

Содержание
ВведениеСварка – это процесс получения неразъемных соединений посредством установления межатомных связей между соединяемыми частями при их нагреве, пластическом деформировании или совместном действии того и другого. С помощью сварки между собой соединяются однородные и разнородные металлы, их сплавы, некоторые керамические материалы и пластмассы. Сварка является одним из наиболее широко распространенных технологических процессов в машиностроении, строительстве, ремонтном деле. Особое место среди видов термической сварки занимает газовая сварка. Способ газовой сварки был разработан в конце XIX столетия, когда начиналось промышленное производство кислорода, водорода и ацетилена. В тот период газовая сварка являлась основным способом сварки металлов и обеспечивала получение наиболее прочных сварных соединений. В дальнейшем с созданием и внедрением высококачественных электродов для дуговой сварки, автоматической и полуавтоматической дуговой сварки под флюсом и в среде защитных газов (аргона, гелия и углекислого газа и др.), газовая сварка была постепенно вытеснена из многих производств этими способами электрической сварки. Тем не менее, сравнительная простота оборудования и инструментов, большая универсальность позволили использовать газовую сварку для соединения небольших деталей из различных металлов и для всевозможных ремонтных работ в различных отраслях народного хозяйства, особенно в сельском хозяйстве. Физическая свариваемость характеризует принципиальную возможность получения монолитных сварных соединений и главным образом относится к разнородным металлам. Цели работы: получить знания по истории развития газовой сварки и резкиЗадачи работы:
- Развитие газовой сварки и резки
отрасль промышленности – автогенное машиностроениеНаибольших успехов в этом добились такие страныо
- Современные технолог ические процессы термич еской резки
воспламенения в кислороде
- Газовая сва рка и рез ка металлов
газов в смеси с кислородом темпер
| Осно вные свойства горю чих газов | ||||
| Га з | Минимальная теплот ворная способность, кк ал/м3 | Темпер атура нормального плам ени при сгор ании в сме си с кисло родом, °С | Приме нение | |
| Ацетилен | 13000 | 3200 | Сва рка всех мета ллов, резка, пай ка и поверхн остная закалка | |
| Кокс овый газ | 4500 | 2200 | Пай ка и сва рка легкоплавких цвет ных металлов, рез ка | |
| Нефтяной га з | 10500-11000 | 2300 | Сварка ста лей толщиной д о 2 мм, чуг уна, цветных мета ллов и и х сплавов, пай ка и рез ка | |
| Пиролизный га з | 8700-9500 | 2200-2300 | Пайка, рез ка, поверхностная зака лка | |
| Природный га з (метан) | 8500 | 1850 | Сва рка легкоплавких мета ллов, пайка, рез ка | |
| Пары керо сина | 10000-10200 | 2500 | Пайка, рез ка, поверхностная зака лка | |
| Пропан-бутан овая смесь | 20600 | 2050 | Сва рка и пай ка чугуна и цветных мета ллов, резка и поверхностная зака лка |
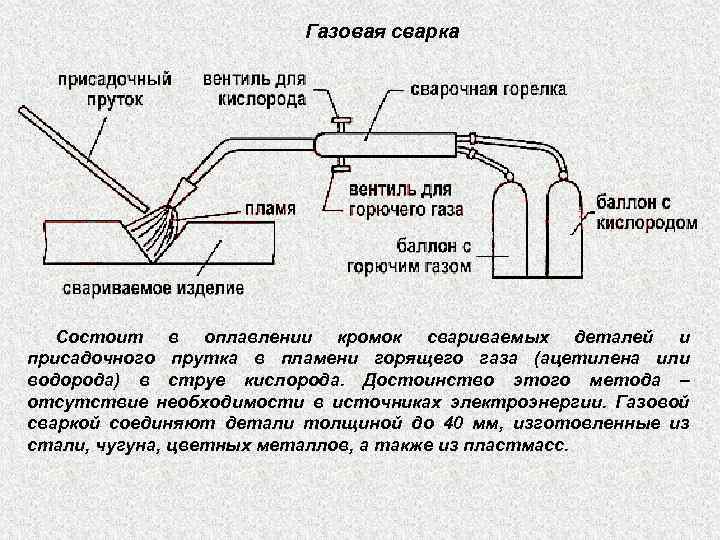
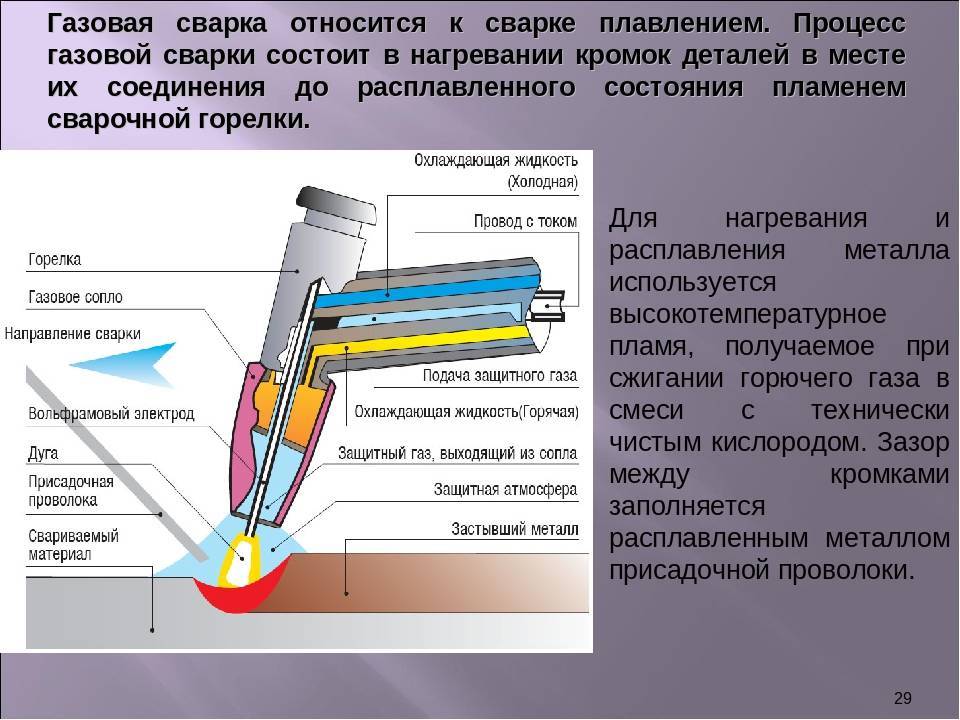
