоните онлайн-консультанту по номеру +7 (495) 981-92-42, и он предоставит достоверные данные относительно условий сотрудничества.
Рубка оцинкованного рулонного листа по длине заказчика, диаметр от 0,35 до 1,0 мм
Читать также: Принцип работы отбойного молотка электрического
Гильотинная рубка (разделение на части) листового металла применяется для резки и раскроя листового металла с высоким уровнем точности. Гильотинные ножницы обеспечивают высокую точность и минимальные потери, край среза не имеет зазубрин и окалин, при наличии полимерного или лакокрасочного покрытия на обрабатываемом листе металла они не повреждаются. Оборудование характеризуется высокой производительностью, простотой эксплуатации. Единственным ограничением для резки является толщина обрабатываемого металла – до 2 см. Резка материала выполняется в поперечном, продольном сечении, после завершения работ на кромке изделия не остается заусениц, а его покрытие (краска) не повреждается.
«СК Весна» работает с листовым металлом любого формата:
- листовая холоднокатаная, горячекатаная и оцинкованная сталь толщиной до 12 мм
- листовая нержавеющая сталь толщиной до 8 мм
- листовой алюминий толщиной до 14 мм
- листовой рифленый алюминий до 10 мм по основе любого формата;
- композитные листовые материалы толщиной до 12 мм
- цветной листовой металла (медь, латунь, титан) толщиной до 12 мм
Мы осуществляем рубку металла на гидравлической гильотине компании Amada (модель GSII 1230) с максимальной длиной руба 3050 мм, позволяющей производить прямоугольный и угловой раскрой листового металла. Сотрудники имеют соответствующую квалификацию и опыт работы на данном станке, что позволяет нам достигнуть превосходного качества.
2 Принцип действия гильотинных ножниц
Начали использовать гильотины довольно давно, но изначально их применяли не для разрезания металла, а для казни преступников. Принцип действия современных станков для раскроя материалов основан на работе самого первого устройства, которое имело только один верхний нож. Резка происходит методом рубки в результате опускания лезвия, предварительно поднятого на предусмотренную конструкцией высоту.
Ножницы механические с электроприводом работают следующим образом. Листовой металл через подающее устройство поступает из разматывателя на стол, выдвигающийся при необходимости. Заготовка выравнивается по боковому упору и ограничителю для регулирования глубины подачи, затем происходит ее фиксация прижимным устройством в виде балки, что обеспечивает достаточно высокую точность разрезания.

При включении реза крутящий момент от двигателя-редуктора передается на вал, вращение которого преобразуется посредством шатунов и кривошипов в возвратно-поступательные перемещения траверсы. Сначала при ее движении верхний нож опускается и производит рез. В зависимости от вида ножниц, отрубленные обрезки выбрасываются в лоток, в сторону оператора, вперед или назад. Готовые заготовки попадают в приемник. Затем траверса, продолжая движение, поднимается и занимает исходное верхнее положение. В тот же момент срабатывает датчик, мотор-редуктор отключается.
Контроль верхнего и нижнего расположения траверсы станка осуществляют конечные выключатели. Вверху ее фиксирует тормозной барабан, установленный на валу. Раскрой, в зависимости от разновидности и размещения ножей, возможен в поперечном или продольном направлении. В случае поперечного разреза нож совершает один цикл рабочего движения, а при продольном – несколько, повторяющихся с поступательным перемещением металла по столу. Второй режим применяют для резки рулонного материала на полосы, а также раскроя листа длиной более 2 метров.

Остро заточенный нож гильотинного станка опускается с высоты верхнего положения под воздействием сил тяжести. Его ускорение значительное, так как он довольно массивен, но недостаточное, чтобы разрезать прочный металл. Одного веса рубящего устройства в данном случае будет мало, потому что протяженность разбега (высота падения ножа) в современных установках гораздо меньше, чем в аналогичных первых станках прошлого тысячелетия. Для придания режущему механизму необходимого ускорения изготавливают специальную конструкцию, в которой установлен нож с массой в несколько десятков килограммов.
