Из чего делают насадки и какие бывают типы фрез
Все виды фрез имеют режущие кромки, посредством которых осуществляется обработка металла. Зубья контактируют с металлом, срезая при этом слои разной толщины
Чтобы достичь такого эффекта, немаловажно изготавливать насадки из высокопрочных материалов. Для изготовления фрез по металлу используются такие виды материалов:
- Быстрорежущая и углеродистая сталь
- Минеральная керамика
- Карданная проволока
Для обработки высокопрочных материалов применяются фрезы, имеющие алмазное напыление. Использование качественных материалов влияет на стоимость оснастки, поэтому хорошие фрезы никогда не будут стоить дешево. Низкокачественные насадки изготавливают из дешевых сплавов, что в итоге отражается на сроках службы оснастки
Именно поэтому перед покупкой фрезы по металлу нужно обратить внимание на производителя, а также на наличие сертификата качества, подтверждающих подлинность продукции
По конструкции рассматриваемые насадки классифицируются на три основных типа:
- Сварные — соединение рабочей части (резца) и хвостовика достигается посредством сварочного шва
- Цельные — изготавливаются путем литья готового изделия
- Сборные — их еще называют разборными. Их главное достоинство в том, что при притуплении зубьев режущей части, ее можно заменить
Сварные и цельные фрезы по металлу изготавливаются из разных материалов — хвостовик из одного материала, а рабочая часть из другого более прочного. Сборные также изготавливаются из разных материалов, а главное их отличие от сварных и цельных в том, что рабочая часть по мере износа может быть заменена. Соединение сборных фрез с хвостовой частью осуществляется разными способами, от чего применяются соответствующие соединители — болты, клинья или винты.
Это интересно! Сборные фрезы по металлу стоят дороже, чем цельные и сварные. Самые дешевые — это сварные борфрезы, так как их главный недостаток в том, что они имеют слабое место — сварочное соединение. Сварные шарошки — это отличный вариант для домашнего применения.
Сведения о соответствии ссылочных национальных стандартов ссылочным международным стандартам
Таблица
А.1
Обозначение ссылочного | Обозначение и наименование ссылочного |
ИСО 3338-1:1996 «Цилиндрические хвостовики для фрез. Часть 1. Размеры ИСО 3338-2:2007 «Цилиндрические хвостовики для фрез. Часть 2. Размеры ИСО 3338-3:1996 «Цилиндрические хвостовики для фрез. Часть 3. Размеры | |
ИСО 299:1987 «Столы станков. Т-образные пазы и соответствующие болты» | |
ИСО 2632-1:1985 «Образцы для сравнения шероховатости. Часть 1. Образцы ИСО 2632-2:1985 «Образцы для сравнения шероховатости. Часть 2. |
Ключевые слова: фрезы,
Т-образные пазы, хвостовики гладкие цилиндрические, хвостовики с лыской,
хвостовики с резьбой, конус Морзе
Назначение фрез по металлу
Назначение большинства образцов фрезерного инструмента определяется их типом. Так, торцевые фрезы, в частности, применяются в следующих производственных областях:
- В автомобилестроении (при обработке картеров коробок передач, например).
- При изготовлении оборудования, эксплуатируемого в нефтегазовой отрасли, а также арматуры для трубопроводов и других типов магистральных коммуникаций.
- При производстве специального инструмента, оснастки и других конструктивных форм.
Они востребованы и при производстве заготовок, входящих в состав сложного оборудования таких отраслей как общее машиностроение, энергетика и строительство.
Виды фрез по дереву
Для обработки мягких материалов разработано большое число модификаций режущих инструментов. Разделяют их по результирующей геометрии поверхности изделия.
Простые концевые фрезы применяются для раскроя листового материала и выборки пазов небольшой ширины. Конструкция такой оснастки напоминает сверло, обработка ведется как торцевыми, таки боковыми лезвиями. Количество лезвий в моделях для дерева невелико. Наибольшее распространение получили однозаходные и двухзаходные модели.