ЗаключениеТаким образом, в результате проведенного исследования темы реферата, можно сделать следующие выводы. Газовая сварка – это сварка плавлением, при которой металл в зоне соединения нагревают до расплавления газовым пламенем. Процесс газовой сварки состоит в нагревании кромок деталей в месте их соединения до расплавленного состояния пламенем сварочной горелки. Для нагревания и расплавления металла используется высокотемпературное пламя, получаемое при сжигании горючего газа в смеси с технически чистым кислородом. Зазор между кромками заполняется расплавленным металлом присадочной проволоки. Как и любая технология, газовая сварка имеет как преимущества, так и недостатки. Преимущества газовой сварки: простота; не требует сложного и дорогого оборудования; не требует источника электроэнергии; возможность в широких пределах регулировать скорость нагрева и охлаждения свариваемого металла. Недостатки газовой сварки: меньшая скорость нагрева металла и большая зона теплового воздействия на металл, чем при дуговой сварке; концентрация тепла меньше, а коробление свариваемых деталей больше, чем при дуговой сварке; благодаря сравнительно медленному нагреву металла пламенем и относительно невысокой концентрации тепла при нагреве производительность процесса газовой сварки существенно снижается с увеличением толщины свариваемого металла; стоимость горючего газа (ацетилена) и кислорода при газовой сварке выше стоимости электроэнергии при дуговой и контактной сварке. Вследствие этого газовая сварка обходится дороже, чем электрическаяСписок исполь зуемых источников
Особенности выполнения газовой сварки
В процессе выполнения работ возможно регулировать состав смеси, в чем помогает редуктор. Мощность и температура пламени регулируется в зависимости от типов работ. Существует несколько видов газовой сварки:
- Окислительное.
- Восстановительное, которое используется для большинства соединений, материалов.
- С повышенным уровнем горючей смеси.
В расплавленной ванне при процессах сварки происходят два основных процесса, восстановление и окисление. Структура прилегающего металла в основном крупнозернистая, для более прочного соединения.
Несколько основных особенностей при работе газовым оборудованием:
- Газовая сварка стальных материалов низкоуглеродистого типа производится различными типами газа, присадочный элемент состоит из стальной проволоки, с малым количеством содержания углерода.
- Легированные стали подвергаются сварке материалами, которые взаимодействуют с составом. Например, жаропрочные детали из нержавеющей стали свариваются с применением никелевой проволоки, некоторые марки материала потребуют использования молибдена.
- Медные изделия свариваются на повышенных температурах, большая текучесть металла потребует минимального зазора соединений. Присадочный материал состоит из медной проволоки и флюса, который используется для раскисления шва.
- Латуневые соединения производятся путем применения присадки из идентичного материала. В силу летучести цинка, для избегания образования пор, при сварке подается большее количество кислорода.
- Бронзовые сплавы свариваются восстановительным типом пламени, не выжигая основные компоненты металла. Для присадки используется идентичный материал с применением кремния, способствующего раскислению шва и металла.