Эти же причины определили установку в гильотинных станках по металлу дополнительного нижнего неподвижного ножа. Таким образом, работа современных установок сочетает в себе функционирование обычных ножниц и гильотины. Разрезаемый материал размещается на столе оборудования между нижним и верхним режущими ножами. Такое инженерное решение, безусловно, значительно усложняет конструкцию самого станка, что в итоге отражается на его себестоимости, но при этом позволяет получить высокое качество и точность обработки заготовок.
Устройство и виды гильотинных ножниц — точных станков для резки листового металла
Гильотинные ножницы являются незаменимым оборудованием в цеху любого предприятия, занимающегося производством каких-либо деталей из листового металла. Эти станки предназначены для высокоточной резки металлических листов определенной толщины. И чем мощнее станок, тем более толстые листы на нем можно резать. К примеру, гильотинные ножницы с гидравлическим приводом способны разрубить листовой металл толщиной более 3 сантиметров. Причем и точность резки, и производительность работы у таких станков гораздо выше, чем у дорогостоящего плазменного оборудования.
Устройство гильотинных ножниц для металла
Свое название гильотинные ножницы получили по той причине, что они работают по схожему принципу с придуманной во время Великой французской революции гильотиной. Резка металла на таком станке осуществляется резаком, что под большим давлением опускается на лист. Сама конструкция гильотинных ножниц достаточно проста, и основными функциональными элементами таких станков являются:
- Станина с подвижным (подающим) столом
- Нижний резак, закрепленный на станине неподвижно
- Балка с верхним резаком
- Прижимное устройство
- Ограничитель
- Градуированный упор
- Привод, приводящий в движение подающий стол и балку с резаком.
Типы гильотинных ножниц
В зависимости от того, какой вид привода используется на станке, все гильотинные ножницы подразделяются на 4 типа: ручные (механические), пневматические, электрические и гидравлические. У каждого из этих видов станков есть свои особенности эксплуатации и преимущества.
Также современные гильотины для резки металла оснащаются ЧПУ – пультом управления, максимально автоматизирующим работу станка.
Надежные современные гильотинные ножницы от производителя
Производством гильотинных ножниц в РФ занимается . В каталоге на официальном сайте этой организации https://www.stanki-snab.ru представлены станки для резки металла, что не уступают по качеству и производительности оборудованию самых известных японских и европейских брендов. Все промышленные гильотинные ножницы с гидравлическим и электрическим приводом производства этой компании оснащены удобным и простым пультом управления.
Заказать гильотинные ножницы для небольшой мастерской или для промышленного цеха можно на сайте, по телефону или в любом из региональных представительств СК «Станкоснаб». Так как компания является производителем оборудования, она гарантирует своим покупателям такие преимущества:
- Лояльные цены на станки
- Официальная гарантия и гарантийное обслуживание оборудования
- Помощь в доставке, установке и настройке станков
- Дополнительная комплектация станков теми ли иными функциональными элементами по желанию заказчика.
Техника безопасности

Рубка металла – это простой, но опасный вид производственной деятельности, поэтому помимо инструктирования по эксплуатации оператор гильотины обязан соблюдать элементарную технику безопасности согласно установленным нормам:
так, например, во время резки из рабочей зоны могут вылетать мелкие металлические частицы, поэтому правильно будет производить все операции в специальных очках;
следует работать в спецодежде с применением защитных рукавиц, работать в вязаных перчатках не рекомендуется;
перед работой необходимо проверить работу зажимов, иначе в случае их неисправности заготовка может сыграть и травмировать резчика;
не допускается нахождение в рабочей зоне посторонних людей, не участвующих в процессе рубки;
оператору станка запрещается самостоятельно снимать защитные ограждения, если это необходимо, нужно обратиться к мастеру цеха;
также запрещается производить какие-либо действия по обслуживанию станка, например, снятие ножей для заточки, на работающем оборудовании.









Правильно будет стоять перпендикулярно плоскости листа на некотором расстоянии от стола, это самое безопасное положение для рабочего. Наклоны вперёд, выпад рук для регулировки заготовки, попытки убрать посторонние предметы на включённом станке могут привести к производственной травме.
