

5 Тонкости обработки открытых и сквозных пазов и уступов
Такие элементы фрезеруют только после того, как все работы по их цилиндрической поверхности полностью завершены. Дисковый инструмент применяют в ситуациях, когда радиусы фрезы и канавки одинаковые.
Обратите внимание – эксплуатация фрез допускается до некоторого момента. При каждой новой заточке инструмента его ширина становится меньше на определенную величину
После нескольких таких операций фрезы становятся негодными для работы с пазами, их можно использовать для выполнения других операций, которые не выдвигают высоких требований к геометрическим параметрам по ширине
После нескольких таких операций фрезы становятся негодными для работы с пазами, их можно использовать для выполнения других операций, которые не выдвигают высоких требований к геометрическим параметрам по ширине.

Рассмотренное ранее приспособление подходит для обработки уступов и пазов сквозного и открытого типа
Здесь важно обеспечить правильную установку режущего инструмента на оправку. Монтаж нужно производить так, чтобы биение фрезы по торцу было как можно меньшим
Заготовка фиксируется в тисках с накладками (латунь, медь) на губках
Заготовка фиксируется в тисках с накладками (латунь, медь) на губках.
Точность монтажа фрезы проверяют штангенциркулем и угольником. Процесс выглядит следующим образом:
- инструмент ставят поперечно со стороны конца вала, который выступает из тисков, на заданную заранее дистанцию;
- при помощи штангенциркуля проверяют правильность выставленной дистанции;
- с другого конца вала устанавливают угольник и опять выполняют проверку.

Совпадение результатов замеров говорит о том, что фреза смонтирована правильно.
Добавим, что сегментные шпонки обрабатываются специальными фрезами (насадными либо хвостовыми). Двойной радиус канавок таких шпонок определяет диаметр инструмента, который можно использовать для фрезерования. При выполнении таких работ подача выполняется вертикально (по отношению к оси вала – в перпендикулярном направлении).
Как выбрать пальчиковую фрезу по металлу
Собираясь заказать одну или несколько фрез, важно обратить внимание на характеристики станка, на котором она будет установлена. Кроме того, мы советуем ориентироваться на задачи, которые будет выполнять фреза пальчиковая по металлу. Среди параметров, которые специалисты нашей компании учитывают при выборе фрез, наибольшее значение имеют:
Среди параметров, которые специалисты нашей компании учитывают при выборе фрез, наибольшее значение имеют:
Среди параметров, которые специалисты нашей компании учитывают при выборе фрез, наибольшее значение имеют:
Среди параметров, которые специалисты нашей компании учитывают при выборе фрез, наибольшее значение имеют:
- форма фрезы;
- габариты обрабатываемой поверхности;
- твердость металла, подлежащего фрезерованию;
- диаметр и длина рабочей части;
- общая длина фрезы;
- диаметр хвостовика (должен совпадать с характеристиками станка).
Помимо этого, стоит обратить внимание на количество рабочих кромок. Для легких металлов вполне достаточно трех-четырех перьев, а для сплавов повышенной твердости их число должно быть пять или более
Как правило, инструмент для работы с металлом изготавливают из особых материалов
В каталогах фреза пальчиковая по металлу может быть представлена в нескольких модификациях: из быстрорежущей стали, твердосплавные, с напылением. Общее правило при подборе инструмента таково: прочность ее зубьев должна соответствовать характеристикам обрабатываемого металла. Для того, чтобы подготовить мастерскую к решению любых задач, наши специалисты предпочитают приобретать фрезы нескольких разновидностей
Как правило, инструмент для работы с металлом изготавливают из особых материалов. В каталогах фреза пальчиковая по металлу может быть представлена в нескольких модификациях: из быстрорежущей стали, твердосплавные, с напылением. Общее правило при подборе инструмента таково: прочность ее зубьев должна соответствовать характеристикам обрабатываемого металла. Для того, чтобы подготовить мастерскую к решению любых задач, наши специалисты предпочитают приобретать фрезы нескольких разновидностей.