Газовая сварка труб
Стоит заметить, что при работе с алюминием или магнием процессы окисления текут быстрее. Участок обработки и шов имеют различные параметры и характеристики, расположенный в непосредственной близости участок прилегания отличается пониженной прочностью, склонен к преждевременным деформациям.
Технология и способы газовой сварки
Технология газовой сварки подразделяется на два вида:
- Газопламенный вид выполняется с образованием сварочной ванночки за счет плавления кромок деталей и присадочной проволоки.
- Газопрессовая сварка выполняется без присадочных материалов и флюсов. После расплавления кромок детали плотно сжимаются между собой и удерживаются до остывания шва.
 Схема газопламенной сварки
Схема газопламенной сварки
В обоих случаях кромки предварительно очищают от грязи, ржавчины наждачной бумагой или металлической щеткой. Аналогично обрабатывают присадочные материалы.
Техника газовой сварки позволяет накладывать швы независимо от пространственного положения ― от нижних до потолочных. При наложении потолочных швов расплавленный металл удерживают давлением газовой смеси. Для соединения деталей с предварительно отбортованными кромками присадочная проволока не нужна. Чаще всего газовой сваркой заготовки соединяют встык, угловыми и торцевыми швами реже. Скорость нагревания кромок деталей регулируют углом наклона относительно поверхности деталей. Чем больше его величина, тем быстрее нагревается металл.
На практике применяются следующие способы сварки:
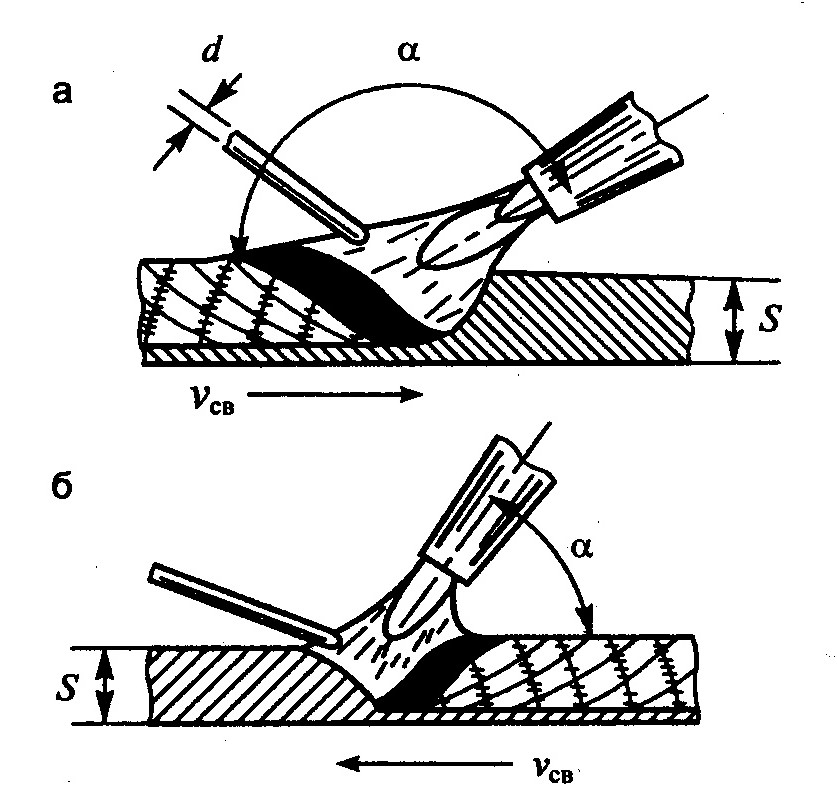
- Левый используют для работы с металлами толщиной до 3 мм с низкой температурой плавления. Пламя ведут вдоль стыка справа налево. Для лучшего прогрева кромок деталей совершают колебательные поперечные движения мундштуком. При левом способе газовой сварки присадочную проволоку перемещают перед горелкой. Ее диаметр должен быть в 2 раза меньше толщины деталей плюс 1 мм.
Правый применяют для сварки заготовок толщиной более 3 мм с разделанными под углом кромками. Пламя ведут от левого края стыка к правому, присадочную проволоку, опустив конец в сварочную ванну, продвигают вслед за мундштуком. Ее диаметр не должен превышать половины толщины деталей. За счет лучшей защиты сварочной ванны пламенем при правом способе качество швов выше, чем при левом. Кроме этого на 10% сокращается расход газа и на 20% продолжительность процесса.
- Сквозным валиком сваривают только листовой металл. Заготовки размещают в вертикальном положении, чтобы между ними оставался зазор размером в половину толщины листов. Горелкой плавят кромки до образования сквозного отверстия. На его нижнюю часть наплавляют слой металла присадочной проволоки по всей толщине листов. Сдвигают горелку немного выше, проплавляют верх отверстия, на низ накладывают следующий слой присадки. Операцию повторяют до полного заполнения стыка. За счет послойного наплавления внутри шва не образуются поры, раковины, шлак.
- Ванночками сваривают низколегированные и малоуглеродистые марки стали толщиной до 3 мм. После образования первой ванночки размером 4 — 5 мм в нее погружают конец присадочной проволоки. Когда металл расплавится, ее помещают в темную часть пламени, чтобы не окислялась. Одновременно с этим мундштуком совершают движения по спирали, перемещая пламя вдоль стыка. Следующая ванночка должна перекрывать соседнюю на 30% площади.
- Многослойная газовая сварка отличается от других способов высоким качеством швов, которое достигается за счет отжига нижних слоев верхними и проковки каждого шва. Однако из-за низкой производительности и большого расхода газа применяют только для ответственных работ. Наплавку проводят небольшими по длине участками так, чтобы стыки нижних и верхних швов не совпадали. Прежде чем наносить следующий слой с предыдущего металлической щеткой удаляют окалину и шлаки.
У сварки пропаном и альтернативными газами есть особенности, учитывать которые новичкам трудно. Поэтому на начальном этапе обучения для начинающих сварщиков лучше использовать стандартную смесь кислорода с ацетиленом. Отработку навыков проводят на разных видах металла.
Плюсы и минусы, применение
Достоинства газосварки проявляются, прежде всего, в мягком прогреве металлической структуры. Это предупреждает деформацию заготовок, что особенно актуально для чувствительных к такому воздействию сплавов. Помимо этого, имеется еще ряд преимуществ газовой сварки перед другими способами:
- Нет необходимости в применении специального оборудования – такого как, полуавтомата или инвертора.
- Доступность расходников и приспособлений.
- Независимость от мощных источников электропитания, что дает возможность применения вдали от электросети.
- Простота технологии, возможность выполнения начинающими.

