

Где взять 3D модель резцов для SolidWorks
3D модели резцов, представленных выше можно конечно построить в SolidWorks воспользовавшись уроками с этой страницы. Размеры можно взять с сайтов производителей резцов или каталогов.
Или же более простой способ – данные модели можно просто скачать!
Все наиболее популярные производители на своих сайтах выкладывают в открытом доступе 3D модели инструмента в основном в формате .stp.
Возьмём, например, такого производителя инструмента как «Sandvik coromant». Сайт этого производителя можно без труда найти в поисковике.
Заходим на него и в поиск вбиваем обозначения державки «SCLCR 2525M 12» (Он используется для черновой токарной обработки).
Открываем страницу данного инструмента и видим в разделе загрузки доступно скачивания данной державки.
 Ссылка на скачивания 3д модели инструмента на сайте Sandvik coromant
Ссылка на скачивания 3д модели инструмента на сайте Sandvik coromant
Скачиваем ее и открываем в SolidWorks.
 Проходной резец для станков с ЧПУ в SolidWorks.
Проходной резец для станков с ЧПУ в SolidWorks.
Я рекомендую для дальнейшей работы пересохранить скаченные файлы в формат SolidWorks.
Далее таким же образом скачиваем резцы под обозначениями: SVJBL 2525M 16, SVJBR 2525M 16 (они в основном применяться для чистовой обработки). И также открываем их в SolidWorks и пересохраняем.
 Резцы SVJBL 2525M 16, SVJBR 2525M 16 в SolidWorks
Резцы SVJBL 2525M 16, SVJBR 2525M 16 в SolidWorks
Как видим получить подробную 3д модель резца для Солидворкс достаточно просто и быстро.
В заключении статьи просмотрим видео анимацию обработки данных резцов.
Обработка фасонных поверхностей фасонным резцом
Резцы, режущая кромка которых совпадает с профилем обрабатываемой поверхности, называются фасонными.
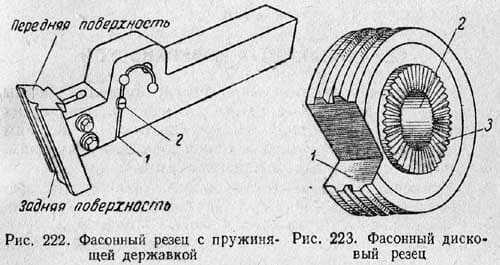
Простейший резец для обработки фасонной поверхности, часто называемый стержневым, показан на рис. 213, а.

Рис. 213. Фасонные резцы: обыкновенный (а), призматический (б) и дисковый (в)
Пример применения такого резца (обработка вогнутой поверхности) приведен на рис. 214, а.