Пазовые фрезы используются для формирования длинных выемок в массиве заготовки. В зависимости от геометрии, такая оснастка делится на прямоугольную, v-образную и галтельную. При использовании фасонных моделей совместно с фрезерными насадками на дрель, в заготовках из дерева можно получить и более сложную геометрию.

Кромочные фрезы нацелены на обработку боковых поверхностей плоских заготовок. Их главная особенность заключается в подшипнике, установленном на конце фрезы. Данный элемент позволяет упереть инструмент в край заготовки для выборки соответствующей части. Кромочные модели выпускаются для получения как прямых, так и фасонных кромок.

Такие фрезы поставляются комплектом из двух штук. В зависимости от конкретной модели, отличается геометрия и количество лезвий. Устанавливать такие фрезы в электродрель не рекомендуется по причине малой мощности двигателя. Аналогично не рекомендуются к применению фигирейные и классические дисковые фрезы.

Фрезеровка сложных рисунков или скульптур на деревянных заготовках доступна при использовании шарошек. Поверхность этих фрез усеяна множество режущих зубцов и в первом приближении напоминает рашпиль. Для финишной отделки могут используются шлифовальные насадки. Вместо режущих лезвий, рабочая часть этого инструмента покрыта наждачной бумагой.
Какие бывают фрезы по металлу
Виды фрезерных насадок по дереву для электродрели
Государственные стандарты
Большое количество видов и назначения фрезерной оснастки, потребовало разработки значительного числа нормативных документов. Они определяют требования к фрезам различных исполнений, а также подразделяют отдельные виды инструментов, нацеленных на работу с различными металлами и сплавами. Торцевые фрезы, используемые при работе со сталями и тяжелыми сплавами, описываются в стандартах, приведенных ниже.
ГОСТ 9304-69 «Фрезы торцовые насадные» описывает монолитные фрезы с твердосплавными напайками и диаметром рабочей части от 40 до 100 мм. Документ предусматривает два исполнения, отличающихся крупным или мелким зубом.
ГОСТ 24359-80 «Фрезы торцовые насадные со вставными ножами, оснащенными пластинами из твердого сплава» нормирует конструкцию и размерные параметры насадных инструментов со вставными ножами. Документ предусматривает варианты корпусов, имеющие диаметр от 100 до 630 мм. Дальнейшее развитие стандарт получил в ГОСТ 24360-2016. Опираясь на конструкцию из предыдущего документа, он устанавливает основные требования к используемым в конструкции материалам и качеству изготовления оснастки. Еще один ГОСТ 9473-80 описывает модели с диаметром корпуса от 100 до 612 мм. Главное отличие от предыдущих стандартов – уменьшенный габарит ножей и их увеличенное количество.
Присоединительные размеры насадного инструмента, всех диаметров установлены ГОСТ 27066-86 «Фрезы торцевые насадные. Типы и присоединительные размеры».
ГОСТ 26595-85 «Фрезы торцевые с механическим креплением многогранных пластин» рассматривает инструмент со всеми вариантами насадных креплений к шпинделю станка. Документ предусматривает использование всех вариантов пластин, в том числе и круглых. Размер корпуса инструмента варьируется по диаметру от 100 до 500 мм.
ГОСТ 22087-76 «Фрезы торцовые концевые с механическим креплением пятигранных твердосплавных пластин» ориентирован на инструмент, использующий пятигранные режущие элементы. Рассматриваются модели, предназначенные для обработки сталей и чугуна, оснащенные хвостовиком, имеющие диаметр режущей части 63 и 80 мм.
Зарубежные фирмы, предлагающие станочную оснастку, не придерживаются каких-либо строго определенных стандартов. Каждый производитель формирует собственные требования к инструменту и применяет уникальную систему маркировки. Стандарты иной государственной принадлежности нормируют в основном, присоединительные элементы и вспомогательные части оснастки.
Источник
Типы конструкции фрез
Со сложной модификацией дороже, чем монолитные.
