

Советы по выбору
Чтобы сделать правильную покупку и не пожалеть о ней через некоторое время использования, предлагаем воспользоваться несколькими советами от опытных покупателей и знатоков:
Первым делом стоит определиться с целью использованию горелки
Ее можно использовать для пайки труб или готовки пищи в походных условиях. Строительные модели изготавливаются в форме пистолета, поскольку так их удобно держать одной рукой, а другой придерживать нужный в работе материал
Обращайте внимание на размеры конструкции, если будете брать горелку с собой в походы. Лучше брать модель с максимальным значением температуры плавления
Если вы будете работать с пайкой труб, то достаточно модели с низкой рабочей температурой. С целью проведения резки и сварки изделий из стали следует приобретать аппарат с большой мощностью, который иногда называют сварочной лампой. Смотрите на расход газа в минуту, поскольку от этого параметра будет зависеть то, на сколько хватит одного баллона и когда придется устанавливать второй.
Мини горелки для пайки
1 место – газовая мини горелка с насадкой для пайки

Предназначена как для нагревания среднего размера деталей, так и для контактной пайки припоем благодаря нагреванию жала от пламени. Этакий паяльник без проводов. Вместимость резервуара для газа составляет 8 мл. Температура пламени при заправке бутаном достигает 1300 градусов по шкале Цельсия, а температура жала – 450 градусов. Длина пламени регулируется от 4 до 6 см. Длина горелки 13 см, а диаметр 1,5 см.
Достоинства:
маленькая и недорогая, заправки хватит запаять несколько среднего размера деталей, есть насадка для контактной пайки, легко заправляется.
Недостатки:
нет пьезоподжига.
2 место – газовая микро горелка

В ней нет ничего, кроме резервуара с клапаном для заправки и сопла с регулятором подачи газа. ZC57100 не имеет пьезоподжига и она поставляется незаправленной, так что придется покупать еще и газовый баллончик — для зажигалок подойдет. В общем, чтобы спаять два провода или нагреть термоусадку без паяльника — такой горелки хватит. А еще длина горелки около 20 см и вес 43 г.
Это самая дешевая горелка, которую можно вообще найти и .
Достоинства:
самая дешевая, легко заправляется.
Недостатки:
маленькое пламя, быстро кончается заправка, нет пьезоподжига.
3 место – мини паяльник газовый КВТ XZ-1

Этот примечательный паяльник от бренда, производящего газовое оборудование, имеет пьезоподжиг и поставляется в футляре с набором из 4 насадок для пайки, катушкой припоя и губкой для очистки жала. Так, заявляемая мощность паяльника при контактной пайке 137 Вт – это очень много для паяльника длиной 21 см и весом 120 г. Электрическим паяльникам такие массогабаритные характеристики и не снились. Этот паяльник не позиционируется как горелка, но в качестве горелки можно использовать – пламя получается карандашного типа.
Всем хорош этот из-за чего и угодил на 3 место.
Достоинства:
горелка от именитого бренда, удобна для пайки, набор комплектующих, хороший кейс, высокая тепловая мощность.
Недостатки:
высокая цена.
4 место – газовая горелка IRIS BARCELONA