Фреза по дереву для ручного фрезера — что это такое и в чем ее назначение
Фреза для ручного электрического фрезера – это небольшой по размеру режущий инструмент. Состоит из трех простых частей:
- хвостовик;
- несущий корпус;
- режущие ножи, закреплённые в несущем корпусе.
От качества фрезы зависит очень много
Как говорят опытные мастера – не так важно, какой фрезер используется, важно какого качества фреза
Тем не менее, лучше работать качественным, удобным фрезером. При работе фреза вращается на огромных оборотах, за счет чего достигается чистота, скорость и качество обработки. Электродвигатель фрезера через повышающий редуктор придает фрезе скорость вращения от 10 000 до 30 000 об/мин. Чем больше оборотов способен выдать фрезер, тем лучше.
Приложение ДА (справочное). Перечень технических отклонений с разъяснением причин их внесения
Приложение ДА(справочное)
Перечень технических отклонений приведен в таблицах ДА.1, ДА.2
Таблица ДА.1
Структурный элемент (раздел) | Модификация |
РазделНормативные ссылки | Ссылка на ISO 3338-1 “Хвостовики цилиндрические для фрез. Часть 1. Размеры цилиндрических хвостовиков” заменена ссылкой на ГОСТ 25334-94 (ИСО 3338-1-77) “Хвостовики цилиндрические для фрез. Основные размеры” Ссылка на ISO 3338-2 “Хвостовики цилиндрические для фрез. Часть 2. Размеры цилиндрических хвостовиков с лыской” заменена ссылкой на ГОСТ 25334-94 (ИСО 3338-2-85) “Хвостовики цилиндрические для фрез. Основные размеры” |
Степень соответствия – MOD.Внесенные технические отклонения обеспечивают выполнение требований настоящего стандарта. |



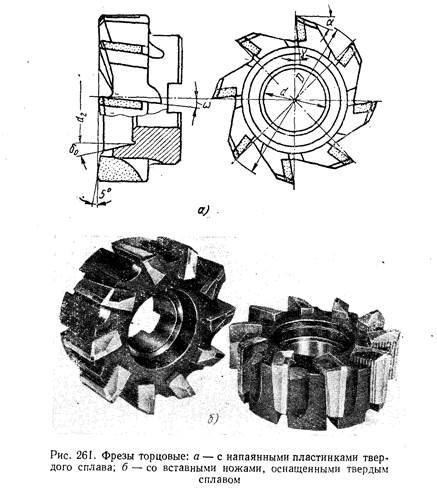






Таблица ДА.2
Структурный элемент (раздел) | Модификация |
Раздел 3 | Дополнить подразделом:”Характеристики” |
Раздел 4 | Дополнить разделами:”Правила приемки”,”Методы контроля и испытаний”,”Транспортирование и хранение”,Приложением А (рекомендуемым) “Неравномерная разбивка шага зубьев фрез” |
Пояснение – Дополнительные требования введены для возможности изготовления фрез на предприятиях. |
Приложение ДА (справочное). Перечень технических отклонений с разъяснением причин их внесения
Приложение ДА(справочное)
Перечень технических отклонений приведен в таблицах ДА.1, ДА.2
Таблица ДА.1
Структурный элемент (раздел) | Модификация |
РазделНормативные ссылки | Ссылка на ISO 3338-1 “Хвостовики цилиндрические для фрез. Часть 1. Размеры цилиндрических хвостовиков” заменена ссылкой на ГОСТ 25334-94 (ИСО 3338-1-77) “Хвостовики цилиндрические для фрез. Основные размеры” Ссылка на ISO 3338-2 “Хвостовики цилиндрические для фрез. Часть 2. Размеры цилиндрических хвостовиков с лыской” заменена ссылкой на ГОСТ 25334-94 (ИСО 3338-2-85) “Хвостовики цилиндрические для фрез. Основные размеры” |
Степень соответствия – MOD.Внесенные технические отклонения обеспечивают выполнение требований настоящего стандарта. |
Таблица ДА.2
Структурный элемент (раздел) | Модификация |
Раздел 3 | Дополнить подразделом:”Характеристики” |
Раздел 4 | Дополнить разделами:”Правила приемки”,”Методы контроля и испытаний”,”Транспортирование и хранение”,Приложением А (рекомендуемым) “Неравномерная разбивка шага зубьев фрез” |
Пояснение – Дополнительные требования введены для возможности изготовления фрез на предприятиях. |
Методы повышения износостойкости
Высокие эксплуатационные характеристики гарантирует качественная термическая обработка оборудования. Фрезу могут подвергать различным вариантам закалки, которые увеличивают их износостойкость. Выполняется закалка следующими методиками:
- Светлая. Это разновидность термической ступенчатой обработки. Чтобы её осуществить, необходимо охладить сталь специальными соединениями. В основном для этих целей применяется смесь расплавленной щёлочи и воды.