Газосварка характеризуется простой технологией и несложным оборудованиемИсточник dugovik.ru
Недостатки газовой сварки перед другими способами соединения выражаются в следующем:
- Минимальная производительность – ввиду необходимости длительного прогрева рабочей области.
- Обширное распространение тепловой зоны – что может негативно сказаться как на самой заготовке, так и на рядом расположенных термически не устойчивых ее частях.
- Невозможность применения техники «внахлест» – из-за роста напряжения в структуре и последующего разрушения шва.
- Практическая неприменимость технологии для изделий толщиной свыше 5 мм.
- Длительное остывание конструкции по завершении процедуры.
Недостаток газосварки – обширная площадь прогрева заготовки и длительное остываниеИсточник p-z-o.ru
- Невозможность автоматизации процесса.
- Риск пожара и взрыва при работе с потенциально опасными компонентами – газовыми баллонами, горючими газами и открытым пламенем.
Основные виды газопламенной обработки. Сущность газовой сварки
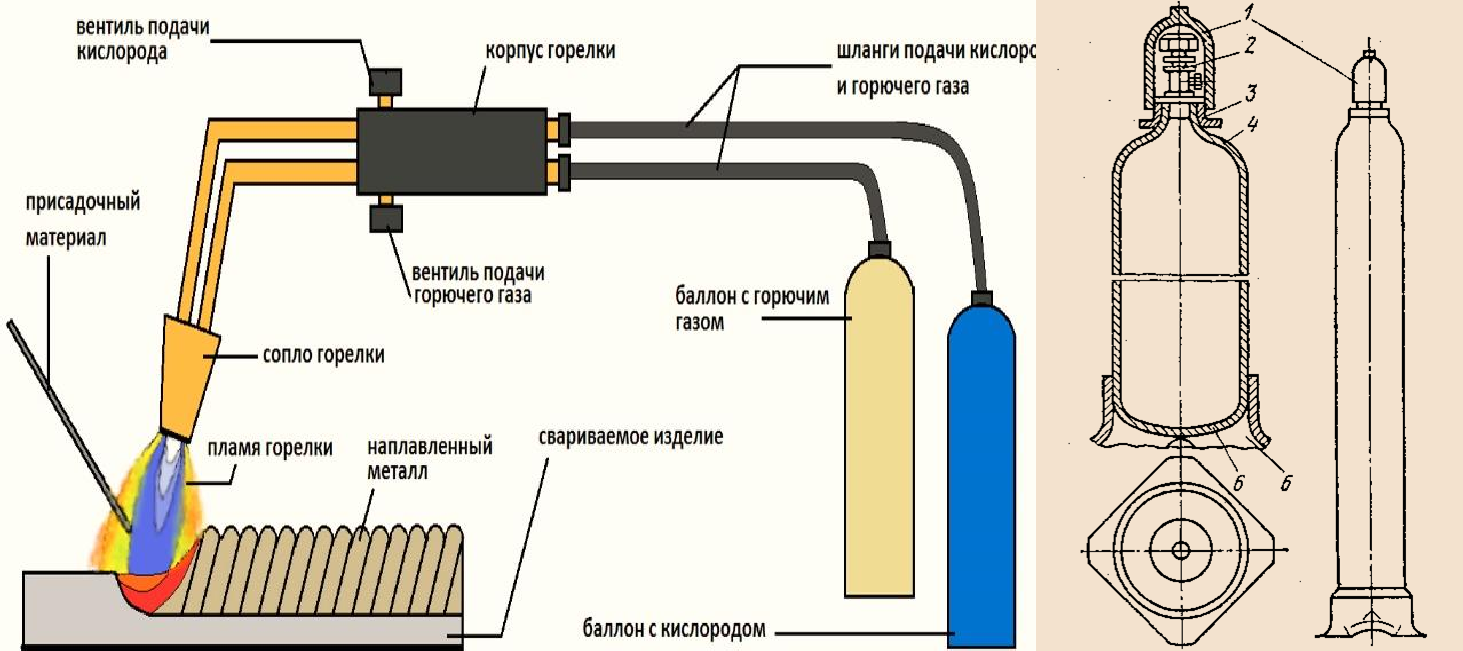
Сущность процесса газовой сварки заключается в том, что свариваемый и присадочный металлы расплавляются за счет тепла пламени горелки, получающегося при сгорании какого-либо горючего газа в смеси с кислородом.
Наиболее распространенным газом является ацетилен. В процессе сварки металл соприкасается с газами пламени, а вне пламени — с окружающей средой, обычно с воздухом. В результате металл подвергается изменениям, характер которых зависит от свойств металла, способа и режима сварки. Наибольшим изменениям подвергается металл, расплавляющийся в процессе сварки. При этом изменяется содержание примесей и легирующих добавок в металле. Одновременно может происходить обогащение его кислородом, в некоторых случаях и водородом, азотом, углеродом. Одним из наиболее распространенных процессов, происходящих при взаимодействии пламени с металлом, является окисление.
При сварке сталей в металле сварочной ванны образуется закись железа FeO, которая реагирует с кремнием и марганцем внутри сварочной ванны; вредные примеси выводятся в шлак либо удаляются в виде газов. Для предотвращения окисления кромок металла и извлечения из жидкого металла окислов и неметаллических включений применяются флюсы. Расплавленные флюсы в основном нерастворимы в металле и образуют на поверхности металла пленку шлака. Шлак предохраняет металл от воздействия газов пламени и атмосферных газов.
