

Необходимое оборудование
Оборудование можно подготовить самостоятельно. Сначала подбирается подходящий источник питания. Это может быть батарейка (для обработки изделий небольшого размера) или аккумулятор. Подойдет понижающий блок питания, который выдает на выходе постоянный ток до 12 вольт. Иногда используют инвертор от сварочного аппарата. Подбирается реостат для регулирования силы тока.
Из нейтрального, устойчивого к химически агрессивным веществам материала подбирается широкая и глубокая ванночка. Надо учитывать, что электролитический раствор при гальваническом процессе может нагреваться до девяноста градусов по Цельсию.
Подготавливаются две пластины, которые будут токопроводящими анодами.
Для нагрева ёмкости с электролитом нужен электрический прибор с возможностью плавной регулировки температурного режима. Чаще всего используют подошву утюга или небольшую электроплитку. С их помощью происходит нагрев раствора до необходимой температуры и ускорение реакции.
Химические реактивы необходимо хранить в плотно закупоренной стеклянной посуде. Желательно каждый предмет подписывать.
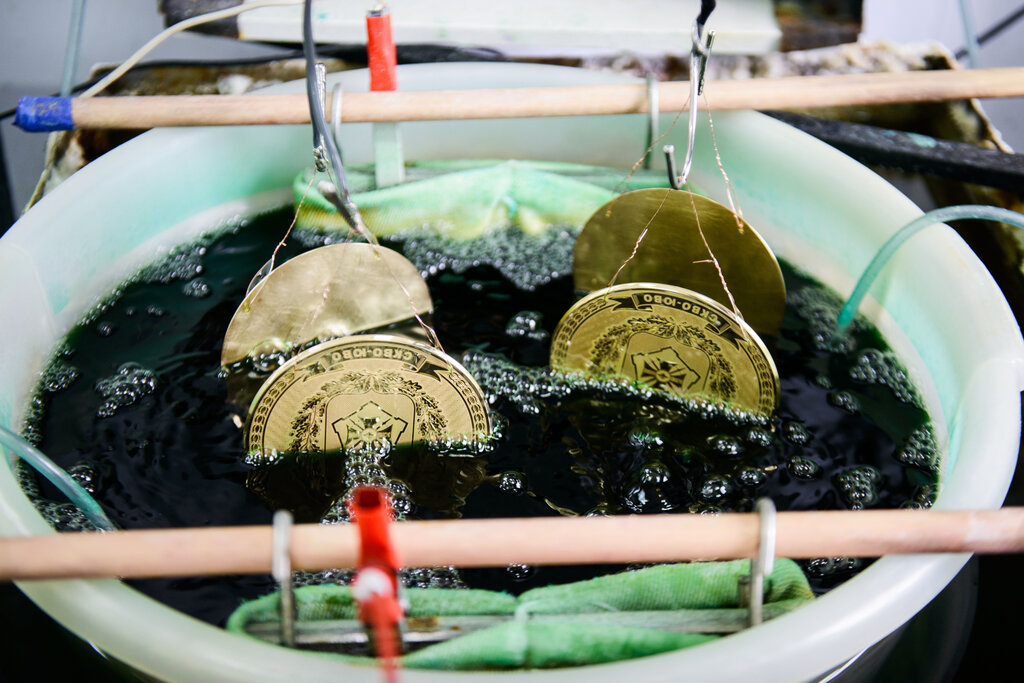
Потребуются весы для точного измерения массы веществ, поскольку необходимая точность веса компонентов составляет один грамм. Такие весы можно приобрести, а можно сделать самостоятельно, используя вместо гирек старые советские монеты. Вес «желтых» монет точно соответствует их номиналу.
Гальваническое хромирование и серебрение
 Хромирование проводится в целях повышения стойкости и защиты от внешнего воздействия, однако не стоит забывать и о том, что хромированные изделия смотрятся довольно эффектно. Особенно если это колесные диски крутого элитного авто или детали мотоцикла. Итак, что касается самого процесса, перед хромированием проводится меднение или никелирование, как более нейтральный и универсальный способ. Либо изделие покрывают сначала никелем, потом медью и только после этого приступают к хромированию.
Хромирование проводится в целях повышения стойкости и защиты от внешнего воздействия, однако не стоит забывать и о том, что хромированные изделия смотрятся довольно эффектно. Особенно если это колесные диски крутого элитного авто или детали мотоцикла. Итак, что касается самого процесса, перед хромированием проводится меднение или никелирование, как более нейтральный и универсальный способ. Либо изделие покрывают сначала никелем, потом медью и только после этого приступают к хромированию.
В качестве электролита используют такие вещества, как свинец, олово и сурьму в следующих пропорциях: 85×11×4%. В отличие от меднения или никелирования в процессе хромирования можно регулировать оттенок покрытия и цвет, они зависят от температуры и состава электролита. Например, чтобы добиться блестящего оттенка, необходимо нагреть электролит до температуры 35−55 градусов, молочного оттенка — температура должна превысить 55 градусов, матового оттенка — быть ниже 35 градусов.
А цвет может меняться от темно-голубого, агатового, синего до черного. После нанесения покрытия изделие промывают в содовом растворе и полируют специальными пастами.