Эта горелка предназначена не только для пайки, сварки, ремонта электронных устройств и ювелирных изделий. Пламя у этой горелки конечно регулируется. Можно заряжать стандартным газовым баллоном для зажигалок. Длина пламени достигается 3 см. Время работы составляет около 20 минут. Температура пламени достигается 1300 градусов Цельсия. Длина самой горелки ровно 20 см.
Цена такой .
Достоинства:
малые размеры, наличие пьезоподжига, бренд.
Недостатки:
длина пламени не позволяет прогревать детали средних и больших размеров.
5 место – горелка бутановая КВТ X-220
Она позиционируется, как горелка для строительных и ремонтных работ. Выглядит она очень стильно. Рифленая ручка приятна ложится в руку. Имеет пьезоэлектрическую систему поджига пламени. Емкость баллона для высокоочищенного бутана равна 22 мл. Этого количества газа хватит на 110 минут непрерывной работы. Длина пламени регулируется от 30 до 80 мм от острого клиновидного до мягкого пламени с желтыми языками. Вес горели всего 226 грамм при длине 14 см.
Достоинства:
хороший вариант для настольных работ, есть подставка, пьезоподжиг, удобная ручка.
Недостатки:
габаритная, не положишь в карман, не подлезешь в узкое место.
Работы с нержавеющей сталью
Согласно многочисленным отзывам, домашним умельцам часто доводится паять латунью нержавейку. Так как в составах стальных сплавов наличие никеля и хрома не превышает 25 %, работы с такими материалами менее трудоемкие. Кроме того, такой состав обеспечивает надежное соединение деталей из нержавейки с другими металлами.











Исключение составляют магний и алюминий. Если нержавейка со значительным содержанием никеля, то в результате ее нагрева до 700 градусов происходит образование карбидных соединений. Чем продолжительнее нагрев, тем интенсивнее они формируются. По этой причине паять следует максимально быстро. Риск образования данных соединений будет минимальным, если в сплав во время пайки добавить титан. Как утверждают опытные мастера, особенно следует быть осторожным с наклепанными нержавейками. Обусловлено это тем, что на поверхности металла могут появится трещины. Чтобы предотвратить их образование, спаивание выполняют после предварительного отжига деталей.
Условия и область применения пайки
Прежде чем разбираться в вопросе о том, как паять латунь, следует хорошо изучить все особенности такого технологического процесса. При выполнении пайки, которая является одним из методов получения неразъемных соединений, в зазор, расположенный между соединяемыми деталями, вводится расплавленный припой, который и выступает в роли скрепляющего элемента.
Важным условием выполнения пайки является то, что припой, для расплавления которого пользуются газовой горелкой, должен плавиться при меньшей температуре, чем материал изготовления соединяемых деталей. Такая технология (в некоторых случаях она является единственно возможным способом получения неразъемного соединения) позволяет надежно спаять между собой даже разнородные металлы.

Схема пайки латунью с использованием газовой горелки
Совершенно неправильно сравнивать пайку с таким технологическим процессом, как сварка, который предполагает, что расплавляться будет не только специальная проволока-припой, но и металл соединяемых деталей. Именно благодаря тому, что при выполнении пайки основному температурному воздействию подвергается припой, характеристики соединяемых деталей и их целостность остаются неизменными. Такая особенность позволяет успешно использовать эту методику для соединения металлических деталей, которые отличаются даже очень небольшими размерами.
Между тем следует иметь в виду, что для выполнения пайки в качестве припоя используются более мягкие материалы, если сравнивать их с теми, которые применяются для формирования сварного шва. Это приводит к тому, что соединения, созданные при помощи пайки, изначально менее прочные и надежные, чем сварные швы. А в тех случаях, когда выполняется пайка латунью, из припоя в процессе интенсивного нагрева испаряется цинк, что приводит к пористости формируемого шва. Такая пористость металла значительно ухудшает качество и надежность соединения. При выполнении пайки деталей, изготовленных из латуни, большое значение имеет и их взаимное расположение. Такие детали лучше соединять не встык, а внахлест.

Для пайки в домашних условиях вполне можно обойтись ручной газовой горелкой с баллоном мощностью 1,8 кВт
Пайка металла как технология, позволяющая получать неразъемные соединения, занимает одну из лидирующих позиций, уступая по популярности только сварке. Без этой технологии практически не обойтись в электронной промышленности, где с ее помощью создают электропроводные соединения элементов различных приборов и устройств. Именно при помощи пайки чаще всего соединяются и наращиваются провода, по которым в дальнейшем будет проходить электрический ток.
Если говорить о наиболее распространенных сферах применения пайки, то к ним следует отнести:
- формирование герметичных соединений труб, изготовленных из меди и ее сплавов, в том числе латуни (такие трубы используются преимущественно для комплектации холодильных и теплообменных установок);
- крепление твердосплавных пластин к несущей части режущего инструмента;
- соединение между собой деталей, значительно отличающихся по толщине.