В процессе газовой сварки, кроме расплавления металла сварочной ванны, происходит нагрев основного и свариваемого металла до достаточно высоких температур, приближающихся к температуре плавления на границе раздела со сварочной ванной. Поэтому при сварке одновременно происходит ряд сложных процессов, связанных с расплавлением металла, его взаимодействием с газами и шлаками, последующей кристаллизацией, а также с нагревом и охлаждением металла в твердом состоянии как в пределах шва, так и в основном металле и в зоне термического влияния.
Расплавленный металл сварочной ванны представляет сплав основного и присадочного металлов. В результате взаимодействия газов пламени и флюсов он изменяет свой состав. По мере удаления пламени горелки металл кристаллизуется в остывающей части ванны. Закристаллизовавшийся металл сварочной ванны образует металл шва. Шов имеет структуру литого металла с вытянутыми укрупненными кристаллами, направленными к центру шва. Наибольшее применение в промышленности из множества видов газопламенной обработки имеют сварка, пайка и кислородная резка. Наиболее известные виды газопламенной обработки приведены в табл. 48
|
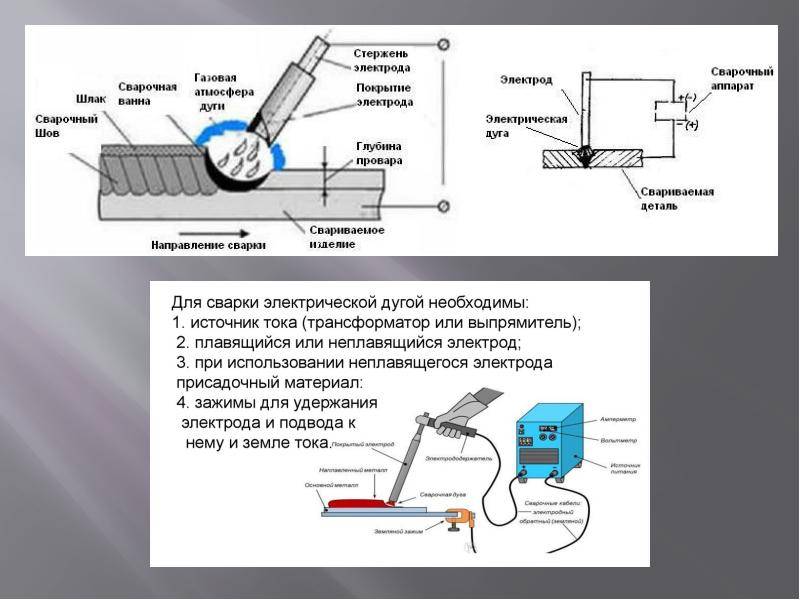
Для газовой сварки необходимы следующие сварочные материалы, оборудование, приспособления и специальные средства для безопасной работы:
оборудование и аппаратура:
- кислородные баллоны для хранения запаса кислорода, подаваемого из баллонов в горелку или резак;
- кислородные редукторы для понижения давления кислорода;
- ацетиленовые генераторы для получения ацетилена из карбида кальция или ацетиленовые баллоны, в которых ацетилен находится в растворенном состоянии;
- ацетиленовые редукторы для понижения давления ацетилена, отбираемого из баллона;
- специальные баллоны или емкости для сжиженных газов, бачки с насосом для создания в них давления;
- сварочные, наплавочные, закалочные и другие горелки с набором наконечников для нагрева металла различной толщины;
- кислородные и другие резаки с комплектом мундштуков и приспособлений для резки и т. д.;
- резиновые рукава (шланги) для подачи кислорода и любого горючего газа в горелку или резак;
принадлежности для сварки и резки:
- очки с затемненными стеклами (светофильтры) для защиты глаз от яркости сварочного пламени, молоток, набор ключей для накидных гаек горелки и резака, стальные щетки для очистки сварного шва и кромок деталей перед сваркой;
- сварочный стол и приспособление для сборки и фиксации деталей при прихватке и сварке;
- флюсы или сварочные порошки.
Виды сварочного пламени
Сварочное пламя образуется в результате сгорания горючих газов или паров горючих жидкостей в смеси с техническим кислородом. При этом пламя имеет сложную структуру и строение, которое показано ниже на рисунке. Качество газовой сварки во многом зависит от правильности регулировки пламени, которое сварщик выставляет «наглаз» по форме и цвету