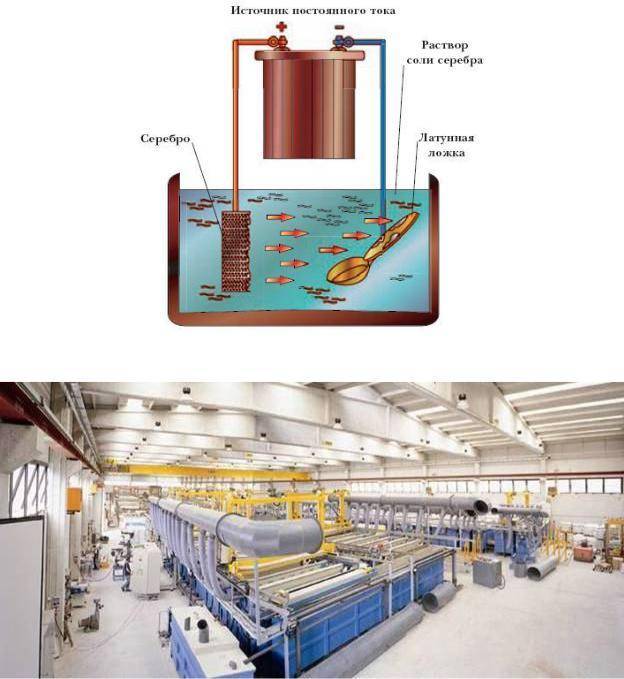
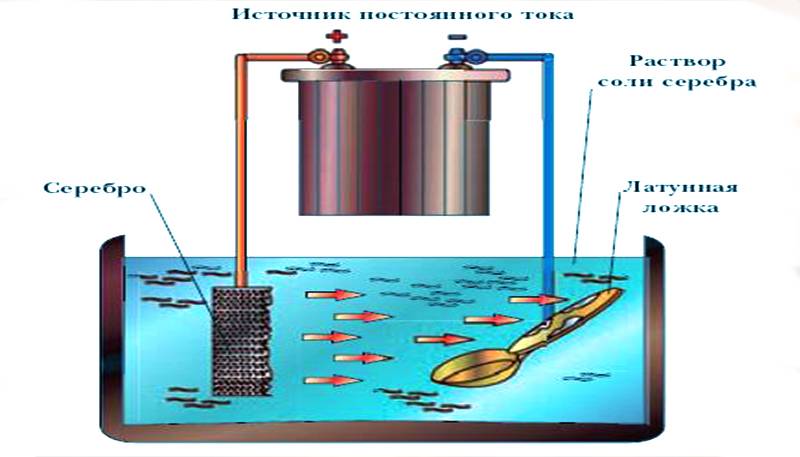
Изделие перед серебрением, так же, как и в двух первых случаях, покрывается сначала никелем. Электролит изготавливается из хлористого серебра, кальцинированной соды, железно-цианистого калия и дистиллированной воды. Температура электролита не должна превышать комнатную, а в качестве анода используются пластины из графита.
Толщина серебрения в зависимости от условий эксплуатации и назначения деталей
Серебро отличается устойчивостью к щелочным растворам и большинству органических кислот, концентрированная серная кислота может растворять металл только при кипячении, а соляная при значительном нагревании. Под воздействием аммиака и хлора на поверхности серебра образуется тонкая пленка, повышающая значения сопротивлений и затрудняющая процесс пайки, металл теряет свои преимущества. Для предупреждения негативных явлений применяется специальная технология финишной обработки.
Особые физико-химические характеристики покрытия определяют метод серебрения и конкретную область использования покрытий, покрытие широко распространено вне зависимости от высокой стоимости и дефицитности металла. Серебрение изделий применяется для повышения отражательных характеристик оптических и светотехнических приборов, для понижения переходного сопротивления и деталей, контактирующих между собой, для повышений устойчивости к коррозионным процессам и в декоративных целях при изготовлении ювелирных изделий.
Технологии хромирования
В зависимости от способа нанесения хрома различают порядка 10 технологий хромирования, а основными технологиями являются гальванизация, химическое нанесение, вакуумное нанесение и другие. Ниже эти технологии будут рассмотрены более подробно.
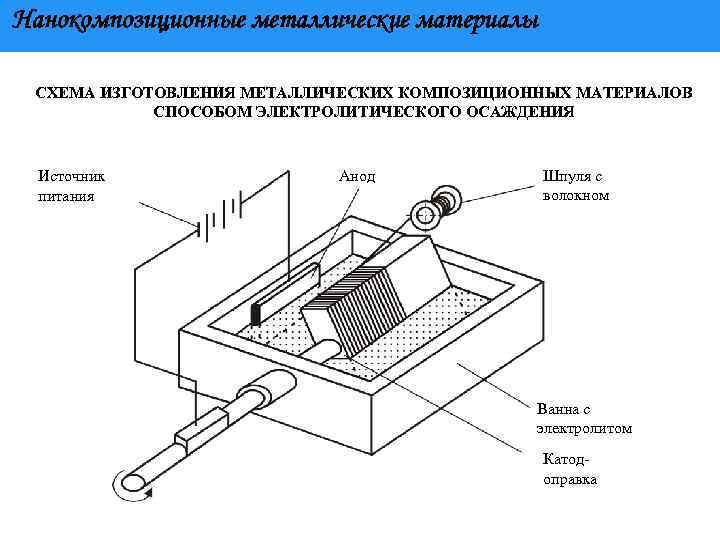
Электролитическая гальваника
Гальваническое хромирование — простая технология, которая подходит для домашней обработки деталей. Обычно она используется для обработки металлических деталей небольшой формы, однако при необходимости ее можно адаптировать для обработки больших изделий и пластика. Гальваника работает за счет такого явления, которое физики называют электролизом. Электролитическая гальваника выполняется по такой схеме:
- В электрически нейтральную ванночку помещается жидкость, называемую электролитом. В качестве электролита для хромирования используются вещества, содержащие хром. Это хромовая кислота, ангидрид и другие. В состав электролита могут входить вспомогательные вещества — скажем, серная кислота, едкий натр или сернокислый стронций.
- К ванночке подключается источник постоянного тока (генераторы с переменным током не подходят из технических соображений). Анод имеет вид пластинки (обычно из свинца или хромсодержащего сплава), а опускается он в ванночку с электролитом. К катоду прикрепляется обрабатываемая деталь, которая тоже опускается в электролит.
- После подготовки оборудования и детали электрическая цепь замыкается. Это приводит к тому, что электрический ток переходит от анода к катоду через электролитический раствор. Это приводит к ряду химических реакций, что приводит к высвобождению свободного хрома, который за счет прохождения тока переходит на поверхность обрабатываемой детали. В результате формируется тонкое покрытие, что нам и требовалось.
Химическое хромирование
Для нанесения тонкого защитного слоя может также применяться химическое хромирование. Эта технология не подразумевает использование электрического тока для перехода хромовых ионов — вместо этого защитный слой создается за счет ряда химических превращений. Поэтому химическая хромирование является более простой и безопасной, хотя для ее проведения понадобятся более дорогие реактивы. Технология проводится в два этапа: сперва наносится слой меди, а потом — хрома. Суть технологии кратко:
- Рабочий очищает деталь от грязи и пыли, а также выполняет ее обезжиривание. После этого он готовит смесь для омеднения на основе сернокислой меди и концентрированной серной кислоты. При необходимости раствор нагревают до температуры 15-20 градусов (если в помещении низкая температура). Потом деталь помещается в раствор на 5-10 секунд — потом ее достают и промывают.