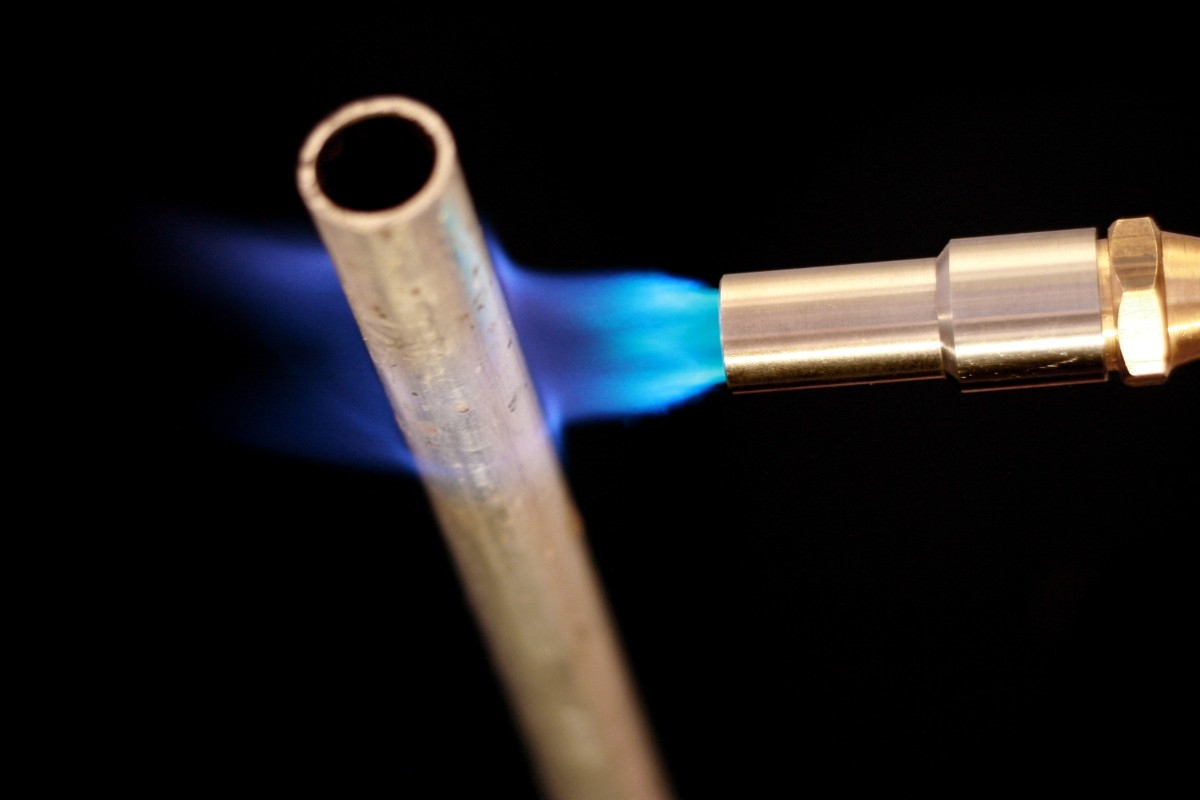
На фото результат спайки латунной трубки и жиклера. Использовался припой флюсованный П14 и импортная горелка на чистом пропане
Используя паяльное оборудование и припой, также выполняют такую технологическую операцию, как лужение, которая позволяет создавать на металлических поверхностях надежное антикоррозионное покрытие.
В зависимости от того, при помощи припоя какого типа выполняется пайка, она может быть высоко- или низкотемпературной. Использование при выполнении пайки более тугоплавкого материала позволяет создавать соединения, которые могут эксплуатироваться при более высоких температурах. Между тем это сопряжено с некоторыми сложностями, которые связаны с необходимостью обращения к специальному оборудованию, позволяющему расплавить припой. Использование такого сплава, в частности, достаточно проблематично в домашних условиях, где для выполнения пайки чаще всего применяется обычная паяльная лампа.
Ручные горелки для пайки медных труб.
Самыми компактными аппаратами, позволяющими работать в кухне или санузле, будут ручные горелки, оснащенные одноразовым баллоном с газовой смесью (пропаном, бутаном или ацетиленом). Вентиль, располагающийся на ручке-держателе, предназначен для регулировки длины факела. С их помощью можно произвести нагрев труб для последующей пайки мягкими или твердыми припоями. Такое оборудование обладает рядом достоинств. Они мобильны и многофункциональны: позволяют регулировать мощность пламени и скорость нагрева металла сменой сопел (в одном наборе можно купить сопла 5 разных размеров). Безопасность данного аппарата обеспечивает обратный клапан, который может блокировать подачу газа в любом направлении. Ручные горелки полностью автономны и не требуют источника питания. Соблюдение технологического процесса пайки обеспечит шов отличного качества. Часто на сопло такой горелки установлен отражатель пламени, главная задача которого – предотвращение потерь тепла, обеспечение равномерного прогрева трубы и защита окружающих предметов от случайного контакта с открытым огнем. Наличие отражателя делает возможным проведение пайки в наиболее труднодоступных местах
Из отечественных горелок наибольшим спросом пользуется продукция «Донмета», предлагающего достаточно широкий спектр ручного оборудования, работающего на различных газовых смесях и по доступной цене. Например, горелка ГЗУ работает на пропанокислородной смеси, выпускается несколько комплектов с разнообразными размерами насадок. А различные модели предназначены для пайки твердыми и мягкими припоями, экономно расходуя газ. Среди импортных горелок, работающих на бутане, пропане или изобутане, в дешевом ценовом сегменте можно отметить китайскую горелку KOVICA KS-1005 KIT под одноразовый цанговый баллон. Цена таких горелок – до 1000 рублей.
Известные бренды будут стоить дороже, например, горелка РОФЛЭЙМ ПЬЕЗО для низкотемпературной пайки обойдется в 3000 рублей, а пропановая горелка от Virax с пьезоподжигом – уже почти в 4000 тысячи рублей. Европейская марка Castolin предлагает горелки, работающие как на бутановых смесях, так и на МАРР газе. Стандартная модель стоит от 1500 рублей, а более модернизированная – с регулятором давления и кнопкой фиксации пламени, со сменными соплами – от 2200 рублей.