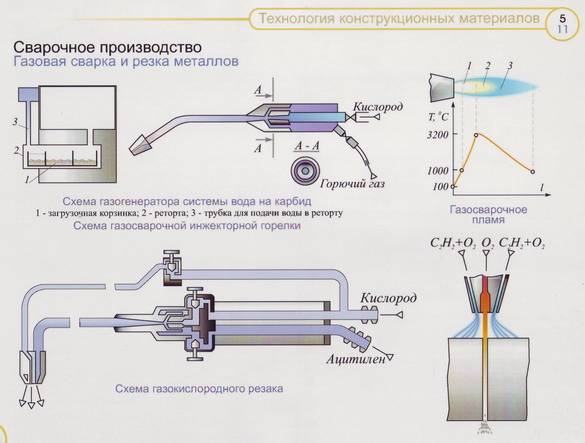



Поэтому очень важно знать строение и структуру пламени газовой горелки, чтобы учитывать это в повседневной работе. Форму, цвет и структуру пламени горелки меняют соотношением ацетилена и кислорода,подаваемых в зону горения
В качестве примера рассмотрим строение ацетилен-кислородное пламя.
 Составляющие ацетилен-кислородного пламени: 1-ядро; 2-восстановительная зона; 3-факел пламени
Составляющие ацетилен-кислородного пламени: 1-ядро; 2-восстановительная зона; 3-факел пламени
Ядро пламени имеет форму цилиндра с заостренным концом, вокруг которого расположена ярко светящаяся оболочка. Длина ядра пламени регулируется скоростью подачи газовой смеси и ее качественным составом. Диаметр ядра зависит от размеров мундштука и расхода горючей смеси.
Строение пламени меняется при изменении соотношения смеси и может быть: нормальным,науглероженным и окислительным.
Нормальный (восстановительный) вид сварочного пламени
Нормальное пламя получается, когда на один объем горючего газа подается один объем кислорода. Если в качестве горючего газа принят ацетилен, то процесс его нормального сгорания можно записать в следующем виде: С2Н2+ О2 = 2СО+ Н2.
При этом продукты неполного сгорания догорают за счет кислорода, присутствующего в атмосферном воздухе. Так как абсолютно чистых веществ в природе не бывает и кислород содержит в себе некоторое количество примесей, то нормальное пламя получается при некотором его повышенном значении, то есть при соотношении ацетилена и кислорода, равном 1,1 -1,2. Ядро нормального пламени светлое со слегка затемненной восстановительной зоной и факелом. По форме ядро пламени напоминает цилиндр с четкими очертаниями и закругленным концом. Диаметр ядра зависит от размера мундштука сварочной горелки, а длина — определяется скоростью выхода газовой смеси. Вокруг ядра пламени размещается светлая оболочка, в которой происходит сгорание раскаленных частиц углерода. При высокой скорости подачи газа пламя способствует сгоранию металла и выдуванию его из сварочной ванны.
Восстановительная зона газового пламени имеет более темный цвет и располагается в пространстве в пределах 20 мм от конца ядра. Температура пламени в этой зоне может достигать 3150°С (при сгорании ацетилена). Размер восстановительной зоны зависит от номера сварочного мундштука. При помощи этой зоны пламени нагревают метал, плавят его и ведут сварку. Остальная часть пламени, расположенная за восстановительной зоной, состоящая из углекислого газа, паров воды и азота, имеет значительно меньшую температуру.
Науглероживающий вид сварочного пламени
Науглероженное пламя получается, когда соотношение ацетилена и кислорода превышает указанное соотношение, то есть становится больше значения 1,1. Теоретически науглероженное пламя получается, когда в горелку подается 0,95 объема кислорода и менее. В этом случае ядро пламени увеличивается в объеме и теряет свои очертания. Недостаток кислорода в таком пламени приводит к неполному его сгоранию, и оно начинает коптить. Избыток ацетилена в науглероженном пламени приводит к его разложению на углерод и водород. Углерод из пламени переходит в металл, науглероживая его. Обычно науглероженное пламя применяют для сварки алюминия и наплавке твердых сплавов.
Восстановительная зона науглероженного пламени светлая и практически сливается с ядром.Температура такого пламени ниже, поэтому работать с ним более тяжело. Для перевода пламени в нормальное состояние увеличивают подачу кислорода или снижают подачу ацетилена.
Окислительный вид сварочного пламени
Окислительное пламя получается при недостатке ацетилена, то есть соотношение ацетилен :кислород становится меньше 1,1. Практически окислительное пламя получается при объеме кислорода, превышающем в 1,3 объем ацетилена. Ядро такого пламени укорачивается и заостряется, а его края становятся расплывчатыми, цвет бледнеет. Температура такого пламени выше температуры нормального. Избыточный кислород окисляет железо и примеси, находящиеся в стали, что в конечном итоге приводит к хрупкости сварочного шва, пористости его структуры, обедненной марганцем и кремнием. Поэтому при сварке сталей окислительным пламенем пользуются присадочной проволокой с повышенным содержанием этих элементов, являющихся раскислителями. Самая высокая температура нормального пламени достигается в восстановительной зоне.
Виды используемых газов
Кислород
Важнейший элемент для пайки и резки. Он используется в качестве катализатора, необходимого для активизации процессов обработки металлов. Для него характерно отсутствие цвета и запаха, плохая растворимость в воде и спирте. Кислород является активным химическим соединением. Его содержат в специальных емкостях под постоянным давлением. Для кислородной сварки используют технический газ трех сортов. Каждый вид зависит от чистоты кислорода. Это свойство влияет на качество обработки деталей.
Ацетилен
Наиболее распространенный вид, так как обеспечивает высокую температуру по сравнению с другими воспламеняющимися веществами. Он образуется на основе углеродистого кальция с водой. Химическое вещество поглощает влагу из атмосферы и расщепляется под ее влиянием, поэтому соединение хранят в закрытых барабанах. Ацетилен взрывоопасный. Однако это качество исчезает, если смесь растворить в жидкости.
 Ацетилен – один из самых распространенных газов
Ацетилен – один из самых распространенных газов
Водород
Не имеет запаха и цвета. При контакте с воздухом становится взрывоопасным. Химический элемент хранят в стальных баллонах под давлением.

Коксовый газ
Образуется посредством переработки каменного угля. Это бесцветная смесь горючих веществ с выраженным сероводородным запахом, которую транспортируют по трубопроводам.

Используют на основе метана, добываемый из недр Земли.

Бензин и керосин
Продукты нефтеперерабатывающей отрасли. Имеют вид бесцветных жидкостей с запахом, которые легко испаряются. Газовая горелка подает их через испарители для образования пара.

Пиролизный газ
Подвергается очистке, так как состоит из углеводородов и угарного газа. Это побочный продукт предприятий по переработке нефти.

Материалы для выполнения сварки с использованием газа
Технологический процесс с применением газовых материалов зависит от ряда причин и факторов. Основным и не изменяемым газом является кислород при технологически чистом виде. Предназначение состоит в активации процессов горения металлических деталей для соединения в последующем времени. Газ транспортируется, содержится под высоким давлением для продолжительной работы вне заправочной станции. Хранение, контакты с техническими маслами недопустимо, а также не рекомендуется использовать кислород под прямыми солнечными лучами.
Получение чистого кислорода происходит из обычного воздуха, для очистки используются специальные устройства. Кислород делится на категории, бывает высший, первый и второй сорта. Работа с материалами невозможна без сопутствующего кислороду газа. При большинстве случаев применяется ацетилен бесцветного типа. Ацетилен производится путем соединения воды с карбидом кальция, при определённых температурных воздействия взрывоопасен.

Ацетилен для сварки
Использование ацетилена обуславливается высокими температурными показателями при сварке соединений, более дешевые аналоги не дают возможности производить качественную работу из-за недостаточной температуры горения.
Проволока и флюс для выполнения сварки
Проволока используется для сварки газа, необходима для восполнения ячеек высвобождаемых соединений. Применение флюса и проволоки дает возможность создавать правильно сформированный шов, с необходимыми характеристиками. Чистота, отсутствие признаков коррозии на материале проволоки дает возможность выполнять качественное изделие, в отдельных случаях возможно использовать кусок того же самого материала, который подвергается сварке. Флюс обеспечивает защиту от окислов, других окружающих установленный метал воздействий.