Сборные
Выбрать не составит труда — сотни в продаже на российском рынке. Установлена болванка стандартной для модификации формы. Кромки находятся на окончании.
Со сменными режущими кромками
Эти модели существенно дольше служат из-за геометрических нюансов. Ножи производятся с двумя сторонами. Если одна сторона затупилась в процессе резки дерева, то просто сменяется на другую сторону. Естественно, такое приспособление получается выгодней в два раза потребителю.
Монолитные
Кромки выточили прямо в основании прибора. Отломаться режущая часть от кромки не может физически, даже при большой силе воздействия. Минус состоит в том, что последующему затачиванию не подвергаются. Смена происходит после 2-3 использования.
Цилиндрические фрезы — их разновидности и назначение
Для работы со сложными деталями и заготовками применяются цилиндрические фрезы. Для изготовления оснастки применяются такие виды сталей, как легированная, углеродистая и быстрорежущая. Выпускается оснастка с режущими кромками прямого и наклонного (винтового) типа. Оснастка эффективно справляется не только со сложными и многослойными поверхностями, но еще и с такими видами материалов, как чугун, конструкционная и жаропрочная сталь, оргстекло, а также стеклопластик.
Особой популярностью пользуются устройства, которые имеют винтовую форму режущей части. Они более эффективны, но самое главное, позволяют выполнять работку качественно
Для достижения высокой точности обработки, фрезеровщику немаловажно учитывать нагрузку, которую испытывает конструкция (зависит от типа обрабатываемого материала)
Цилиндрическая фреза с прямыми зубьями нашла свое применение в обрабатывании поверхностей на заготовках, к которым имеется прямой доступ. Найти такой вид режущей оснастки достаточно трудно, так как они не пользуются популярностью, и выпускаются далеко не всеми производителями. Фреза цилиндрическая с винтовой формой зубьев используется для обрабатывания поверхностей заготовок с узкими участками или труднодоступными местами. Чтобы уменьшить осевую нагрузку, применяются оснастки, имеющие разные углы наклона рабочей части. Их еще называют сдвоенными, так как их зубцы имеют разные углы наклона. За счет такой конструкции режущих кромок, в процессе резки происходит уравновешивание нагрузки.
В группе цилиндрических фрез имеются насадки, которые также называются «кукуруза». Свое название они получили посредством прямого сходства с овощной культурой. Применяется «кукуруза» для обработки уступов, а также с целью прорезывания канавок.
Фасонные фрезы
Для обработки деталей с криволинейными сложными контурами используются фасонные дисковые фрезы. Применяются они для узкого круга работ и могут быть:
- полукруглые выпуклые;
- полукруглые вогнутые;
- радиусные.
Особенность их в том, что режущие зубья расположены не по окружности, а только на отдельной её части.  При большом разбросе внешних диаметров, размер внутреннего посадочного отверстия остаётся неизменным – d = 22 мм. Группа фасонных делится на 2 вида – с затылованными и острыми зубьями. Оба вида используются для обработки деталей с непропорциональным соотношением размеров длины к ширине. Разница в обработке заключается в том, что у затылованной нулевой внешний угол и положительный задний. Она удобнее для заточки, не требует дополнительных приспособлений, но обработку ею чистовой не назовёшь. Более чистую точную обработку даёт острозубый инструмент. Но для поддержания его в надлежащем рабочем состоянии для заточки потребуется копир. Имеет свою сферу применения и сборный фасонный инструмент. Отдельные его режущие кромки с простой формой составляют сложную кривую. Подобной конструкции фреза используется для обработки железнодорожной колёсной пары, а так же других сложных монолитных форм из металла. В пазах корпуса крепятся 2 смежные рейки с прикреплёнными твердосплавными пластинами.