- Рабочий высушивает деталь и готовит бета-версию раствора (без гипофосфита натрия). Рецептов таких растворов существует много, однако чего всего его готовят на основе фтористого хромила, лимонной и уксусной кислот. Такой раствор нагревают до температуры 80-90 градусов, потом всыпается гипофосфит натрия — в результате получается альфа-версия раствора, который нужен для обработки.
- Запчасть помещается в приготовленный раствор на большое время — порядка 5-7 часов. Во время нанесения дополнительного слоя необходимо поддерживать постоянную температуру раствора (всю процедуру можно делать на электроплитке). По завершении процедуры деталь нужно достать, помыть в слабом растворе соды и высушить — после этого она готова к применению.
Вакуумное хромирование
Вакуумная технология позволяет получить тонкий однородный слой металла на поверхности любого вещества. Она является самой сложной с технологической точки зрения, поэтому выполнить вакуумное хромирование в домашних условиях сложно. Технология не подразумевает проведение сложных химических операций или использование электрического тока, что делает ее более безопасной и универсальной. Для проведения процедуры понадобится специальное оборудование, которое стоит достаточно дорого (вакуумные камеры, насосы, распылители).
Основные этапы нанесения покрытия вакуумным методом:
- Металлическая основа (в нашем случае хром) помещается в специальную камеру, из которой откачивается воздух для создания вакуума. После этого выполняется нагрев металла до состояния пара.
- Обрабатываемая деталь проходит предварительную обработку и очистку. Потом она помещается в отдельную камеру вакуумной установки (но не в тот же отсек, где находится нагретый до состояния пара хром).
- В конце выполняется распыление газообразного хрома по всей поверхности обрабатываемой детали. Хромовые частички остывают и становятся твердыми, что приводит к формированию тонкого покрытия.

Гальваника с раствором металлического ионного электролита в домашних условиях
Для гальваники в домашних условиях с помощью этого метода вам понадобится кусок меди, металл, который должен быть покрыт, уксус, перекись водорода, зажимы, батарея 6-вольтового фонаря, пластиковый контейнер.
Используйте контейнер, достаточно большой, чтобы затопить материал, который вы пытаетесь залить.
Смешайте и нагрейте равные части уксуса и перекиси водорода. Чтобы сделать четыре чашки раствора, добавьте две чашки уксуса в две чашки перекиси водорода
Сочетание уксуса и перекиси водорода делает перуксусную кислоту, с которой следует обращаться с осторожностью. Следует растворить медную болванку в составе
Жидкость станет синей, что указывает на то, что в растворе содержатся ионы меди, которые можно использовать для гальванопокрытия материала. Замачивайте медь до тех пор, пока раствор не станет голубым
Лучше, чтобы раствор имел слабую концентрацию, раствор не должен быть слишком темным. Прикрепите зажимы к аккумулятору. Батарея обеспечивает ток, необходимый для транспортировки металлов от донора к получателю. Подсоедините один зажим-аллигатор к положительной клемме аккумулятора и другой зажим к отрицательной клемме. Очистите металл в домашних условиях, подлежащий гальваники. Перед запуском метода гальванизации вы должны убедиться, что металл чист, поэтому новые атомы могут образовывать твердую связь с металлом-реципиентом. Подключите положительный зажим к медной части. Подключите отрицательный аллигатор к металлическому покрытию. Постарайтесь прикрепить аллигатор в неприметном месте. Если вы прикрепляете металл к положительному полюсу, гальваника не будет работать. Погрузите элементы в медную жидкость. Как только оба металла будут подключены, погрузите их в голубой медный раствор, приготовленный ранее. Поскольку они подключены к аккумулятору, ток протекает через цепь. Процедура длится до удовлетворительного уровня покрытия.

Все необходимое для изготовления электролита
Эффективность гальванизации
Четко и верно выполненная процедура гальванизации влечет за собой шлейф положительных эффектов:
- Суставы становятся более подвижными;
- Активизируются процессы кровообращения;
- Хроническая отечность сводится к минимуму;
- Улучшается формирование и обмен белка в организме;
- Залечиваются травмированные ткани;
- В ткани клеток поступает гораздо больше кислорода;
- Выведение токсинов из тела человека;
- Действует как обезболивающие;
- Имеет лимфодренажное и регенерирующее действие;
- Водно-солевой обмен выводится на должный уровень;
- Вылечивается недержание кала и мочи;
- Хорошо устраняется атрофия мышечной ткани.
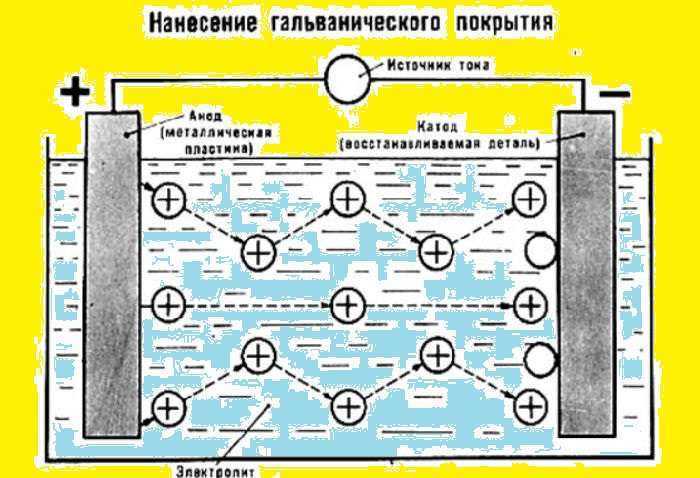
Гальваника медью в домашних условиях: общие сведения

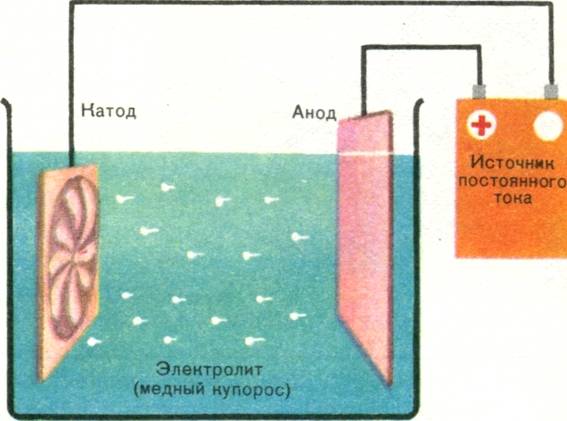
С технической точки зрения обработка – это электрохимический процесс. В процессе всегда есть два «участника» анод+электролит (источник металла) и деталь.