- Прерывистая. Такая технология популярна, так как она исключает риск появления в готовых изделиях трещин.
- Непрерывная. Применяется этот вид закалки редко, так как выполняется он с ускоренным охлаждением. А такие манипуляции часто вызывают появление трещин на приспособлении.
- Ступенчатая. Этот вид закалки включает в себя охлаждение заготовок в горячей атмосфере (до 600 градусов), а после — на открытом воздухе.
- Очень редко могут применять изотермические неполные или полные закалки, а также индукционный нагрев.
При термообработке нагрев производят:
- В соляных специальных ваннах.
- В газовых и электрических агрегатах в защитной среде.
- Высокочастотными токами.
Фрезы необходимы для обработки металлических изделий и прорезывания в них канавок и прочих отверстий, именно поэтому правильно подойдите к её выбору. Учтите все нюансы последующего процесса обработки и тип металла, с которым вы собираетесь работать.
2 Разновидности инструмента для ТФ – классификация фрез
Огромный объем фрезеровальных работ в настоящее время производится описываемыми нами фрезами. Данный факт обуславливает большое количество разновидностей торцевого многолезвийного инструмента. Прежде всего, его подразделяют на разные типы в зависимости от того, из какого материала выполняется режущая часть фрезы. Чаще всего для этих целей используются быстрорежущие и углеродистые стали, сплавы с высоким показателем твердости и минералокерамические сплавы.
Намного реже применяются торцевые алмазные фрезы. С их помощью обычно обрабатывают не металлы, а всевозможные высокотвердые материалы, используемые в современном строительстве. Торцевые алмазные фрезы незаменимы для шлифовки и грубой обдирки гранитных, кирпичных, мраморных и бетонных поверхностей. Стоимость такого инструмента достаточно высока. Поэтому торцевые алмазные фрезы применяются в тех случаях, когда многолезвийные фрезы из сталей и сплавов использовать неэффективно.
 Торцевые алмазные фрезы
Торцевые алмазные фрезы
По конструкции интересующий нас инструмент может быть сборным либо цельным. В первом случае на нем монтируются вставные твердосплавные пластины или зубья. Во втором зубья фрезы неотделимы от ее корпуса. Разницу между сборными и цельными инструментами демонстрирует чертеж.
Фрезы для ТФ различаются формой вершин своих зубьев. Вершины бывают:
- скругленными;
- прямолинейными.
Более высокими эксплуатационными показателями обладают зубья со скругленными вершинами. На них мало влияют силы биения основных кромок для резания. Также они характеризуются большей износостойкостью по сравнению с зубьями, имеющими прямолинейные вершины. Инструмент со скругленными вершинами рекомендован для получистового и чернового фрезерования.
 Торцевая фреза для чернового фрезерования
Торцевая фреза для чернового фрезерования
ГОСТы на фрезы
Для унификации требований к инструментам, разработаны государственные стандарты и на специальные фрезы. Несмотря на большое число документов, они не охватывают весь спектр имеющихся на рынке моделей. Исключение составляют стандарты на оснастку для т-образных пазов и изделий типа «ласточкин хвост».