При большом разбросе внешних диаметров, размер внутреннего посадочного отверстия остаётся неизменным – d = 22 мм. Группа фасонных делится на 2 вида – с затылованными и острыми зубьями. Оба вида используются для обработки деталей с непропорциональным соотношением размеров длины к ширине. Разница в обработке заключается в том, что у затылованной нулевой внешний угол и положительный задний. Она удобнее для заточки, не требует дополнительных приспособлений, но обработку ею чистовой не назовёшь. Более чистую точную обработку даёт острозубый инструмент. Но для поддержания его в надлежащем рабочем состоянии для заточки потребуется копир. Имеет свою сферу применения и сборный фасонный инструмент. Отдельные его режущие кромки с простой формой составляют сложную кривую. Подобной конструкции фреза используется для обработки железнодорожной колёсной пары, а так же других сложных монолитных форм из металла. В пазах корпуса крепятся 2 смежные рейки с прикреплёнными твердосплавными пластинами.
Комбинированные фрезы
Сращивание заготовок считается наиболее эффективным, если использовать комбинированную оснастку. Данные типы фрез состоят одновременно из шиповых и пазовых элементов: благодаря такой конструкции оснастки за один проход аппаратом получают оба профиля. В результате площадь кромки, предназначенная для склеивания, увеличивается, что положительным образом сказывается на прочности соединения.
Рамочные
Рамочные фрезы являются составными инструментами. Все режущие элементы устанавливаются на основу, и мастер может размещать их в нужном порядке. Наборные фрезы имеют следующие составляющие:
- основание;
- режущие элементы;
- подшипник;
- шайба;
- фиксирующая гайка.




При смене расположения режущих элементов вынимать хвостовик из цанги агрегата не требуется. Достаточно лишь открутить крепеж, расположенный в нижней части оснастки, и все ее элементы снимаются. Благодаря разборной конструкции оснастки величина вылета инструмента остается прежней, и повторная ее регулировка не требуется.
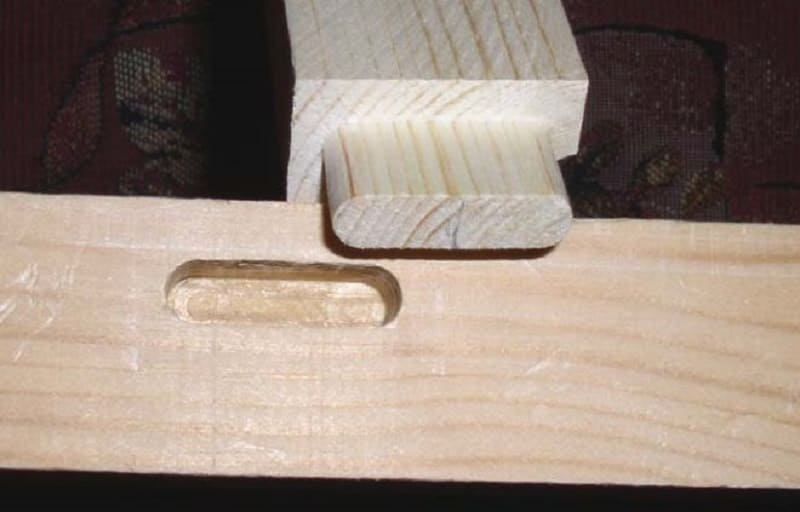
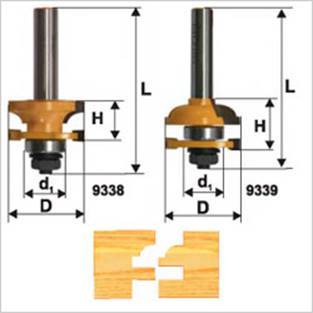
Пазо-шиповые
Комплект содержит 2 фрезы, одна для выборки паза, а вторая – для шипа.
Пазо-шиповые фрезы имеют зеркально-идентичный профиль режущих элементов, благодаря чему обработанные детали сращиваются максимально точно.
Для изготовления вагонки
Фрезы для изготовления вагонки по своему принципу действия похожи на пазо-шиповой инструмент, но с той лишь разницей, что при соединении деталей образуется V-образный паз между ними для имитации бруса. Чтобы изготовить соединение, также требуется комплект из 2 элементов.