Технология гальваники медью в домашних условиях достаточно проста. Заключается она в том, что за счет электролита и проводимого через него тока выделяются атомы металла. Они оседают на поверхности, образуя медное покрытие.






Среди основных этапов гальванического меднения в домашних условиях:
- Подготовка поверхности (механическая и химическая).
- Нанесение подслойного покрытия (если необходимо)
- Меднение в соответствующем исходному металлу электролите.
Для декоративного гальванического меднения подойдут электролиты матового и блестящего меднения. После нанесения слоя, можно обработать поверхность в электролитах серебра, золота никеля и т.д.
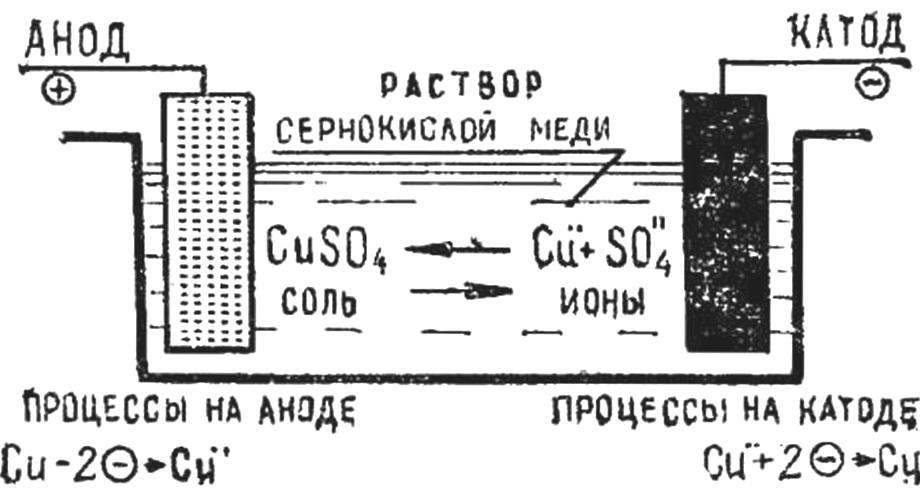
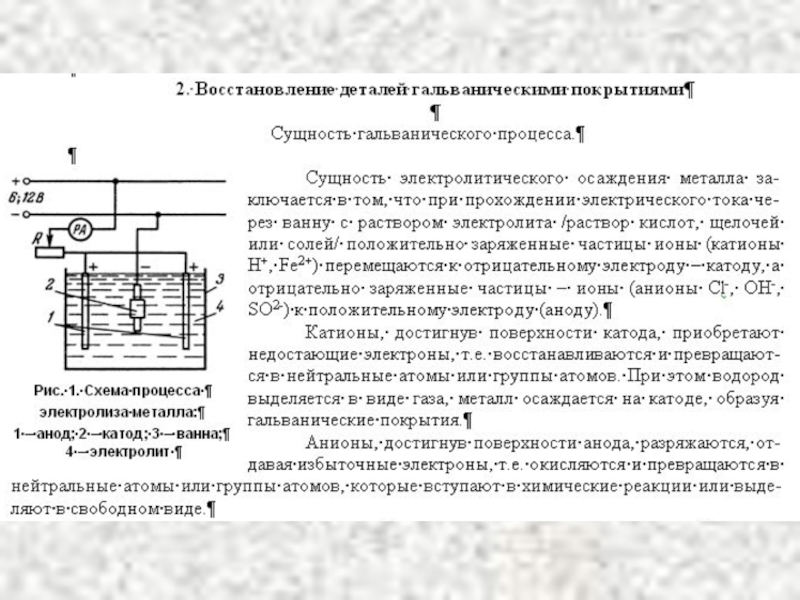
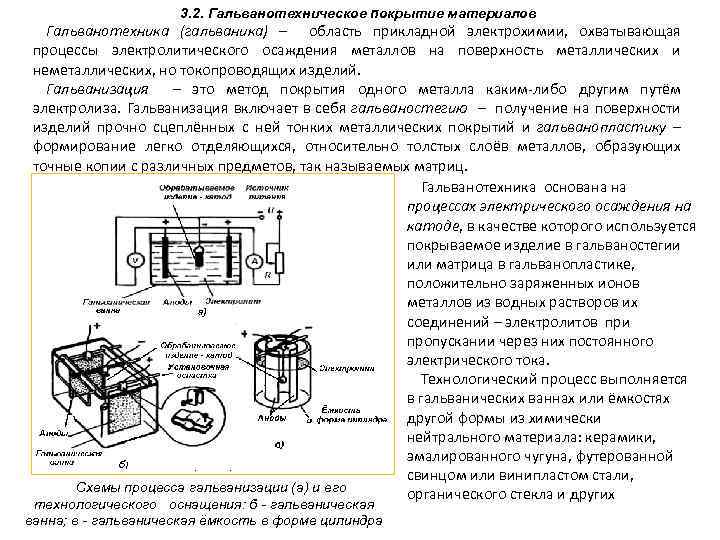
Понятие об электролизе. Принципиальная схема электролизера.
Гальваника – это осаждение металла или оксида на поверхности изделия для придания ему новых функциональных свойств или улучшения внешнего вида. Гальваника выполняется под действием электрического тока, отсюда возникает понятие “электролиз”.
Электролиз с практической точки зрения является комплексом окислительно-восстановительных реакций, протекающих под действием электрического тока в электролите.
Электролит – это среда (для классической гальваники – водный раствор), обладающая ионной электрической проводимостью. Проще говоря – жидкость, способная проводить через себя электрический ток. Электрический ток проводится в основном за счет сольватированных в растворителе ионов. Сольватация является своего рода “растаскиванием” ионов из прочной кристаллической решетки твердого вещества диполями воды. В результате каждый ион становится окружен некоторым количеством молекул воды и в этом виде передвигается либо к положительному, либо к отрицательному электроду.