Рис. 214. Примеры применения фасонных резцов: обыкновенного (а), призматического (б) и дискового (в)
Достоинство рассматриваемых резцов — простота, а поэтому сравнительно низка стоимость их изготовления.
Существенный недостаток таких резцов заключается в том, что после нескольких (а иногда и после одной) переточек профиль их изменяется, и резец становится негодным для дальнейшей работы. Поэтому стержневые фасонные резцы применяют преимущественно в тех случаях, когда работа не имеет массового характера и заточка резцов производится редко.
Призматический фасонный резец показан на рис. 213, б. Передней поверхностью служит торец бруска, из которого изготовлен резец, а задний угол образуется благодаря наклонному положению резца в державке 3. При заточке резца, производящейся по передней поверхности, профиль его не изменяется. Недостаток резца — сложность изготовления. Пример применения призматического резца показан на рис. 214, б.
Для закрепления в державке призматический резец 1 по всей длине (с задней стороны) имеет выступ в форме ласточкина хвоста, входящий в такой же паз державки 3. Державка надрезана, поэтому при затягивании винта державка сжимается и резец удерживается в ней достаточно прочно.
Дисковый фасонный резец, закрепленный на державке, изображен на рис. 213, в. Пример его применения показан на рис. 214, в.
Передняя поверхность дискового резца располагается ниже его оси на величину h (рис. 213, в), что создает необходимый задний угол. Если это понижение равно 1/10 диаметра резца, задний угол его получается около 12°. Передний угол фасонных резцов в большинстве случаев делается равным 0°. При этом условии упрощается изготовление резца; кроме того, резец не затягивается в деталь и обработанная поверхность последней получается качественной. Ширина фасонных резцов не превышает обычно 40 мм, но иногда применяются фасонные резцы шириной до 100 мм
Фасонные резцы, в особенности широкие, или державки для них часто делаются пружинными (см. рис. 99).
Работа фасонными резцами. Для получения правильного профиля обрабатываемой детали фасонный резец необходимо устанавливать так, чтобы его режущая кромка была точно на высоте центров станка. Положение фасонного резца, если на него смотреть сверху, следует проверять посредством маленького угольника. Если одну кромку такого угольника приложить к цилиндрической поверхности детали (вдоль ее оси), а другую подвести к боковой поверхности обыкновенного или призматического резца, или к торцовой поверхности дискового резца, то между угольником и резцом не должно быть просвета.
При закреплении фасонных резцов необходимо особенно тщательно выполнять общие правила закрепления резцов.
Подача фасонного резца в большинстве случаев осуществляется вручную. Она должна быть равномерной и не превышать 0,05 мм/об при ширине резца 10—20 мм и 0,03 мм/об при ширине свыше 20 мм. Подача должна быть тем меньше, чем меньше диаметр обрабатываемой детали. При обработке участка детали, расположенного близко к патрону (или к задней бабке), подачу можно брать больше, чем при обработке участка, расположенного сравнительно далеко от патрона (или от задней бабки).
При обработке фасонных поверхностей стальных деталей следует применять охлаждение маслом. Поверхность детали получается при этом гладкой и даже блестящей. Фасонные поверхности чугунных, бронзовых и латунных деталей обрабатываются без охлаждения.
Правильность фасонной поверхности проверяется шаблоном. Между обработанной поверхностью и шаблоном не должно быть просвета.
Если обрабатываемая поверхность детали имеет большие перепады диаметров разных участков, то при работе фасонным резцом приходится снимать много металла. Во избежание быстрого износа резца предварительную обработку такой поверхности надо производить обдирочным резцом, профиль которого подобен профилю окончательного фасонного резца, но значительно проще его.
Обдирочный фасонный резец может иметь передний угол больше нуля.
Заточка
Первичная заточка выполняется на заводе при изготовлении. Новый резец имеет готовый профиль режущих кромок с соблюдением углов. Но во время работы инструмент изнашивается, и необходимо его затачивать.
Когда требуется заточить режущий инструмент
Износ резца сказывается на скорости, качестве и точности обработки. При ручной подаче отрезного или канавочного резца появляется ощущение, что инструмент идет туго.
При автоматической обработке признаками износа являются:
- Изменение цвета стружки.
- Ухудшение качества поверхности.
- Искры во время точения.
- Свист, вибрация.
- Появление сколов и зазубрин на режущей кромке.
Совет! Не рекомендуется эксплуатировать резец до полного затупления режущей кромки.
Общие правила выполнения
Заточка выполняется на заточном станке. Для твердосплавных материалов предусмотрен круг из электрокорунда. Инструмент из быстрорежущий стали затачивают на круге из зеленого карбида.
Резец кладут на подручник и прижимают к вращающемуся кругу. Для получения ровной поверхности его необходимо перемещать вдоль круга. Режущая кромка должна располагаться по центру круга, в крайнем случае на 10 мм выше. Когда все поверхности готовы, на пересечении главной и вспомогательной режущей кромки делается небольшое скругление.