Мощная MAPP горелка СУПЕР ФАЙЕР 3 (Ротенбергер), оснащенная пьезоподжигом и предохранительным клапаном, с различной комплектацией обойдется в 7-9 тысяч рублей. С помощью инструмента производят пайку трубных материалов, диаметр которых достигает 35 мм. Для этого используют мягкий припой для пайки медных труб. Твердый припой применяют для пайки труб до 28 мм.
Горелки итальянской фирмы Kemper, работающие на одноразовых баллонах, предлагают в наборах со сменными жалами и насадкой за 1500 рублей. Примерно в одной ценовой нише с ними пребывают американские горелки Bernzomatic. Чуть дороже стоят наборы паяльные газовые от тайваньского производителя, например, DAYREX-22 – удобная горелка с рабочей температурой от 400 до 1300 градусов, в дополнение к которой прилагаются несколько насадок, припой и губка.
Популярен также инструмент немецкой марки REMS. Выпускаются модели для высокотемпературной пайки, работающие на разных газовых смесях с самоподжигом и турбоподдувом. Пропановая турбо-горелка Rems Blitz обеспечивает качественную мягкую пайку труб до диаметра 35 мм, давая точечное пламя с температурой 1950ºC. Горелка Rems Macho работает на ацетилене, подходит как для мягкой, так и для жесткой пайки труб до диаметра 64 мм, температура пламени – 2500ºC. Инструмент отличается качеством и экономичностью, но и цена у него «кусается» – от 10 до 13 тысяч рублей.
Там, где нет возможности применять газовые горелки, для пайки медных труб используют электрические строительные фены, которые подают горячий воздух с температурой, достаточной для плавки припоя.