Когда через электролит пропускается электрический ток, то первоначально происходит направленное движение электронов в металлических проводниках. От анода электроны переходят к катоду, в результате чего на аноде образуется избыточный положительный заряд. При включенной электрической цепи с внешним источником тока на растворимом аноде будет происходить отнятие электронов у атомов металла-основы анода, а на нерастворимом – отнятие электронов у тех анионов, которые находятся прианодной области. На катоде же появляется избыточный отрицательный заряд за счет скопившихся на нем электронов. К положительному аноду начинают движение противоположно заряженные анионы, а к катоду – катионы. При этом достигнув электродов они могут претерпевать определенные химические превращения.
Проходящий через электролит ток обычно постоянный, хотя иногда он может быть и переменным или изменяться по определенной функции. В любом случае, мы всегда сможем выделить катодный (восстановление) и анодный (окисление) процессы.

Электролиз не обязательно должен происходить только в водных растворах. Существуют также неводные электрохимические системы на основе органических (в основном апротонных) растворителей, солевых расплавов и даже твердых электролитов, однако их применение в промышленности для получения металлических покрытий ограничено, а в случае твердых электролитов – вообще невозможно.
В гальванике, исходя из вышеприведенной схемы, может быть три варианта организации процесса:1. Электролиз с растворимыми анодами. Металл анода растворяется и его ионы переходят в раствор, а на катоде эти же ионы восстанавливаются и осаждается металлическое покрытие. Примеры такого процесса – цинкование, меднение, никелирование и т.п.
2. Электролиз с нерастворимыми анодами. Анод не растворяется, на нем происходит побочная реакция, например, выделение кислорода. На катоде происходит восстановление металла, ионы которого подтягиваются из электролита. Происходит непрерывное снижение концентрации ионов металла в растворе.
3. Анодирование – получение оксидного покрытия на детали, завешенной в ванну анодом, на катоде идет выделение водорода.Устройство для проведения электролиза называется электролизером. Небольшой лабораторный электролизер принято называть ячейкой, в то время как промышленная установка будет называться гальванической ванной.
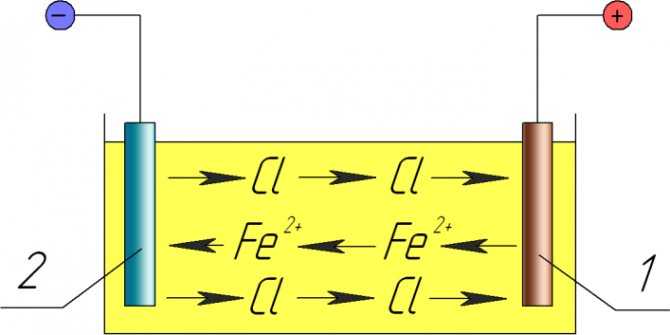
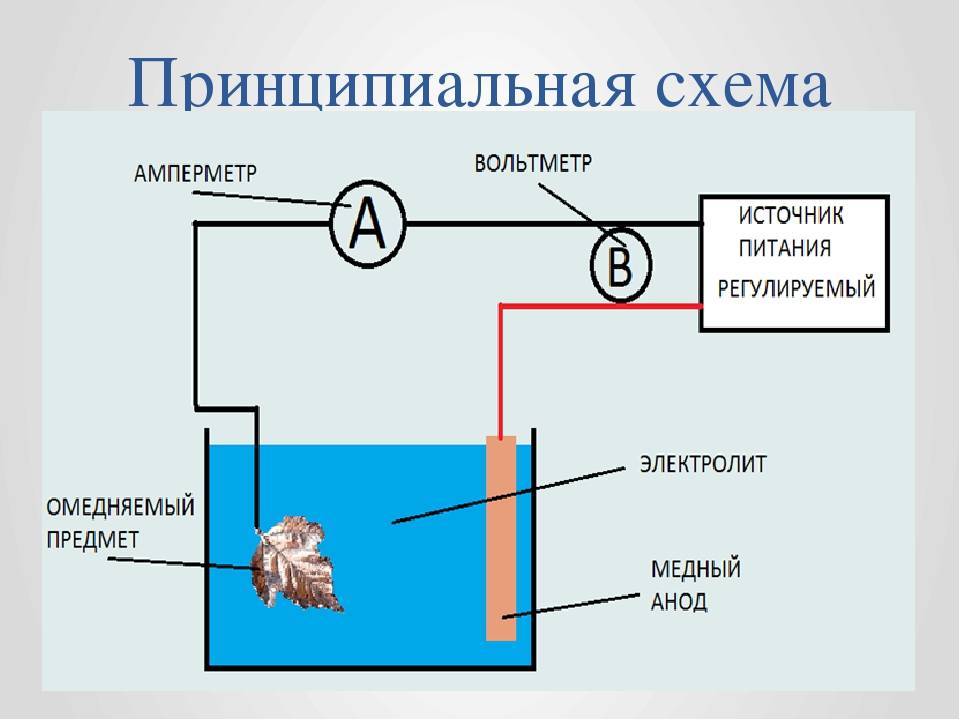
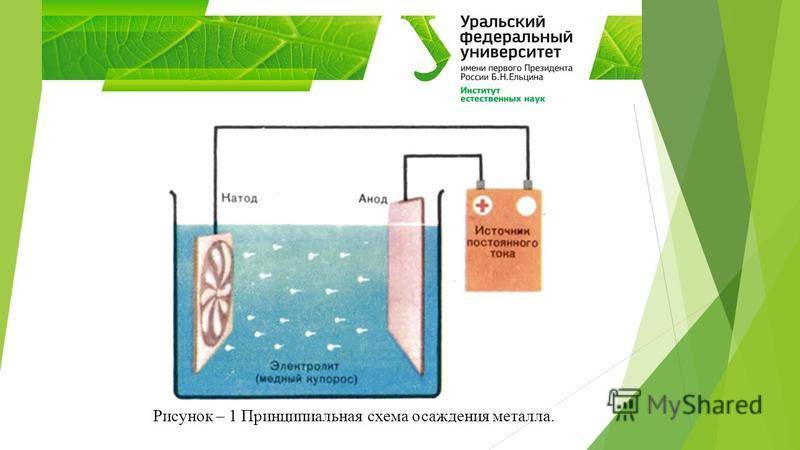
Схема простейшего электролизера (рисунок 1 и 2) всегда включает в себя:
- электролит, через который протекает электрический ток;
- катод(ы) – покрываемые детали (отрицательный электрический полюс, на котором происходит процесс принятия электронов – восстановления).