Выполнение технологических операций с металлом на высечных (вырубных) ножницах
Для резки металла возможен один из следующих способов:
- Прямыми ножами, как и в обычных листовых ножницах. Нижний нож при этом неподвижен, а тот, что расположен в ползуне, выполняет возвратно-поступательные перемещения. Заготовка подаётся вручную и направляется по фигурным линейкам, закреплённым на столе или станине. Значительные вибрации исполнительного механизма (которые увеличиваются с возрастанием числа ходов) могут стать причиной вмятин на металле, деформации конечной заготовки, образования заусенцев (особенно для пластичных металлов: алюминия, низкоуглеродистой стали и т.п.);
- Методом просечки, когда образуется узкий длинный отход. При этом деформации подвергается именно он, а кромки заготовки получаются ровными и без дефектов. Уменьшается также вибрация. Однако просечку невозможно применить, если предусматриваются вырубные операции по малому радиусу, менее 40 мм. Для точной разметки стоит применять шаблоны, либо – при значительных программах выпуска однотипных деталей – заблаговременно изготовить фигурные направляющие;
- Методом перфорации, когда установленным комплектом «пуансон-матрица» последовательно производится отделение образующихся отходов металла. При надрезке – частичном внедрении пуансона в заготовку, толщина металла всегда принимается меньшей. Это связано с тем, что в начальный момент резки крутящий момент резко возрастает, что приводит к замедлению вращения электродвигателя, и даже к его полной остановке. Поскольку вырубные ножницы не имеют системы включения, то двигатель может сгореть.
В ручных вырубных ножницах иногда конструируют специальный механизм поворота подвижного ножа, при этом поворот производится вдоль оси ползуна. При этом необходимость в направляющих отсутствует. Поскольку трение на контактных поверхностях при этом возрастает, то данную конструкцию целесообразно использовать лишь при резке металла малой толщины (до 1,5 мм).
Технология рубки
Рубка металла на гильотине несложный с технической точки зрения процесс, а оборудование, применяемое для этой цели, отличается простой конструкцией и надежностью.
Сама процедура рубки выглядит следующим образом:
- Заготовка подается на рабочий стол оборудования и фиксируется на ней. Неподвижность металла позволяет обеспечить высокое качество реза.
- Основным режущим органом установки является стальной нож, заточенный под оптимальным для работы с металлом углом (обычно 86-89 градусов). Главная особенность этого узла — существенная масса, позволяющая создать необходимое для резки усилие.
- Массивный нож опускается с рабочей высоты, при этом для создания дополнительного усилия, способного упростить резку металла, применяются электромеханические или гидравлические приводы. Существует и ручная гильотина для рубки металла, на этой установки необходимое усилие создается в основном за счет кинетической энергии падающего ножа.
В результате воздействия режущего инструмента и происходит рассечение металлической заготовки.
Основные преимущества рубки металла гильотиной
Кроме того данная технология имеет и ряд других преимуществ:
Возможность обработки листового металла, толщина которого составляет 15-20 мм (в зависимости от параметров рабочего ножа), арматуры, квадрата, прутка диаметром до 16-18 мм. Кроме того, резке можно подвергать и изделия из проката (швеллер, уголок и другое). Применение гильотинных ножниц обеспечивает высокое качество кромки разрезаемого металла. В результате получают ровный прямолинейный рез без заусениц и других дефектов
Последующая зачистка кромки не требуется, при этом угол реза составляет 90 градусов, что немаловажно для последующей сварки отдельных элементов. Рубка металла на подобном оборудовании является практически безотходной технологией, потерь материала в виде стружки или расплава не существует
Кроме прямой экономии данное свойство избавляет и от необходимости переплавки или утилизации отходов, что характерно для других способов резки. При высокой скорости выполнения обеспечивается высокая точность установленных параметров резки, погрешность даже устаревшего оборудования не превышает 1-2 мм.