Важно!
Зазор между подручником и абразивным кругом допускается не более 3 мм.
Чтобы исключить перегрев режущей кромки, необходимо периодически ее охлаждать. Для этой цели возле заточного станка должна быть емкость с водой. Если пренебречь охлаждением, на поверхности кромки образуются микротрещины. Их не видно невооруженным глазом, но стойкость инструмента и качества обработки снижается.
Для повышения стойкости резца и спрямления кромок выполняют доводку. В зависимости от материала инструмента для этого предусмотрены алмазный (для твердосплавных) и эльборовый (для быстрорежущих) доводочные круги. Для контроля углов резца используют специальные шаблоны.
Заточка резцов своими руками
Качество получаемой поверхности и её конфигурация зависит от правильной заточки применяемого инструмента. Окончательную заточку (доводку) режущей кромки токарного резца необходимо производить не только для инструмента, изготовленного самостоятельно или бывшие в эксплуатации, но и нового. Операцию заточки необходимо производить в следующих случаях:
- после приобретения, если нет уверенности в качестве этого инструмента;
- в результате длительного использования;
- снижения качества получаемой поверхности и точности обрабатываемых деталей;
- после длительного хранения (особенно в неблагоприятных условиях).
При проведении этой операции необходимо не только добиться остроты режущей кромки, но выполнить все требования по её наклону и требуемым углам. Заточка резцов для токарного станка по дереву предполагает строгое соблюдение всей последовательности операции. Профессионалы советуют производить составление технологической карты перед проведением заточки. В ней необходимо указать все требуемые углы затачиваемого инструмента. Однако, опытные столяры советуют делать поправки на квалификацию работника. При недостаточном опыте следует уменьшить угол заточки до 30 градусов. При повышении квалификации можно довести величину угла до 45 градусов. Это позволит качественно обрабатывать твёрдые породы дерева. Острый угол заточки требует постоянной проверки и периодической доводки.Определить плоскость, от которой необходимо производить их отсчёт.
Для качественной подготовки режущей грани по дереву потребуется следующий инструмент:
- точильный станок с абразивным кругом, зерно которого находится в интервале от 25 до 40 с твёрдостью СМ-1;
- при отсутствии станка можно воспользоваться бытовой шлифовальной машинкой с использованием соответствующих обточных кругов;
- доводку после механической заточки следует произвести с помощью мелких напильников или надфилей (это поможет более точно обработать режущую кромку и получить её необходимую форму.
Окончательную доводку целесообразно производить с использованием заточного бруска. По завершении операции заточки каждый резец должен быть тщательно протёрт сухой ветошью. Это позволит удалить остатки машинного масла, прилипшей стружки и грязи, предотвратив снижение качества обрабатываемой поверхности.
Фасонные резцы: виды и их особенности
Фасонный резец — металлорежущий инструмент, в котором форма режущей кромки повторяет профиль готового изделия. Самый простой вариант такого инструмента — стержневой резец. В зависимости от конструкционных особенностей такие резцы могут быть:
- предназначенными для точения вогнутых поверхностей;
- призматическими;
- дисковыми.

Первый вид фасонных резцов характеризуется простотой и недорогим производством. При этом их режущая пластинка стачивается уже после нескольких переточек. Это проявляется в уменьшении высоты резца по центру при установке, отчего инструмент становится неподходящим для дальнейших работ. Из этого следует, что стержневые резцы данного вида используются на единичном или серийном производстве.
У призматических резцов роль передней поверхности выполняет торец бруска, используемого для изготовления инструмента, а их задний угол формируется в результате наклона резца при фиксации в державке. К их преимуществам относится возможность крепкой фиксации на станке, а к недостаткам — сложность изготовления.
Дисковые резцы характеризуются несложной конструкцией, за счет чего упрощается процесс их изготовления. Главное их преимущество заключается в том, что они не затягиваются в заготовку в процессе точения, следовательно, металлоизделие получается высококачественной.
Как установить резец на станке
Токарный инструмент крепится на каретке подвижного суппорта с помощью одинарного или многопозиционного резцедержателя. Чтобы правильно установить резец, его необходимо точно выверить относительно главной оси станка в перпендикулярном и параллельном направлениях. Режущая кромка большинства токарных резцов должна находиться строго напротив оси вращения, что требует настройки инструмента по высоте. Для этого обычно используют пластины из мягкой стали разной толщины, которые подкладывают под его основание. Важным условием установки также является жесткая фиксация резца, поэтому он должен зажиматься без люфтов и зазоров.
Классификация
По конструкции и принципу функционирования данный инструмент дифференцируют на следующие варианты:
- Прямые модели с параллельными оси державки режущими кромками характеризуются отсутствием изгибов. Они рассчитаны на грубую обработку, предполагающую снятие значительного количества материала, нередко за несколько проходов, при обточке лишних фрагментов деталей.
- Отогнутые подрезные резцы имеют аналогичное назначение, но рассчитаны на обработку предметов более сложных форм: изгиб позволяет обтачивать труднодоступные места и т. д. Режущие кромки таких моделей наклонены от оси державки. Метод работ определяется особенностями инструмента и типом и толщиной материала.
- Токарные упорные варианты рассчитаны на точение предметов малой жесткости. Они применяются для подрезки бортиков и обточки ступенчатых поверхностей. Это наиболее распространенный тип рассматриваемых инструментов. Их режущие кромки параллельны оси державки, однако, в сравнении с прямыми подрезными резцами, имеют меньший угол.
По направлению подачи данные инструменты классифицируют на левые и правые.