- Катод, на который наносится покрытие также может называться подложкой или основой, а покрытие на катоде – осадком;
- аноды – противоэлектроды (положительный электрический полюс, на котором происходит процесс отдачи электронов – окисления);
- источник электрического тока.
В случае нанесения анодного оксидного покрытия, например, на алюминии (процесс анодирования), покрываемые изделия находятся на аноде, а катоды выполняют роль противоэлектродов.
Электролизер может комплектоваться и дополнительным оборудованием:
- нагреватели;
- системы перемешивания;
- системы фильтрации;
- бортовые отсосы;
- крышки;
- датчики технологических параметров (температуры, рН, уровень, потенциал, концентрация компонентов и т.п.), дозаторы и другие средства автоматизации.

Рисунок 1 – Принципиальная схема электролизера

Рисунок 2 – Реальный электролизер (гальваническая ванна блестящего цинкования из щелочного цинкатного электролита).
Способы выполнения в домашних условиях
Все изделия, которые не обладают электропроводящими свойствами, нужно покрыть графитом. Процесс гальваники серебром, хоть и очень интересный, проходит с использованием реагентов, способных причинить вред здоровью, имуществу и окружающей среде. Поэтому перед проведением процедуры стоит правильно подобрать место, обеспечить себе полную безопасность.
Правда, не все методы таковы. Давайте рассмотрим популярные способы покрытия вещей серебром в домашних условиях с помощью гальваники.
Состав для обезжиривания
Перед началом процесса обрабатываемые изделия обязательно нужно обезжирить. Для этого можно воспользоваться рецептом (значения даны из расчета на 1 л воды):
- 120 г едкого натрия;
- 45 г кальцинированной соды;
- 4 г растворимого стекла.
Подогреть раствор до 80…100 °C и держать в течение 15-60 минут (пока не удалятся все загрязнения).
Химический метод
Такой вид покрытия серебром в домашних условиях заключается в отделке фотораствором закрепителя. Способ применения:
- смешать гипосульфит с формалином в пропорциях 1 л/10 капель;
- добавляется 5 мл аммиака;
- очистить предмет от жира и грязи;
- погрузить в готовую субстанцию на 1,5 ч;
- промыть, высушить, протереть мягкой флисовой тканью.
Использование такого метода считается щадящим для здоровья, так как нет сильного выброса химических испарений
Однако все равно стоит соблюдать меры предосторожности, чтобы не получить химический ожог
Ниже смотрите видео про химический метод нанесения серебра на изделия:
Использование специальных паст
Нанесение серебрителя – разновидность гальваники. Процесс не требует специального оборудования и работы с опасными химикатами, подходит для изделий любого класса, эффект достигается мгновенно. Можно сделать толстый слой, проводя процедуру 2-3 раза:
- обезжирить деталь;
- тонко нанести пасту;
- высушить;
- удалить остатки вещества водой.
Для приобретения не требуется разрешение. Способ отлично подходит новичкам, а по качеству не будет уступать аналогичным процедурам.
Серебрение с нагреванием обрабатываемого изделия
Приготовление дома:
- 100 г хлористого аргентума смешать с водой;
- добавить 600 г поваренной соли и винного камня;
- довести до густой однородной массы.
Хранить получившуюся пасту нужно в посуде из темного стекла.
Принцип использования:
- развести смесь (3 ст. л.) с кипятком (5 л) в медной таре;
- положить предмет в решетке на 15-20 минут.
Такой способ гальваники серебром не придаст яркости. Чтобы получить блеск, стоит воспользоваться другим рецептом:
- 100 г уксусной кислоты;
- 300 г серная соль;
- 4,5 л воды.
Приготовление:
- вскипятить воду до 75…80 °C;
- смешать компоненты и добавить в жидкость;
- положить предмет;
- варить 15 минут.
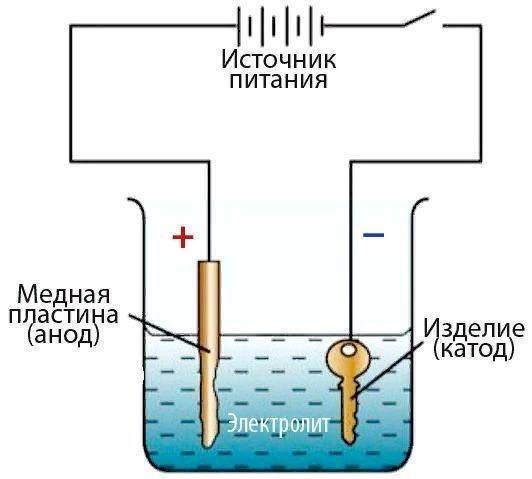
Погружной способ серебрения
Оборудование, которое потребуется:
- графитовый стержень;
- блок питания;
- электролит для гальваники серебром.
Состав жидкости:
- 1 л дистиллированной воды;
- 15 г желтой кровяной соли;
- 25 г кальцинированной соды;
- 15 г хлорида серебра.
Приготовление:
- вскипятить воду;
- смешать компоненты;
- варить 2 часа.
Хранить раствор в темном месте, перед применением взболтать.
Совместимость металлов
Совместимость материалов при гальванизации очень важна. Все металлы в соединениях корродируют. В некоторых случаях процесс протекает замедленно. Однако существуют материалы, которые соединять вместе крайне не рекомендуется.




С определенными трудностями связана работа с алюминием и его сплавами. Это связано с тем, что на поверхностях этих материалов присутствует окисная пленка, которая затрудняет процесс гальванизации.
Для алюминия можно использовать следующие сочетания материалов: никель-хром, медь-никель-хром, медь-олово, свинец-олово. Допускается также цинкование и латунирование алюминия.
Аппараты для домашнего использования
Для проведения гальванизации в домашних условиях, стараются использовать компактный и эффективный прибор.