Чтобы быть объективным, стоит упомянуть и о существующих недостатках технологии:
- Возможно выполнение только прямолинейного реза, криволинейная конфигурация для данного типа оборудования не достигаема. Это связано с тем, что для любой сложной конфигурации потребовался бы нож соответствующей формы, что делает применение данной технологии экономически нецелесообразным, цена рубки металла гильотиной при таких параметрах возросла бы существенно.
- Помимо ограничения по толщине материала, существует и определенный перечень металлов, выполнить рубку которых невозможно технически. К ним относят сплавы, содержащие значительную долю титана, хрома, кремния и некоторых других химических компонентов сталей.
- Основная сфера применения данной технологии заключается все-таки в резке изделий из стандартного проката.
Особенности рубки листового металла на гильотине
Ранее гильотинная рубка металла выполнялась в ручном режиме путем ударного воздействия зубила на лист металла. Сейчас в Москве такая методика используется изредка, лишь в мелкотоварном производстве и при отсутствии серьезных требований к качеству. Масштабные проекты реализуются с помощью механизированного оборудования, благодаря чему не только возрастают объемы, но и снижается конечная цена. Все это приводит к популярности данной технологии и выгоде производства под заказ.
Порядок нарезки листа металла на гильотине:
- Укладка металлической заготовки на станину.
- Фиксация листа посредством прижимного механизма.
- Определение размеров будущего изделия и обозначение мест разрезов.
- Активация гильотинных ножниц.
Классификация
Крупные предприятия по металлообработке и небольшие цеха снабжены оборудованием для гильотин, которые отличается по следующим параметрам:
- типу привода;
- производительностью;
- уровню мощности;
- максимальными показателями толщины листа металла;
- представленным прокатом;
- числом проделываемых операций.
Изделия для резки функционируют по принципу воздействия на заготовку давлением и острой кромкой гильотинных ножниц. Два элемента устройства перемещаются по отношению друг к другу. Такой процесс включает в себя две операции сразу – резку и ломание. Качественное оборудование выполняет работу в соотношении 90:10. Стоит заметить, что рез в результате ровный, не нуждающийся в дополнительной обработке.
Теперь рассмотрим подробнее виды гильотинных ножниц в зависимости от привода.
Гидравлические
Станочное оборудование для резки/рубки металлических листов со специальным гидравлическим приводом является высокопроизводительной и мощной разновидностью промышленных гильотин. Они используются как при серийном, так и штучном выпуске металлоизделий с прямыми краями из материала, толщина которого от 2 до 20 мм, а длина реза от 1 до 3 метров.

Для крупных компаний, специализирующихся на машиностроении, изготавливается гидравлическое оборудование, технические показатели которого выше: толщина листа – от 20 мм, а длина реза – до 6 метров. Они характеризуются значительным весом и габаритами, поэтому выпускается поштучно. Часто применяют современные автоматизированные установки С ЧПУ, снабженные гидравлическими гильотинными ножницами. Настройка системы минимальна по времени, а для управления станком необходимо нажатие только одной кнопки.
Из нюансов отмечают абсолютную бесшумность при работе, чего нельзя сказать про другие типы устройств. В гидравлической установке ножи совершают плавные нерезкие движения, полностью отсутствуют ударные воздействия. Такие станки оснащены различными фотодатчиками и защитными экранами, поэтому рабочий процесс безопасен.
Электромеханические
По степени производительности этот тип гильотин схож с предыдущим, но отличается высоким уровнем шума при воздействии ножа на металлический лист. Электромеханическая установка используется в крупных или средних цехах, где необходима высокоточная резка заготовок, имеющих значительный размер и толщину. Такое оборудование актуально и для серийного изготовления, только в качестве инструмента выбираются ножницы с меньшей мощностью. Электромеханические гильотины занимают немного рабочего пространства, но позволяют работать с разным материалом: сталь, медь, пластик, алюминий и т. п.

Некоторые устройства способны функционировать автоматизированы – они оснащены ЧПУ, что способствует ускорению процесса. Они отличаются простотой, невысокой стоимостью и широкой областью применения. Использовать подобное оборудование можно даже в условиях домашней мастерской или маленького цеха.