Наконец, подрезные резцы дифференцируют по технологии производства.
- Цельные варианты включают головку и державку из одного материала.
- Составные модели имеют элементы различного состава.
Так, отогнутые подрезные резцы с твердосплавными режущими пластинами описаны ГОСТ 18880-73. Для токарных проходных резцов, оснащенных сверх твердосплавными пластинами, и аналогичных подрезных моделей характеристики определены в ГОСТ 28990-91. ГОСТ 18871-73 определяет особенности торцовых вариантов с пластинами из быстрорежущей стали. ГОСТ 29132-91 определяет параметры моделей с многогранными сменными пластинами проходного токарного, копировального и подрезного типов. В ГОСТах приведены чертежи подрезных резцов, типы и размеры данных инструментов.
Особенности геометрии изделий
Геометрия фасонного резца зависит от его конструкции, а она в свою очередь отталкивается от размеров и профиля детали. Основными из них являются углы резания, заострения, главные передний и задний, а также у некоторых изделий в конструкцию вводят дополнительные углы. Параметры могут быть самыми разными. Получить качественную деталь из заготовки помогут грамотное конструирование формы инструмента и правильный подбор марки стали/сталей для его изготовления. Расчет профиля будущего изделия выполняют специалисты 2 способами: аналитическим и графическим, – каждый из которых требует определенных навыков и умения пользоваться конкретными справочниками и литературой
Немаловажное значение имеет и опыт работы
Выбор проходного отогнутого резца
Выбор необходимого инструмента зависит от следующих требований, которые предъявляются при изготовлении конкретной детали. К этим требованиям относятся:
- тип обработки (чистовая, получерновая, черновая, обработка с высокой точностью);
- направления подачи инструмента (правые или левые);
- характер резания или снятия слоя (проходные, упорные, подрезные, нарезания резьбы);
- длина державки;
- тип наконечника (цельный, наваренный, съёмный);
- форма режущего элемента (треугольный, прямоугольный, специальной конструкции).

В зависимости от сложности решаемой задачи выбирают отогнутый резец, способный качественно провести обработку на конкретном типе станка. Наиболее универсальным считается резец проходной отогнутый со сменными пластинами. Точное назначение конкретного инструмента определено принятым стандартом и указано на маркировке. Резец проходной отогнутый т15к6 применяется для поверхностной обработки деталей, изготовленных из различных марок сталей, в том числе и легированных. Сплав ВК8 используется для проведения черновых работ, сверления, обработки внутренних поверхностей, фрезерования. Многообразие типов конструкций требует их оценки по критерию эффективность – стоимость. Именно он сказывается на конечной цене производимой детали.
Преимущества твердосплавных пластин для резцов
Главные преимущества твердосплавных пластин для отрезных резцов перед инструментом из быстрореза — это возможность работы с высокими скоростями резания (до 500 м/с для стали) и сохранение твердости при высокой (до 900 °C) температуре в зоне обработки. Существуют два основных метода фиксации твердосплавных пластин на головке державки: напайка (а также аналогичные методы) и механическое крепление. Неразъемные соединения конструктивно проще и более устойчивы к вибрации при работе под большими нагрузками. Но, несмотря на более сложную технологию изготовления, отрезной инструмент с креплением пластин механическим способом обладает рядом неоспоримых преимуществ:
- отсутствие термического воздействия на головку державки во время крепления режущей части;
- возможность быстрой замены пластины или поворот другой режущей кромкой;
- использование на одном типе державки различных видов пластин;
- сохранение геометрических характеристик резца после замены пластины.
Помимо режущих элементов из твердых сплавов при обработке особо твердых материалов применяют керамические пластины. Они более хрупкие, но отличаются повышенной износостойкостью режущей кромки и могут работать при очень высоких температурах в зоне резания (до 1200 °C).