ГОСТ 7063-72 выпущен под общим названием «Фрезы для обработки т-образных пазов». В нем рассмотрены основные характеристики, конструкция и требования к инструментам из быстрорежущей стали, используемым при обработке чугуна или стали. Диаметр рабочей части, а соответственно и наибольший размер паза, предусмотренный стандартом, лежит в диапазоне от 11 до 95 мм. Фрезы грибковые, согласно ГОСТ 7063-72, могут выпускаться с цилиндрическим или коническим хвостовиком в двух типах исполнения. Первый тип подразумевает обработку чугуна и отличается малым углом наклона режущих зубьев. Второй тип имеет укрупненные зубья, выполненные под значительным углом, и ориентирован на обработку стальных заготовок.
Угловые фрезы по металлу рассмотрены в ГОСТ 29118-91 «Фрезы для обработки пазов типа «Ласточкин хвост». Документ предусматривает инструменты диаметром от 16 до 31,5 мм в двух исполнениях, отличающихся конструкцией хвостовика. Согласно стандарта угол фрезы может составлять 45 или 60 градусов.
Зарубежные фирмы полагаются на собственные системы стандартов. В некоторых случаях применяются и обобщенные документы. Для рассматриваемых инструментов наиболее часто используется немецкий национальный стандарт DIN. Например, прорезная грибковая фреза изготавливается по стандарту DIN 850, а инструмент для т-образных пазов – DIN 851. Угловые инструменты будут выполняться на основе стандарта DIN 1833. У многих производителей использование данных документов обозначает только тип и назначение режущей части. Конкретный материал, размеры, покрытие и хвостовик следует выбирать исходя из дополнительных рекомендаций и обозначений. V-образные и иные типы специальных фрез обычно выпускаются под специфической маркировкой каждого изготовителя.
Производители и правила выбора оборудования
Выбор фрезы производится по нескольким факторам:
- оборудование:
- вид отработки;
- материал.
Качество инструмента определяется фирмой производителем. Например, лучшие наборы фрез по металлу для ручных фрезеров выпускаются фирмой BOSCH. Стоимость такого оборудования несколько выше, чем у других европейских фирм, но качество и срок работы высокий. Особенность немецких инструментов — изготовление хвостовика под патрон конкретной модели электрического инструмента, выпущенной фирмой. Он может не совпадать с патронами на других фрезерах.
Хорошее качество имеет продукция фирм:
- Stayer;
- JET;
- Metabo.
Отечественная продукция отличается прочностью благодаря традициям в производстве качественных сплавов
Следует обратить внимание на режущий инструмент компаний:
- Инструмент-Сервис;
- Корвет;
- Глобус.
Отечественные фрезы дешевле импортных. Их недостаток в маленьком выборе типоразмеров и форм.
Требуемое число зубьев
При выборе дисковой пилы следует учитывать — чем мельче зуб, тем чище обработка. Быстрый рез получается при крупном зубце с подачей 50%.
Торцовые фрезы подбираются по твердости материала. Обрабатывать чугун можно набором с 4 режущими кромками на большой подаче и высоких оборотах.
Для быстрой черновой обработки следует выбрать инструмент с большим количеством пластин. Подача зависит от состава стали и ее твердости.
Как подобрать материал
Для работы с металлом следует выбирать пластины, способные длительное время резать металл и не сминаться. Они должны быть значительно тверже обрабатываемого материала. Следует брать твердые жаропрочные сплавы. Форма пластины и ее размер подбираются по корпусу и способу крепления.
Для фрезера набор инструмента для работы с металлом ограничен. Алюминий, медь и их сплавы можно фрезеровать инструментом по дереву. Для чугуна и стали следует выбирать двухперьевые фрезы из твердых сплавов. Инструмент по дереву имеет мягкую для металла режущую кромку и более острый угол заточки.
Выбор фрез
Классификация концевых фрез
Специальной расширенной классификации для концевых фрезеров не существует, поэтому они классифицируются по общим для фрезерного инструмента перечням с добавлением характерных для них признаков. Ниже приведены основные разделы классификации, применяемой для различных видов концевых фрез по металлу:
По производственному назначению
В данном разделе основным признаком является вид и форма обрабатываемой поверхности. На основании этого выделяют следующие виды этого инструмента:
- общего применения;
- с торцевой режущей частью;
- для шпоночных пазов (в т.ч. для пазов сегментных шпонок);
- для фигурных пазов;
- для фигурных плоских профилей;
- копирные.