На рынке гальванических аппаратов представлен широкий выбор:
- Невотон АК – 201;
- Поток-БР;
- Gezatone “Beauty Lifting”;
- Элфор –Проф;
- Гальваника UMS-12 «Золотая ложка»
- АГП – 33.
На сегодняшний день действие постоянного электрического тока – это самый распространенный метод лифтинга.
В результате старения и изнашивания организма все процессы, протекающие в клетках, притормаживаются, что сказывается на состоянии здоровья и внешности. Гальванизация поможет восстановить прежний биологический ритм, оздоравливает и омолаживает весь организм.
Благодаря использованию гальванизации в косметологии, сокращается путь к разрешению многих задач, без болезненных процедур с минимальными затратами.
Серебрение и золочение изделий
Гальваническое серебрение – это не только декоративное, но и защитное, и электропроводящее покрытие с хорошей отражающей способностью. Изделия из черных металлов предварительно покрываются никелем, на который уже осаждается серебро.
Электролит для серебрения состоит из хлористого серебра, железноцианистого калия, кальцинированной соды и дистиллированной воды. Рабочая температура электролита не выше 20 °С, не требуется и высокая мощность тока – она не больше 0,1 А/кв. дм. В качестве анода используются графические пластины.

Наиболее декоративная и потому соблазнительная гальваника в домашних условиях — золочение. Процесс производят в горячих растворах золота (до 5 г на литр воды) с синеродистым калием. В холодных растворах количество металла нужно увеличивать втрое. Пары синеродистой кислоты очень ядовиты, поэтому процесс золочения в горячем растворе необходимо производить только в помещениях с мощной принудительной вытяжкой.
При работе с холодным раствором с синеродистой кислотой тоже нужно соблюдать предельную осторожность: не склоняться над ванной, не совать в нее руки, особенно со свежими ссадинами или царапинами. Еще лучше ядовитую кислоту заменить желтой кровавой солью, то есть железистосинеродистым калием. Перед приготовлением электролита обычное золото превращают в хлорное при помощи царской водки, если, конечно, нет возможности приобрести готовое
Перед приготовлением электролита обычное золото превращают в хлорное при помощи царской водки, если, конечно, нет возможности приобрести готовое
Еще лучше ядовитую кислоту заменить желтой кровавой солью, то есть железистосинеродистым калием. Перед приготовлением электролита обычное золото превращают в хлорное при помощи царской водки, если, конечно, нет возможности приобрести готовое.
Как сделать гальванику в домашних условиях? Нужно тщательно очистить изделие. Затем, если оно выполнено из свинца, олова, железа, цинка или стали, его нужно предварительно покрыть медью. Затем для того, чтобы облегчить приставание золота, предмет нужно окунуть в раствор азотнокислой ртути.
Плотность тока должна быть не выше 1 А/кв. дм, так как при более сильных токах золото из электролита оседает на дно ванны в виде черного порошка, а позолота на изделии становится буроватого цвета.
Для того чтобы была красивой позолота, нужно у анода подвесить достаточно большой листик золота. После завершения гальванического процесса позолоченное изделие нужно просушить в опилках и отполировать.
Меднение
Меднение с использованием гальваники в домашних условиях необходимо для того, чтобы создать на поверхности обрабатываемого изделия токопроводящий слой, отличающийся небольшим значением электрического сопротивления, а также для того чтобы защитить деталь от негативного воздействия внешней среды.
После предварительного никелирования металл покрывают слоем меди с использованием раствора сернокислой меди, концентрированной серной кислоты и воды комнатной температуры.
https://youtube.com/watch?v=QvwAzJe17BA
Меднение путем погружения в раствор
Процесс выполняется с соблюдением следующих этапов:
- С поверхности стальной детали удаляется окисная пленка с помощью наждачной бумаги и щетки, а затем деталь промывается и обезжиривается содой с финишной промывкой водой.
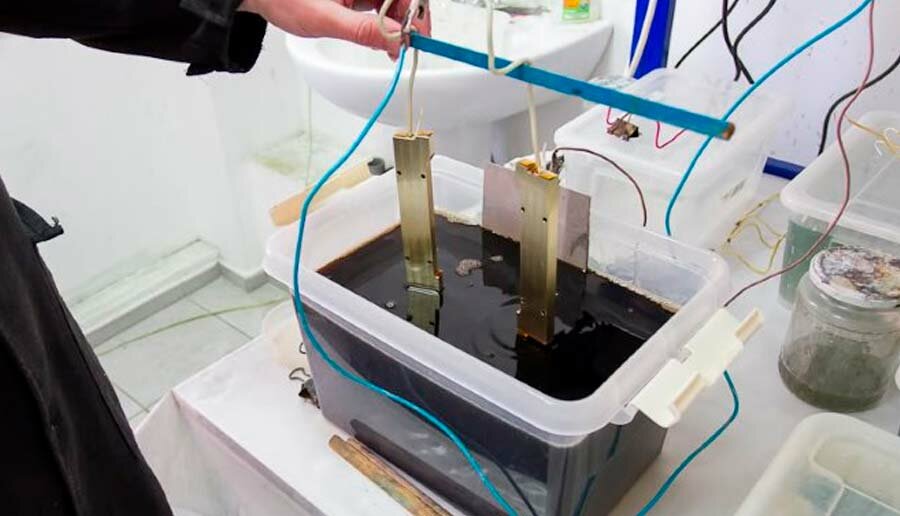
- В стеклянную банку помещаются две медные пластины, подсоединенные к медным проводникам, которые служат анодом. Для этого их соединяют вместе и подводят к положительной клемме прибора, используемого в качестве источника тока.
- Между пластинами свободно подвешивается обрабатываемая деталь. К ней подводится отрицательный полюс клеммы.
- В цепь встраивается тестер с реостатом, чтобы регулировать силу тока.
- Готовится электролитный раствор, в состав которого обычно входит медный купорос — 20 грамм, кислота (соляная или серная) — от 2 до 3 мл, растворенная в 100 мл (лучше дистиллированной) воды.
- Готовый раствор заливается в подготовленную стеклянную банку. Он должен покрыть помещенные в банку электроды полностью.
- Электроды подключаются к источнику тока. С помощью реостата устанавливается ток (10-15 мА должны приходиться на 1см2 площади детали).
- Через 20-30 минут ток отключается, и деталь, покрытая медью, достается из емкости.