Список актуальных ГОСТов
Ввиду различий в конструкции, размерах и геометрии, многие не могут правильно подобрать резец подрезной. ГОСТ должен избавить от этих трудностей. В стандарте имеется вся необходимая информация о токарных инструментах, их конструкции, геометрических параметрах и других не менее важных особенностях, которые пригодятся при расчете режимов резания и выборе резца.
Всего есть 4 государственных стандарта, в которых упоминаются токарные подрезные резцы:
- ГОСТ 18880-73 (переиздание с изм. 2003 г.). В стандарте изложена краткая информация об основных обозначениях, конструкции, геометрических параметрах и размерах подрезных отогнутых резцов, имеющих напаянные режущие пластины из твердого сплава.
- ГОСТ 18871-73 (переиздание с изм. 2003 г.). В стандарте имеется необходимая информация о конструкции и размерах токарных подрезных резцов с напаянными пластинами из быстрорежущей стали.
- ГОСТ 28980-91 (переиздание с изм. 2004 г.). Говорится о проходных и подрезных резцах со сменными твердосплавными пластинами.
- ГОСТ 29132-91 (переиздание с изм. 2004 г.) Имеется информация о проходных и подрезных резцах со сменными многогранными пластинами, которые применяются в производстве вместе со специальным приспособлением, копиром.
Сборные резцы для токарных станков
Рассматривая основные типы токарных резцов, нельзя не упомянуть инструменты со сборной конструкцией, которые относятся к универсальным, так как могут быть оснащены режущими пластинами различного назначения. Например, закрепляя на одной державке режущие пластины различного типа, можно получить резцы для обработки на токарном станке заготовок из металла под различными углами.

Как правило, такие резцы применяются на станках с ЧПУ или же на специальных станках и служат для контурного точения, расточки глухих и сквозных отверстий и прочих специализированных работ.
Классификация резцов для токарной обработки включает в себя также прорезные, фасонные и некоторые другие типы. Понять принцип работы таких инструментов можно, ознакомившись с таблицей в начале статьи.
Электронная библиотека
Общетехнические дисциплины / Режущий инструмент / 2.7.1. Типы фасонных резцов
Фасонные резцы предназначены для обработки наружных, внутренних и торцовых поверхностей сложного профиля. Они широко используются как в крупносерийном и массовом производстве, так и мелкосерийном и индивидуальном инструментальном производстве (как инструмент второго порядка). Достижимая точность размеров деталей соответствует 7-8-му квалитету при высокой производительности. Процесс фасонного точения выполняется с невысокими скоростями резания и малыми (до 0,05 мм/об) подачами из-за сравнительно большой длины лезвия резца (до 80 мм).
Фасонные резцы как разновидность токарных резцов можно классифицировать по различным признакам:
— по форме – плоские, призматические и круглые;
— по виду подачи – осевые, радиальные и тангенциальные;
— по расположению оси (или базы крепления) по отношению к оси детали – с параллельным и наклонным расположением оси;
— по форме передней поверхности – с положительным передним углом; с положительным передним углом и углом наклона режущей кромки;
— по форме образующих фасонных поверхностей – с кольцевыми образующими и с винтовыми образующими;
— по конструкции – цельные и составные.
По виду подач принципиальной разницы между фасонными и обычными токарными и револьверно-автоматными резцами не существует. Однако по форме фасонные резцы имеют специфические особенности.










Плоские фасонные резцы
(рис. 2.24) по конструкции не отличаются от обычных токарных стержневых резцов и применяются в индивидуальном и мелкосерийном производстве. Обычно для сохранения профиля обрабатываемой детали плоские фасонные
резцы имеют и перетачиваются по плоскостям, параллельным опорной поверхности резца (плоскости 1-1, 2-2, 3-3 на рис. 2.24).
Главным недостатком плоских фасонных резцов является то, что из-за наличия бокового заднего угла (рис. 2,41,а) на лезвиях, расположенных перпендикулярно или наклонно по отношению к оси детали и ограниченных с двух сторон уступами, при переточках не сохраняется профиль инструмента, а значит, и детали (, см. рис. 2.24,а).
Иногда для сохранения профиля детали на задних торцовых поверхностях резца делают фаску мм. При глубинах профиля детали более 3 мм на торцовых участках профиля плоских фасонных резцов выполняется вспомогательный угол в плане (рис.2.24,б). Задние углы у плоских резцов выбираются в пределах .
Рис. 2.24. Плоский фасонный резец
Призматический фасонный резец
представляет собой призму, одна из боковых граней которой имеет фасонную поверхность и служит задней поверхностью резца, а сторона, ей противоположная, имеет «ласточкин хвост» для крепления в державке.