Пайка алюминия газовой горелкой
Опытные специалисты утверждают, что пайка алюминия в домашних условиях на высоком уровне возможна только с применением горелки.
Главное условие для надежного скрепления – точная подгонка деталей
Важно, чтобы зазор между элементами был минимальный. Это позволит припою не утекать и оставаться на месте стыка. Рекомендация не касается ситуаций при ремонте трещин и сквозных отверстий
Рекомендация не касается ситуаций при ремонте трещин и сквозных отверстий.

Работая с горелкой важно равномерно нагреть деталь. Не допускать перегрева свыше 650°С, поскольку метал попросту начнет плавиться. Оптимальный температурный режим для пайки горелкой 500°С
Оптимальный температурный режим для пайки горелкой 500°С.
Выбор горелки
Чтобы паять алюминий в домашних условиях будет достаточно портативной горелки и туристического баллона с газом
Особое внимание стоит уделить типу горелки. Модели с широким соплом не подойдут для пайки, поскольку они будут разогревать большую площадь

Соответственно предпочтение нужно отдать изделиям, которые имеют возможность локального нагрева. Проще говоря нужно, чтобы было узкое сопло.










Пайка китайским прутком
По своей конструкции прутки – это тонкая цинковая трубка, которая имеет стержень с порошковым флюсом. Производитель утверждает, что такие китайские образцы позволяют быстро, легко и качественно паять цветной металл даже без зачистки.
Пользоваться китайскими прутками очень просто. Достаточно плотно прижать детали между собой и разогреть до 500°С горелкой. При этом припой должен растопиться и заполнить щели между деталями. После формирования шва нагрев прекращают, деталь постепенно остывает.
Китайскими прутиками быстро и эффективно можно спаять алюминий в домашних условиях, поскольку материал достаточно текуч и подвижен.
Способ с щеткой насадкой по металлу
Если нет китайских прутиков, для пайки алюминия и дюралюминия можно использовать метод со щеткой. Он предусматривает, нагрев скрепляемых слоев газовой горелкой с нанесением олова. Далее осуществляется повторный нагрев с параллельной зачисткой щеткой по металлу. Можно воспользоваться дрелью из соответствующей насадкой. При этом необходимо добавлять олово. Следующая фаза включает обычную пайку. После остывания, место стыков можно отшлифовать.
Рекомендации по выбору горелки
В продаже можно встретить просто огромное количество самых различных вариантов исполнения газовых горелок. Производителей также довольно много, больше всего внимания уделяется продукции брендов Rems и Rothenberger. Диапазон цен довольно широкий, все зависит от особенностей конкретной модели.
Некоторые модели горелок предназначены не только для пайки, но и резки металла и разморозки, а также обработки поверхностей высокой температурой. Выбор устройства проводят по нижеприведенным критериям:
Какой именно материал требует обработки. Каждый металл обладает определенной температурой плавления. Некоторые сплавы, к примеру, медь или алюминий следует нагревать до меньшей температуры. Обработать другие сплавы намного сложнее. Некоторые устройства горелок могут нагревать поверхность до высоких температур, могут применяться на протяжении длительного периода. Следует помнить о том, что газовая горелка, предназначенная для расплавки металла и последующей пайки, плохо себя проявит при резке. Именно поэтому выбор проводится по предназначению. В качестве топлива применяются самые различные виды газа. Примером назовем пропан или ацетилен. Стоит учитывать, что некоторые модели могут использоваться с другими газами. Рекомендуется применять инструмент, работающий от одного типа топлива. Большое распространение получила пропановая горелка, применяемая в промышленности. Различают два типа конструкции: инжекторная и безинжекторная. Этот элемент конструкции предназначен для смешивания топлива с кислородом. Мощность устройства может варьироваться в достаточно большом диапазоне. Следует учитывать, что с увеличением показателя мощности повышается и эффективность применения устройства. Мощные газовые горелки применяются для работы с толстостенными трубами, которые сложны в обработке. Следует определиться с тем, как часто будут проводится работы
При выполнении пайки медных труб следует соблюдать определенную технику безопасности. Для этого требуется:
- Защитные перчатки. Поверхность может нагреваться до весьма высокой температуры, при касании можно обжечься. Для того чтобы исключить вероятность появления ожогов на руках следует использовать перчатки с плотной тканью.
- Работы рекомендуется проводить исключительно в проветриваемом помещении с хорошей вентиляцией. Это связано с тем, что могут появляться газы и другие продукты горения. Кроме этого, не стоит забывать о том, что применяемый газ взрывоопасен. Именно поэтому появление даже небольшой утечки может привести к повышению концентрации газа.
- Перед тем как проверять качество соединения следует убедиться в том, что оно остыло. Это связано с тем, что поверхность может нагреваться до достаточно высокой температуры.
В заключение отметим, что использовать газовые горелки следует с соблюдением мех безопасности. Самодельные конструкции должны проходить проверку перед применением. Что касается приобретения готовых горелок, то следует сразу определиться с бюджетом.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
На полках хозяйственных магазинов представлено широкое разнообразие газовых горелок, предназначенных под бытовое использование. Причем в ассортименте много конструкций миниатюрного исполнения, оснащенных баллонами малой емкости, что обеспечивает удобство выполнения различных видов работ.