Сварочный флюс
Пренебрегать использованием флюса для выполнения сварки возможно только при изготовлении материалов из углеродистой стали. Борная кислота, используемая в качестве флюса, наносится на детали из меди, магния или алюминия.
Оборудование для газовой сварки
Кроме используемых газов и баллонов, необходимо наличие других технологических элементов:
- Для газовой сварки применяют оборудование, как затвор водяного типа, обеспечивающий защиту от обратной тяги огня. Расположение происходит между емкостью с ацетиленом, газовым соплом.
- Редукторы используются для контроля уровня газа на выходе из баллона. Существуют различные модели, обратного или прямого действия. Модификации для работы со сжиженным газом подразумевают наличие рубцов внутри конструкции, что позволяет исключить вымерзание.
- Шланги специального типа используются для подачи газа к горелке. Маркировка происходит разным цветом в зависимости от максимального давления.
- Горелка необходима для смеси горючей смеси, последующего воспламенения газов. Различные модификации делятся на инжекторные и обычные типы. Также разделение происходит по мощности, необходимой при работе.
- Газовая сварка производится на обустроенном столе. Оборудуется столешницей для удобной, продуктивной работы. Аппарат для газовой сварки и резки должен соответствовать параметрам безопасности. Вытяжная вентиляция помогает сварщику, позволяет производить процессы с максимальной скоростью.

Газовая горелка
Оборудование для газовой сварки включает в себя огромный спектр приборов и механизмов. В совокупности оборудование позволяет проводить работы при удаленном от энергетических источников месте. Каждый вид оборудования обустроен под тип используемого газа при грамотном соблюдении техники безопасности.







Оборудование и материалы
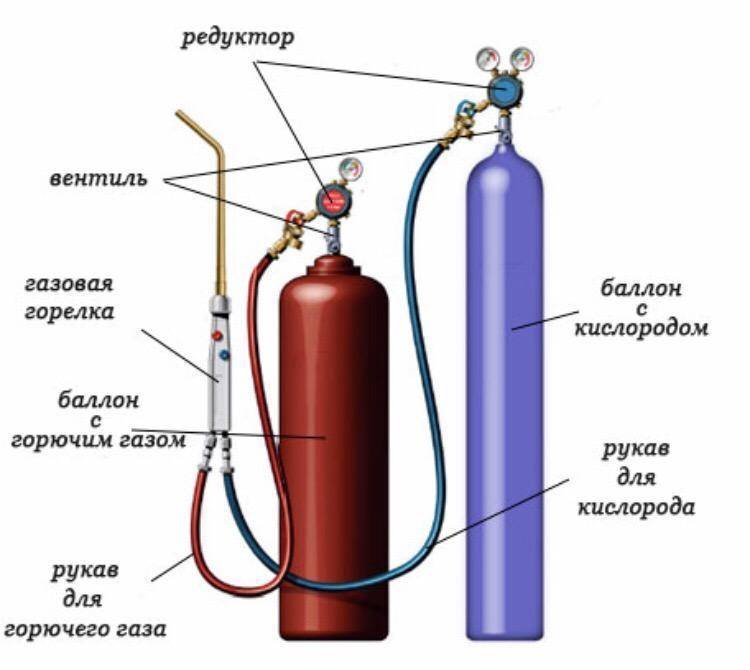
Для варки металлов в газовой среде обязательны следующие приспособления:
- Баллоны. Отдельные емкости с кислородом и каким-нибудь горючим газом. Чаще всего применяется ацетилен, поэтому нередко вместо баллона берется генератор, из которого он производится реакцией карбида с водой.
- Водяной затвор. Специальная емкость с водой. Ее задача – не пропустить проникновение пламени к ацетиленовому генератору. Узел расположен в схеме между горелкой и газовым патрубком.
- Редуктор. Контролирует и не допускает подъем давления выше безопасного уровня.
- Горелка. Смешивает газы и производит пламя.
- Шланги. Соединяют баллоны и генератор с горелкой.

Для газосварки требуются газовые баллоны, шланги, горелка, редуктор, затворИсточник svarma.ru
Для осуществления технологии применяются следующие газы и расходные материалы:
Кислород.
Выполняет функцию окислителя горючих газов. Относится к обязательным компонентам газовой смеси. Поставляется в баллонах с точно заданным давлением.
Изготавливается путем сжатия обычного воздуха и дальнейшего отделения от примесей, преимущественно углекислого газа. Поэтому в зависимости от содержания главного компонента подразделяется на 3 сорта:
- Высший – 99,5 %.
- 1-ый – 99,2 %.
- 2-ой – 98,5 %.
Эксплуатироваться и храниться кислородный баллон должен в соответствии с правилами техники безопасности.
Ацетилен.
Наиболее часто применяемый горючий газ. Применяется для сварки и резки. На месте может поступать как из баллона, так и с генератора. Уникальность ацетилена заключается в максимальном нагреве пламени – в сравнении с другими используемыми газами.