Пневматические
Для работы на этой гильотине необходим компрессор, как аналог используют центральную магистраль, в которой присутствует сжатый воздух. Это оборудование актуально для больших заводов по металлообработке, занимающихся преимущественно крупносерийным производством.

Пневматические гильотины относятся к стационарному типу. К основной конструкции добавляют просторные рабочие столы, конвейеры выдвижного вида и автоматизированную систему контроля. Нередко станки оборудуются специальной системой ЧПУ, с помощью которой металлоизделия обрабатываются быстрее, а точность конечного результата максимальна.
Ручная гильотина
Такие устройства снабжаются редуктором, который позволяет проводить обработку металлических листов с толщиной 1 мм и выше. Существуют три варианта станков: ручной – приводится в действие рычагом, ножной – начинает функционировать благодаря педали, комбинированный – сочетание вышеописанных видов.
Мобильную установку для рубки листового металла возможно монтировать на разную поверхность, где станок будет устойчив. Их используют на стройплощадках для нарезки профлиста (профнастила) или кровельной стали.

Сравнение гильотин
Вид | Толщина металла, мм | Вид металла | Предел прочности металла | Ширина листа, м | Производительность, ходов/мин | ЧПУ |
Гидравлическая | 0,4 – 40 | Нержавеющая сталь, алюминий, титан, профнастил, оцинковка, арматура, чёрная сталь | До 500 МПа | 1 — 3 | 8 — 20 | + |
Электромеханическая | 0,25 – 12 | (тоже, что и выше) | До 500 МПа | 1 – 3 | 1 – 60 | + |
Пневматическая | 0,2 – 12 | (тоже, что и выше) | До 500 МПа | 1 – 2,5 | 1 – 60 | + |
Ручная | 0,2 – 1,5 | Листовая сталь, профнастил, оцинковка, арматура | До 400 Мпа | 0,1 – 2,5 | 2 – 5 | — |
Таблица 2. Сравнение гильотинных ножниц
Сопоставив значения с таблицы и цену на станки, становится понятно, почему гидравлическая гильотина наиболее распространена. Она значительно дешевле электромеханической и пневматической, зато позволяет работать с толстым металлом, что распространено в массовом производстве. Производителей гидравлических ножниц достаточно, однако звание лучшего удерживают станки марок НА и НГ отечественных машиностроительных гигантов за счёт качественной сборки и относительной дешевизны.










Нюансы и преимущества рубки на гильотине
Резка гильотинными ножницами значительно упрощает стандартный рабочий процесс, который происходит на предприятиях по металлообработке. Конвейерный способ позволяет обработать множество металлоизделий, придав им необходимую форму и размер. Инструмент режет максимально точно и быстро, позволяя за один удар разрубить 20-тимиллиметровый металлический лист.
Гильотинная рубка ножницами широко применяется из-за своих преимуществ:
- высокоточный результат;
- низкая энергоемкость;
- отсутствие отходов в виде опилок и стружки;
- создание ровного края металлоизделия;
- в результате получается выверенный срез.
Этот метод обработки часто используют при изготовлении нестандартных и закладных деталей, полос и косынок. Рекомендуют применять устройства, снабженные ЧПУ – так процесс автоматизируется, при необходимости указывается режим, задаются нужные параметры и характеристики.
Это интересно: Гибка профильных труб по радиусу — методика и оборудование
Классификация оборудования
Гильотинные ножницы различают по таким признакам:
- По виду привода. В промышленном производстве и при резке толстолистового проката более распространены приводные гильотины для металла. При этом управление может быть механическим и гидравлическим. В индивидуальной хозяйственной практике, а также в частных мастерских встречаются станки с ручным приводом.
- По выполнению основного исполнительного механизма. Электромеханическая гильотина часто оснащается кривошипно-шатунным механизмом, в то время, как ручные станки часто имеют рычажный механизм.
- По способу прижима заготовки к опорной поверхности стола. Гильотинные ножницы могут иметь механический (пружинный), либо гидравлический прижим.