Предлагаем разобраться, какая газовая горелка для пайки медных труб и прочих целей может стать лучшим инструментом среди существующего ассортимента оборудования. В статье мы подробно рассмотрели устройство и виды таких приборов. Кроме того, привели советы по выбору газовых горелок и их применению для пайки медных изделий.
Конструкция горелки
Принцип работы газовой горелки использующейся для спаивания металлов достаточно прост. Для этого необходим источник топлива, в данном случае используется баллон с сжиженной пропан-бутановой смесью. От него через редуктор топливо поступает к штуцеру встроенному основание паяльного инструмента.
Для домашних целей существуют модели с одноразовыми баллонами. Это отличный вариант инструмента для выполнения небольших работ.
Даже в быту можно столкнуться с необходимостью соединения алюминиевых деталей. Сварка не позволяет решить эту задачу. А вот пайка алюминия газовой горелкой вполне возможна.
Отлично подойдет для спаивания алюминия присадочная проволока из легкоплавких припоев. В таком случае материал не придется нагревать до значительных температур и конечное изделие не будет испорчено.
Затем газ поступает по вертикальному каналу к жиклеру. В него встроена игла, позволяющая регулировать интенсивность пламени. Поступающий газ проходит на высокой скорости. За счет ее повышения осуществляется обогащение воздухом, необходимого для процесса горения, с помощью воздушного золотника.
Спецгильза золотника позволяет регулировать количество воздуха, поступающего к газу. Регулируя объемы воздуха и скорость подачи газа можно получить пламя необходимого качества и размера.
 Горелка газовая для пайки в сборе.
Горелка газовая для пайки в сборе.
Устройство пропановой горелки представляет собой:
- иглу для контроля подачи топлива;
- ручку для изменения положения иглы;
- корпус жиклера;
- эжектор;
- золотник;
- рассекатель;
- радиатор.
Лучшими материалами, из которых должны быть сделаны все перечисленные конструктивные элементы, являются латунь и бронза. Они характеризуются высокой теплопроводностью и прочностью.
Эти сплавы устойчивы к внешним воздействиям и коррозии, что обеспечивает долгий срок службы паяльного инструмента.
Существуют также и бензиновые горелки, ни тоже используются для пайки. Главным их отличием является формирование бензовоздушной смеси.
Данный инструмент часто используется благодаря своим преимуществам:
- маленькими габаритами и портативностью;
- небольшим весом;
- простотой использования;
- возможностью выполнять качественную пайку.
Конструкция таких устройств выглядит следующим образом:
- емкость для бензина;
- компрессор для подачи воздуха;
- шланги устойчивые к действию бензина;
- горелка.
Самодельные газовые горелки
Основными компонентами изготовления мощных газовых горелок являются промышленные вентили. Они могут быть новыми, однако для самодельного устройства достаточно использовать бывшие в употреблении при отсутствии утечки газа. Предназначены они для работы в паре с 50-литровым газовым баллоном на пропане, имеющим угловой вентиль и редуктор.
Горелка с вентилем ВК-74
Устройство данной горелки изображено на рис. 1. За основу принят вентиль кислородного баллона ВК-74.К выходному концу устанавливается выточенная на токарном станке штуцер-рукоятка, к рифленой части которой подключается шланг от баллона. На часть вентиля с конической резьбой К3/4˝ , которой он соединялся с газовым баллоном, накручивается колпачок с подготовленным отверстием с резьбой для жиклера. Можно использовать готовый вариант паяльной лампы или газовой плиты.
Сопло изготовлено из отрезка стальной трубы 1/4˝ длиной 100 мм и приварено к колпачку на двух отрезках проволоки ∅5 мм. Между колпачком и соплом следует оставить расстояние 15 мм для поступления воздуха в зону горения. Подгибом проволочных держателей регулируют положение сопла, чтобы добиться центрового положения пламени.
Последовательность действий для розжига горелки:
- Откройте вентиль баллона;
- Поднесите зажженную спичку к соплу и медленно открывайте вентиль горелки;
- Контролируйте зажигание газа;
- Регулируйте пламя вентилем горелки
Самодельная газовая горелка данной конструкции имеет один недостаток, связанный с особенностью расположения вентиля. Поток газа направлен в противоположную сторону нормальному положению. Сальниковые уплотнители испытывают постоянное давление газа( вт.ч. при закрытом вентиле), поэтому необходимо постоянно следить за герметичностью уплотнителей.
Горелка, переделанная из ацетиленового газореза
Если у вас есть ацетиленовый резак с неисправным краником подачи кислорода, не спешите его выбрасывать. Он также сгодится для изготовления горелки(рис 2.). Газовая мини горелка
Мини газовые горелки больше подходят для работы с мелкими деталями. За основу мини горелки берется игла для накачивания мячей. В ней необходимо сделать пропил, чуть дальше середины иглы.Некоторые иглы уже имеют подобное отверстие, что значительно ускоряет процесс работы. Далее нужно взять иглу для шприца, и согнуть ее примерно на 45 градусов посередине.
Заостренный конец иглы для шприца лучше всего заточить, чтобы он был прямым. После этого ее нужно вставить в иглу для мяча таким образом, чтобы один ее конец выходил через отверстие, а второй выступал из большой иглы на несколько мм. Получившуюся мини конструкцию следует зафиксировать с помощью припайки. После этого к основаниям двух игл необходимо присоединить капельницы. Зажимы – регуляторы капельниц нужно сдвинуть как можно ближе к иглам. В получившейся горелке они будут выполнять роль регуляторов подачи газа и воздуха. Их тоже нужно скрепить между собой, и делать это лучше всего с помощью термопистолета. Остается лишь подключить к готовому устройству источник сжатого газа, горелка готова к использованию. Такая самодельная газовая горелка может нагревать предметы до 1000 градусов
Работать с ней следует осторожно, соблюдая технику безопасности