По конструктивному признаку
ГОСТ обязывает производителей выпускать концевые фрезы двух типов длин: нормальной и длинной и определяет соотношение размеров хвостовика и режущей части. Но помимо этого на рынке присутствуют фрезы концевые как удлиненные, так и очень короткого размера (народное название — «пальчиковые»). Кроме типов и соотношений длин ГОСТом определяются виды хвостовиков (различные типы конических и цилиндрических), а также размерные ряды диаметров. Чаще всего в промышленном производстве применяется фреза концевая с коническим хвостовиком.
https://youtube.com/watch?v=cC80qYBD7oM
Государственные стандарты определяют только общие требования к фрезерному инструменту. Вместе тем мировые производители предлагают различные новаторские конструкции. Их примером могут служить концевые модульные фрезы, в которых режущая часть крепится к хвостовику с помощью высокоточного винтового соединения. Другая интересная разработка — концевая шестизубая обгонная фреза с верхними и нижними подшипниками для чистовой обработки пазов по шаблону.
По форме режущих поверхностей
Для формирования специфических профилей поверхностей обрабатываемых изделий в дополнение к инструменту общего назначения была создана большая группа фасонных концевых фрез. Среди них основными являются радиусные и фигурные пазовые фрезерные инструменты, а также фрезеры для 2D и 3D обработки. Основные виды концевых фрезеров, классифицированные по форме режущих поверхностей — это:
- цилиндрическая;
- торцевая;
- шпоночная;
- фреза концевая радиусная;
- фреза радиусная вогнутая;
- Т-образная фреза;
- фреза для паза «ласточкин хвост»;
- угловая концевая фреза;
- концевые конические и цилиндрические фрезы с прямым и закругленным концом.
По количеству режущих кромок и направлению вращения
Процесс заглубления в металл режущей кромки и снятия ею одного слоя припуска называется «заходом». Чем больше режущих поверхностей у фрезера, тем больше заходов он совершает за один оборот. Концевой фрезерный инструмент с одной режущей поверхностью является однозаходным. Если поверхностей больше одной, то инструмент многозаходный (одно-, двухзаходные фрезы и т.д.).

Кроме этого существует обширная классификация концевых фрезеров, основанная на геометрии и формах режущих поверхностей, зубов и кромок.
Т-образные
Фреза т-образная по металлу считается классическим вариантом для получения шлицев различного назначения. Она присутствует в каталогах большинства производителей, где иногда носит название фреза грибковая по металлу. Внешний профиль оснастки напоминает форму гриба или букву «Т», что и дало общее название этому классу принадлежностей. Конструкция такого инструмента выполняется в виде диска, на боковой поверхности которого напаяны режущие лезвия из твердого сплава. Сменные пластины встречаются только на особо крупных модификациях. Для закрепления в станке используется хвостовик, выполненный заодно с телом фрезы. В зависимости от модели и размера встречаются варианты с цилиндрическим или с коническим хвостовиком.

Производители предлагают несколько типов грибковых фрез разного назначения. Наиболее распространенная прорезная фреза используется при изготовлении прямоугольных или шлицевых пазов в стальных заготовках. Ее применение аналогично обычным дисковым инструментам. Благодаря хвостовику и небольшим размерам, прорезную фрезу можно крепить на вертикально-фрезерных станках для изготовления шлицев горизонтального расположения. Режим работы характеризуется относительно невысокими нагрузками, поэтому прорезные модели отличаются простотой и длительным сроком службы.
Более сложную конструкцию имеют модели для фрезеровки т-образных пазов. Сечение такого паза повторяет вид перевернутой буквы «Т». Внутри материала ширина выемки больше, чем на выходе. Примером может служить стол любого фрезерного станка, на котором крепится обрабатываемая деталь.
Соседние зубья такой модели выполняются с разным направлением режущих кромок и углами заточки. Еще одной особенностью является ориентированность на обработку чугуна, для чего обеспечивается повышенная износостойкость.