- По способу управления выделяют ножницы для резки с неавтоматизированной подачей и удалением нарезанных полос, и автоматизированные комплексы на базе листовых ножниц, где все технологические операции ведутся без участия человека.
Несмотря на все конструктивные и технологические различия, общим у данных станков остаётся одно: угол наклона ножей, под которым они ведут резку. При нулевом угле наклона внедрение выполняется одновременно по всей ширине листа, что обуславливает высокие энергетические затраты, и становится главной причиной повышенной мощности привода. Поскольку сам график технологической операции разделения листового проката имеет пик усилия лишь в начале внедрения ножей, а потом стремительно падает, гораздо выгоднее обеспечить постепенное внедрение инструмента в заготовку. Усилие значительно снижается, а рабочее перемещение, хотя и увеличивается, но ненамного (из-за малых толщин обрабатываемых профилей проката). Поэтому ножи оборудования для резки листового профиля всегда выполняют наклонными. Угол наклона колеблется в пределах 1,5-3,5°; он подходит для более мощного оборудования. При резке более твёрдого изделия, например, нержавейки, зазоры уменьшают. Увеличение зазоров для пластичной низкоуглеродистой стали или меди ухудшают качество и точность разделения, поскольку разрезаемый материал втягивается в зазор между ножами, и образует заусенцы. Заусенцы являются также признаком затупления инструментов.
Согласно принятой в нашей стране классификации, гильотинные ножницы с механическим приводом имеют условное обозначение Н31, Н32, Н34 или Н33 (две последние цифры обозначения указывают на предельную толщину разрезаемого листового металла). Гидравлические ножницы имеют обозначение Н37. В практике встречается также маркировка приводных агрегатов для резки листового материала по его толщине и ширине. Типичным примером могут быть станки немецкого производства, обозначаемые, например, так: ScTR16×3150 (первая цифра – максимальная толщина, вторая – наибольшая ширина).
ОБЩИЕ ТРЕБОВАНИЯ ОХРАНЫ ТРУДА
1.1. К работе на гильотинных ножницах допускаются лица не моложе 18 лет, обученные безопасным методам работы, прошедшие вводный и первичный на рабочем месте инструктажи по охране труда, проверку знаний требований охраны труда и медицинский осмотр. 1.2. Работники обязаны ежеквартально проходить повторный инструктаж по охране труда, по профессии и видам выполняемой работы, а также не реже 1 раза в год – периодический медосмотр и очередную проверку знаний требований охраны труда. 1.3. Рабочие обеспечиваются спецодеждой, спецобувью и средствами индивидуальной защиты в соответствии с действующими нормами (костюм хлопчатобумажный, очки защитные, ботинки кожаные с металлическим носком, рукавицы комбинированные). 1.4. В процессе выполнения работ на гильотинных ножницах на работника могут воздействовать следующие опасные и вредные производственные факторы: — поражение электрическим током; — недостаточное освещение на рабочем месте; — повышенный шум и вибрация; — повышенная температура воздуха рабочей зоны; — пожароопасность; — движущиеся и вращающиеся элементы оборудования; — заусенцы, острые кромки материала; — падение инструмента, изготавливаемых деталей; — движущиеся ножи и прижимы ножниц. 1.5. Рабочие должны соблюдать нормы подъёма и перемещения груза вручную. Разовая норма массы поднимаемого и перемещаемого груза вручную до двух раз в час при чередовании с другой работой составляет: — для мужчин – до 30 кг; — для женщин – до 10 кг; 1.6. При несчастном случае немедленно оказать первую помощь пострадавшему и при необходимости организовать доставку его в лечебное учреждение, сохранить обстановку какой она была на момент происшествия до начала расследования несчастного случая, если это не угрожает жизни и здоровью окружающих работников и не создаёт аварийной ситуации. 1.7. Нарушение требований данной инструкции и других инструкций по охране труда, влечёт за собой применение мер дисциплинарного воздействия. При нарушениях, влекущих несчастные случаи с людьми или иные тяжкие последствия, нарушители могут быть привлечены к административной, материальной или уголовной ответственности.