Чаще всего для газосварки в качестве горючего газа применяется ацетилен из баллоновИсточник gazresyrs02.ru
Недостаток проявляется в необходимости строгого соблюдения условий эксплуатации. Так, давление подаваемого из баллона газа не должно превышать 1,5 кг/см², а температура 400 ℃ – иначе произойдет взрыв.
Другие горючие газы.
Главный недостаток газовой сварки на ацетилене – высокая стоимость. Поэтому его нередко заменяют другими газовыми или паровыми субстанциями:
- Водород.
- Пропан.
- Метан.
- Керосин в виде пара.
Нагрев пламени на этих видах сырья достигает 2,4-2,8 тыс. ℃, в то же время ацетилен развивает – 3,15 тыс. ℃.
Присадка, флюс.
Для правильного формирования шва применяется присадочная проволока либо флюс. К первой применяются следующие требования:
- Поверхность не должна быть окрашенной или вымоченной в масле.
- Металл должен быть чистым, без признаков коррозии.
- Температура плавления должна быть равна или ниже аналогичного показателя свариваемых заготовок.
Флюс подается в зону стыковки в виде порошка, пасты или раствора. Применяется он преимущественно для легкоплавких цветных металлов.
Видео о том, что такое газовая сварка:
Варианты техники
В технике газовой сварки есть 2-е схемы:
Правая.
Применяется для заготовок от 3 мм. При этом сплавы должны обладать достаточной степенью теплопроводности. Суть метода сводится к тому, что термообработка стыка ведется от левого края к правому.
Плюсы способа:
- Формирование качественного шва.
- Экономия газов до 10 %.
- Увеличение скорости до 20 %.
Проволочную присадку направляют за движением мундштука по сварочной ванне. При этом в поперечнике она должна быть не больше половины толщины заготовок, но не более 8 мм.
Левая.
Отличается от выше приведенной техники тем, что пламя движется наоборот – от правого края к левому. При этом проволока продвигается впереди горелки.
Применяется для заготовок толщиной не более 3 мм из легкоплавких сплавов. Левый способ на практике используется чаще – ввиду того, что сварщику лучше виден процесс, а прогрев металла сильнее.
Видео-пример газовой сварки:
Коротко о главном
Газовая сварка – метод соединения металлических заготовок путем расплавления и последующего соединения их взаимодействующих краев в среде горящего газа. Главные плюсы технологии сводятся к отсутствию в схеме сложного оборудования, энергонезависимости, доступности оборудования и расходников, качеству шва.
Минусы проявляются в низкой производительности, возможности варки заготовок толщиной только до 5 мм, длительному остыванию, потенциальной опасности. Для проведения газосварки применяется такой ряд оборудования:
- Баллоны.
- Редуктор.
- Водный затвор.
- Горелка.
- Шланги.
- Пост.
Нюансы с разными швами и разными металлами
Горизонтальные швы формируются с использованием правого способа газовой сварки. Бывают ситуации, когда процесс ведут справа налево с мундштуком внизу ванны, а проволокой сверху. Так шов образуется быстрее и легче, а расплавленный металл в ванне не стекает вниз.
Вертикальные швы наоборот, производятся левым способом с направлением снизу-вверх. Если металл толстый, применяют шов с двойным валиком.
Потолочные швы – одни из самых сложных для исполнения. Здесь нужно сначала нагреть кромки заготовки, затем до момента их оплавления в ванну помещают проволоку, которая быстро оплавляется.









Жидкий металл в ванне удерживается от стекания вниз давлением газов из горелки. Сварку делают правым способом. Лучше всего использовать технологию многослойных швов с несколькими проходами.
Легированные стали бывают с очень разными составами. Поэтому единого метода газовой сварки для них нет и не может быть. Если сплав жаропрочный нержавеющий, детали из него варятся с помощью проволоки с содержанием никеля и хрома.
Встречаются отдельные марки, которые можно варить только с применением молибдена в составе присадочной проволоки.
Медь и ее сплавы всегда требуют сильного пламени. Во время расплавления она чрезвычайно текучая, поэтому зазор нужно делать минимальным. Помимо проволоки из меди, в работе применяются флюсовые смеси для раскисления металла шва.
Латунь – весьма непростой металл для работы из-за его состава. Здесь высокий риск образования пор в сварочном шве из-за летучести цинка. Этот риск можно значительно снизить, подавая в смеситель горелки больше кислорода и применяя латунную проволоку в качестве присадки.
Бронза – еще один капризный сплав
Во время сварки важно не выжечь из состава его важные элементы: олово, кремний и алюминий. Поэтому пламя должно быть восстановительное, а присадка – бронзовая с добавкой кремния, который поможет в дальнейшем раскислению шва
Характеристики сварочного пламени
Значительный объем тепла, сконцентрированного в пламени газовой горелки, рассеивается в окружающую среду, поэтому его коэффициент полезного действия (К.П.Д.) низок и практически не превышает 7%. Расход энергии пламени при газопламенной обработке приведен ниже в таблице.
| Распределение энергии пламени | Количество, % |
| Количество тепла, расходуемого на плавление металла и поддержание режима сварочного процесса | 6-7 |
| Потери тепла: | |
| — от неполноты сгорания | 55-63 |
| — с отходящими газами | 13-15 |
| — на излучение и конвекцию | 9-10 |
| — на нагрев около шовной зоны | 15-18 |
| — на искра образование | 1-2 |
Металлургические процессы в сварочной ванне при ее газопламенной обработке, а также в прилегающей к ней зоне имеют довольно сложный характер и несколько отличаются от металлургических процессов, происходящих при дуговой сварке. Это обусловлено тем, что расплавленный металл при его газопламенной обработке взаимодействует с газами, поддерживающими процесс горения. В зависимости от характера пламени,который меняет соотношение газов, изменяются и металлургические процессы.
При сварке нормальным пламенем, когда количество поступающих в зону сварки газов регламентировано, происходят в основном восстановительные реакции:
FeO + СО = Fe + СО2,
FeO + Н2 = Fe + Н2О
Кроме восстановительных реакций оксидов железа аналогичные процессы происходят и с другими оксидами, находящимися в сварочной ванне.
При сварке окислительным пламенем происходят реакции окисления железа и других элементов, присутствующих в сварочной ванне, а образующиеся при этом оксиды железа могут окислять углерод, кремний и марганец.
Сварка науглероженным пламенем способствует насыщению металла углеродом, что влечет за собой увеличение прочностных характеристик сварочного шва со снижением его пластических свойств.