Универсальные
После прохода инструмента получают 2 плоскости, полностью совместимые между собой, имеющие паз и шип. Оба последних располагаются под углом друг к другу.



Для сращивания деталей также применяется микрошиповая фреза.

Для углового сращивания древесины также используется оснастка из серии комбинированных, позволяющая подготовить места соединения под углом 45 градусов.


Следует отметить, что для обработки заготовок, которые необходимо срастить, применяют одну и ту же комбинированную фрезу. Оригинальная конструкция оснастки позволяет добиться максимального качества стыковки деталей, а также значительно экономит время, поскольку менять инструмент не нужно.
Назначение инструмента
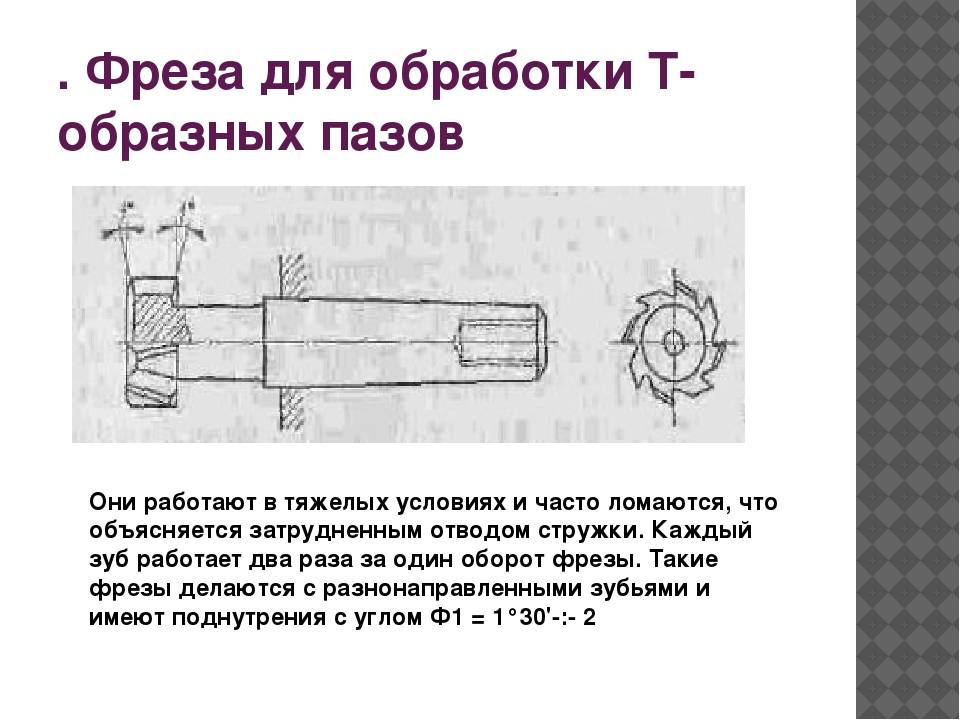
Фрезы отрезные прорезные, выпускаемые по ГОСТ 2679-93 предназначены для обработки чугунных и стальных заготовок и деталей. Они выполняют отрезку, подрезку, фрезерование канавок и шлицевых пазов на наружных поверхностях. Дисковую фрезу по металлу используют при различных операциях:
- отрезка мерных заготовок из проката;
- обрезка литейных припусков и прибылей на малых деталях;
- прорезка канавок для фиксации деталей;
- фрезеровка шпоночных и шлицевых пазов.
Круглые гладкие оси в цепи конвейера не выпадают из своих втулок только благодаря тому, что в узкую прорезь, сделанную дисковой пилой, вставлена пластина. Пазы по торцу корончатой гайки имеют переменное сечение. Их стороны образованы лучами от центра радиуса. Поэтому они вырезаются за 2 прохода, сначала по касательной одной стороны, затем дорезается в размер второй торец выборки короны.

Прорезка шлицов осуществляется прямоугольными зубьями с высокой точностью размера по H6 и H7. Ширина и глубина шлица нормализована, и инструмент изготавливается соответствующего размера и конфигурации.