Передней поверхностью призматического резца служит одна их торцовых плоскостей.
Задний угол призматического фасонного резца образуется при его установке в державке, а передняя поверхность затачивается под углом .

Рис. 2.25. Призматические фасонные резцы: а – радиальный; б – тангенциальный
Призматические резцы в зависимости от установки относительно детали и направления подачи бывают радиальными и тангенциальными (рис. 2.25). Призматические фасонные резцы нашли ограниченное применение ввиду сложности их изготовления.
Круглый фасонный резец
есть тело вращения с вырезанным в нем угловым пазом для создания передней поверхности и пространства для размещения стружки. Для получения задних углов центр резца поднимается на величину относительно центра детали (рис. 2.26). Если бы =0, т.е. центры резца и детали лежали бы на одной оси, то , так как касательные к задней поверхности и плоскость резания совпадают (см.рис.2.26,б) Очевидно, (см. рис. 2.26,а). Из этого соотношения следует, что задний угол по длине лезвия фасонного резца неодинаков и увеличивается к центру резца.

Рис. 2.26. Схема круглого фасонного резца
Обычно задний угол по длине лезвия круглых резцов колеблется в пределах . Передний угол как у круглых, так и у призматических фасонных резцов, выбирается в зависимости от материала детали: для стали ; чугуна ; бронзы, латуни .
Габаритные размеры круглого фасонного резца могут быть ориентировочно найдены по зависимости (см.рис. 2.26,а):
, (2.11)
где — глубина профиля детали; мм – глубина заточки передней поверхности, необходимая для размещения стружки; мм – толщина стенки резца; =10…25мм – радиус посадочного отверстия.
Круглые фасонные резцы широко применяются на токарных и револьверных станках ввиду сравнительной простоты их изготовления, а также большого, практически неограниченного, числа переточек. Эти резцы универсальны по области примене
ния, так как ими можно обрабатывать все виды фасонных поверхностей – наружных, внутренних и торцовых.
Производим КРС по ГОСТу
Резцы для координатно-расточных станков от Киржачского инструментального завода выпускаются по ГОСТам. В линейке продукции есть как инструмент для расточки глухих, так и сквозных отверстий.
- ГОСТ 25987-83 (с пластинами из твердого вольфрамового сплава, с цилиндрическим хвостовиком). В режущей части находится пластина из сплава марки ВК6.
- ГОСТ 18062-73. (с хвостовиком из стали, цельные). Резец, кроме хвостовика, целиком состоит из твердого вольфрамокобальтового сплава. Предназначен для сверления сквозных отверстий в труднообрабатываемых материалах.
- ГОСТ 18063-73. (со стальным хвостовиком, цельные). Также полностью состоят из вольфрамового сплава; предназначены для глухих отверстий.
1.1. Классификация и конструкция фасонных резцов
При точении деталей со сложным профилем применяются фасонные резцы различных конструкций: по типу резца: стержневые (рис. 1), призматические (рис. 2) и круглые (рис. 3);
по направлению подачи: осевые (рис. 4), радиальные (см. рис.4, б
,в ) и тангенциальные (рис. 5);
по расположению базы закрепления (отверстие, «ласточкин хвост», или хвостовик) относительно оси детали: параллельно (см. рис. 4, б
,в ), наклонно в горизонтальной плоскости (рис. 6), наклонно в вертикальной плоскости (рис. 7), перпендикулярно (см. рис. 4,а );
по форме образующих задней фасонной поверхности: с образующей по дуге окружности (см. рис. 3), с винтовыми образующими (рис. 8, 9) и в виде прямой линии (см. рис. 1, 2);
по конструкции: цельные (см. рис. 2, 3), составные (рис. 11, 12);
по виду обрабатываемой поверхности: наружные и внутренние (рис. 8, 10);
по инструментальному материалу: из легированной или быстрорежущей стали и твердого сплава;
по расположению плоскости передней поверхности: с наклоном к горизонтальной плоскости под одним углом 1(см. рис. 2, 3) и под двумя углами1и(рис. 13).
Лучшие наборы
DEXX 1834-H11_z01
- тип: стамеска;