Припои и флюсы: классификация и методы выбора
Для получения хороших результатов пайки обязательно применяются добавки в виде флюсов и различных припоев.
Припоем называется определённый металл, который после его расплавления проникает в металлы, подготовленные для пайки.
Только в крайнем случае, если паяют детали, на которых не лежит большой ответственности за весь агрегат, и нет высоких требований к прочности, применяют обычные сплавы олова со свинцом.
Современные припои классифицируются следующим образом:
- По температуре плавления. Они бывают мягкие с температурой плавления достигающей 400°C; полутвёрдые с температурой плавления олова и твёрдые. Температура плавления твердых припоев превышает 500 °C.
- По типу расплавления. Припои, которые расплавляются в процессе пайки полностью или частично.
- По способу получения припоя. Производятся готовые припои, и припои которые образуются в процессе пайки. Такая пайка называется контактно – реактивная.
- По перечню химических элементов, добавленных в состав. Таких элементов применяется достаточно большое количество. От распространенных металлов цинка, олова, алюминия, до редкоземельных металлов галлия, индия, палладия.
- По технологии изготовления припоя. Они бывают: проволочные, штампованные, катанные, литые измельчённые.
- По виду припоя. Их производят в виде проволоки, готового порошка, в виде ленты и отдельных листов, в форме таблеток и готовых к применению закладных деталей.
- По способу образования флюса. Припои делятся на две большие категории: флюсуемые и так называемые самофлюсующиеся.
Припои, так же как и латунь, маркируются заглавными буквами и цифрами. По маркировке можно определить для какой латуни предназначен конкретный припой. Например, если необходимо спаять деталь из латуни, в которой большой процент меди, то предлагается использовать припой марки ПСр12 или ПСр72. Этот припой в своём составе содержит большой процент серебра. Если в латуни присутствует большой процент цинка, то целесообразно использовать припой ПСр40. Поэтому, чтобы получить надёжное соединение после пайки, необходимо понимать, какие нагрузки возлагаются на ремонтируемую деталь. Если деталь стационарная и не несёт больших вибрационных нагрузок (например, элементы сантехники) можно смело применить припой мари ПМЦ. Если же необходимо обеспечить прочное соединение применяют специальные твёрдые припои, такие как L-CuP6. Этот припой имеет очень высокую температуру плавления — 730 °С.