Из чего делают насадки и какие бывают типы фрез
Все виды фрез имеют режущие кромки, посредством которых осуществляется обработка металла. Зубья контактируют с металлом, срезая при этом слои разной толщины
Чтобы достичь такого эффекта, немаловажно изготавливать насадки из высокопрочных материалов. Для изготовления фрез по металлу используются такие виды материалов:
- Быстрорежущая и углеродистая сталь
- Минеральная керамика
- Карданная проволока
Для обработки высокопрочных материалов применяются фрезы, имеющие алмазное напыление. Использование качественных материалов влияет на стоимость оснастки, поэтому хорошие фрезы никогда не будут стоить дешево. Низкокачественные насадки изготавливают из дешевых сплавов, что в итоге отражается на сроках службы оснастки
Именно поэтому перед покупкой фрезы по металлу нужно обратить внимание на производителя, а также на наличие сертификата качества, подтверждающих подлинность продукции
По конструкции рассматриваемые насадки классифицируются на три основных типа:
- Сварные — соединение рабочей части (резца) и хвостовика достигается посредством сварочного шва
- Цельные — изготавливаются путем литья готового изделия
- Сборные — их еще называют разборными. Их главное достоинство в том, что при притуплении зубьев режущей части, ее можно заменить
Сварные и цельные фрезы по металлу изготавливаются из разных материалов — хвостовик из одного материала, а рабочая часть из другого более прочного. Сборные также изготавливаются из разных материалов, а главное их отличие от сварных и цельных в том, что рабочая часть по мере износа может быть заменена. Соединение сборных фрез с хвостовой частью осуществляется разными способами, от чего применяются соответствующие соединители — болты, клинья или винты.








Это интересно! Сборные фрезы по металлу стоят дороже, чем цельные и сварные. Самые дешевые — это сварные борфрезы, так как их главный недостаток в том, что они имеют слабое место — сварочное соединение. Сварные шарошки — это отличный вариант для домашнего применения.
3.1 Типы и основные размеры
3.1.1 Фрезы следует изготовлять типов:
1 — с нормальными зубьями;
2 — с крупными зубьями.
3.1.2 Фрезы типа 1 изготовляют исполнений:
1 — с гладким цилиндрическим хвостовиком;
2 — с цилиндрическим хвостовиком с лыской;
3 — с цилиндрическим хвостовиком с резьбой;
Фрезы типа 2 изготовляют только исполнения 4 — с коническим хвостовиком Морзе.
3.1.3 Основные размеры фрез исполнений 1, 2, 3 должны соответствовать указанным на рисунке и в таблице .
Рисунок 1
Таблица 1
Размеры в миллиметрах
dh2 | d1, не более | d2 | l h12 | L | f, не более | q, не более | Число зубьев | |
5 | 11,0 | 4 | 10 | 3,5 | 53,5 | 0,6 | 1,0 | 6 |
6 | 12,5 | 5 | 6,0 | 57,0 | ||||
8 | 16,0 | 7 | 8,0 | 62,0 | ||||
10 | 18,0 | 8 | 12 | 70,0 | ||||
12 | 21,0 | 10 | 9,0 | 74,0 | 8 | |||
14 | 25,0 | 12 | 16 | 11,0 | 82,0 | 1,6 | ||
18 | 32,0 | 15 | 14,0 | 90,0 | 1,0 | |||
22 | 40,0 | 19 | 25 | 18,0 | 108,0 | 2,5 | ||
28 | 50,0 | 25 | 32 | 22,0 | 124,0 | |||
36 | 60,0 | 30 | 28,0 | 139,0 |
3.1.4 Основные размеры фрез исполнения 4 должны соответствовать указанным на рисунке и в таблице .