- профиль: плоский, косой, изогнутый;
- материал рукоятки: дерево;
- материал лезвия: легированная сталь.
Один из самых доступных наборов. Присутствует 11 резцов типа стамеска, есть как полукруглые, так и косые лезвия. Подходит для большинства мелких столярных работ. Заводская заточка лишь обозначена, поэтому при покупке нужно будет привести инструмент в рабочее состояние.
STAYER 1831-H33
- тип: резец;
- профиль: V-образный, полукруглый, плоский, косой, изогнутый, квадратный;
- усиленная рукоятка;
- материал рукоятки: резина, пластик;
- материал лезвия: закаленная сталь.
Набор с внушительным комплектом резцов. Некоторые их них почти дублируют друг друга, поэтому в случае поломки проблем не возникнет. Резцы надеваются на рукоять. Есть два типа: для грубого придания формы заготовке и тонких работ. Цена весьма демократична, хотя упаковка с магнитными держателями подкачала – насадки то и дело вываливаются из неё.
ЗУБР 18373-H6
- тип: стамеска;
- профиль: V-образный, полукруглый, плоский, косой, изогнутый;
- ширина режущей части: 6 мм, 12 мм, 11 мм;
- материал рукоятки: дерево;
- материал лезвия: легированная сталь.
Набор из шести стамесок от Зубр неплохого качества. Классические деревянные рукоятки и легированная сталь рабочего тела. Заточка почти отсутствует, но даже для начинающего токаря — это не должно стать проблемой.
JET 19500119
- тип: резец;
- профиль: V-образный, полукруглый, косой;
- ширина режущей части: 30 мм, 25 мм, 11 мм;
- материал рукоятки: дерево;
- материал лезвия: легированная сталь.
Всего четыре предмета от известных инструментальщиков JET, зато каких! Рейер и мейсель большего размера, а также два резца поменьше для более тонкой работы. Качество отличное, хотя токарь-работяга скорее воспримет этот набор как сувенир – уж больно красив, в том числе и деревянная коробочка.
Энкор 10430
- тип: резец;
- профиль: V-образный, полукруглый, косой;
- в наборе: 8 предметов;
- материал рукоятки: дерево;
- материал лезвия: быстрорежущая сталь.
Эстетика этого набора несомненна, как и его режущие способности. Сталь быстрорез, требует первоначальной заточки, затем отлично держит остроту. Ассортимента резцов вполне хватит практически для всех видов токарных работ. Можно и части мебели изготавливать, и различные полезные предметы, и декоративные поделки.
Резцы для обработки дерева на токарном станке – это путёвка в жизнь для любого мастера. Правильно подобранный и заточенный набор стамесок, скребков и ножей способен творить чудеса в умелых руках.







Рейтинг ТОП-6 и обзор лучших моделей стационарных лобзиков: как выбрать оптимальный, преимущества и недостатки, их классификация, советы по правильному подбору пилки Как выбрать лучший Фуговально-рейсмусовый станок: что это такое, конструкция, классификация, разновидности, обзор 7 популярных моделей, их плюсы и минусы Как выбрать поворотное стусло с ножовкой: на что обратить внимание перед покупкой, важные характеристики, обзор 5 лучших комплектов, их преимущества и недостатки, особенности конструкции и правила использования Как выбрать лучший аккумуляторный лобзик: особенности устройства инструмента с АКБ, какие характеристики важны, обзор 7 популярных моделей, их плюсы и минусы
Главные правила выбора инструмента
Заранее определитесь, зачем он нужен и в каких режимах вы планируете его эксплуатировать. Учитывайте производственное назначение – возможностей того, что отлично подходит для разового или редкого применения в гараже или личной мастерской, вряд ли хватит для промышленности, с ее серийностью. Ориентируйтесь не на цену (слишком низкая стоимость должна даже отпугивать), а на стойкость, посмотреть которую можно в таблице токарных резцов
Обращайте внимание, возможна ли правка лезвия – если оно служит сравнительно дольше, но не может быть повторно заострено, а подлежит замене после первого же затупления, вы в конечном итоге потратите больше