Покрытие медью без помещения в электролитный раствор
Такой способ используется не только для стальных изделий, но и алюминиевых предметов и изделий из цинка. Процесс осуществляется так:
- Берется многожильный медный провод, с одного конца которого снимается изоляционное покрытие, а проводкам из меди придается вид своеобразной кисточки. Для удобного использования «кисть» закрепляют на ручке — держателе (можно взять деревянную палку).
- Другой конец провода без кисти подсоединяется к положительной клемме используемого источника напряжения.
- Готовится электролитный раствор на основе концентрированного медного купороса с добавлением небольшого количества кислоты. Он наливается в широкую емкость, необходимую для удобного окунания кисти.
- Подготовленная металлическая деталь, очищенная от оксидной пленки и обезжиренная, помещается в пустую ванночку и подсоединяется к отрицательной клемме.
- Кисть смачивается приготовленным раствором и водится вдоль поверхности пластины, не прикасаясь к ней.
- После достижения необходимого медного слоя, процесс заканчивается, а деталь промывается и сушится.
Обработка алюминия
Часто с помощью медного электролиза обновляют столовые приборы, сделанные из алюминия. Если нет опыта проведения этого процесса, то можно потренироваться нанести медь на алюминиевые пластинки. Порядок проведения процесса:
- Алюминиевую пластинку зачищают и обезжиривают.
- Наносят на неё небольшое количество раствора медного купороса.
- Подсоединяют отрицательную клемму от источника питания к алюминиевой пластинке. Удачным способом соединения является металлический зажим-крокодил.
- Положительный полюс питания подается на медную «щеточку». Это конструкция из медного провода, один конец которого освобожден от оплетки, а медные щетинки образовали кисточку. Зажим от питания присоединяется ко второму концу провода. Сечение провода должно быть от одного до полутора миллиметров.
- Медную щетину обмакивают в раствор сернокислой меди и водят на близком расстоянии от поверхности алюминиевой пластинки. При этом нужно стараться не прикасаться щеточкой к заготовке, чтобы не замкнуть цепь.
- Омеднение происходит буквально на глазах.
- После окончания работы с пластины удаляют остатки не закрепившейся меди и протирают спиртом.
Железнение и не только. Часть 1.
Процесс железнения – электролитическое осаждения железа из растворов электролитов его солей. Железо осаждается на катоде, в качестве анода используют полосы из малоуглеродистой стали. В процессе железнения получается покрытие химически более высокой чистоты, поэтому стойкость к коррозии у него выше, чем у малоуглеродистой стали.Процесс железнения используется для наращивания металла на поврежденную поверхность деталей из стали и чугуна при восстановлении их параметров в различных областях промышленности:
- В полиграфии – с помощью железнения изготавливают клише методом гальванопластики, а также защищают медные пластины от окисления типографской краской.
- В автомобильной – с помощью железнения проводят восстановление размеров изношенных деталей машин методом гальванопластики.
- В машиностроении – путем железнения восстанавливают детали станков.
- В электротехнической – с помощью железнения восстанавливают детали электроинструментов.
Восстановление деталей при помощи железнения осуществляется методом гальванопластики. (См. «Что такое гальванопластика? Часть1, Часть 2»).
Процесс железнения очень эффективен, так как компоненты электролитов недороги, скорость наращивания достаточно высока, а покрытие может получаться толщиной до8 мм.
Для получения износостойких покрытий с повышенными механическими, магнитными свойствами и улучшенной структурой процесс железнения проводят в электролитах железнения, содержащих различные добавки, например, никеля, марганца, хрома (будет рассмотрен в статье «Железнение и не только. Часть 2»).
Процесс железнения можно проводить из растворов сернокислых или хлористых закисных солей. Сернокислые электролиты менее агрессивны, но ниже по производительности, к тому же осадки получаются более хрупкие и напряженные.
В ремонтной практике наибольшее распространение получили хлористые электролиты железнения, которые обеспечивают получение плотных мелкозернистых осадков толщиной до 3 – 5 мм с высокими механическими свойствами и скоростью осаждения 0,4 – 0,5 мкм /ч.
Широко применяются четыре вида хлористых электролитов железнения, отличающихся концентрацией соли железа: с малой концентрацией (200 – 320 г/л) (тип I), средней (400 – 450 г/л) (тип II) , высокой (600 – 680 г/л) (тип III) и оптимальной (300 – 350 г/л) (тип IV).
I –ый электролит железнения применяют для восстановления деталей, требующих твердого железного покрытия. При температуре 60 – 80 0 С и ДК = 30 – 50 А/дм 2 получают плотные покрытия толщиной до 1,5 мм.
II –ый электролит железнения предназначен для восстановления деталей с невысокой твердостью. Он обеспечивает получение качественных покрытий до 2 мм и твердостью HV = 250 – 450.



III–ый электролит железнения при температуре (75 – 95 0 С) и невысокой плотности тока позволяет получить мягкие и вязкие покрытия толщиной до 3 мм.
IV –ый электролит железнения обладает существенными преимуществами: анодный выход по току равен катодному, поэтому концентрация железа в электролите железнения сохраняется постоянной, покрытие получается износостойкое.
Состав наиболее универсального электролита железнения, г/л:
Железо хлористое (FeCl2∙4H2O) 300 – 330
Кислота соляная (HCl) 1,5мл – 2 мл
Температура 75 – 80 0 С, катодная плотность тока 4 – 5 А/дм 2 до 10 – 20 А/дм 2 .
Соотношение анодной поверхности к катодной 2 : 1
В качестве анодов используют стальные полосы, помещенные в чехлы из стеклоткани.
Завеска деталей в электролит железнения производится без тока, при этом детали прогреваются, а пассивная пленка, имеющаяся на них, разрушается. Через 10 – 30 секунд устанавливается ток 4 – 5 А/дм 2 и за 10 минут его значение доводят до 10 – 20 А/дм 2 . После железнения детали необходимо промыть в горячей воде, нейтрализовать в 5 – 10% -ном растворе соды и снова промыть в воде.
PH электролита железнения корректируют с учетом расхода HCl на 1 А/ч 0,8 г кислоты.
Таким образом, организовав участок железнения, можно получать хорошую прибыль на восстановлении сложных дорогостоящих деталей машин и различных механизмов.