Рисунок 2
Таблица 2
Размеры в миллиметрах
Т-образного паза | d h12 | d1 не более | l h12 | L | f, не более | q, не более | Конус Морзе | Число зубьев для фрез типов | |
1 | 2 | ||||||||
6 | 12,5 | 5 | 6 | 73 | 0,6 | 1,0 | 1 | 6 | — |
8 | 16,0 | 7 | 7 | 77 | |||||
10 | 18,0 | 8 | 8 | 82 | 4 | ||||
12 | 21,0 | 10 | 9 | 98 | 0,6 | 1,0 | 2 | 8 | 6 |
14 | 25,0 | 12 | 11 | 103 | 1,6 | ||||
18 | 32,0 | 15 | 14 | 111 | 1,0 | ||||
22 | 40,0 | 19 | 18 | 138 | 2,5 | 3 | — | ||
28 | 50,0 | 25 | 22 | 173 | 4 | ||||
36 | 60,0 | 30 | 28 | 188 | 8 | ||||
42 | 72,0 | 36 | 35 | 229 | 1,6 | 4,0 | 5 | ||
48 | 85,0 | 42 | 40 | 240 | 2,0 | 6,0 | |||
54 | 95,0 | 44 | 44 | 251 |
Пример условного обозначения фрезы типа 1, исполнения 1, с номинальным размером паза 6 мм:
Фреза 1 — 1 — 6 ГОСТ Р 53004-2008
То же, исполнения 2:
Фреза 1 — 2 — 6 ГОСТ Р 53004-2008
То же, исполнения 3:
Фреза 1 — 3 — 6 ГОСТ Р 53004-2008
То же, исполнения 4:
Фреза 1 — 4 — 6 ГОСТ Р 53004-2008
То же, фрезы типа 2, исполнения 4, с номинальным размером паза 12 мм:
Фреза 2 — 4 — 12 ГОСТ Р 53004-2008
3.1.5 Хвостовики фрез исполнений 1,2,3 — по ГОСТ Р 52965.










3.1.6 Размеры конусов Морзе — по ГОСТ 25557.
3.1.7 Центровые отверстия — по ГОСТ 14034.
3.1.8 Фрезы типа 1 изготовляют с углом наклона стружечной канавки w = 10°; фрезы типа 2 — с углом наклона стружечной канавки w = 15. . .25°.
Геометрические параметры
Совместимость фрезера или станка с конкретным фрезом определяется геометрическим параметрами. В частности, размер хвостика влияет на то, сможет ли установится цанговый зажим. Цанги используются с диаметром в миллиметрах 6,12 или 18. Определяется это сугубо индивидуально, иногда мастера даже слегка подстраивают инструменты, если наблюдается колебание даже в десятой части.
Внимательно следите за тем, чтоб не допустить использования инструментов и фрез, не рассчитанных на работу друг с другом. В частности, не допускается монтировать в дюймовую цангу фрезы с миллиметровым хвостиком и наоборот. Прибор может заработать и вам сначала будет казаться, что все нормально. Но в конечном итоге он поломает инструмент.
Также внимание обратите на способ установки, а точнее на то, насколько он комплектуется с исходным. Предназначаются:
- насадочного типа фрезы для шпинделя стационарного прибора 32 миллиметра;
- пальчиковые с диаметром от 6 миллиметров.
Несоответствие характеристик приведет к поломке инструментария.
Диаметр и размер хвостовика
Хвостик используется для фиксации оборудования. Выполняется:
- конический;
- цилиндрический;
- с лыской для избегания проскальзывания.
Монтируется подшипник, который выступает в роли упора — его легко заменяют в процессе износа. Диаметр может достигать 6 до 12 миллиметров — подбирается индивидуально для конкретной модели.
Материал лезвий
Насадки выполнятся из теодолитных или сборных конструкций. Выделяют фрезы из:
- быстрорежущей стали HSS;
- твердосплавных пластин НМ.
Первые действенные на мягкие породы, вторые — твердые.
Расположение режущих элементов
Конструкции могут располагаться по-разному:
- вертикальные;
- наклонные.