Припои для латуни
Чтобы правильно выбрать марку припоя, можно воспользоваться следующим методом:
- Определить температуру плавления деталей, которые планируется спаять.
- Уточнить коэффициент температурного расширения. У латуни, которую планируется паять и припоя он должны быть очень близким.
- После пайки припой не должен снижать механические характеристики отремонтированной детали.
- Припой должен образовывать с основной латунной деталью гальваническую пару. Если этого не обеспечить будет быстро происходить процесс коррозии.
- Свойства припоя должны соответствовать всем техническим и эксплуатационным характеристикам.
- Припой должен обеспечивать в процессе пайки хорошую смачиваемость основной детали.
Флюсом называют специальное вещество, которое позволяет подготовить поверхность металла, то есть, снять с неё образующийся налёт окисла, жирные и водяные пятна. Без применения флюса качественно спаять латунную деталь невозможно. Флюсы подбираются в зависимости от химического состава латуни.
Опыт показывает, чтобы качественно спаять детали из распространенных марок латуни ЛС59 и Л63 достаточно иметь флюс, состоящий из хлористого цинка, растворённого в борной кислоте. Если необходимо спаять латунь, в составе которой имеется свинец и кремний (например, марка ЛКС80), то необходим флюс, имеющий соединения фтора и калия. Их также растворяют в борной кислоте, или буры. Подобный флюс для пайки можно приготовить и в домашних условиях, используя соответствующие элементы в требуемом процентном соотношении.

Флюс-паста для пайки латуни
Сегодня промышленность предлагает готовые флюсы для паяния латуни. К ним относятся: флюс «Бура»; флюсы ПВ-209 и ПВ-209Х.