Использование т-образного инструмента допускается только после предварительного изготовления основного паза, ширина которого равна размеру выходной части. Эта работа выполняется классическими концевыми или дисковыми фрезами. Снятие материала профильной фрезой т-образной формы внутри заготовки осуществляется за один или несколько проходов. Режим обработки характеризуется тяжелыми условиями. В процессе фрезерования нет возможности отвода стружки, также инструмент обычно работает на снятие двух, противоположных кромок материала. Все это приводит к повышенному нагреву и быстрому износу.
Детали трапецеидальной формы используются для получения разборных и подвижных соединений. К таковым относится, например, «ласточкин хвост». Для получения профилей такого типа нашли применение фрезы грибковые угловые. Их конструкция отличается от цилиндрических вариантов скошенной внутрь или наружу обрабатывающей поверхностью. Благодаря этому формируется требуемый угол соединения. Модели с наружным углом также применяются для выполнения фасок сразу на двух боковых гранях выемок. Режим работы угловой фрезы не позволяет использовать всю режущую кромку. Местный нагрев и неравномерные нагрузки способствуют быстрому износу.











Фасонные концевые инструменты в металлообработке используются редко, в виду высокой сложности изготовления и низкой стойкости. Некоторые производители предлагают радиусные грибковые модели, необходимые для получения галтелей. Самое широкое применение т-образные фрезы нашли в деревообработке. Здесь встречается огромное количество как прямых классических, так и фасонных модификаций, используемых для получения шлицев сложной формы и фрезерования кромок деталей.
Отличия концевой фрезы от торцевой
Концевые, торцевые, цилиндрические, дисковые, фасонные… В обилии фрезерного инструмента легко запутаться. Однако после прочтения нашей статьи, вы без труда сможете отличить торцевую фрезу от концевой.
Начнём с того, что торцевые и концевые фрезы имеют разное предназначение
. Первые необходимы для обработки плоских поверхностей, вторыми обычно высекают узкие плоскости, пазы и уступы с взаимно перпендикулярными поверхностями, а также производят контурную обработку заготовок. Впрочем, в обоих случаях при обработке обычно используются вертикально-фрезерные станки.
Перейдём к режущим кромкам
. У торцевых фрез главную нагрузку по резанию заготовки взяли на себя боковые зубья, размещенные на внешней поверхности инструмента. А вот торцевые режущие кромки несут лишь вспомогательную функцию.
Торцевой инструмент работает максимально плавно даже при незначительном съёме материала. Дело в том, что угол контакта с заготовкой у этого вида фрез зависит не от величины припуска, а от ширины фрезерования и диаметра самого режущего инструмента.
Обычно торцовые фрезы делают насадными, а когда они стачиваются и диаметр становится существенно меньше длины, то инструмент переходят в категорию концевых фрез.
У концевых фрез основную обработку осуществляют остроконечные лезвия, размещенные на цилиндрической части инструмента – ими осуществляется основная фрезеровка. А вспомогательные торцовые режущие кромки лишь зачищают дно канавки. Зубья концевых фрез, как правило, имеют винтовую или наклонную форму.
Выводы
следующие. Торцевые фрезы нужны для того, чтобы задать поверхность детали. Концевым инструментом делают рельеф и выбирают глубокие пазы, а вот торцом концевой фрезы лишь подчищают поверхность в этих пазах.
Изготовление фрезы своими руками
Фрезы по металлу должны быть тверже обрабатываемого материала. Для самостоятельного изготовления используют:
- сверла;
- дисковые пилы;
- ножовочное полотно.
Переточив сверло, можно получить цилиндрическую, торцовую и шпоночную фрезу для фрезера.
У отрезных дисковых пил корпус сделан из инструментальной стали Ст У8, и аналогичных. Из них можно выкроить элементы с зубом, собрать на оправку и получить фрезу для продольных пазов.
Фигурную торцовую следует делать из дисковой пилы или ножовочного полотна. Оправка вытачивается из круглого прута. В ней с торца и сбоку сверлятся отверстия, для направления и ограничения нарезки паза абразивным кругом. Симметричное лезвие вырезается из ножовочного полотна, вставляется в оправку, сверху затягивается гайкой. Получается двухперьевая фигурная фреза.