Конечно, меняется диаметр насадки, что позволяет делать разные отверстия, форма заточки, то есть самого инструмента в наклонных, что влияет на возможности поверхностной работы. В продаже сейчас встречаются многочисленные фрезы для ручного прибора, позволяющие проводить целый комплекс работ по дереву.
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие стандарты:
ГОСТ Р 52965-2008 Хвостовики цилиндрические для фрез. Основные размеры
ГОСТ 8.051-81 Государственная система обеспечения единства измерений. Погрешности, допускаемые при измерении линейных размеров до 500 мм
ГОСТ 1050-88 Прокат сортовой, калиброванный со специальной отделкой поверхности из углеродистой качественной конструкционной стали. Общие технические условия
ГОСТ 1412-85 Чугун с пластинчатым графитом для отливок. Марки
ГОСТ 1574-91 Пазы Т-образные обработанные. Размеры
ГОСТ 2789-73 Шероховатость поверхности. Параметры и характеристики
ГОСТ 2848-75 Конусы инструментов. Допуски. Методы и средства контроля
ГОСТ 4543-71 Прокат из легированной конструкционной стали. Технические условия
ГОСТ 9013-59 Металлы. Методы измерения твердости по Роквеллу
ГОСТ 9378-93 Образцы шероховатости поверхности (сравнения). Общие технические условия
ГОСТ 18088-83 Инструмент металлорежущий, алмазный, дереворежущий, слесарно-монтажный и вспомогательный. Упаковка, маркировка, транспортирование и хранение
ГОСТ 19265-73 Прутки и полосы из быстрорежущей стали. Технические условия
ГОСТ 23726-79 Инструмент металлорежущий и дереворежущий. Приемка
ГОСТ 25706-83 Лупы. Типы, основные параметры. Общие технические требования
Примечание– При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов в информационной системе общего пользования – на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет или по ежегодно издаваемому информационному указателю «Национальные стандарты», который опубликован по состоянию на 1 января текущего года, и по соответствующим ежемесячно издаваемым информационным указателям, опубликованным в текущем году. Если ссылочный стандарт заменен (изменен), то при пользовании настоящим стандартом следует руководствоваться заменяющим (измененным) стандартом. Если ссылочный стандарт отменен без замены, то положение, в котором дана ссылка на него, применяется в части, не затрагивающей эту ссылку.
Фрезы фигирейные
Востребован для неординарной, художественной работы. Есть обязательно подшипник, который эффективен с фигурными и прямыми деталями.

Фигирейные горизонтальные
Филенка — трудный в получении тип поверхности. Используются производственные фигирейные вариации, снимающие ограничения вставок. Опорный подшипник дает преимущество, так как препятствуют смещению.
Фигирейные вертикальные
Универсальные инструменты, позволяющие выполнить плинтуса. Ширина и глубина определяется настройками оборудования.
Концевые выполняются с поводком. Оснастка не требуется.

Дисковые фрезы
Их нечасто применяют при работе с деревянным сырьем. Предназначение — металл. Происходит распилка. Если поверхностность угловая, то выполняет роль шлифовки. Отдельно отмечают мастера качество и остроту дуг.

Выбор метода фрезерования поверхностей тел вращения
Торцевое фрезерование поверхностей тел вращения – 4/5 осей
Основной метод наружной обработки.
+ Небольшой вылет инструмента+ Небольшой диаметр инструмента/низкий крутящий момент+ Наружная обработка/нежёсткие заготовки+ Профильная обработка− Неидеальная цилиндрическая поверхность− Не подходит для внутренней обработки
Периферийное фрезерование поверхностей тел вращения – 3/4 оси
Тот же принцип, что и при круговой интерполяции (наружной/внутренней), но при одновременном вращении заготовки и фрезы.
Используется, в основном, для внутренней обработки.
+ Внутренняя обработка+ Цилиндрическая поверхность+ Узкие пазы+ Фрезерование резьбы+ Круглость− Не подходит для профильной обработки− Больший диаметр/высокий крутящий момент− Большой вылет