Рекомендации по подбору резца
При выборе инструмента необходимо руководствоваться функциональным назначением резцов. Что же касается материала, углов заточки и прочих параметров необходимо учесть твердость материала обрабатываемой заготовки. Также необходимо определиться с тем, что является наиболее приоритетным фактором при проведении работ – качество, производительность, стойкость инструмента.
- Проходного необходимого для торцевой обработки;
- Наружного нейтрального;
- Расточного.
Данный базовый комплект достаточен для выполнения большей части типовых операций, но конечно для более сложных работ понадобится расширенный набор инструмента, в том числе фасонные и резьбовые резцы. Для профессиональных работ в большом объёме разумным вариантом будет приобретение набора резцов со сменными пластинами. Это позволит впоследствии тратить меньше средств на приобретение расходных материалов, по мере износа производя только замену пластин, а не резцов целиком.
Режимы резания
Для тангенциальных фасонных моделей (в большинстве случаев призматические) возможна обработка предмета несколькими кромками, причем с каждой стороны или нескольких профильных участков. В большинстве случаев они расположены на самых разных уровнях глубины для обеспечения раздельной последовательной обработки. С целью обработки нескольких предметов по шаблону инструмент устанавливают в одном положении и выполняют поперечные и продольные подачи заготовок. При этом любая точка кромки резки начинает и заканчивает работу в самых разнообразных точках, не продолжая резание за границами данного интервала. Тангенциальные резцы также используют с вращательным движением подачи. Подобные модели подойдут для тонких заготовок и неглубоких профилей.


Радиальные (радиусные) варианты (в большинстве случаев призматические либо круглые) рассчитаны на вращательную подачу. Кромка во время обработки фасонным резцом этого типа описывает поверхность для работы радиально. При этом движение подачи для кромки пересекает ось предмета. Это дает возможность выполнять обработку с различной глубиной и создавать криволинейные формы. Ввиду площади больших размеров контакта оборудование подвергается большим нагрузкам. Более того при работах с длинными предметами малого сечения возможна их дефармация. Ввиду этого применяют пониженные режимы.
Если сравнивать с радиальными моделями они подойдут для работ со ступенчатыми заготовками меньшей жесткости ввиду срезания меньших сечений и меньших режущих сил.
Для поверхностей вращения резец выполняет подачу (чаще поступательную, порой радиальную), а заготовка – круговое движение.

Кроме токарных станков есть возможность применение фасонных резцов на строгальных, долбежных и специализированных для цилиндрических предметов. В данных случаях применяются модели радиальной конструкции с поступательной подачей, перпендикулярной оси детали. К примеру, детали зубодолбежных головок, работающие для работы с зубчатыми колесами цилиндрической формы.
В случае вращательной подачи применяют тангенциальную конструкцию. Кромка подобных моделей описывает поверхность вращения, касаясь предмета. При этом любая точка кромки в определенный момент убирает фрагмент заготовки и отходит от нее.
Винтовое движение подачи используется для заготовок подобающей формы. При этом резец совершает резание не в одном уровне, а углубляясь после любого прохода. Именно так нарезают резьбу.
Общие правила и техника безопасности
Принципы безопасной работы на токарном станке по дереву:
- работать следует в спецодежде, которую необходимо надевать еще до включения станка;
- на станке не должно быть лишних предметов и инструментов;
- обязательно проверить заготовку на наличие сучков и трещин;
- проверить исправность режущего инструмента и его заточку;
- надеть защитные очки;
- при работе подавать на деталь резец, только когда вал наберет полную частоту вращений;
- не наклонять голову близко к станку;
- замеры детали производить только после остановки вращения;
- нельзя отходить от станка, пока тот работает.
После работы рекомендуется удалить стружку специальной щеткой.
При работе на токарном станке по дереву необходим целый набор различных резцов. Каждый из них выполняет свою функцию и предназначен для определенной работы. Такие резцы можно приобрести в магазинах или изготовить самостоятельно.





